Ручной монтаж сложных плат на компонентах 0402, 0603, QFN, LQFP и THT


Сегодня речь пойдет о том, как добиться высокого качества монтажа на платах с большим количеством компонентов — до 1500шт (можно и больше при плотном монтаже или при сборке 1-2 плат одновременно — не более). Потребность в таком сложном монтаже обычно возникает при изготовлении первого макета или нескольких образцов, чтобы убедиться в правильности трассировки печатной платы (основных сложных моментов) или же при разовом производстве. После получения такого макета можно начинать отлаживать программное обеспечение и вносить корректировки в плату. Заводская сборка, в этом случае, не совсем подходит из-за ее стоимости, подготовки конструкторской документации, подборки компонентов, сроков, макетирования и многого другого (под катом картинки на 8Мб).
Рис. 1. Готовая печатная плата с компонентами 0402 (обратная сторона).
Итак, начнем с того, что определим, что нам понадобиться. Весь поверхностный монтаж будет производиться феном и паяльной пастой, так как это в разы быстрее и качественнее чем паяльником и припоем в проволоке.
1. Паяльная станция (например, Lukey 852D+ с насадкой 10мм).
2. Тонкий немагнитный пинцет (для установки компонентов).
3. Пинцет с широким захватом (для нанесения паяльной пасты).
4. Флюс (например, Amtech NC-559-ASM, или другой безотмывочный).
5. Паяльная паста (Solder paste W001).
6. Хороший свет и стол.
7. Кисточка/ванночка/спирт для промывки печатной платы.
В процессе станет понятно что есть что, так что тут заострять внимание не будем. Для начала выполним все приготовления и поймем технологию пайки. Для того, чтобы спаять две поверхности, их необходимо сначала залудить, затем прислонить друг к другу, нагреть и после того, как олово полностью расплавится — остудить. Это вкратце. Качественная пайка не имеет вкраплений, раковин, трещин и имеет однородную структуру. Остывание припоя должно происходить в неподвижном состоянии, только в этом случае он застынет правильно.
Паяльную пасту необходимо немного доработать. Для того, чтобы она хорошо накладывалась и растекалась равномерным слоем ее необходимо разбавить с флюсом в пропорции примерно 2:1 (хорошо размешать в однородную массу). В некоторых случаях пропорция может изменяться, например, если все контактные площадки имеют большую площадь, то припой должен быть несколько гуще и наоборот.

Рис. 2. Паяльная паста.
Для того, чтобы пошагово объяснить весь процесс монтажа спаяем часть небольшой платы на которой расположены различные компоненты. Первое, что необходимо сделать (если плата только с производства и чистая) — это нанести на нее припой. Самый простой и быстрый, при определенной сноровке, способ — это нанесение широким пинцетом (или шпателем). Ниже приведены слайды процесса нанесения припоя. За один раз необходимо брать небольшое количество припоя и аккуратно равномерным и тонким слоем наносить его на плату (как лопаткой). Нет необходимости наносить его исключительно на контактные площадки, в процессе прогрева, из-за большого количества флюса, лишнее олово перейдет на контактные площадки либо превратиться в шарики, которые необходимо перенести на контактные площадки вручную (далее будет описано как это делать).


