1.5 Шпилечное соединение
Шпилька – крепежная деталь, стержень резьбой на обоих концах (рис. 1.18).
Шпилечное соединение — соединение деталей, осуществляемое с помощью шпильки, один конец которой вворачивается в одну из соединяемых деталей, а на другой надевается присоединяемая деталь, шайба и затягивается гайка (см. рис. 1.19). Используется для стягивания и фиксации на заданном расстоянии элементов металлических конструкций с метрической резьбой.
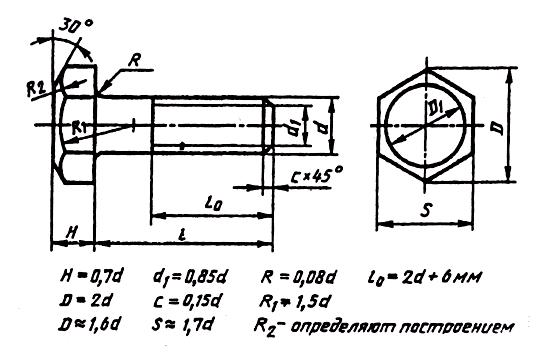
Р ис. 1.16. Изображение болта на чертеже р ис. 1.17. Упрощенное изображение болтового соединения
Рис. 1.18. Шпилька
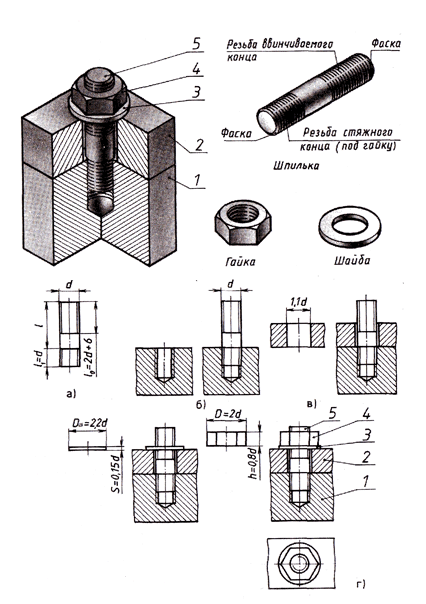
Рис. 1.19. Соединение шпилькой
Шпилечное соединение состоит из:
- соединяемых деталей (1, 2);
- шайбы (3);
- гайки (4);
- шпильки (5).
Упрощенное изображение шпилечного соединения приведено на рис. 1.20.
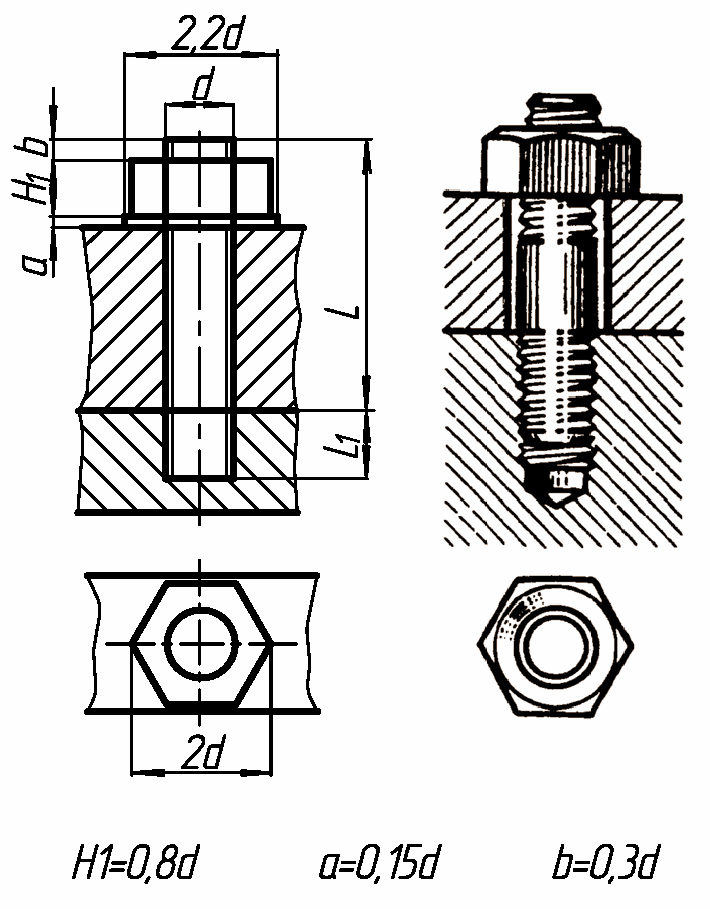
Рис. 1.20. Упрощенное изображение шпилечного соединения
Соединение деталей шпилькой применяется тогда, когда нет места для головки болта или когда одна из соединяемых деталей имеет значительную толщину. В этом случае экономически нецелесообразно сверлить глубокое отверстие и ставить болт большой длины. Соединение шпилькой уменьшает массу конструкций.
