Технология монтажа в отверстия
Технология монтажа в отверстия (Through Hole Technology, THT) является родоначальником современных технологических процессов сборки модулей. Существует ряд распространенных названий данной технологии:
Данная технология появилась вместе с началом использования монтажных плат, как метод выполнения электрических соединений. До этого монтаж осуществлялся соединением выводов компонентов между собой. Применение монтажных плат перенесло конструирование узлов из пространства на плоскость. Это значительно упростило процесс разработки конструкций и изготовление устройств. Появление печатного монтажа привело к революции в технологичности и проектировании электронных устройств.
Технология монтажа в отверстия представляет собой метод монтажа компонентов на печатную плату. При этом выводы компонентов устанавливаются в сквозные отверстия платы и припаиваются.
Широкое распространение технология монтажа в отверстия получила в 50-х – 60-х годах XX века. С тех пор значительно уменьшились размеры компонентов, увеличилась плотность монтажа и трассировки плат. Было разработано не одно поколение оборудования для автоматизации сборки узлов.
В настоящее время технология монтажа в отверстия уступает свои позиции более прогрессивной технологии поверхностного монтажа, где требуется высокая технологичность и миниатюризация изделий. Но есть области электроники, где технология монтажа в отверстия по настоящее время является доминирующей. Это силовые устройства, блоки питания и высоковольтные схемы мониторов и других устройств. Также области, в которых большую роль играют традиции, доверие проверенному из-за повышенных требований к надежности. Это например, авионика, автоматика АЭС и д.р.
Также данная технология активно применяется в условиях единичного и мелкосерийного производства. Так как из-за частой смены выпускаемых моделей автоматизация процессов неактуальна. Эта продукция выпускается небольшими отечественными предприятиями для бытового и специального применения.
Некоторое время назад выбор технологии монтажа в отверстия мог быть продиктован применяемыми компонентами. Некоторые компоненты не выпускались в корпусах для поверхностного монтажа. Особенно это было актуально для нашей страны. Новинки доходили до нас с опозданием. Сейчас эта ситуация существенно изменилась. Большинство компонентов общего применения можно найти либо в обоих исполнениях, либо в исполнении для поверхностного монтажа. Исключение составляют силовые компоненты, электромеханические реле и разъемы. Однако многие из них уже имеют аналоги для монтажа на поверхность.
Технология установки THT-компонентов относительно проста. Она допускает ручные и автоматизированные методы сборки, хорошо обеспечена сборочным оборудованием.
2. Компоненты на основе tht-технологии
Электронные компоненты можно разбить на основные группы (Рис. 1):
а) с осевыми выводами;
б) с радиальными выводами;
в) корпуса с однорядным расположением выводов (SIL);
г) DIP (Dual In-Line Package) – корпуса с двухрядным расположением выводов (DIP);
д) различные компоненты сложной формы.
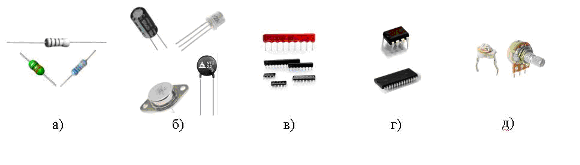
Рис. 1 Примеры THT-компонентов.
Такое разделение компонентов связано с особенностями технологии их монтажа. Компоненты в разных корпусах устанавливаются каждый на своем оборудовании.
47. 8. Особенности монтажа компонентов отверстия
Технология монтажа в отверстия (Through Hole Technology, THT), также называемая иногда штырьковым монтажом. Данная технология появилась вместе с началом использования монтажных плат, как метода выполнения электрических соединений. Технология монтажа в отверстия, как следует из названия, представляет собой метод монтажа компонентов на печатную плату, при котором выводы компонентов устанавливаются в сквозные отверстия платы и припаиваются к контактным площадкам и/или металлизированной внутренней поверхности отверстия.
В настоящее время технология монтажа в отверстия уступает свои позиции более прогрессивной технологии поверхностного монтажа, в особенности, в массовом и крупносерийном производстве, бытовой электронике, вычислительной технике, телекоммуникациях, портативных устройствах и других областях, где требуется высокая технологичность, миниатюризация изделий и хорошие слабосигнальные характеристики.
Тем не менее, есть области электроники, где технология монтажа в отверстия по сей день является доминирующей. Это, прежде всего, силовые устройства, блоки питания, высоковольтные схемы мониторов и других устройств, а также области, в которых из-за повышенных требований к надежности большую роль играют традиции, доверие проверенному, например, авионика, автоматика АЭС и т.п.
Также данная технология активно применяется в условиях единичного и мелкосерийного многономенклатурного производства, где из-за частой смены выпускаемых моделей автоматизация процессов неактуальна. Эта продукция, в основном, выпускается небольшими отечественными предприятиями как для бытового, так и для специального применения.