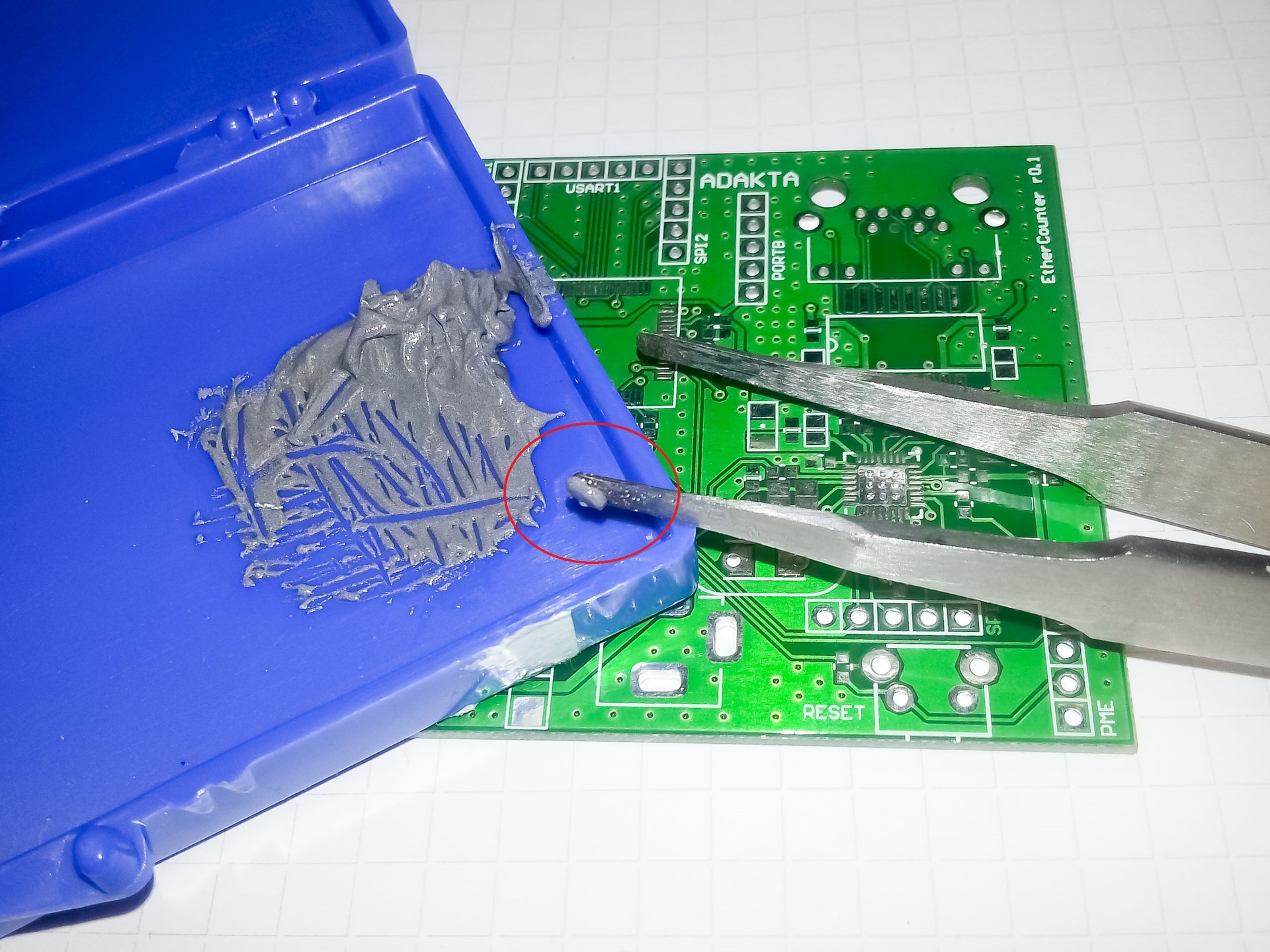
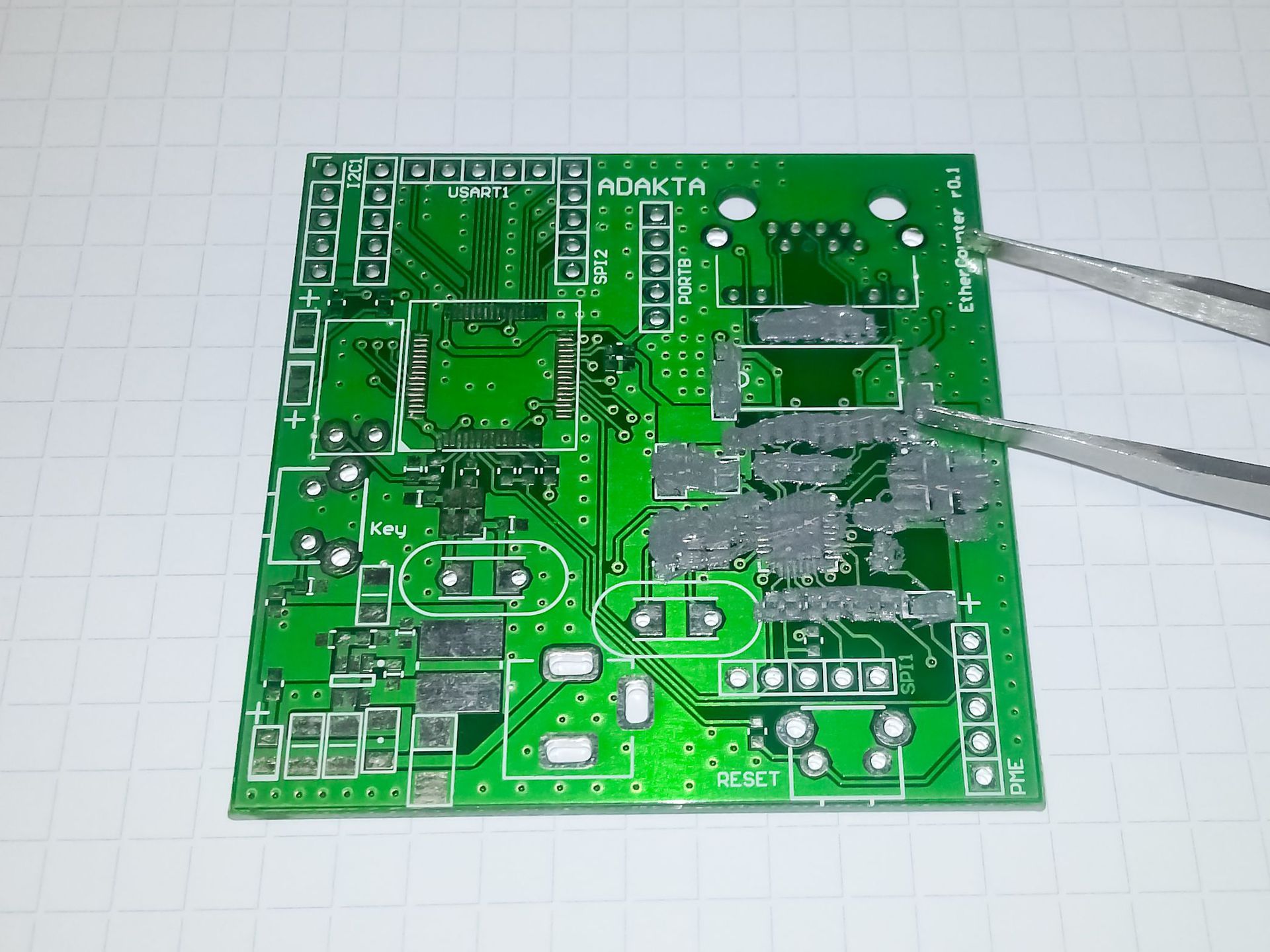
Рис. 3. Процесс нанесения припоя на плату.
Расстановка компонентов. Не все компоненты можно расставлять сразу после нанесения паяльной пасты. Например, элементы в корпусах LQFP с шагом выводов меньше чем 0,8 мм необходимо ставить немного позже — уже после первого прогрева феном, в противном случае, будут короткие замыкания между выводами, которые будет сложно удалить (конечно можно использовать «оплетку», но попробуем обходиться без нее). Итак, в первую очередь установим SMD конденсаторы, резисторы, диоды и т.д, компоненты в QFN корпусах. Для этого нам необходим тонкий немагнитный пинцет. Для быстрого и удобного поиска компонентов я использую поиск в Altium Designer (проект, соответственно сделан там же). Поиск компонентов выполняется слева направо, сверху вниз, выбираем компонент, например, конденсатор 100n, находим их все и устанавливаем на плату.
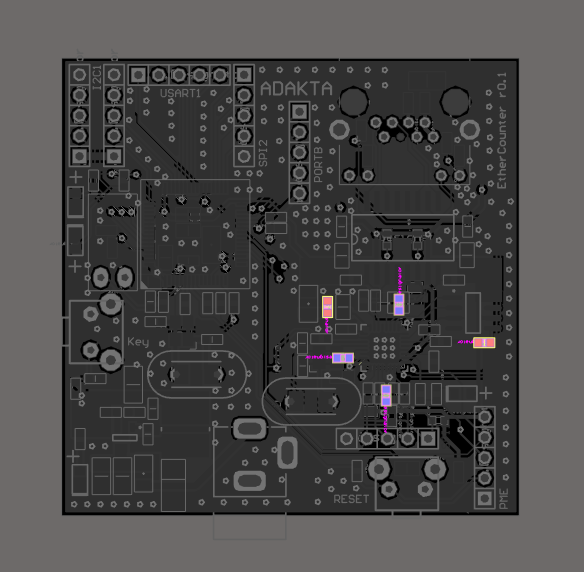
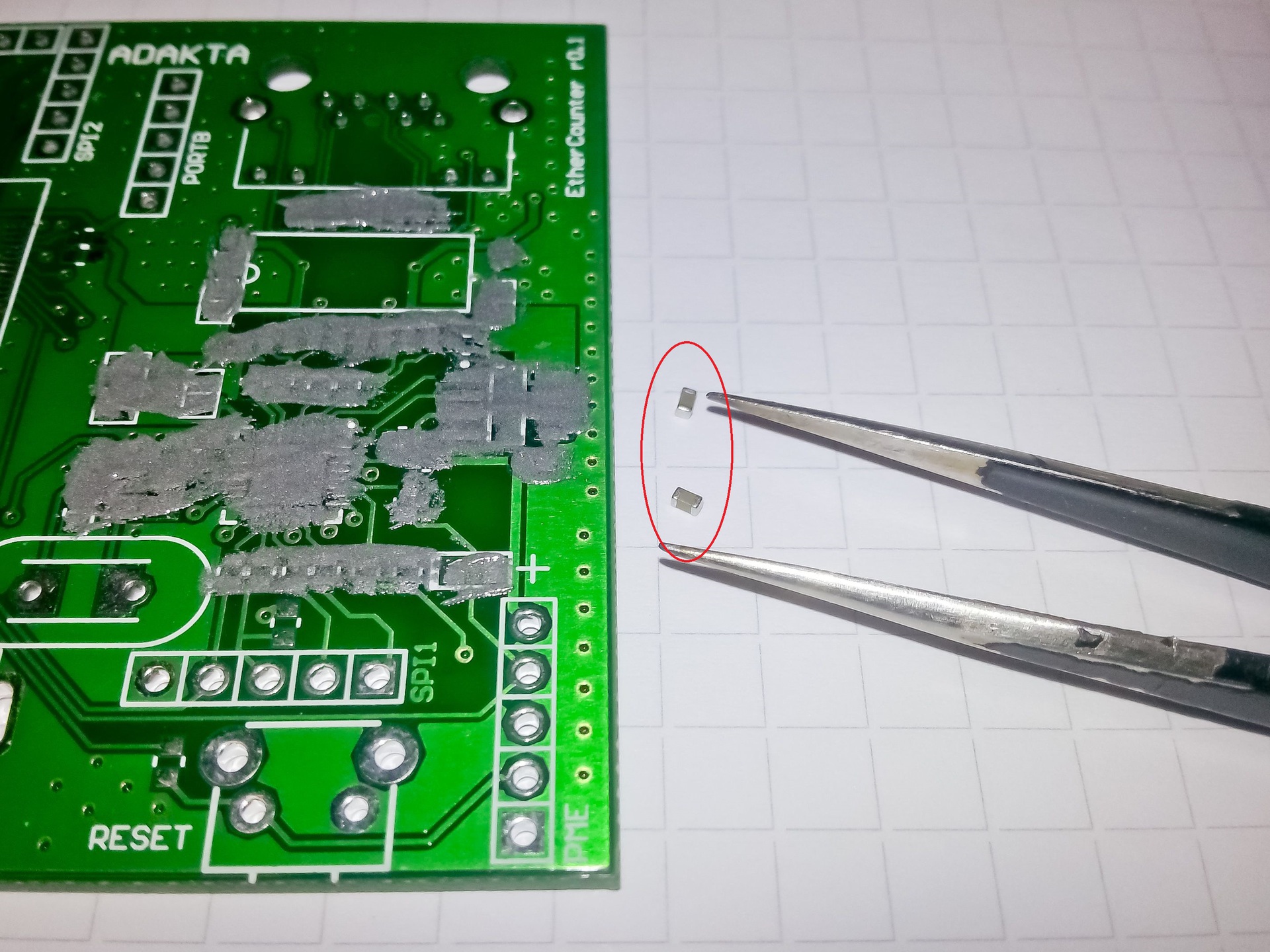
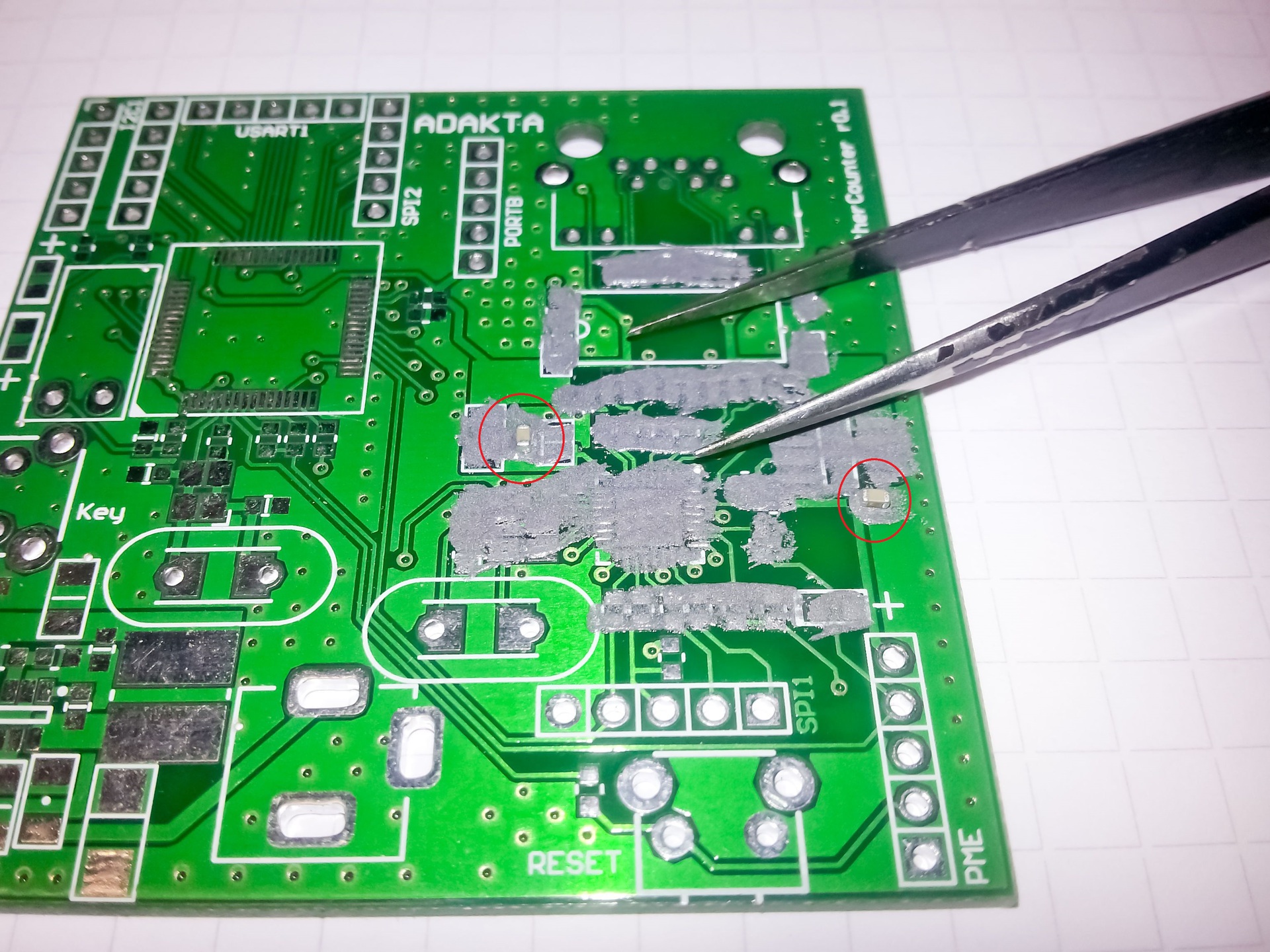
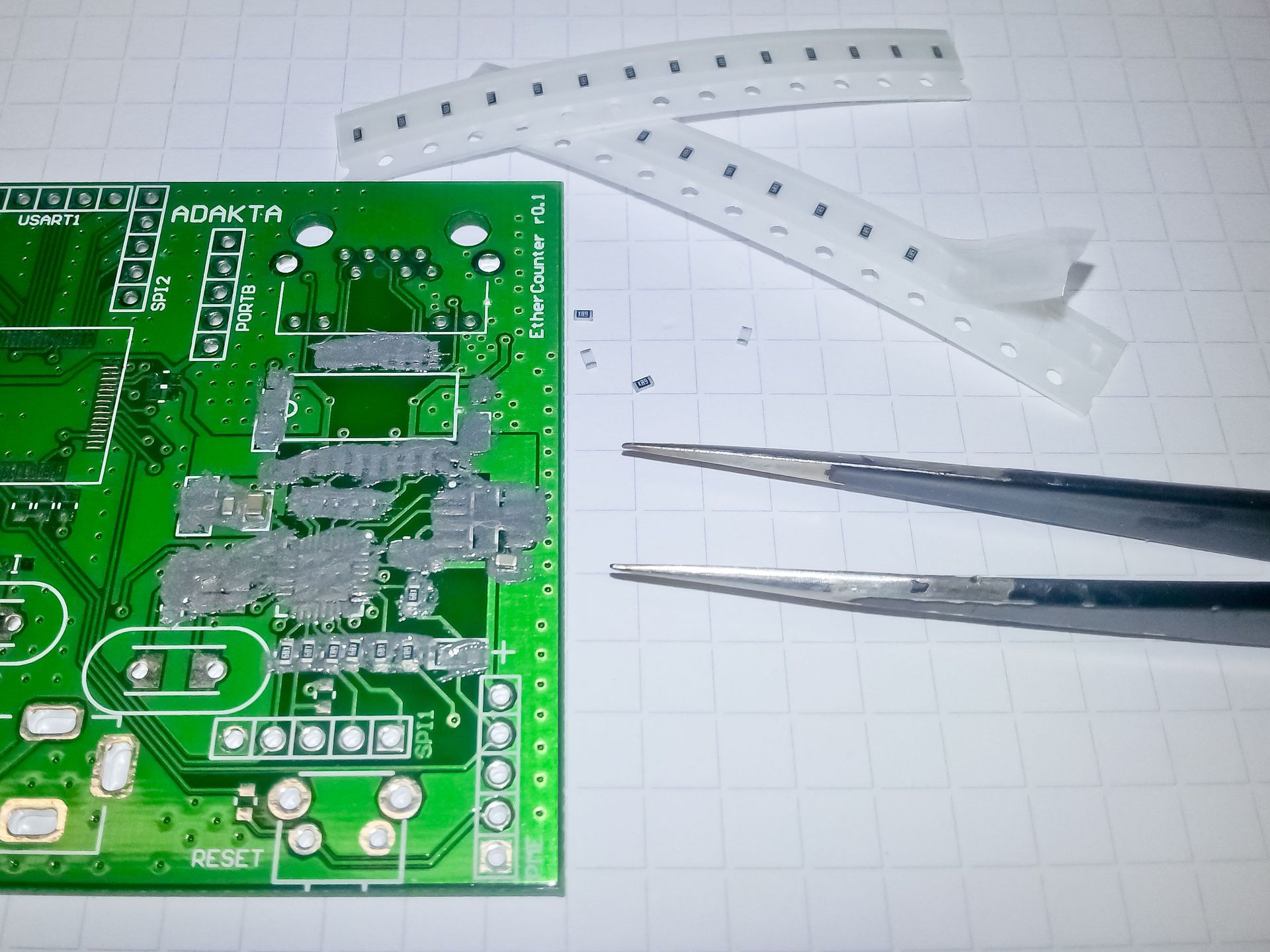
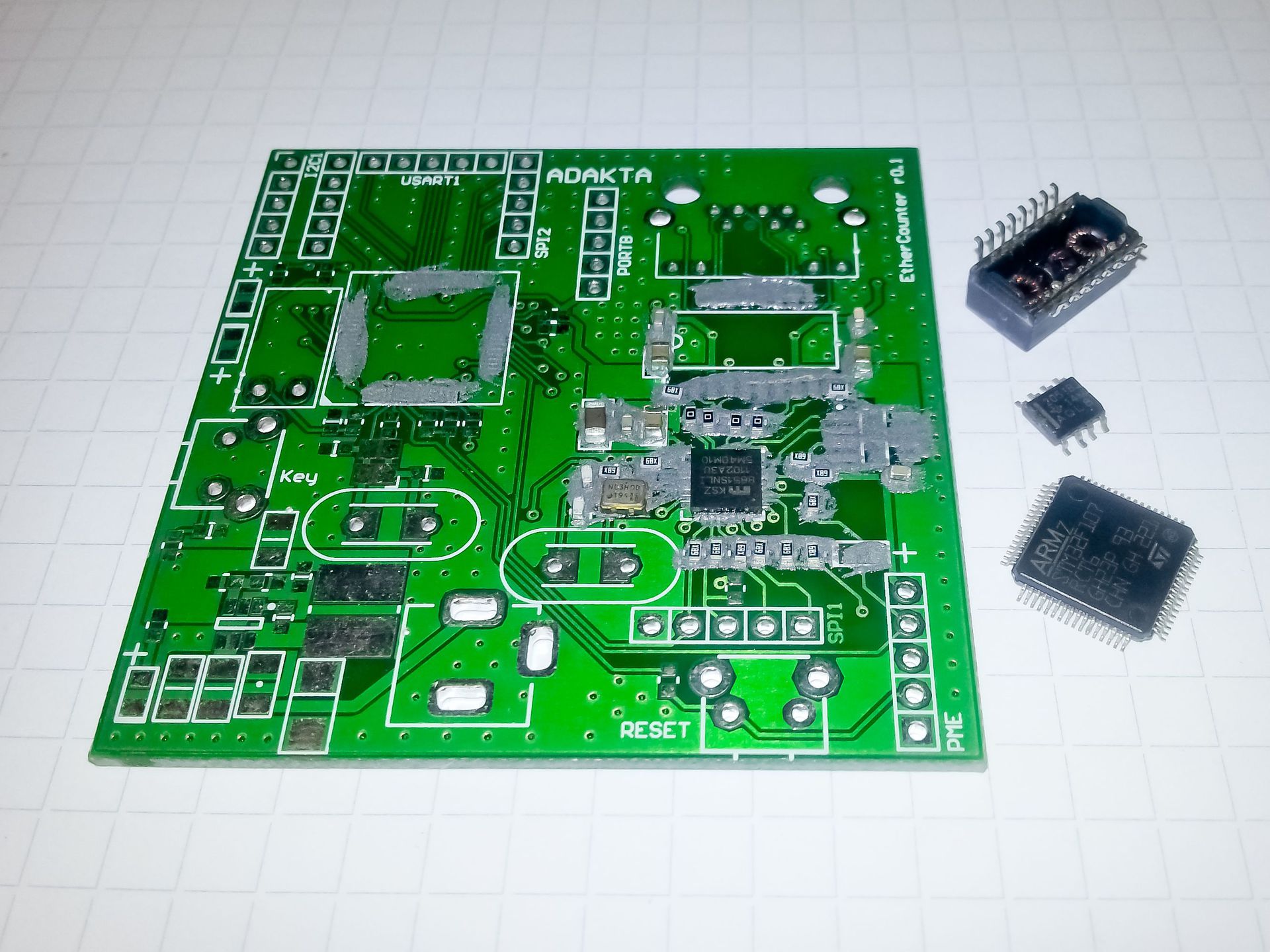
Рис. 4. Установка компонентов на плату.
Если необходимо собрать несколько плат, то лучше устанавливать компоненты сразу на 2 или 4 платы, так как в этом случае уменьшается вероятности ошибки установки компонентов не на те места, также это значительно уменьшит общее время сборки. Для того, чтобы упростить сборку, компоненты могут быть помещены в кассу, тогда их удобнее доставать и быстро запоминается их местонахождение. После того, как все необходимые компоненты установлены можно приступать к прогреву и непосредственно пайке. Плата должна лежать на ровной поверхности, которая не боится сильного нагрева. В левой руке необходимо держать фен, в правой пинцет. Температура (выставленная на индикаторе) приблизительно 390 град. — это довольно высокая температура, но именно для этой станции такое значение является нормальным (также, если нет специальных ограничений по температуре пайки компонентов). Процесс пайки сводится к прогреву отдельных частей платы (делать это нужно как можно равномернее), на которых стоят компоненты, избегая перегревов и «вспучивания» текстолита. Для плат с маленьким количеством больших полигонов и 4-слоек температуру необходимо уменьшить до 360 град. Во время прогрева необходимо следить за тем, как плавится олово и одновременно пинцетом поправлять компоненты на контактных площадках. Особенно