Конструкция и размеры шпилек определяются стандартами в зависимости от длины резьбового конца l1 (см. табл. 1).
Чертеж шпилечного соединения выполняют в следующей последовательности и по параметрам, указанным на рис. 1.19:
1. Изображают деталь с резьбовым отверстием.
2. Изображают шпильку.
3. Вычерчивают изображение второй соединяемой детали.
4. Изображают шайбу.
5. Изображают гайку
Примеры условного обозначения шпилек:
- Шпилька М8 х 60 ГОСТ 22038—76 — с крупной метрической резьбой диаметром 8 мм, длина шпильки 60 мм, предназначена для ввертывания в легкие сплавы, длина ввинчиваемого конца 16 мм;
- Шпилька М8 х 1,0 х 60 ГОСТ 22038—76 — та же, но с мелким шагом резьбы —1,0 мм.
1.6 Винтовое соединение
Винт представляет собой резьбовой стержень с головкой, форма и размеры которой отличаются от головок болтов. В зависимости от формы головки винтов они могут завинчиваться ключами или отвертками, для чего в головке винта выполняют специальный шлиц (прорезь) для отвертки (рис. 1.21). Винт отличается от болта наличием прорези (шлица) под отвертку.
5.1.2. Соединения резьбовыми шпильками
При сборке соединений с резьбовыми шпильками процесс ещё более усложняется. Сначала в одну из деталей ввёртывают с натягом резьбовые шпильки, затем на них надевают сопряжённую деталь, на выступающие концы шпилек надевают шайбы, повышают и затягивают гайки. В шпилечном резьбовом соединении очень важным является постановка шпилек с натягом. Этот натяг при ввертывании шпилек обеспечивают следующим способами: 1) натягом по резьбе (наиболее распространён), 2) плотной посадкой на сбег резьбы шпилек, 3) упором бурта шпильки в плоскость разъёма деталей, 4) посадкой резьбы шпильки на клей, 5) завинчиванием шпильки в гладкое отверстие (только для Al и Mg сплавов), 6) затяжкой шпилек со спиральной проволочной вставкой.
Для завинчивания шпилек используют специальные патроны, захватывающие шпильки за гладкую или резьбовое отверстие и применяют ручной или механизированные инструменты
Резьбовые шпильки не следует располагать близко к точным отверстиям и плоскостям, так как при их затяжке происходит выпучивание стенок детали и возникают погрешности формы точных поверхностей.
