Припои для пайки: классификация, свойства, критерии выбора
Электрическое соединение радиоэлементов производится посредством пайки, которая позволяет отремонтировать многие бытовые приборы и устройства. В некоторых ситуациях пайка соединяет те элементы, которые нельзя соединить даже сваркой. Современные технологии и приспособления для пайки позволяют охватывать достаточно широкий диапазон материалов. Но удовлетворить всем условиям работы одна соединительная среда не может, поэтому на практике применяются различные припои для пайки.
Что такое припой?
Припой представляет собой смесь легкоплавких металлов, которые способны обеспечить хороший контакт между двумя поверхностями, получаемый в результате пайки. При нагревании припой переходит из твердого в жидкое состояние, которое обеспечивает растекание по периметру припаиваемой детали или в месте их контакта. При этом происходит фиксация на молекулярном уровне за счет высокой степени адгезии.
По составу припои могут включать самые различные компоненты, предоставляющие им необходимые эксплуатационные свойства. Однако преимущественное большинство состоит из смеси свинца и олова, первый из которых обеспечивает твердость и тугоплавкость, а второй легкость и снижает температуру плавления. Также в составе могут быть и другие компоненты: серебро, никель, цинк, медь, кобольд, висмут, сурьма и другие.
Из-за многокомпонентности состава процесс расплавления также проходит несколько этапов: сначала разрежаются наиболее легкоплавкие составляющие, тугоплавкие в этот момент остаются в виде кристаллов. Затем плавятся и они, смесь становится однородной и обеспечивает максимальное заполнение и контакт. Однако вместе с припоем используются флюсы, обеспечивающие лучшее заполнение и защиту от окисления.
Классификация
Все критерии классификации припоев представляют собой довольно обширную сферу, которая под силу, пожалуй, лишь узкопрофильным специалистам. Поэтому для упрощения подборки конкретные марки ее изготавливают для конкретных целей – паять алюминий, ювелирные изделия, медную проволоку, радиокомпоненты и т.д. Главное, на что вам следует обратить внимание – это температурный параметр. Так как, к примеру, пайку микросхемы нельзя выполнять той же маркой ПОС, что и соединение жил кабеля, так как чувствительный компонент может сгореть и выйти со строя.
Припои для пайки классифицируются по следующим критериям:

- по способу подачи флюса – безфлюсовые и самофлюсующиеся, для первых флюс подается отдельно, вторые содержат его в своем составе;
- по основному паяльному элементу – оловянные припои, никелевые, кобальтовые, марганцевые, титановые, серебряные, циркониевые, ванадиевые, смешанные и т.д.
- по способу получения – бывают готовые или формируемые непосредственно во время пайки;
- по растворимости компонентов – встречаются полностью расплавляемые и частично;
- по форме выпуска – оловянная проволока, пруток, чушки, лист, гранулы, паста;

- по температуре плавления – существуют те, которые переходят в жидкое состояние при низкой и при высокой температуре.
При выборе оловянно-свинцового припоя наиболее важным критерием является последний, поэтому на нем мы и остановимся более детально.
Легкоплавкие (мягкие).
К легкоплавким припоям относятся такие составы, которые переходят в жидкое состояние при температуре от 145 до 400°С. Но, при этом они обеспечивают относительно небольшую прочность, для легкоплавких сплавов сопротивление на разрыв составляет не более 7кг/мм 2 . Наиболее распространенные – оловянно-свинцовые. Чаще всего мягкие припои используются в радиоэлектронике для печатных плат или деталей.
Тугоплавкие (твердые).
Твердые припои обладают значительно большей механической прочностью, но их температура плавления составляет более 400°С, что является неприемлемым для большинства радиодеталей, так как они могут пострадать даже от касания разогретым жалом паяльника. Двумя наиболее крупными группами в этой категории являются медные и серебряные составы. Медные сплавы, как правило, соединяются с цинком, но они слишком хрупкие, поэтому подходят для твердых сплавов, испытывающих только статическую нагрузку. Серебряные припои являются универсальными и могут использоваться для пайки любых точек соединения, однако стоимость этих марок также довольно высокая.
Паяльные пасты.
Паяльные пасты также представляют собой компонент для пайки радиодеталей, но применяются они для мелких элементов из легкоплавкого металла. Состав пасты содержит измельченные кусочки припоя в растворе жидкого флюса. Их используют в тех платах или устройствах, где воздействие высокой температуры может нанести вред оборудованию. Пасты, как правило, паяются феном без электрического паяльника, или могут просто наноситься в качестве проводящего клеевого состава.
Нанесение смеси для пайки в точку крепления выводов наносится порционно и может выполняться при помощи специального трафарета, шприца или каплеструйным картриджем.

Однако применение пасты для пайки обуславливает целый ряд требований, которые должны соблюдаться:
- перед началом вскрытия емкости обязательно выдерживается в комнатной температуре хотя бы 2 часа, использовать средства принудительного нагрева припоя для этого запрещено;
- после вскрытия смесь обязательно перемешивается до получения однородного вещества, так как в ходе хранения флюс может отделяться от припоя;