Технология установки THT-компонентов относительно проста, хорошо отработана, допускает ручные и автоматизированные методы сборки, хорошо обеспечена сборочным оборудованием и технологическим оснащением
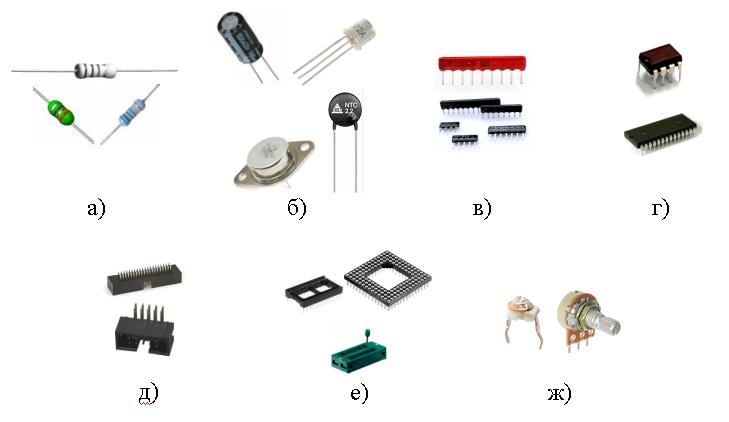
К омпоненты.ЭК, используемые в технологии монтажа в отверстия, по типу корпуса можно разбить на следующие основные группы (примеры корпусов приведены на рис. 1):
а) ЭК с осевыми (часто встречается обозначение axial, аксиальными) выводами;
б) ЭК с радиальными выводами (radial);
в) SIL, SIP (Single In-Line Package) – многовыводной корпус с однорядным расположением выводов;
г) DIP (Dual In-Line Package) – корпус с двухрядным расположением выводов;
д) разъемы, слоты;&
е) панели для ИС, в том числе DIP; ZIF (Zero Insertion Force, панели с нулевым усилием вставки для штырьковых ИС); PGA (Pin Grid Array, панели для штырьковых ИС с матрицей выводов);
ж) различные компоненты сложной формы.
Технологический процесс сборки ПП на основе THT-технологии состоит из следующих типовых этапов:
подготовка выводов ЭК (формовка, обрезка), часто совмещается с автоматизированным монтажом;
установка компонентов (ручная, автоматическая);
пайка (волной припоя, ручная, селективная);
отмывка (ультразвуковая, струйная).
Подготовка выводов ЭК
Выводы ЭК перед монтажом должны быть специальным образом подготовлены. Цель подготовки:
выравнивание (рихтовка) выводов (если требуется);
обеспечение необходимого монтажного расстояния между выводами;
зазора между ПП и компонентом (если требуется);
фиксации ЭК на ПП при ручном монтаже либо до поступления платы в установку пайки.
Также возможно крепление ЭК следующими методами:
обеспечением пружинения выводов;
посадкой на клей (клей полимеризуется при комнатной температуре, при этом для стеклянных корпусов может понадобиться надевание трубки на часть корпуса, контактирующую с адгезивом; также необходимо обеспечить достаточное количество клеевых точек для крепления тяжелых ЭК);
подпайкой выводов (применяется при ручном монтаже – например, подпайка двух диагонально расположенных выводов разъема);
подгибкой (полной либо частичной – на угол от 0 до 45° от плоскости ПП и только для выводов диаметром менее 0,7 мм (более – в технически обоснованных случаях); необходимо обеспечить минимально допустимое расстояние от загнутого вывода до соседних КП/выводов/проводников; следует осуществлять подгибку вдоль печатного проводника, если в конструкторской документации нет других указаний);
с использованием различных держателей (хомутов, металлических скоб, клипс, зажимов).
Тяжелые элементы (например, трансформаторы) или элементы, подверженные механическим воздействиям (тумблеры, потенциометры, подстроечные конденсаторы), устанавливаются с помощью особых держателей. Такие держатели обеспечивают надежное механическое крепление соответствующих элементов к ПП и предотвращают обрыв и поломку выводов под воздействием механических нагрузок.
Формовку круглых или ленточных выводов элементов производят с помощью ручного монтажного инструмента либо специальных полуавтоматических устройств таким образом, чтобы исключались механические нагрузки на места крепления выводов к корпусу. При формовке выводов не допускается их механическое повреждение, нарушение защитного покрытия, изгиб в местах соединения вывода и корпуса, скручивание относительно оси корпусов, растрескивание стеклянных изоляторов и пластмассовых корпусов.
Производительность формовочного оборудования в автоматическом режиме при загрузке из лент, как правило, составляет до 40000 ЭК/час для ЭК с осевыми выводами и 20000 ЭК/час – с радиальными; при загрузке ЭК из россыпи – 7000 и 3000 ЭК/час соответственно. При ручной подаче ЭК типовая производительность – около 1500–3000 ЭК/час.
Установка компонентов.Установка ТНТ-компонентов осуществляется с применением специальных монтажных автоматов, автоматизированных рабочих мест (АРМ) либо полностью вручную.