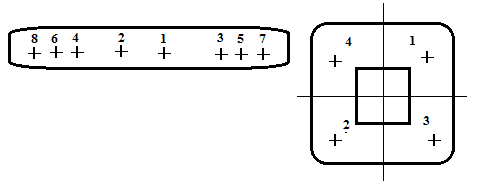
Для предотвращения деформации сопряжённых деталей затяжку крепления деталей в групповом соединении осуществляют постепенно согласно схемам (рис.5.5):
Требуемая затяжка ответственных резьбовых соединений обеспечивается:
— ограничением крутящего момента;
— поворотом гайки на определенный, заранее устанав-
— затяжкой с замером удлинения стержня шпильки и
Для ограничения крутящего момента при ручной затяжке применяют предельные и динамометрические ключи. При использовании механизированных инструментов (электро — и пневматических гайковёртах) заданный момент затяжки может обеспечиваться муфтами тарирования, реле тока, самоостановкой двигателя в конце затяжки. Данный метод не гарантирует точность выдерживание осевой силы затяжки, так как на постоянную затяжку влияет постановка коэффициента трения на резьбе и на торце, неточность изготовления резьбы и опорных торцов и другое.
Более точно величину предварительной затяжке обеспечивают поворотами гайками на определённый угол. Гайку вначале затягивают гаечным ключом, чтобы создать плотность в соединении, затем её ослабляют и вновь завёртывают до прикосновения торца с опорной плоскостью. После этого гайку с помощью гаечного ключа и накладного градуированного диска поворачивают на определённый угол , который рассчитывается по формуле:
где — длина болта (шпильки) между опорной плоскостью;
— модуль упругости материала болта и сопрягаемой детали;
— поперечное сечение болта и сопрягаемой детали;
Наиболее точную силу затягивания измеряют по измеренному удлинёнию болта по формуле:
Величину измеряют специальным микрометром. Данный метод применяют при сборке ответственных резьбовых соединений (двигателестроение, турбостроение, тяжелое машиностроение).
При большом диаметре болтов и резьбовых шпилек (>50мм), затяжку часто производят после предварительного нагрева стержня болта (шпильки) до определённой температуры пропусканием через сквозное отверстие струи нагретого воздуха или пара.
Равномерность затяжки резьбового соединения зависит от метода затяжки и качества изготовления крепежных деталей.
Производительность сборки резьбовых соединений зависит от типа сборочных инструментов. Время завертывания обычным гаечным ключом сокращается в 2-3 раза при использовании торцовых коловоротных ключей, в 10-15 раз при использовании гайковёртов.
Повыше производительности труда сборщиков и облегчение их работы достигается применением специальной технологической оснастки (стационарные и поворотные приспособления для закрепления базовой детали собираемых изделий и др.).
Средства автоматизации применяют при узловой и общей сборке небольших изделий в массовом и серийном производстве. Здесь используется одно- и многошпиндельное (карусельное) полуавтоматическое оборудование и автоматизированные линии. Весьма перспективно применение робототехнических комплексов в ГАП.
При контроле резьбового соединения проверяют наличие и правильность положения поставленных деталей и момент затяжки (в процессе сборки). Перед автоматической сборкой резьбовые элементы подвергают 100% контролю.
Соединение деталей шпилькой
В ходе строительных работ применяются крепежные детали не одного десятка разновидностей, в число которых входят резьбовые шпильки. Такой соединительный элемент предоставляет возможность стянуть 2 компонента создаваемого объекта, причем, без необходимости внешней фиксации на одной стороне. В зависимости от конструкции, конфигурации и размерных характеристик шпильки подразделяются на несколько типов. Производство таких крепежных деталей, соответствующих каждому из них, регламентируется нормами определенного Госстандарта.
Конструкция и формирование соединения
Шпилька, по сути, является металлическим прутком, с резьбовой нитью:
- накатанной с двух сторон с гладким сегментом между этими участками, либо;
- проделанной по всей его длине.
При этом оголовок, например, как у винта, отсутствует. Благодаря такой конструкции шпильку можно продевать в отверстия, находящиеся в скрепляемых объектах, и зафиксировать их в таком положении, накрутив с обеих сторон гайки. Данный способ сопряжения используется нечасто.
Второй вариант соединения – ввинчивание шпильки в гнездо с резьбой в одной детали, пропускание стержня через отверстие во второй до их плотного соприкосновения с последующим наворачиванием гайки со свободного конца.