- перед нанесением поверхность должна очищаться от возможных примесей и загрязнителей, при длительной пайке процедура повторяется каждые 45 минут;
- монтаж электронных компонентов в нанесенную пасту должен производиться за 60 минут, иначе она начнет утрачивать свойства;
- после пайки остатки и излишки пасты отмывают, существуют те, которые отмываются обычной водой, другим требуется растворитель, некоторые могут не смываться.
Крайне негативно на функциональных характеристиках такого припоя сказывается помещение в среду с высокой или низкой температурой, а также воздействие влаги.
Бессвинцовые припои.
Изначально, причиной создания припоя без содержания свинца была потребность исключить вредное влияние на окружающую среду и человеческий организм. Такие припои массово используются для пайки алюминия или стали в пищевой промышленности, для труб подачи питьевой воды, лабораторного оборудования и инструментов.
Всего выделяют три наиболее распространенные группы бессвинцовых припоев:
- олово с медью – применяется для высокотемпературной пайки, относится к тугоплавким припоям, хорошо подходит для работы по медным изделиям;
- олово с серебром – подходят для низкотемпературной пайки, обеспечивают лучший контакт, чем у свинцовых припоев, но они имеют высокую цену.
- олово и с медью, и с серебром – также является мягким вариантом, который обладает меньшей стоимостью, чем предыдущий, и практически ничем не уступает ему в качестве соединений.
- олово с висмутом и серебром – может применяться для пайки меди при низких температурах;
- олово с цинком и висмутом – более дешевый вариант предыдущего, но имеет ряд сложностей в применении.
Основные свойства припоев
При выборе конкретной марки припоя для пайки медных проводов или алюминиевых сплавов необходимо руководствоваться их техническими характеристиками.
Однако для всех составов можно выделить перечень основных свойств:
- смачиваемость – показывает, насколько хорошо припой обволакивает и прилипает к паяемым деталям;
- прочность – определяет способность выносить механические усилия и нагрузки, для этот в состав могут добавлять бор, железо, никель цинк или кобальт;
- пластичность – способность к деформации, достигается за счет присадок из марганца, висмута, лития и т.д.;
- устойчивость к высоким температурам – важна для пайки твердыми сплавами, которые находятся в котельных, печах, трубопроводах, нагревательных приборах, свойство достигается путем добавления вольфрама, циркония, ванадия, гафния, ниобия и т.д.
- устойчивость к коррозионному разрушению – повышается путем легирования медью или никелем.
Критерии выбора
Выбирая какой-либо состав для лужения медных деталей или пайки проводов важно учитывать ряд факторов, который повлияет и на качество работы, и на полученный результат.
Среди таких критериев, в первую очередь, обращают внимание на:
- типы соединяемых элементов, из какого материала изготовлены, их толщина и параметры соединяемых поверхностей;
- способ пайки, для которого подбирается припой – медным жалом классического паяльника, феном, паяльной станцией и т.д.;
- допустимый температурный режим – температура плавления припоя должна быть меньше температуры плавления соединяемых элементов;
- наличие механического воздействия – определяется статическая или динамическая, возможно, вибрационная;
- устойчивость к агрессивной среде – для преждевременного разрушения припоя его тип должен предусматривать устойчивость к влаге, температуре, газам, пыли и прочим факторам, воздействующим на него в процессе эксплуатации.
Самые используемые марки
Наиболее популярными видами являются припои ПОС, в их основе свинец и олово, маркирующиеся ПОС-40, 60, 80 и т.д., здесь числовое обозначение указывает на процентное содержание олова. Выпускаются, как правило, в форме паяльной проволоки, в зависимости от процентного соотношения основных компонентов могут относиться как к легкоплавким, так и к тугоплавким маркам.
Применяются для пайки меди, алюминия, латуни, бронз и других металлов:
- ПОС-90 – хорошо подходит для пищевой индустрии;
- ПОС-40 – используют для труб и деталей из латуни, железа и т.д.;
- ПОС-30 – в кабельных соединениях;
- ПОС-61 – для работы с радиодеталями.
Из серебросодержащих марок часто встречаются припои ПСр- 15, 25,45, 65, 70, число после буквенного обозначения указывает на процент серебра. Этот тип охватывает как пайку меди в высокоточных приборах, так и медицинскую сферу.
Сплав Розе также называемый ПОСВ-50, один из припоев с самой низкой температурой плавления – от 90 до 100°С. Применяется в ювелирном деле, в пайке печатных плат, для плавких вставок и т.д.

Видео в развитие темы
Литература.
При написании статьи использовалась следующая техническая литература:
- ГОСТ 17325-79. ПАЙКА И ЛУЖЕНИЕ. Основные термины и определения.
- ГОСТ 21930-76. Припои оловянно-свинцовые в чушках. Технические условия.
- Гуляев А. П. Металловедение. М.: «Металлургия» 1986 г. 544 с.
Что такое припой, виды, характеристики, правила подбора
При ремонте электрооборудования, бытовых приборов, проводки требуется как-то соединять провода и элементы. Делают это при помощи пайки. Это второй по популярности и надежности вид соединения металлов (и не только). В процессе участвует припой для пайки. Что это такое и каким он бывает, как выбирать, по каким параметрам и свойствам — будем выяснять дальше.
Что такое припой, пайка, флюс
Есть два способа соединения металлов — сварка и пайка. При сварке металл в месте соединения деталей плавится, за счет чего получаем неразрывное соединение. Такой тип соединения наиболее надежен, но не все металлы можно сваривать. Для металлов которые сваривать не получается, применяют пайку.

Что такое припой для пайки — это материал, который обеспечивает соединение
Что такое припой и для чего он нужен
Пайкой называют процесс соединения металлов с использованием вспомогательного состава — припоя. Это сплав, который имеет более низкую температуру плавления чем соединяемые детали. В процессе соединяемые детали только нагреваются, но не начинают плавиться. Плавится только припой. Он переходит в жидкое состояние, растекается и заполняет капилляры соединяемых деталей. В результате соединение получается надежным, хоть и менее прочным чем сварка. При сварке получаем, по сути, монолит. При пайке добиться такого эффекта невозможно.

Припой для пайки — это сплав металлов с температурой плавления ниже чем у соединяемых деталей
Итак, припой для пайки — это сплав с температурой плавления ниже, чем у соединяемых деталей. С его помощью получаем прочное соединение. Некоторые виды припоя обеспечивают герметичность, другие дают хорошую электропроводимость. Именно эту группу припоев и используют при ремонте и изготовлении приборов, соединении проводов.
Что такое флюс и что он делает
При пайке плат, проводов, электроники важно достигнуть хорошего электрического контакта, т.е. с минимальным сопротивлением. Это возможно только при соединении чистых металлов без загрязнений и оксидной пленки. А медь и алюминий, которые и приходится обычно паять, как раз активно окисляются. Окислы можно удалять механически, но это занимает время, да и результат слишком зависит от человека. Поэтому обычно применяют флюс — это вещество, которое растворяет окислы и, заодно, улучшает растекаемость припоя. Простейший флюс — это канифоль растворенная в спирте.

Это все припой для пайки
Есть флюсы, которые также служат для защиты от воздействия окружающей среды. Но, в большинстве случаев, они слишком активны и, после пайки, требуется очищение плат и деталей. Иначе остатки флюса разъедают оболочки, саму плату, соединение. Для этого существуют специальные смывки. Обычно это спирты и спиртовые растворы, но некоторые составы смываются водой. Способ удаления обычно указывается в описании к составу.
Формы выпуска припоя для пайки
Чаще всего припой встречается в виде проволоки различной толщины — от 0,3 мм до 3 мм. Это те размеры, которые применяют при пайке электроники и проводов. Припой в виде проволоки наматывают на катушки (бобины) . Длина проволочного припоя — несколько метров, но продают его по весу — на граммы и килограммы. Стандартные варианты расфасовки на катушке — 50, 100, 200, 250 и 500 грамм. Для производственных целей выпускаются катушки с весом припоя от 1 кг и более.

Проволочный припой в бобинах — наиболее удобная для применения форма. Популярностью пользуется продукция немецкой компании Stannol
Мелкая фасовка может быть и без катушки.

Припой ПОС-61 с каналом канифоли. Продается без катушки, так как вес всего 10 грамм
Обратите внимание, что проволочный припой может с флюсом/канифолью — трубочка из припоя, заполненная флюсом. Количество флюса — 1-8%. Такой вариант идеален, так как компоненты подобраны оптимально (у хороших марок) и дают хорошее качество пайки.

Трубчатый припой с флюсом — внутри трубки находится канифоль
Процентное содержание флюса указывается на наклейке.