следите за компонентами типоразмера 0402, так как они начинают «плыть» на флюсе и могут перемешаться на плате. В процессе пайки олово скатывается в шарики, а между некоторыми контактными площадками образуются «залипоны» убирается это все с помощью компонента (например, конденсатора), захваченного пинцетом (главное запомнить с какого места взят компонент). Он собирает на себя лишнее олово, которое потом можно перенести на большие контактные площадки. Все это необходимо делать при прогреве платы, пока не высох флюс (его можно нанести отдельно, если что-то не получилось с первого раза). После пайки первой партии компонентов плата выглядит примерно так:
Рис. 5. Первый прогрев.
Я намеренно не стал устанавливать SOIC, чтобы показать как удобнее его паять. Перед установкой компонентов в LQFP и SOIC необходимо нанести тонкий слой флюса на (залуженные!) контактные площадки — это сделает пайку более качественной. Далее устанавливаем оставшиеся компоненты. Замечу, что чем меньше шаг выводов у компонентов, тем точнее их нужно позиционировать. Например, STM32F107 в корпусе LQFP64 во время прогрева будет не поднять пинцетом, так как если он сдвинется хотя бы на половину шага выводов (а это всего 0,25 мм), то олово зальется на соседние контактные площадки. SOIC можно будет приподнять для предварительного прогрева платы, так же это актуально для компонентов в пластиковом корпусе (реле, разъемы, оптопары и т. д.). При втором прогреве уже нет необходимости прогревать всю плату, можно ограничиться теми местами, где установлены необходимые компоненты. После пайки и промывки плата выглядит так:
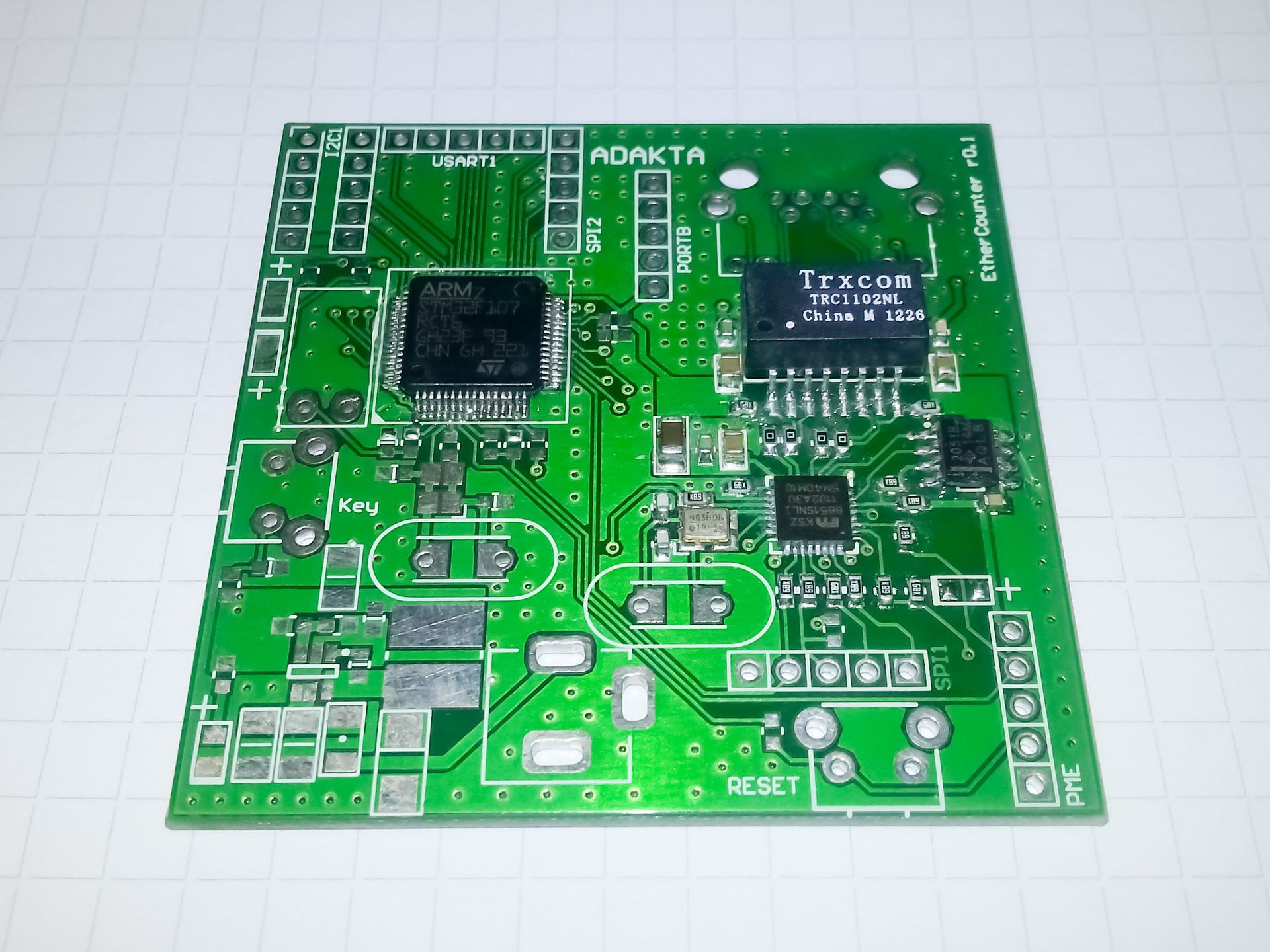
Рис. 6. Второй прогрев.
Данная плата имеет двухсторонний монтаж. При пайке компонентов с другой стороны нижние (установленные ранее) начнут съезжать. Чтобы этого не происходило, необходимо установить плату на монтажные стойки (закрепить в держателе) или поставить несколько разъемов, чтобы избежать соприкосновения уже припаянных компонентов с поверхностью. Для качественной пайки выводных компонентов, тоже имеется пару ухищрений. Я всегда использую припой с флюсом (например RA-0,5), диаметром, соответственно, 0,5 мм. Чтобы получилось правильное затекание припоя между металлизированным отверстием и выводом компонента необходимо, чтобы во время непосредственно процесса пайки всегда соприкасались четыре предмета: паяльник, контактная площадка, вывод компонента и припой, а делается это так: прислоняем паяльник к выводу так, чтобы он одновременно касался пояска «пада», затем подносим припой и прислоняем его к паяльнику, как можно ближе к выводу компонента и «паду». В результате этого припой будет затекать в разогретое отверстие и образует небольшой «наплыв», после чего необходимо убрать припой, а затем паяльник от вывода и «пада».