Рассматриваемый крепеж нашел широкое применение не только в стройиндустрии, но и в сфере машиностроения. Данный фактор обусловил широкий спектр номенклатурных позиций шпилек, выпускаемых современными меткомбинатами. Сложность производства вызвана отсутствием единого нормативного документа, регламентирующего этот техпроцесс. Особенности конструкции каждой модели прописаны своим отдельным стандартом

Разновидности
Помимо использования для соединения деталей вновь создаваемого объекта, рассматриваемые крепежные элементы применяются в ходе установки крупногабаритного металлообрабатывающего оборудования. Для крепления агрегата к поверхности, в основание на стадии заливки бетона устанавливаются т.н. фундаментные шпильки, у которых имеется ряд конструктивных особенностей.
Также данный крепеж используется при монтаже вентиляционных и трубопроводных систем. В данном случае применяются соединения фланцевого типа.
Необходимо отметить следующий момент: большинство видов шпилек изготавливаются по двум стандартам.
- Диаметр гладкого участка равным данному параметру резьбовой накатки.
- Диаметр гладкого отрезка меньше диаметра резьбы.
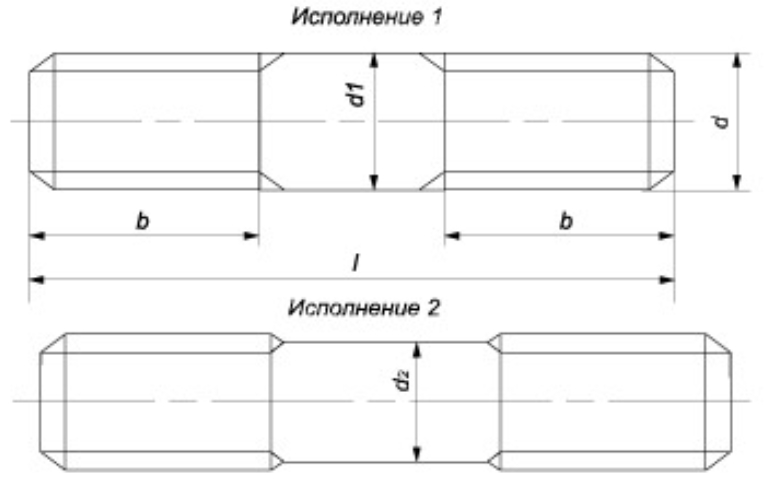
Параметр d 2 во втором исполнении примерно такой же, как и средний диаметр резьбы.
Тип подходящей конструкции шпильки является характеристикой производной от конкретных требований к метизу и особенностей создаваемого объекта.
Крепеж для изделий, имеющих гладкие отверстия
Размеры шпилек, используемых для соединения объектов, в отверстиях которых отсутствует резьба, установлены положениями ГОСТа 22042-76. Утвержденный им диапазон изменений параметров, отображенных на вышеуказанных чертежах исполнений, представлен ниже.
- Номинальный диаметр метрической резьбовой накатки: от M2 до M48.
- Шаг резьбы: мелкий – min 1,0 мм; max 3,0 мм; крупный – min 0,4 мм; max 5,0 мм.
- Диаметр стержня (обозначение d 1 ) – от 2,0 мм до 48,0 мм.
- Общая длина изделия (параметр l) – 10 мм…500 мм.
- Длина участка с резьбой (обозначение b) – минимальная 2,0 мм; максимальная 121,0 мм.
В тексте данного стандарта имеется следующее примечание: по заявке заказчика резьба может накатываться по всему стержню всех типоразмеров.
В принципе, главной особенностью (пожалуй, она же и единственная) таких шпилек, является факт одинаковой длины обоих резьбовых участков. Изделия, у которых они отличаются по размеру, относятся к другому типу.
Шпильки с ввинчиваемым наконечником
У таких метизов сегменты с насечкой, накатанной с разных сторон, могут отличаться не только по длине, но также по величине диаметра, и кроме того, по расстоянию между одноименными точками соседних витков, то есть по шагу резьбы. Применяются соединительные детали данного вида при условии наличия у одного из скрепляемых компонентов конструкции отверстия с резьбой.