Согласно информации на наклейке, содержание флюса составляет 2,2%
Есть еще следующие виды выпуска припоя:
- Прутки. Диаметр — 5-10 мм, но продают тоже по весу.
- Порошок. Обычно для промышленного применения.
- Гранулы. Тоже чаще для производств.
- Фольга. Такая форма выпуска хороша для тонкопленочных (СМД) деталей.
- Паяльная паста. Паяльной пастой удобно работать и с обычными, но мелкими деталями. Но она разрабатывалась для СМД электроники.

Припой в виде пасты в тюбике, фольги и гранул. С такими удобнее работать при пайке СМД компонентов
Наиболее распространенная форма выпуска припоя — проволока. Различная толщина позволяет брать то количество материала, которое требуется для данного типа деталей. Да и хранить катушку проще чем, скажем моток, порошок и т.д. Удобна еще паяльная паста, которая продается в тюбиках. Но такая форма выпуска в разы дороже. Так что ее обычно применяют целенаправленно — для тонкопленочных деталей.
Технические характеристики
В процессе пайки деталей важно чтобы жидкий припой был не настолько горячим, чтобы вывести из строя деталь или расплавить изоляцию. Второй важный момент — чтобы он хорошо «ложился» на соединяемые детали. Ну и третий — чтобы контакт в месте пайки был надежным. Еще часто обращают внимание на блеск — это свидетельство того, что пайка была выполнена с соблюдением технологии. За все эти параметры отвечают следующие технические характеристики припоя:
-
Смачиваемость. При пайке важно чтобы припой хорошо растекался и обволакивал соединяемые фрагменты и не стекал с них. Это возможно при хорошей смачиваемости. Это именно свойство растекаться, оставаться в то же время на деталях.

Свойство растекаться и «сцепляться» с деталями называют смачиваемостью припоя
Это все технические характеристики, по которым подбирают припой для домашнего использования. И именно эти два момента отмечают, когда рекомендуют или нет ту или иную фирму. Больше упирают на температуру. И, вот что странно, один и тот же состав, но разных фирм, нагревать требуется по-разному. Смачиваемость можно откорректировать при помощи флюса — он улучшает этот показатель. А вот с температурой плавления бороться никак не получается. Поэтому удобство пайки определяется тем, насколько легко припой плавится.
А вообще, учитывается прочность, упругость, твердость, электропроводность. Прочность и упругость важна там, где могут возникнуть механические нагрузки. Это больше относится к пайке медных труб и других подобных изделий. Твердость показывает насколько легко повреждается зона пайки. Электропроводность важна для обеспечения электрического контакта.
Виды припоя
Принято делить припой на твердый и мягкий. Но для пайки «мягкость» не тот показатель, который определяет выбор. Больше важна температура плавления. Так вот, мягкие припои имеют более низкую температуру плавления, чем твердые. Мягкие плавятся при температуре ниже 300°С, твердые — выше. Поэтому еще в ходу название тугоплавкий и легкоплавкий припой.

В этом припое есть добавка меди, золота и серебра. Припой MSolder SUPREME SilverGold с флюсом обеспечивает самую высокую проводимость и имеет самую высокую текучесть в линейке припоев MUNDORF, но обладает самой высокой температурой плавления. Этот припой является наилучшим для использования в ламповой технике и других устройствах высшего класса, а также для соединения высококачественных аудио кабелей, фольги, используемой в катушках индуктивности, и прочих компонентов.
Делают припой из свинца, олова, меди, никеля, кадмия, серебра. Их добавляют в различных пропорциях. Для придания определенных свойств вводят добавки:
- сурьма, медь, кадмий, алюминий, серебро, цинк — улучшают растекаемость;
- сурьма, никель, железо , кобальт, цинк, кремний, бор — повышают прочность;
- серебро, литий, кадмий и висмут — для более низкой температуры плавления;
- никель и медь повышают стойкость к коррозии;
- кремний, цирконий, ванадий, кобальт, вольфрам повышают жаропрочность.
Выбирают припой по виду соединяемых металлов, их температуры плавления (припой должен расплавиться раньше), требуемой прочности соединения.
Мягкие припои
Для пайки печатных плат, проводов и других работ нужна невысокая температура. Многие радиодетали просто не переносят высоких температур, от перегрева выходят из строя. Не переносит нагрева и изоляция проводов. Поэтому припой для пайки этой категории выбирают из мягких и легкоплавких. Причем, желательно чтобы плавился припой при 200°C или чуть ниже.

Внешне отличить припои для пайка с большим содержанием свинца можно по серому цвету
ПОС: виды. типы, применение
Наиболее распространенный мягкий припой для пайки — ПОС (Припой Оловянно-Свинцовый). Состоит он из олова и свинца в разных пропорциях. Процентный состав отображается в названии — после ПОС идет цифра, в которой указывается процент олова. Например, в ПОС 40 содержится 40% олова. В ПОС 61 — 61%, в ПОС 90 — 90% и т.д.