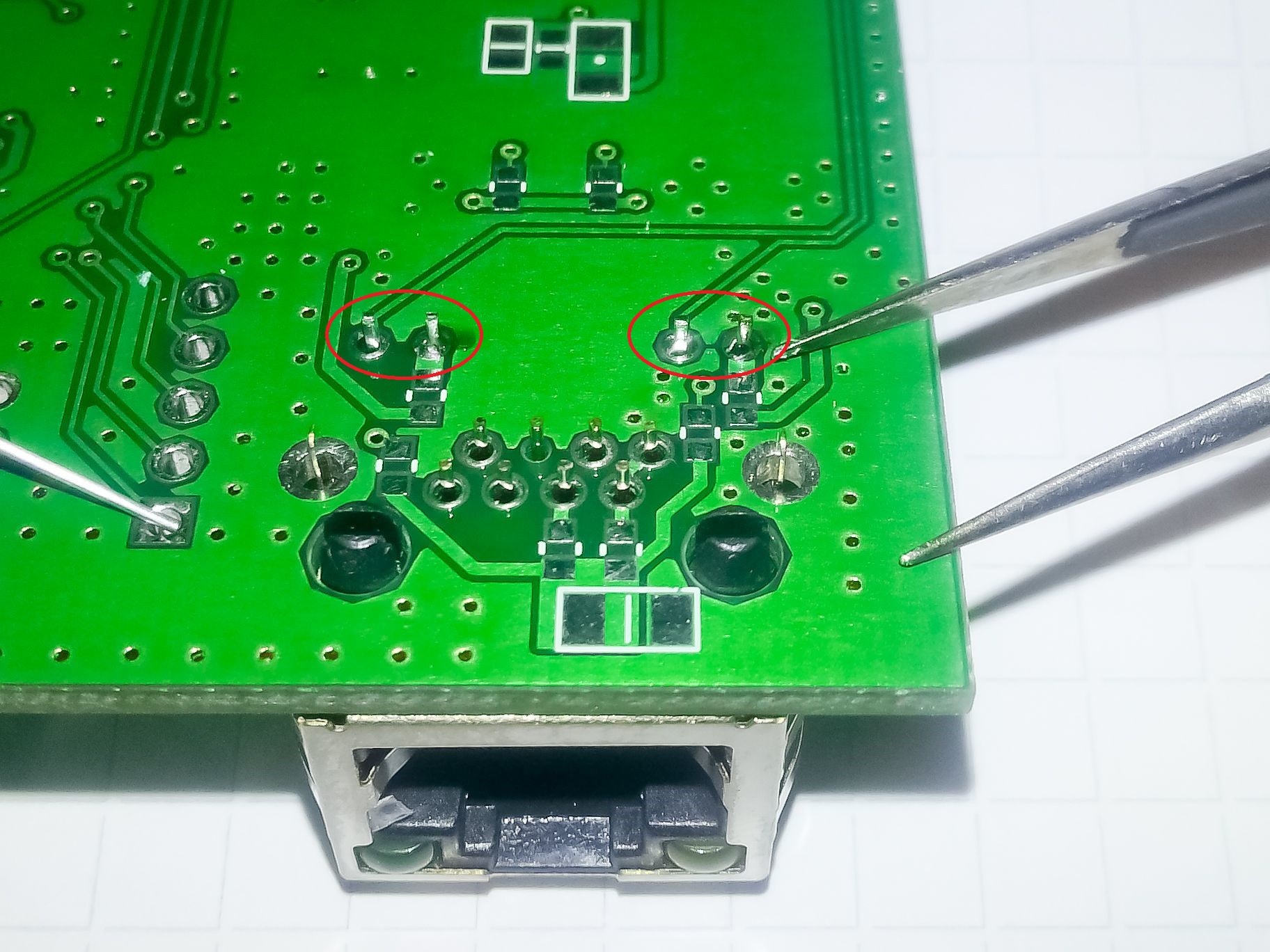
Рис. 7. Пайка выводных компонентов.
В следующей статье я расскажу про установку BGA компонентов (BGA84, BGA78, BGA620 и даже BGA1084) с помощью фена. А также плюсы и минусы установки BGA при помощи специализированной инфракрасной паяльной станции.
PS: Если есть какие-либо советы на тему ручного монтажа, с удовольствием выслушаю, также могу подсказать, если что-то осталось неясным.
Маркировка SMD. Руководство для практиков. Наиболее частые ошибки
Хорошая пайка хотя и не так важна, как правильно размещение радиоэлементов, но она тоже играет немалую роль. Поэтому мы рассмотрим SMD монтаж — что для него нужно и как его следует проводить в домашних условиях.
Запасаемся необходимым и проводим подготовку
Для качественной работы нам нужно иметь:
- Припой.
- Пинцет или плоскогубцы.
- Паяльник.
- Небольшую губку.
- Бокорезы.
Для начала необходимо включить паяльник в розетку. Затем смочите водой губку. Когда паяльник нагреется до такой степени, чтобы он мог плавить припой, то необходимо покрыть им (припоем) жало. Затем протрите его влажной губкой. При этом следует избегать слишком длительного контакта, поскольку он чреват переохлаждением. Для удаления остатков старого припоя можно протирать жало об губку (а также чтобы поддерживать его в чистоте). Подготовка проводится и по отношению к радиодетали. Делается все с помощью пинцета или плоскогубцев. Для этого необходимо согнуть выводы радиодетали так, чтобы они без проблем могли войти в отверстия платы. Теперь давайте поговорим о том, как проводится монтаж SMD компонентов.
Начало работы с деталями
Первоначально необходимо компоненты вставить в отверстия на плате, которые предназначаются для них. При этом внимательно следите за тем, чтобы была соблюдена полярность. Особенно это важно для таких элементов, как электролитические конденсаторы и диоды. Затем следует немного развести выводы, чтобы деталь не выпадала из установленного места (но не перестарайтесь). Непосредственно перед тем как начинать пайку, не забудьте протереть жало губкой ещё раз. Теперь давайте рассмотрим, как происходит монтаж SMD в домашних условиях на этапе паяния.
Закрепление деталей