Работать шпильки могут, контактируя с различными металлами. Вид этого материала имеет решающее значение при выборе подобного крепежа. И поэтому здесь нужно руководствоваться действующим стандартами. В частности,
- на шпильки, предназначенные для работы с изделиями, в качестве сырья для изготовления которых использовались легкие сплавы, распространяется действие ГОСТов под номерами 22038,22039 и 22040, принятых в 1976 году. Первые два нормируют производство данных крепежных деталей с длиной ввинчиваемого конца, равной 2×d, а третий – шпилек со значением этого параметра, составляющим 2,5×d;
- рабочие характеристики шпилек, ввинчиваемых в элементы конструкции, произведенные из чугуна ковкого, а также серого прописаны в стандартах под номерами 22034, 22035 и 22036, которые были приняты в том же 1976 году. Действие первых двух распространяется на такой крепеж с длиной ввинчиваемого конца, равной 1,25×d, а третьего – на шпильки с этим параметром, составляющим 1,6×d;
- на шпильки, предназначенные для ввинчивания в изделия из титановых сплавов, латуни, бронзы, а также из стали, распространяются положения Государственных стандартов номер 22032 и номер 22033 от 1976 года. Они оба нормируют производство данного крепежа с длиной ввинчиваемого конца, идентичной резьбовому диаметру. Отличаются эти ГОСТы требованиями к точности изготовления шпилек: первый – по классу В (нормальная точность), второй – по классу А (это точность повышенная).
В каждом нормативном документе размещена таблица, отображающая допустимую минимальную им максимальную величину такого параметра, как размер резьбового участка метиза при определенном его диаметре и конкретной общей длине.
Фланцевые шпильки
Сфера предназначения этих метизов – сопряжение трубопроводов различного функционала: турбинных и транспортирующих рабочую среду в виде пара и газа с температурой, изменяющейся в диапазоне 0°С≤Т≤650°С.

Их конструкция и размерные характеристики утверждены ГОСТом 9066-75. Его положения выделяют 5 типов шпилек:
- с идентичными диаметрами резьбовой накатки и гладкого участка;
- с диаметром резьбы на наконечнике, превышающим данный параметр гладкого сегмента;
- с отверстием по всей продольной оси и выступом 4-гранной конфигурации;
- с отверстием по всей продольной оси и выступом в виде цилиндра;
- с диаметром резьбовой накатки, превышающим диаметр гладкого участка, и отверстием по всей продольной оси.
Монтаж шпилек с первого по третий тип осуществляется «на холодную». Перед установкой метизов четвертого и пятого типов их нужно разогреть.
Уже из самого названия ГОСТа 9066-75 видна главная особенность, присущая фланцевым шпилькам – это способность работать в условиях повышенной температуры. На этом фоне отметим один момент. Де-факто, в данном нормативном документе шпильки не называются именно «фланцевыми». Однако устойчивость к воздействию высоких температур обусловливает возможность монтировать с их помощью трубопроводы, работающие в таких условиях. Создаются они в большинстве случаев посредством фланцевых соединений. А поскольку трубопроводы обычно причисляются к категории ответственных конструкций, в ГОСТе 9066-75 к производству шпилек прописаны повышенные требования.
Шпильки приварные
Крепеж данного типа применяется в случае возможности его соединения с установочной базой сваркой. Его конструктивное исполнение и технические характеристики утверждены ГОСТом P 55738-2013. Изначально по способу приваривания данный стандарт выделяет 3 разновидности шпилек. В частности, это сварка:
- Контактная, сопровождающаяся расплавлением наконечника.
- Дуговая, выполняемая с размыканием цепи.
- В защищенной газом среде, либо с применением специального кольца, изготовленного из керамики.