Автоматизированный монтаж. Сборочное оборудование
Существует два основных вида автоматизированного оборудования по критерию выполняемых функций:
собственно монтажные автоматы (inserter, от insert – вставлять), осуществляющие вставку штырьковых выводов ЭК в отверстия на ПП, их подрезку и подгибку (опционально) с обратной стороны ПП с помощью монтажных, гибочных и отрезных головок соответственно; делятся на группы по типу компонентов (Axial (Radial) inserter – автомат для монтажа ЭК с осевыми (радиальными) выводами, секвенсеры (sequencer) – автоматы формирования последовательности устанавливаемых ЭК (т.е. подготовки программной ленты, содержащей последовательно вклеенные ЭК разных типоразмеров в порядке их последующего монтажа; осуществляется путем переклейки ЭРЭ из первичных лент по программе).
3.Типичная последовательность операций на основе tht-технологии
Ниже рассмотрены данные операции в порядке выполнения.
3.1 Подготовка выводов компонентов
Выводы перед монтажом должны быть подготовлены.
Цель подготовки:
- Выравнивание выводов;
- Обеспечение необходимого монтажного расстояния между выводами;
- Обеспечение зазора между платой и компонентом;
Формовку выводов элементов производят с помощью ручного монтажного инструмента или полуавтоматических устройств. При формовке не допускается их механическое повреждение, нарушение защитного покрытия, изгиб в местах соединения вывода и корпуса, скручивание относительно оси корпусов и растрескивание пластмассовых корпусов.
Основные ограничения (рис. 2) накладываются на размер от корпуса до оси изогнутого вывода (L) и внутренний радиус изгиба выводов (R). Минимальный размер L не менее 2·D выводов; размер R не менее 1·D выводов.
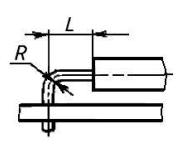
Рис. 2 — Основные параметры формовки
Несоблюдение рекомендаций может привести к образованию избыточных напряжений в месте крепления вывода к корпусу компонентов. Как следствие, появлению в этих местах трещин и обрывов.
Примеры отформованных выводов компонентов приведены на рис. 3.

Рис. 3 — Примеры формовки выводов с осевыми (а) и радиальными (б) выводами
Производительность формовочного оборудования составляет до 40000 компонентов/час.
3.2 Установка компонентов
Осуществляется с применением:
3.2.1 Автоматизированного монтажа,
3.2.2 Ручной и полуавтоматической установки компонентов.
3.2.1 Автоматизированный монтаж
Существует два основных вида автоматизированного оборудования:
- собственно монтажные автоматы (inserter, от insert – вставлять). Они осуществляют вставку штырьковых выводов компонентов в отверстия на плате, их подрезку и подгибку;
- секвенсеры (sequencer) – автоматы формирования последовательности устанавливаемых компонентов.
Ряд автоматов обладает способностью устанавливать на платы проволочные перемычки (jumpers). Они нарезают их непосредственно перед монтажом из непрерывного прутка.
Производительность современного монтажного оборудования достигает 40000 компонентов/час.
3.2.2 Ручная и полуавтоматическая установка компонентов
Данная операция выполняется на автоматизированных рабочих местах или монтажных столах. В этих устройствах автоматизирована подача сборочной информации. Также может быть обеспечена автоматическая подача нужного лотка с компонентами устанавливаемого типономинала. Механизирован процесс фиксации платы на монтажном столе.
Устанавливать компоненты нужно так, чтобы были различимы элементы их маркировки. Особенно это касается полярности. Это необходимо для последующего контроля правильности монтажа.
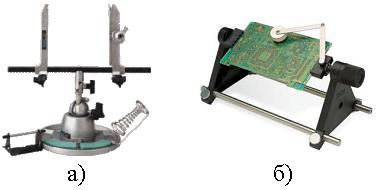
Рис. 4 — Примеры держателей ПП
Для закрепления печатных плат и их поворота в процессе монтажа применяют специальные приспособления. Существуют держатели плат (рис. 4), снабженные подпружиненным фиксатором платы. Они обеспечивают возможность ее закрепления в горизонтальной и вертикальной плоскости и антистатическую защиту при пайке.
Выводной монтаж (THT‑монтаж)
Выводной, сквозной или THT-монтаж (Through Hole Technology) — технология, при которой электронные компоненты устанавливаются в сквозные отверстия печатных плат. Выводы деталей припаиваются на противоположной стороне платы. При этом используется волновая пайка — ручная или автоматическая. Обычно этот метод применяется для сборки изделий большой электрической мощности.


Цех выводного монтажа на «ЦТС» включает линии волновой пайки Delta 3&5, а также 6 линий ручной установки штыревых компонентов. При пайке волной выводы компонентов и нижняя часть печатной платы ненадолго погружаются в расплавленный припой, который подается в виде волны. Припой смачивает контакты и проникает вглубь платы, в результате компоненты присоединяются к ней.
Общая производительность линий выводного монтажа «ЦТС» — 85 000 компонентов в час.