Необходимо расположить жало паяльника между платой и выводом, чтобы разогреть место, где будет проводиться пайка. Чтобы не вывести деталь из строя, это время не должно превышать 1-2 секунды. Затем можно подносить припой к месту пайки. Учитывайте, что на этом этапе на человека может брызнуть флюс, поэтому будьте внимательны. После того момента, когда требуемое количество припоя успеет расплавиться, необходимо отвести проволоку от места, где паяется деталь. Для его равномерного распределения необходимо жало паяльника подержать на протяжении секунды. Потом, не сдвигая деталь, необходимо убрать прибор. Пройдёт несколько мгновений, и место пайки остынет. Всё это время необходимо следить за тем, чтобы деталь не меняла свое местоположение. Излишки можно отрезать, используя бокорезы. Но смотрите за тем, чтобы не было повреждено место пайки.
Проверка качества работы

Посмотрите на получившийся поверхностный монтаж SMD:
- В идеале должна быть соединена контактная площадь и вывод детали. При этом сама пайка должна обладать гладкой и блестящей поверхностью.
- В случае получения сферической формы или наличия связи с соседними контактными площадками необходимо разогреть припой и удалить его излишки. Учитывайте, что после работы с ним на жале паяльника всегда есть его определённое количество.
- При наличии матовой поверхности и царапин расплавьте припой ещё раз и, не сдвигая детали, дайте ему остыть. В случае необходимости можно добавить его ещё в небольшом количестве.
Для удаления остатков флюса с платы можно воспользоваться подходящим растворителем. Но эта операция не является обязательной, ведь его наличие не мешает и не сказывается на функционировании схемы. А теперь давайте уделим внимание теории пайки. Потом мы пройдёмся по особенностям каждого отдельного варианта.
Теория