Килограммовая бухта ПОС 40 — для солидных объемов работ. Выпускается по ГОСТу 21931-76
Для улучшения/изменения характеристик в состав могут вводиться в небольшом количестве добавки. Тип добавки и ее процентное содержание прописывается в конце маркировки припоя. Например, дописка к ПОС 61 Sn61Pb37Ag2 обозначает, что припой состоит из следующих компонентов:
- Sn61 — 61% олово;
- Pb37 — 37% свинец;
- Ag2 — 2% серебро.
Этот припой для пайки хорошо растекается и дает почти зеркальный блеск. Но серебро — недешевая добавка, что и отразится на цене.
ПОС и ПОССу: технические характеристики
Есть одна популярная разновидность ПОС — ПОССу. А обозначает оно «припой оловянно-свинцовый с добавкой сурьмы» (две последние буквы «Су» и обозначают наличие этой добавки в составе). Сурьма повышает прочность пайки, так что такие составы применяют там, где требуется повышенная прочность соединений.
| Марка припоя | Олово Sn в % | Сурьма Sb в % | Медь Cu в % | Серебро Ag в % | Температура плавления солидус/ликвидус | Временное сопротивление разрыву, кгс/мм2 | Применение |
|---|---|---|---|---|---|---|---|
| ПОС-90 | 89-91 | 0,05 | 0,05 | 0,02 | 183/220 | 4,9 | Пищевая посуда и медицинская аппаратура |
| ПОС-61 | 59-61 | 0,05 | 0,05 | 0,03 | 183/190 | 4,3 | Электро-радио приборы |
| ПОС-40 | 39-41 | 0,05 | 0,05 | 0,03 | 183/238 | 3,8 | Электро-радио приборы, оцинкованная сталь |
| ПОС-10 | 9-10 | 0,05 | 0,05 | 0,03 | 268/299 | 3,2 | Лужение контактных дорожек, пайка приборов, реле |
| ПОССу-61-0,5 | 59-61 | 0,05-0,5 | 0,08 | 0,03 | 183/189 | 4,5 | Аппаратура и детали с жесткими требованиями по температуре |
| ПОССу-40-0,5 | 39-41 | 0,05-0,5 | 0,08 | 0,03 | 183/235 | 4,0 | Жесть, обмотки, кабели, монтаж электроэлементов, радиодеталей, медных трубок |
Пару слов насчет характеристик, отраженных в таблице. Температура плавления дана двумя цифрами — солидус и ликвидус. Первая — это начало плавления. При нагреве до этой степени переходят в жидкое состояние самые легкоплавкие компоненты состава. Ликвидус — это температура полного плавления. Именно она нужна при пайке — жало должно быть чуть «горячее». Например, чтобы паять ПОС 61, паяльник надо разогреть до 190°C или около того. Точный нагрев паяльника подбирается экспериментальным путем, так как флюсы, детали, потери тепла отличаются. Но общий принцип одинаков: чуть выше чем точка плавления.
Как отличить, каким припоем выполнена пайка? По степени блеска контактной площадки. Чем больше олова в составе, тем более блестящей получается поверхность. Свинец придает тусклый серый цвет. И это видно невооруженным глазом.
| Марка припоя | Температура плавления солидус/ликвидус | Плотность, г/см3 | Удельное электросопротивление Ом*мм2/м | Временное сопротивление разрыву кгс/мм2 | Относительное удлинение % | Ударная вязкость кгс/см2 | Твердость по Бринеллю, НВ |
|---|---|---|---|---|---|---|---|
| ПОС 90 | 183/220 | 7,6 | 0,120 | 4,9 | 40 | 4,2 | 15,4 |
| ПОС 61 | 183/190 | 8,5 | 0,139 | 4,3 | 46 | 3,9 | 14,0 |
| ПОС 40 | 183/238 | 9,3 | 0,159 | 3,8 | 52 | 4,0 | 12,5 |
| ПОС 10 | 268/299 | 10,8 | 0,200 | 3,2 | 44 | 3,2 | 12,5 |
| ПОС 61М | 183/192 | 8,5 | 0,143 | 4,5 | 40 | 1,1 | 14,9 |
| ПОСК 50-18 | 142/145 | 8,8 | 0,133 | 4,0 | 40 | 4,9 | 14,0 |
| ПОССу 61-0,5 | 183/189 | 8,5 | 0,140 | 4,5 | 35 | 3,7 | 13,5 |
| ПОССу 50-0,5 | 183/216 | 8,9 | 0,149 | 3,8 | 62 | 4,4 | 13,2 |
| ПОССу 40-0,5 | 183/235 | 9,3 | 0,169 | 4,0 | 50 | 4,0 | 13,0 |
| ПОССу 35-0,5 | 183/245 | 9,5 | 0,172 | 3,8 | 47 | 3,9 | 13,3 |
| ПОССу 30-0,5 | 183/255 | 8,7 | 0,179 | 3,6 | 45 | 3,9 | 13,2 |
| ПОССу 25-0,5 | 183/266 | 10,0 | 0,182 | 3,6 | 45 | 3,9 | 13,6 |
| ПОССу 18-0,5 | 183/277 | 10,2 | 0,198 | 3,6 | 50 | 3,6 | — |
| ПОСу 95-5 | 234/240 | 7,3 | 0,145 | 4,0 | 46 | 5,5 | 18,0 |
| ПОССу 40-2 | 185/229 | 9,2 | 0,172 | 4,3 | 48 | 2,8 | 14,2 |
| ПОССу 35-2 | 185/243 | 9,4 | 0,179 | 4,0 | 40 | 2,6 | — |
| ПОССу 30-2 | 185/250 | 9,6 | 0,182 | 4,0 | 40 | 2,5 | — |
| ПОССу 25-2 | 185/260 | 9,8 | 0,185 | 3,8 | 35 | 2,4 | — |
| ПОССу 18-2 | 186/270 | 10,1 | 0,206 | 3,6 | 35 | 1,9 | 11,7 |
| ПОССу 15-2 | 184/275 | 10,3 | 0,208 | 3,6 | 35 | 1,9 | 12,0 |
| ПОССу 10-2 | 268/285 | 10,7 | 0,208 | 3,5 | 30 | 1,9 | 10,8 |
| ПОССу 8-3 | 240/290 | 10,5 | 0,207 | 4,0 | 43 | 1,,7 | 12,8 |
| ПОССу 5-1 | 275/308 | 10,2 | 0,200 | 3,3 | 40 | 2,8 | 10,7 |
| ПОССу 4-6 | 244/270 | 10,7 | 0,208 | 6,5 | 15 | 0,8 | 17,3 |
В этой таблице собраны припои на основе олова, которые можно встретить в магазинах. Как видим, самый легкоплавкий — ПОСК 50-18 — плавится при 145°C. Самый прочный и жесткий — ПОССу 4-6, самый «тягучий» — ПОССу 50-0,5, чуть менее растяжимый ПОС 40.
Припой для пайки ПОС 61
По совокупности характеристик, радиолюбители, да и профессионалы, чаще всего применяют ПОС 61 либо его импортный аналог Sn63Pb37. Их температура плавления 183/189. Но называют его часто ПОС 60. Но смотрите, сплав именно с таким составом — Sn60Pb40 — плавится при 191°C. Так что не обманывайтесь названием. Нужен 61% олова, хотя по ГОСТу допустима вилка 59-61%. Именно поэтому «одинаковые» припои разных фирм по-разному плавятся. В них по-разному выдержано процентное соотношение, хотя, изготовлены они по ГОСТу. Ну, и из-за добавок, конечно.

ПОС 60 имеет температуру плавления выше чем у ПОС 61
Вот какие добавки могут вводиться в ПОС 61:
- Сурьма — не более 0,1 %;
- Алюминий — не более 0,002 %;
- Медь — не более 0,05 %;
- Сера — не более 0,02 %;
- Мышьяк — не более 0,02 %;
- Железо — не более 0,02 %;
- Висмут — не более 0,02 %;
- Никель — не более 0,02 %;
- Цинк — не более 0,002 %.