Третий способ допускает использование шпилек-опор, метизов с резьбой внешней и внутренней, а также не имеющих резьбовую накатку. Их маркировка осуществляется двумя литерами, вторая и которых «D». Сварка методом №2 маркируется буквой «S». Данный способ допускает работу со шпильками, на внутренней или внешней поверхности которых имеется резьбовая нить. Впрочем, таковая может и отсутствовать. Первый метод предоставляет возможность работать с метизами, входящими во вторую категорию. Узнать их можно по присутствующей в маркировке литере «Т».
Шпильки закладные

Применятся данный крепеж там, где нужно обеспечить скрепление элементов с монолитной и бетонной установочной базой. Он может иметь прямую форму либо характеризоваться изогнутой конфигурацией.
Размещается в монолите, как правило, на стадии его заливки. Конструкция неправильной формы:
- обусловливает более надежную фиксацию закладной шпильки в монтажном основании;
- минимизирует вероятность покидания крепежной деталью посадочного места.
Форма и размерные характеристики закладных шпилек утверждены ГОСТом 24379.1-2012. Правда, фигурирует этот крепеж в тексте данного нормативного документа под названием «болты фундаментные».
Шпилька сантехническая
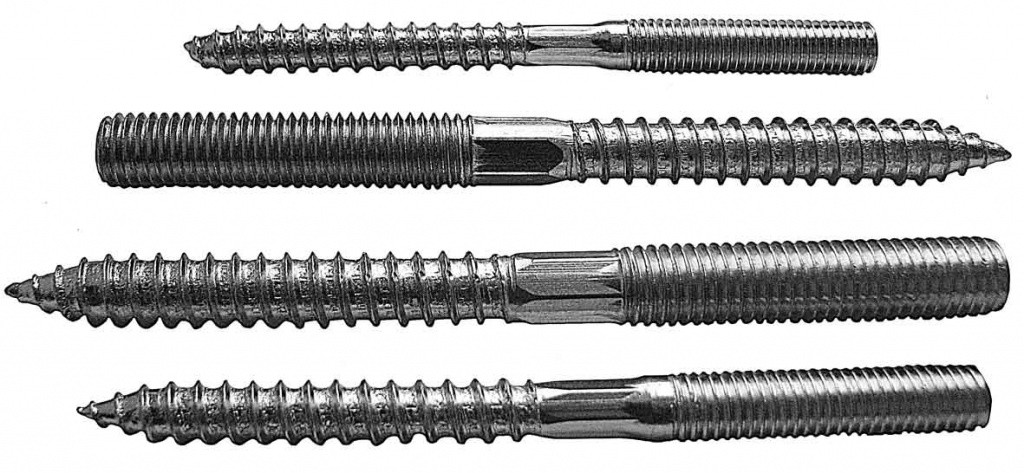
Отличается данная крепежная деталь различными видами резьбы, накатанной с разных сторон. На одном участке она редкая шурупная (или винтовая), а на противоположном конце – метрическая. Форма наконечников характерна самонарезающему винту и метрическому крепежу – заостренный, на котором берет начало резьбовая нить и плоский.
На этом тупом конце находится шлиц ТОRХ, служащий для передачи вращающего усилия на стержень во время монтажа шпильки. Ввинчивание шпильки сантехнической в основу также может выполняться гаечным ключом. Но только если участок, разделяющий две резьбовые накатки, имеет грани.
Шпилька анкерная
Анкер является самостоятельным метизом, предоставляющий возможность прикрепить элемент конструкции к блоку монолита после его заливки и затвердевания. Предпосылки к применению данного изделия очевидны. Как известно, нарезать рабочую резьбу в бетоне еще никому не удавалось. И тогда на выручку приходит анкер, основной деталью которого является шпилька.