Под пайкой понимают соединение определённых металлов с использованием других, более легкоплавких. В электронике для этого используют припой, в котором 40% свинца и 60% олова. Данный сплав становится жидким уже при 180 градусах. Современные припои выпускают как тонкие трубочки, которые уже заполнены специальной смолой, выполняющей функцию флюса. Нагретый припой может создавать внутреннее соединение, если выполнены такие условия:
- Необходимо, чтобы были зачищены поверхности деталей, которые будут паяться. Для этого важно удалить все пленки оксидов, которые образовываются со временем.
- Деталь должна в месте пайки нагреваться до температуры, которой достаточно, чтобы плавить припой. Определённые трудности здесь возникают, когда есть большая площадь с хорошей теплопроводностью. Ведь элементарно может не хватить мощности паяльника для нагрева места.
- Необходимо позаботиться о защите от действия кислорода. Эту задачу может выполнить колофоний, который образует защитную пленку.
Наиболее частые ошибки

Сейчас рассмотрим три самые частые ошибки, а также то, как их исправить:
- Места пайки касаются кончиком жала паяльника. При этом подводится слишком мало тепла. Необходимо жало прикладывать таким образом, чтобы между жалом и местом пайки создавалась наибольшая площадь контакта. Тогда SMD монтаж получится качественным.
- Используется слишком мало припоя и выдерживаются значительные временные промежутки. Когда начинается сам процесс, уже успевает испариться часть флюса. Припой не получает защитный слой, как результат — оксидная пленка. А как правильно совершать монтаж SMD в домашних условиях? Для этого профессионалы места пайки качаются одновременно и паяльником, и припоем.
- Слишком ранний отвод жала от места пайки. Нагревать следует интенсивно и быстро.
Можно взять конденсатор для SMD монтажа и набить на нём руку.
Пайка свободных проводов
Сейчас мы будем проходить практику. Допустим, у нас есть светодиод и резистор. К ним нужно припаять кабель. При этом не используются монтажные платы, штифты и иные вспомогательные элементы. Для выполнения поставленной цели нужно выполнить такие операции:
- Снимаем изоляцию с концов провода. Они должны быть чистыми, поскольку были защищены от влажности и кислорода.
- Скручиваем отдельные проводки жилы. Этим предотвращается их последующее разлохмачивание.
- Залуживаем концы проводов. Во время этого процесса необходимо разогретое жало подвести к проводу вместе с припоем (который должен равномерно распределиться по поверхности).
- Укорачиваем выводы резистора и светодиода. Потом необходимо их залудить (независимо от того, старые или новые детали используются).
- Удерживаем выводы параллельно и наносим небольшое количество припоя. Как только им будут равномерно заполнены промежутки, необходимо быстро отвести паяльник. Пока припой не затвердеет полностью, деталь трогать не нужно. Если это всё же произошло, то возникают микротрещины, которые негативно сказываются на механических и электрических свойствах соединения.
Пайка печатных плат