Наиболее популярный припой для пайки ПОС 61
Олово составляет 59-61%, а свинец «все остальное» (38,7-40,7%). Конкретный «набор» добавок определяет конечные свойства припоя. Именно этим и отличается изделия разных фирм — количеством и составом добавочных элементов. Хотя всё называется ПОС 61, «работается» по-разному.
Легкоплавкие припои
Некоторые компоненты нагревать до температуры выше 100°C противопоказано. Другие едва переносят нагрев до 80°C, есть и еще более «нежные». Для таких применяют особо легкоплавкие виды припоев. Это сплав Розе (плавится при 94°C), Вуда (60,5°C), Д’арсенваля (79°) и некоторые другие.
| Название или марка припоя | Висмут Bi, в % | Свинец Pb в % | Олово Sn в % | Кадмий Cd в % | Температура плавления |
|---|---|---|---|---|---|
| Припой Вуда | 50 | 25 | 12,5 | 12,5 | 60,5 |
| Припой Розе | 50 | 25 | 25 | — | 94 |
| Припой д’Арсенваля | 45,3 | 45,1 | 9,6 | — | 79 |
| Припой Липовицы | 50 | 26,67 | 13,33 | 10 | — |
| ПОСВ 33 | 33,3 | 33,4 | — | — | 130 |
| ПОСК 50-18 | 32 | 49,8 | 18,2 | 145 |
Самая высокая температура плавления из этой группы у ПОСК 50-18. Он содержит много кадмия (буква К в маркировке именно об этом и говорит), что делает его токсичным. Его можно использовать только при хорошей вытяжке. Чуть меньше нагревается ПОСВ-33. Это олово, свинец и висмут в равных долях. Температура плавления — 130°C. Оба этих состава применяют для лужения дорожек печатных плат, пайки чувствительных к перегреву компонентов.
Для монтажа/демонтажа SMD-компонентов применяют припой Вуда и Розе. Они плавятся при температуре ниже 95°C. Применяют их и для лужения дорожек, но стоимость этих составов высока.
Бессвинцовые припои
Так как свинец токсичен (способен вызвать отравление), в некоторых странах значительно ограничивают его применение. По этой причине стали разрабатывать бессвинцовые припои. Их делают на основе олова, к которому добавляют серебро, медь, висмут, цинк, золото, индий. По перечню компонентов можно понять, что дешевыми сплавы не будут. Мало того, они не очень удобны в работе. Они безопасны, но плавятся с трудом. Именно этим и не нравятся — слишком сильно надо разогревать паяльник.
Демонтаж элементов, припаянных бессвинцовыми составами, нелегкое занятие. Надо не перегреть, но и недогреть не получается. Процесс идет быстрее и проще, если взять каплю припоя со свинцом и «разбавить» места пайки.

«Серебряный припой» Audio Note Silver Solder — бессвинцовый. Содержит 91% олова, 6% серебра, 2% меди и 1% сурьмы
Практичны следующие составы на основе олова и серебра:
- с медью
- Sn96,5Ag3Cu0,5 и Sn96,5Ag3,5 — плавятся при 221°C;
- Sn96,7Ag2Cu0,8Sb0,5 — 216-222°С;
- Sn95,5Ag3,8Cu0,7 — 217°C;
- Sn90,5Ag2Bi7,5 — 207-212°C;
- Sn93,5Ag3,5Bi3 — 206-213°C;

Часто наносится соответствующая криптограмма
Бессвинцовый припой индий+висмут и состав на основе олова с теми же добавками — более легкоплавкие из этой группы. Но цена на них не ниже, чем с серебром, так как металлы редкие.
- Bi67In33 — 107-112°C;
- Sn70Bi20In10 — 143-193°C.
При использовании припоев с серебром, пайка получается более прочной. Эти составы хороши там, где может быть высокая механическая нагрузка. Как известно, серебро хорошо проводит электрический ток. И составы с высоким его содержанием также отличаются повышенной электропроводимостью. Так что применяют серебряный припой при пайке средств связи.
Как отличить хороший припой
Что такое «хороший припой» применительно к бытовому использованию? Есть определенные критерии, по которым можно сделать оценку:
- Хорошо смачивает плату и деталь.
- Плавится при не очень высокой температуре.
- Дает блестящую пайку.
Блестящая пайка — это не капризы эстетики. Это показатель того, что состав качественный и что температура нагрева была достаточной, но и без перегрева.
Надо сказать, что цена на одну и ту же марку припоя у производителей отличаться может в разы. Но лучше не экономить, так как расход припоя не слишком большой, а время, затраченное на выполнение той же работы, отличается существенно. А еще нервы.
Вот какие производители «трубчатого» припоя считаются хорошими:
- TELECORE;
- LUKEY;
- ASAHI (АСАХИ);
- Radiel (многими считается лучшим припоем);
- Rexant;
- польский Cynel;
- польский LP;
- польский Topex;
- ALPHA FLUITIN;
- Balver Brilliant.

Высокочистые припои Radiel Fondam (Франция) можно считать эталоном качества
Обычный (не трубчатый) ПОС 61 можно брать и отечественный, но под него нужен хороший флюс. Не факт что получится эта пара дешевле. Просто для пайки разных деталей надо иметь, как минимум, два-три разных диаметра трубчатого припоя. Если вы используете его редко, смысла в этом нет. А обычный припой с хорошим флюсом можно «дозировать» по желанию. Но только если у вас есть какой-то опыт. Если его, пока мало или нет совсем — берите припой с флюсом. Проще работать.
В видео ниже сравнивается рабочая температура плавления припоя ПОС 61 с китайскими аналогами Sincon, Kaina, Kaisi, Mechanic, noname.
Припои


В начале своей радиолюбительской деятельности многие начинающие радиолюбители редко задаются вопросом о том, какие бывают припои и каковы их свойства.
Для сборки простейших самодельных устройств достаточно самого распространённого ПОС-61 или ему подобного. Как говориться: «Было бы, чем паять…»
Припой можно даже не покупать. Достаточно взять старую печатную плату от какого-нибудь электронного прибора и собрать его разогретым жалом паяльника с паяных контактов.
Особенно такой метод «добычи» актуален для тех, кто живёт вдали от городов и крупных населённых пунктов, где нет возможности побывать в магазине радиотоваров.

Припой, собранный с печатных плат
Но всё же, припой припою рознь. В своей практике человек, имеющий дело с электроникой, должен разбираться в вопросе его выбора. Поэтому рассмотрим подробно, какие бывают припои, для чего они применяются, какой из них лучше использовать для монтажа электронных схем и ремонта бытовой радиоаппаратуры.
Какие бывают припои?
Припои делят на мягкие (легкоплавкие) и твёрдые. Для монтажа радиоаппаратуры применяются как раз легкоплавкие, т.е. такие, температура плавления которых лежит в пределах до 300 – 450°C. Мягкие припои по своей прочности уступают твёрдым, но для сборки электронных приборов применяются именно они.
Припой представляет собой сплав металлов. Для легкоплавких припоев это, как правило, сплав олова и свинца. Именно эти металлы составляют большую часть в сплаве. Также в нём могут присутствовать и легирующие металлы, но их количество в составе невелико. Примеси других металлов вводят в сплав для получения определённых характеристик (температуры плавления, пластичности, прочности, устойчивости к коррозии).
Наибольшее распространение получил припой марки ПОС (Припой Оловянно-Свинцовый). Далее за кратким обозначением его марки следует число, которое показывает процентное содержание в нём олова. Так в ПОС-40 содержится 40% олова, а в ПОС-60, соответственно, 60%.
Бывает, что в пользование попадает припой неизвестной марки. Приблизительно оценить его состав можно по косвенным признакам:
- Припои оловянно-свинцовой группы имеют температуру плавления 183 – 265°C.
- Если припой имеет яркий металлический блеск, то в нём достаточно большое содержание олова (ПОС-61, ПОС-90). И, наоборот, если он тёмно-серого цвета, а поверхность матовая, то это указывает на большое содержание свинца. Именно свинец придаёт поверхности своеобразный сероватый оттенок.
- Припои, в которых много свинца очень пластичны.