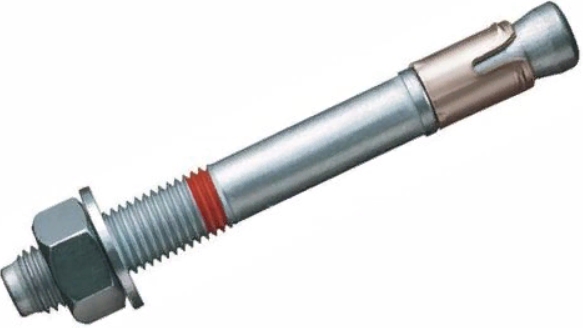
На ней размещается прорезная втулка, разжимаемая конусообразным наконечником резьбового стержня. Хотя в качестве отдельного крепежа анкерная шпилька не применяется, упомянуть ее тоже необходимо.
Как рассчитывается соединение шпилькой
Ниже представлен чертеж самого простого шпилечного соединения.
Требуется рассчитать длину крепежной детали. Для этого используется следующая формула:
L шпильки = Ф+s+m+а+с, где
- Ф – толщина скрепляемого объекта;
- s – толщина подкладываемой плоской шайбы;
- m – высота 6-гранной гайки;
- а – выступающий участок шпильки, обеспечивающий запас резьбовой накатки;
- с – фаска.
Сумма величин последних двух параметров равна 0,3×d. Численные значения остальных характеристик берутся из Т.З. на создание конструкции и из действующих стандартов. Поэтому рассчитать длину шпильки будет несложно. Но полученный результат может не присутствовать в таблице размеров, утвержденных ГОСТом. Тогда останавливать свой выбор следует на крепежной детали с ближайшей большей длиной.
Приведем пример. Пусть резьбовой диаметр шпильки и гайки, выполненной по ГОСТу 5915-70, равен M14. Значение параметра «m» берется из этого же нормативного документа. В нем прописано, что высота гайки с резьбой M14 составляет 12,8 мм. Толщина шайбы с внутренним диаметром 14,0 мм, произведенной по положениям ГОСТа 11371-78, равна 2,5 мм. По проекту требуется закрепить объект толщиной Ф=22,0 мм. Подставив эти значения в формулу, получим:
L шпильки = 22,0+2,5+12,8+0,3×14,0=41,5 мм.
После изучения таблицы размеров, содержащейся в ГОСТе 22032-76, станет понятно, что в данном случае подойдет шпилька с ввинчиваемым наконечником, длина которой составляет 42,0 мм.
Заключение
Соединения деталей шпилькой часто подвергаются воздействию агрессивной среды. Наиболее распространенный способ, обеспечивающий защиту от коррозии – оцинкование метиза. Покрывать поверхность шпильки краской, пусть даже изготовленной на полимерной основе, не имеет никакого смысла. В ходе навинчивания гайки этот слой будет разрушен, если не полностью, то частично точно. В результате шпилечное соединение не будет защищено от воздействия внешних неблагоприятных факторов.
Товары каталога:
Как соединить 2 шпильки разного диаметра?
Одна шпилька на 6 мм ( примерно сантиметров 10) , вторая на 16 ( длина — сантиметров 50) , надо их соединить в одну ось. Подобрать муфты и соединить их ( муфты) сваркой? какие еще есть идеи? Или перерезать резьбу конца толстой шпильки на меньший диаметр? какие еще идеи?
Лучший ответ
Сварить 2 муфты,на 6 и 16.Быстрее лопнет шпилька,чем порвёт сварку.
Остальные ответы
Что ни делай, всё равно при нагрузке порвёт по месту перехода.
Взять любую шляпу типа латунной болванки, просверлить отверстия нужных диаметров с торцов, поджать шпильки винтами, получится переходник
засверлись в толстую и вкрути тонкую
запаса должно хватить
в одну ось на токарном станке надо точить. Закрепить, проточить внешний диаметр, затем сверлить одну сторону и резать резьбу, затем перевернуть заготовку, торцануть и просверлить второй диаметр и нарезать резьбу. Ось будет. Непонятно зачем это вам нужно.
- Тонкую сторону сточить на плоскую, толстую — пропилить. Вставить тонкую в пропил и заварить.
- высверлить в толстой отверстие, нарезать резьбу. Нарезать резьбу на тонкой. Скрутить