В данном случае необходимо прикладывать меньше усилий, нежели в предыдущем, поскольку здесь отверстия платы хорошо играют роль фиксатора для деталей. Но и здесь важен опыт. Часто результатом работы новичков является то, что схема начинает выглядеть как один большой и сплошной проводник. Но дело это несложное, поэтому после небольшой тренировки результат будет на достойном уровне.
Теперь давайте разберёмся, как происходит SMD монтаж в данном случае. Первоначально жало паяльника и припой одновременно подводят к месту пайки. Причем нагреваться должны и обрабатываемые выводы, и плата. Необходимо держать жало, пока припой равномерно не покроет всё место контакта. Затем его можно обвести по полукругу вокруг обрабатываемого места. При этом припой должен перемещаться во встречном направлении. Наблюдаем, чтобы он равномерно распределился на всей контактной площади. После этого убираем припой. И последний шаг — это быстрый отвод жала от места пайки. Ждём, пока припой приобретёт свою окончательную форму и застынет. Вот так в данном случае проводится монтаж SMD. при первых попытках будет выглядеть не ахти, а вот со временем можно научиться делать на таком уровне, что не отличишь и от заводского варианта.
Инструкция по запуску SMD модулей QIANGLI (чип 16188В) на контроллерах Onbon BX
С недавнего времени завод QIANGLI начал выпускать новые светодиодные модули P10 Red SMD, и у многих не получилось запустить бегущие строки, построенные на этих модулях. Причина этой не удачи оказалась очень простой — завод установил новый чип 16188B, с которым контроллеры отказывались работать без специальной прошивки. Заводы производители контроллеров стремительно начали разрабатывать прошивку под этот чип, и сейчас мы расскажем, где взять прошивку и каким образом прошить контроллер.
На данный момент с красными SMD модулями могут работать контроллеры серии:
BX-5U, BX-5A, BX-5M. Для контроллеров BX-5UL/UT/U0/U1/U2, BX-5MT/M1/M2, BX-5AT/A0/A1/A2 обязательным условием является наличие центрального чипа «6U» (контроллеры с чипом 5U прошить нельзя). Контроллеров BX-5U3/U4, BX-5M3/M4, BX-5A4 имеют на борту более мощный чип 5U и может быть прошит. Другие контроллеры пятой серии и контроллеры серии BX-6E пока еще работать с этими модулями, к сожалению, не умеют.
Для начала необходимо скачать ту самую прошивку, которая позволяет контроллеру работать с чипом 16188B.
На нашем сайте в разделе , вы всегда найдете свежие версии прошивок, как обычных, так и специальных под какой-то определенный чип. После перехода в раздел для скачивания файла, кликните по той серии контроллеров, которую вы планируете использовать. В появившемся списке необходимо скачать прошивку, в которой в описании и названии прописан чип 16188B.
.jpg)
После окончания скачивания, извлеките содержимое архива в любое удобное для вас место, например на рабочий стол.
Запустите программу LedshowTW. Зайдите во вкладку «Настройки», «Настройки параметров экрана», в появившемся окне введите пароль 888. Выберите серию и тип контроллера, который планируете использовать. На этом этапе не обязательно вводить все данные бегущей строки, сейчас необходимо, чтобы программа понимала какой контроллер будет прошиваться, иначе программа либо не даст обновиться прошивку (в случае прямого подключения по Lan или WiFi) или сохранит прошивку, но контроллер ее не воспримет, т.к. сработает сверка имени контроллера и если оно не совпадает, то контроллер проигнорирует файл прошивки.
После выбора типа контроллера, зайдите во вкладку «Настройка», «Обслуживание прошивки», в появившемся окне введите пароль 888.
После того как откроется окно «Обслуживание прошивки», кликните по иконке открывающейся папки.
Перейдите в директорию, в которую вы извлекли файлы прошивки, и выберите необходимую прошивку. Например, для прошивки контроллера BX-5M1, необходимо выбрать прошивку «BX-5M1-/Версия прошивки/.REL»

Обратите внимание на то, что в поле «Тип контроллера» выбран именно тот контроллер, который вы хотите обновить. Цвет шрифта должен быть черный, если он красный, значит, вы выбрали неверную прошивку.
Мы уже познакомились с основными радиодеталями: резисторами, конденсаторами, диодами, транзисторами, микросхемами и т.п., а также изучили, как они монтируются на печатную плату. Ещё раз вспомним основные этапы этого процесса: выводы всех компонентов пропускают в отверстия, имеющиеся в печатной плате. После чего выводы обрезаются, и затем с обратной стороны платы производится пайка (см. рис.1).
Этот уже известный нам процесс называется DIP-монтаж. Такой монтаж очень удобен для начинающих радиолюбителей: компоненты крупные, паять их можно даже большим «советским» паяльником без помощи лупы или микроскопа. Именно поэтому все наборы Мастер Кит для самостоятельной пайки подразумевают DIP-монтаж.
Рис. 1. DIP-монтаж
Но DIP-монтаж имеет очень существенные недостатки:
Крупные радиодетали не подходят для создания современных миниатюрных электронных устройств;
— выводные радиодетали дороже в производстве;
— печатная плата для DIP-монтажа также обходится дороже из-за необходимости сверления множества отверстий;
— DIP-монтаж сложно автоматизировать: в большинстве случаях даже на крупных заводах по производству электронику установку и пайку DIP-деталей приходится выполнять вручную. Это очень дорого и долго.
Поэтому DIP-монтаж при производстве современной электроники практически не используется, и на смену ему пришёл так называемый SMD-процесс, являющийся стандартом сегодняшнего дня. Поэтому любой радиолюбитель должен иметь о нём хотя бы общее представление.
SMD компоненты (чип-компоненты) — это компоненты электронной схемы, нанесённые на печатную плату с использованием технологии монтирования на поверхность — SMT технологии (англ. surface mount technology).Т.е все электронные элементы, которые «закреплены» на плате таким способом, носят название SMD компонентов (англ. surface mounted device). Процесс монтажа и пайки чип-компонентов правильно называть SMT-процессом. Говорить «SMD-монтаж» не совсем корректно, но в России прижился именно такой вариант названия техпроцесса, поэтому и мы будем говорить так же.
На рис. 2. показан участок платы SMD-монтажа. Такая же плата, выполненная на DIP-элементах, будет иметь в несколько раз большие габариты.

SMD монтаж имеет неоспоримые преимущества:
Радиодетали дешёвы в производстве и могут быть сколь угодно миниатюрны;
— печатные платы также обходятся дешевле из-за отсутствия множественной сверловки;
— монтаж легко автоматизировать: установку и пайку компонентов производят специальные роботы. Также отсутствует такая технологическая операция, как обрезка выводов.
SMD-резисторы
Знакомство с чип-компонентами логичнее всего начать с резисторов, как с самых простых и массовых радиодеталей.
SMD-резистор по своим физическим свойствам аналогичен уже изученному нами «обычному», выводному варианту. Все его физические параметры (сопротивление, точность, мощность) точно такие же, только корпус другой. Это же правило относится и ко всем другим SMD-компонентам.

Рис. 3. ЧИП-резисторы
Типоразмеры SMD-резисторов
Мы уже знаем, что выводные резисторы имеют определённую сетку стандартных типоразмеров, зависящих от их мощности: 0,125W, 0,25W, 0,5W, 1W и т.п.
Стандартная сетка типоразмеров имеется и у чип-резисторов, только в этом случае типоразмер обозначается кодом из четырёх цифр: 0402, 0603, 0805, 1206 и т.п.
Основные типоразмеры резисторов и их технические характеристики приведены на рис.4.

Рис. 4 Основные типоразмеры и параметры чип-резисторов
Маркировка SMD-резисторов
Резисторы маркируются кодом на корпусе.
Если в коде три или четыре цифры, то последняя цифра означает количество нулей, На рис. 5. резистор с кодом «223» имеет такое сопротивление: 22 (и три нуля справа) Ом = 22000 Ом = 22 кОм. Резистор с кодом «8202» имеет сопротивление: 820 (и два нуля справа) Ом = 82000 Ом = 82 кОм.
В некоторых случаях маркировка цифробуквенная. Например, резистор с кодом 4R7 имеет сопротивление 4.7 Ом, а резистор с кодом 0R22 – 0.22 Ом (здесь буква R является знаком-разделителем).
Встречаются и резисторы нулевого сопротивления, или резисторы-перемычки. Часто они используются как предохранители.
Конечно, можно не запоминать систему кодового обозначения, а просто измерить сопротивление резистора мультиметром.