ПОС-40 (пруток)
Рассмотрим, в каких целях используются припои оловянно-свинцовой группы (ПОС).
- ПОС-90 (Sn 90%, Pb 10%). Применяется при ремонте пищевой посуды и медицинского оборудования. Как видим, в нём небольшое содержание свинца (10%), который достаточно токсичен и его применение в вещах, соприкасающихся с пищей и водой недопустимо.
- ПОС-40 (Sn 40%, Pb 60%). В основном служит для пайки электроаппаратуры и деталей из оцинкованного железа, применяется для ремонта радиаторов, латунных и медных трубопроводов.
- ПОС-30 (Sn 30%, Pb 70%). Его применяют в кабельной промышленности, а также используют для лужения и пайки листового цинка.
- И, наконец, ПОС-61 (Sn 61%, Pb 39%). Тоже, что и ПОС-60. Думаю, между ними особой разницы нет.
ПОС-61 используется для лужения и пайки печатных плат радиоаппаратуры. Именно он в основном служит материалом для сборки электроники. Температура его плавления начинается со 183°C, а полное расплавление достигается при температуре в 190°C.
Производить пайку таким припоем можно с помощью обычного паяльного инструмента не боясь перегрева радиоэлементов, поскольку полное его расплавление достигается уже при 190°C.
ПОС-30,ПОС-40,ПОС-90 полностью расплавляются при температурах в 220 – 265°C. Для многих радиоэлектронных компонентов такая температура является предкритической. Поэтому для сборки самодельных электронных устройств лучше использовать ПОС-61.
Зарубежным аналогом ПОС-61 можно вполне считать припой Sn63Pb37 (олова 63%, свинца 37%). Он также применяется для пайки радиоаппаратуры и для изготовления самодельной электроники. Радиолюбители выбирают именно его, как альтернативу отечественному ПОС-61.

Как правило, любой припой продаётся в катушках или тюбиках по 10 ~ 100 грамм. На упаковке указывается состав сплава, например, так: Alloy 60/40 («Сплав 60/40» – он же ПОС-60). Имеет форму проволоки разного диаметра (от 0,25 до 3мм).

Также не редкость, что в его состав входит флюс (FLUX), которым заполнена сердцевина проволоки. Содержание флюса указывается в процентах (обычно от 1 до 3,5%). Такой форм-фактор очень удобен. При работе нет необходимости отдельно подавать флюс к месту пайки.
Одной из разновидностей припоев ПОС является припой марки ПОССу. Да, если произнести вслух, то звучит не очень то презентабельно . Но, несмотря на это, оловянно-свинцовый припой c сурьмой (именно так расшифровывается сокращённое обозначение) применяется в автомобилестроении, в холодильном оборудовании, для пайки обмоток электрических машин, элементов электроаппаратуры, моточных деталей и кабельных изделий. Хорошо подходит для пайки оцинкованных деталей. В таком сплаве кроме свинца и олова присутствует от 0,5% до 2% сурьмы.
Припой Начальная t° плавления (Солидус) Полное расплавление (Ликвидус), t° ПОССу-61-0,5 183 189 ПОССу-40-2 185 229 ПОССу-40-0,5 183 235 ПОССу-30-2 185 250 ПОССу-30-0,5 183 255 Как видим из таблицы, припой ПОССу-61-0,5 наиболее подходит для замены ПОС-61, так как имеет температуру полного расплавления – 189°C.
Стоит отметить, что существует и полностью бессвинцовый оловянно-сурьмянистый припой ПОСу 95-5 (Sn 95%, Sb 5%). Температура его плавления 234 – 240°C.
Низкотемпературные припои.
Среди припоев существуют и такие, которые предназначены специально для пайки компонентов очень чувствительных к перегреву. Самым «высокотемпературным» среди низкотемпературных является ПОСК-50-18. Он имеет температуру плавления 142–145°C. В своём составе ПОСК-50-18 имеет 50% олова и 18% кадмия. Остальные 32% приходится на свинец. Наличие в сплаве кадмия усиливает устойчивость к коррозии, но и придаёт ему токсичность.
Далее по убыванию температуры плавления идёт сплав РОЗЕ (Sn 25%, Pb 25%, Bi 50%). Маркируется как ПОСВ-50. Температура его плавления ниже температуры кипения воды и составляет 90 – 94°C. Он предназначен для пайки меди и латуни. В составе сплава РОЗЕ олово занимает 25%, свинец – 25%, висмут – 50%. Процентное соотношение металлов в сплаве может немного отличаться. Обычно указывается в графе «Состав» на упаковке.

Этот сплав очень популярен у радиомехаников и вообще у всех электронщиков. Применяют его для демонтажа/монтажа чувствительных к перегреву элементов. Кроме всего прочего, данный сплав идеально подходит для лужения медных дорожек только что изготовленной печатной платы.
Находит применение в плавких защитных предохранителях, которые можно обнаружить в любой радиоаппаратуре.
Ещё более низкотемпературным является сплав ВУДА (Sn 10%, Pb 40%, Bi 40%, Cd 10%). Его температура плавления 65 – 72°C. Так как в сплаве ВУДА присутствует кадмий (10%), то он токсичен, в отличие от сплава РОЗЕ.
Стоит отметить, что сплавы РОЗЕ и ВУДА достаточно дороги.
Паяльная паста.
В конце и без того длинного повествования хотелось бы немного рассказать о паяльной пасте. Используется она в основном для пайки поверхностно монтируемых компонентов (SMD’шек) и безвыводных микросхем в корпусах BGA.
На вид представляет собой серого цвета кашицу и состоит из о-о-очень мелких шариков сплава Sn62Pb36Ag2 (состав: 62% олова, 36% свинца и 2% серебра), а также безотмывочного флюса. На упаковке указывается, что флюс безотмывочный двумя буквами в названии – NC (No Clean – без очистки). Флюс, в котором содержаться шарики припоя на воздухе высыхает, поэтому пасту хранят в закрытой упаковке.

Паяльная паста Solder Plus
Применяется паяльная паста при сложном ремонте мобильных телефонов для пайки микросхем в корпусе BGA. Для её использования требуется дополнительное оборудование для ремонта сотовых телефонов, например, специальные трафареты. Стоимость такой пасты довольно высока. Да и не удивительно, ведь в её составе есть серебро.
В настоящее время в производстве электроники стали массово применяться бессвинцовые припои.
Припой припою рознь, или Несколько слов о флюсах
Общаясь сейчас со связистами на предмет «сообщите, кому какой припой нужен», получил достаточно типовой ответ — «хороший, чтобы всё паял». Углублённое обсуждение вопроса вынесло на поверхность несколько запомнившихся людям торговых марок — в первую очередь Asahi — но и только. Про флюсы и их различия сказано ничего не было.
Спектр задач по пайке при этом у связистов простирается от антенно-фидерного хозяйства (кабели, разъёмы), через аксессуары (зарядки, гарнитуры) и до ремонта собственно радиоаппаратуры (SMD-компоненты).
В связи с этим я не только провёл краткий ликбез и показал пару табличек, но и хочу написать про это здесь, чтобы потом было удобно давать ссылку 🙂
Итак: какие бывают флюсы в припоях, что лучше — ORL0 или ROM1 (я проверил гуглем, обе аббревиатуры на Хабре встречались 0 раз), где искать эту информацию и зачем вообще это надо.
Как известно, припой для радиомонтажных работ бывает проволокой или трубчатый — с флюсом внутри. Второй намного удобнее в большинстве случаев, так как требует меньше операций для работы (при хорошем флюсе предварительно чем-либо смазывать паяемые поверхности вообще не требуется), лучше смачивает спаиваемое соединение, более толерантен к передержке и перегреву места пайки, и так далее.
Вместе с тем, флюсы в припоях — как и вне припоев — очень существенно различаются по своим свойствам, простираясь от обычной канифоли до пригодных для лужения кастрюль агрессивных составов. И мало того, что магазины — но и производители ширпотребных припоев часто вообще не указывают, что именно за флюс они применяют (впрочем, обычно это оказывается просто канифоль, как самая дешёвая).
Между тем, нас на практике интересуют по сути только две характеристики флюса: наличие остатков и агрессивность. По крайней мере, если рассматривать только обычные оловяно-свинцовые или оловяно-медно-серебряные припои для пайки РЭА, а не специфических металлов и сплавов типа алюминия.
Наличие остатков определяет вид места пайки после, собственно, её завершения. Идеальный флюс оставляет после себя полностью прозрачный или слегка желтоватый остаток, который — даже без отмывки — минимально портит внешний вид места пайки. Флюс похуже оставляет после себя коричневый, хорошо заметный остаток, который очень хочется так или иначе отчистить.
Наличие остатков и их цвет зависит от базового материала флюса.
Агрессивность определяет, насколько хорошо флюс помогает паять не идеально чистые поверхности — то есть покрытые тем или иным слоем окислов — без предварительной механической зачистки. С другой стороны, агрессивный остаток, не отчищенный с платы после пайки, может вызвать коррозию дорожек и выводов (особенно при работе устройства в среде с высокой температурой и влажностью), а также уменьшить сопротивление между соседними выводами, вплоть до фатальных сбоев устройства.
Агрессивность определяется содержанием во флюсе галогенов (фтора и брома).
Чтобы быстро понять, куда применяется тот или иной флюс, человечество разработало довольно удобную 4-символьною систему обозначений:
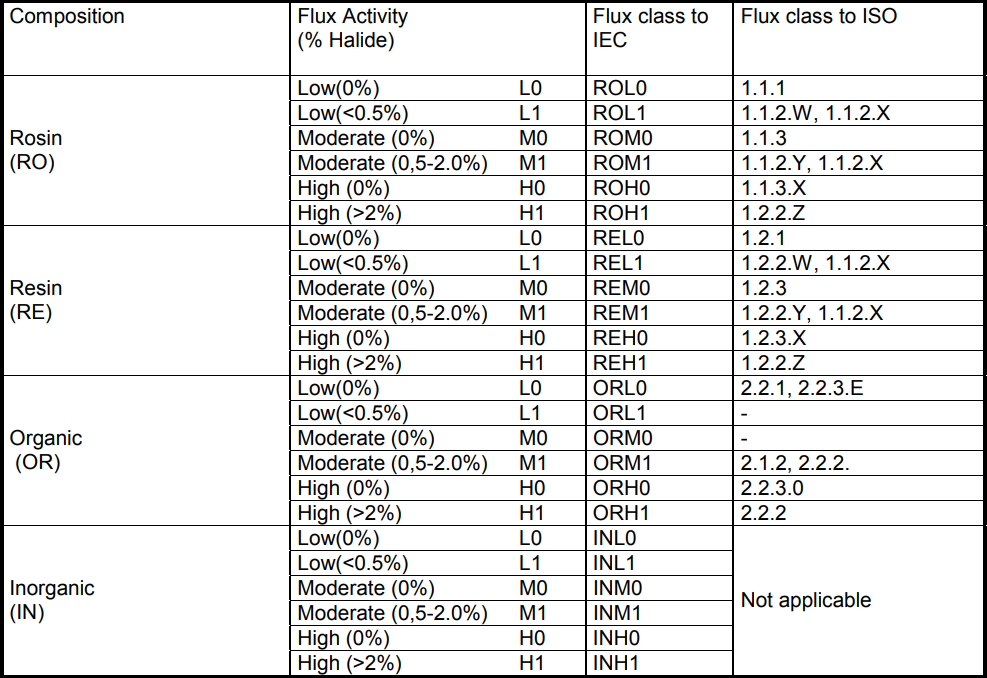
Первые две буквы означают базовый материал флюса, то есть, дают нам примерное понимание количества и качества остатков.
- RO — rosin — канифоль. Та самая, тёплая и ламповая, по сию пору остаётся основным базовым материалом для флюсов. Увы, даёт тот самый характерный коричневый остаток.
- RE — resin — смола. Сюда относятся натуральные смолы (канифоль же — не смола, а получаемый из неё продукт).
- OR — organic — синтетическая органическая основа. Вторая по популярности основа флюсов, и большое её преимущество — отсутствие тёмного остатка после пайки.
- IN — inorganic — синтетическая неорганическая основа.
Третья буква означает класс активности флюса: от низкой (L) через среднюю (M) к высокой (H).
Четвёртый символ — для разнообразия, цифра — означает содержание галогенов. 0 — отсутствуют, 1 — присутствуют в количестве, определяемом классом активности (до 0,5 % в L, от 0,5 до 2 % в M, более 2 % в H).
Практические последствия высокой активности с точки зрения применимости флюса также несложно пояснить:

Флюсы класса L не вызывают коррозии и проходят тест на минимальное сопротивление более 100 МОм даже без отмывки их после пайки. Их можно использовать без последующей отмывки.
Флюсы класса M могут вызвать незначительную коррозию места пайки, но по-прежнему проходят 100-МОм тест. Их желательно смывать с платы после пайки.
Флюсы класса H вызывают серьёзную коррозию и без отмывки не проходят тест на сопротивление. Их необходимо смывать с платы после пайки.
Что из этого на практике мы можем встретить в магазинах?
ROL0
Большинство дешёвых припоев не имеют внятной (или никакой вообще) сопроводительной документации относительно используемого флюса, но обычно это просто канифоль — что, очевидно, относит их к классу ROL0. К таковым, например, относятся распространённые, недорогие и в целом вполне приличные отечественные припои ООО «ПМП».
Официальное указание на класс ROL0 из отечественных припоев имеет, например,«Изагри» с флюсом ФВК 525-2-T1 (обратите внимание, у «Изагри» именно последняя цифра в маркировке определяет активность флюса!).
Из зарубежных — широко известны припои Asahi с флюсами FC5000 и FC5005 (если вам интересна разница, то первый допускает низкотемпературную пайку от 270 °С, а второй только для 320 °С и выше), а также Felder ISO-Core EL (не путать с ISO-Core ELR) и Stannol HF32-SMD.
Эти припои хорошо паяют только чистые поверхности (более-менее свежее лужение, иммерсионное золочение и т.п.), кроме того, после них остаётся некрасивый коричневатый остаток подгоревшей канифоли.
Замечу, что хороший припой в этой категории уже будет отличаться от плохого: так, Asahi, Stannol и Felder в пайке ощутимо превосходят продукцию ПМП, подозреваю, из-за наличия в их флюсе дополнительных присадок. Между собой, впрочем, они тоже отличаются — у Felder содержание флюса аж 3,5 %, у Asahi 2,0 %, у Stannol всего 1,0 %.
ORL0
Перестановка букв даёт нам припои с флюсом без канифоли — к таковым на российском рынке относятся «Изагри» ФР 544-2-Т1, а также припои Felder серии ISO-Core ELR.
Скажу честно — ISO-Core ELR однозначно является моим любимым припоем для ручной пайки вот уже много лет, вытеснив в этом качестве Asahi FC5005. Во-первых, в нём физически мало флюса, всего 1 %, соответственно, немного и остатков. Во-вторых, он обеспечивает великолепную паяемость чистых поверхностей. В-третьих, не оставляет чёрных горелых остатков.
ROL1 и ORL1
Встречаются довольно редко — например, теоретически есть «Изагри» ФРК 525-2-Т4 с активированной канифолью с добавлением галогенов, но практически в руках его держать не доводилось.
Впрочем, производители второго эшелона довольно часто указывают в качестве флюса «activated rosin» — что это значит и к какому классу относится, ROL1 или уже ROM, остаётся только гадать (а также не брать эти припои ни для чего, кроме ёлочных гирлянд и одноразовых поделок в радиокружке).
ROM0
Встречаются нечасто, хотя весьма интересны для пайки выводных компонентов, разъёмов и т.п. деталей на платах в не очень хорошем состоянии — так как, с одной стороны, имеют активность выше припоев категории L, а с другой, не требуют отмывки и не содержат галогенов.
Тем не менее, при некотором желании найти можно, например, «Изагри» выпускает модель ФРК 525-2-Т2, а Asahi — припой с флюсом HF-532.
ROM1
Хороший вариант для проводов, разъёмов, контактов и прочих крупных элементов, которые некритичны к отмывке слабокоррозионного флюса, абсолютно некритичны к сопротивлению этого флюса, но зато часто бывают в той или иной степени окисленными и сопротивляющимися пайки.
Паять же платы флюсами группы **M1 в принципе можно, но не нужно — такая степень окисления, чтобы не справился **L0, на живых печатных платах встречается редко.
К этой группе из встречающегося в продаже относятся, например, Felder ISO-Core RA — характерные зелёные катушечки, в отличие от синих ELR.
ROH1
Агрессивные флюсы для
лужения кастрюльпайки сильно окисленных поверхностей. Высокое содержание галогенов, тщательная отмывка после пайки крайне желательна или строго обязательна (зависит от конкретного флюса) — иначе будет и коррозия, и пониженное до единиц мегаом сопротивление между соседними ножками компонентов, и все прочие прелести жизни.Исходя из этого — если говорить прямо, применение ROH1 обосновано довольно редко. При этом ROH1 — чуть ли не на втором месте по распространённости в розничной продаже после дешёвых канифольных ROL0. Например, Asahi CF-10 составляет большую часть ассортимента Чип-и-Дипа по этой марке. Да и сегодняшняя беседа со связистами началась со ссылки на CF-10 на Алиэкспресс. Причиной тому цена или впечатление «да он вообще всё паяет» у начинающих радиогубителей — сходу сказать трудно.
С тем же CF-10 делает припои и «Изагри», и многочисленные китайцы.
Спасает CF-10 в основном довольно низкая коррозионная активность флюса после пайки: у него твёрдые негигроскопичные остатки, не склонные вступать в химические реакции с окружением. Тем не менее, если вы паяли CF-10 печатную плату, лучше будет протереть места пайки растворителем или помыть всю плату в УЗ-ванночке.
Помимо CF-10, Asahi делает ещё и водосмываемый ROH1 флюс C6. И казалось бы, виден его очевидный плюс — собственно заключающийся в отсутствии необходимости использовать для смывания изопропиловый спирт или иные специальные растворители. Однако, если с CF-10 производитель настаивает на том, что даже его остатки удалять не всегда обязательно, то вот C6 гигроскопичен и электропроводящ, поэтому тщательное удаление его остатков категорически необходимо — включая механическое, если это требуется. В качестве его достоинства указывается, что это допустимо сделать «в течение нескольких часов после завершения монтажа», а не немедленно.
TL;DR
- для пайки SMD-компонентов и сложных печатных плат — флюсы категории ROL0 и ORL0. Если надо дёшево — то можно взять припои «ПМП» с канифолью, если есть средства — Stannol HF32-SMD, Asahi FC5005, Felder ISO-Core EL, а ещё лучше — Felder ISO-Core ELR.
- для пайки печатных плат и компонентов в не очень хорошем состоянии — флюсы категории ROM0 и ROM1. Felder ISO-Core RA, Asahi HF-532. Желательно, но не обязательно протереть или промыть место пайки после завершения работ.
- для пайки силовых проводов и разъёмов в плохом состоянии — флюсы категории ROH1. Asahi CF-10 и его аналоги, причём обратите внимание: если CF-10, несмотря на свою активность, довольно толерантен к нарушению техпроцесса и сохранению остатков флюса, то кажущиеся удобными водосмываемые флюсы на самом деле могут доставить куда больше проблем.
Что же касается трубчатых припоев других моделей и производителей — как правило, у серьёзных производителей есть даташиты, в которых указан класс флюса, условия его применения, температурные режимы, способы удаления.
Если же такого документа нет, а проводить самостоятельно тестирование на остаточное сопротивление (включая сопротивление через неделю работы устройства в тёплой влажной среде, а не только сразу после пайки), коррозию, содержание галогенов и так далее вы не готовы — таким припоем не стоит пользоваться ни для чего, кроме грубых работ или одноразовых поделок.
- Производство и разработка электроники
- DIY или Сделай сам
- Электроника для начинающих