Рис. 5 Маркировка чип-резисторов
Керамические SMD-конденсаторы
Внешне SMD-конденсаторы очень похожи на резисторы (см. рис.6.). Есть только одна проблема: код ёмкости на них не нанесён, поэтому единственный способ ёё определения – измерение с помощью мультиметра, имеющего режим измерения ёмкости.
SMD-конденсаторы также выпускаются в стандартных типоразмерах, как правило, аналогичных типоразмерам резисторов (см. выше).

Рис. 6. Керамические SMD-конденсаторы
Электролитические SMS-конденсаторы

Рис.7. Электролитические SMS-конденсаторы
Эти конденсаторы похожи на своих выводных собратьев, и маркировка на них обычно явная: ёмкость и рабочее напряжение. Полоской на «шляпке» конденсатора маркируется его минусовой вывод.
SMD-транзисторы

Транзисторы мелкие, поэтому написать на них их полное наименование не получается. Ограничиваются кодовой маркировкой, причём какого-то международного стандарта обозначений нет. Например, код 1E может обозначать тип транзистора BC847A, а может – какого-нибудь другого. Но это обстоятельство абсолютно не беспокоит ни производителей, ни рядовых потребителей электроники. Сложности могут возникнуть только при ремонте. Определить тип транзистора, установленного на печатную плату, без документации производителя на эту плату иногда бывает очень сложно.
SMD-диоды и SMD-светодиоды
Фотографии некоторых диодов приведены на рисунке ниже:

Рис.9. SMD-диоды и SMD-светодиоды
На корпусе диода обязательно указывается полярность в виде полосы ближе к одному из краев. Обычно полосой маркируется вывод катода.
SMD-cветодиод тоже имеет полярность, которая обозначается либо точкой вблизи одного из выводов, либо ещё каким-то образом (подробно об этом можно узнать в документации производителя компонента).
Определить тип SMD-диода или светодиода, как и в случае с транзистором, сложно: на корпусе диода выштамповывается малоинформативный код, а на корпусе светодиода чаще всего вообще нет никаких меток, кроме метки полярности. Разработчики и производители современной электроники мало заботятся о её ремонтопригодности. Подразумевается, что ремонтировать печатную плату будет сервисный инженер, имеющий полную документацию на конкретное изделие. В такой документации чётко описано, на каком месте печатной платы установлен тот или иной компонент.
Установка и пайка SMD-компонентов
SMD-монтаж оптимизирован в первую очередь для автоматической сборки специальными промышленными роботами. Но любительские радиолюбительские конструкции также вполне могут выполняться на чип-компонентах: при достаточной аккуратности и внимательности паять детали размером с рисовое зёрнышко можно самым обычным паяльником, нужно знать только некоторые тонкости.
Но это тема для отдельного большого урока, поэтому подробнее об автоматическом и ручном SMD-монтаже будет рассказано отдельно.
- Введение
- Корпуса SMD компонентов
- Типоразмеры SMD компонентов
- SMD резисторы
- SMD конденсаторы
- SMD катушки и дроссели
- SMD транзисторы
- Маркировка SMD компонентов
- Пайка SMD компонентов
Введение
Современному радиолюбителю сейчас доступны не только обычные компоненты с выводами, но и такие маленькие, темненькие, на которых не понять что написано, детали. Они называются «SMD». По-русски это значит «компоненты поверхностного монтажа». Их главное преимущество в том, что они позволяют промышленности собирать платы с помощью роботов, которые с огромной скоростью расставляют SMD-компоненты по своим местам на печатных платах, а затем массово «запекают» и на выходе получают смонтированные печатные платы. На долю человека остаются те операции, которые робот не может выполнить. Пока не может.
Применение чип-компонентов в радиолюбительской практике тоже возможно, даже нужно, так как позволяет уменьшить вес, размер и стоимость готового изделия. Да ещё и сверлить практически не придётся.
Для тех, кто впервые столкнулся с SMD-компонентами естественным является смятение. Как разобраться в их многообразии: где резистор, а где конденсатор или транзистор, каких они бывают размеров, какие корпуса smd-деталей существуют? На все эти вопросы ты найдешь ответы ниже. Читай, пригодится!
Корпуса чип-компонентов
Достаточно условно все компоненты поверхностного монтажа можно разбить на группы по количеству выводов и размеру корпуса:
| выводы/размер | Очень-очень маленькие | Очень маленькие | Маленькие | Средние |
| 2 вывода | SOD962 (DSN0603-2) , WLCSP2*, SOD882 (DFN1106-2) , SOD882D (DFN1106D-2) , SOD523, SOD1608 (DFN1608D-2) | SOD323, SOD328 | SOD123F, SOD123W | SOD128 |
| 3 вывода | SOT883B (DFN1006B-3) , SOT883, SOT663, SOT416 | SOT323, SOT1061 (DFN2020-3) | SOT23 | SOT89, DPAK (TO-252) , D2PAK (TO-263) , D3PAK (TO-268) |
| 4-5 выводов | WLCSP4*, SOT1194, WLCSP5*, SOT665 | SOT353 | SOT143B, SOT753 | SOT223, POWER-SO8 |
| 6-8 выводов | SOT1202, SOT891, SOT886, SOT666, WLCSP6* | SOT363, SOT1220 (DFN2020MD-6) , SOT1118 (DFN2020-6) | SOT457, SOT505 | SOT873-1 (DFN3333-8), SOT96 |
| > 8 выводов | WLCSP9*, SOT1157 (DFN17-12-8) , SOT983 (DFN1714U-8) | WLCSP16*, SOT1178 (DFN2110-9) , WLCSP24* | SOT1176 (DFN2510A-10) , SOT1158 (DFN2512-12) , SOT1156 (DFN2521-12) | SOT552, SOT617 (DFN5050-32) , SOT510 |
Конечно, корпуса в таблице указаны далеко не все, так как реальная промышленность выпускает компоненты в новых корпусах быстрее, чем органы стандартизации поспевают за ними.
Корпуса SMD-компонентов могут быть как с выводами, так и без них. Если выводов нет, то на корпусе есть контактные площадки либо небольшие шарики припоя (BGA). Также в зависимости от фирмы-производителя детали могут могут различаться маркировкой и габаритами. Например, у конденсаторов может различаться высота.

Большинство корпусов SMD-компонентов предназначены для монтажа с помощью специального оборудования, которое радиолюбители не имеют и врядли когда-нибудь будет иметь. Связано это с технологией пайки таких компонентов. Конечно, при определённом упорстве и фанатизме можно и в домашних условиях паять .
Типы корпусов SMD по названиям
| Название | Расшифровка | кол-во выводов |
| SOT | small outline transistor | 3 |
| SOD | small outline diode | 2 |
| SOIC | small outline integrated circuit | >4, в две линии по бокам |
| TSOP | thin outline package (тонкий SOIC) | >4, в две линии по бокам |
| SSOP | усаженый SOIC | >4, в две линии по бокам |
| TSSOP | тонкий усаженный SOIC | >4, в две линии по бокам |
| QSOP | SOIC четвертного размера | >4, в две линии по бокам |
| VSOP | QSOP ещё меньшего размера | >4, в две линии по бокам |
| PLCC | ИС в пластиковом корпусе с выводами, загнутыми под корпус с виде буквы J | >4, в четыре линии по бокам |
| CLCC | ИС в керамическом корпусе с выводами, загнутыми под корпус с виде буквы J | >4, в четыре линии по бокам |
| QFP | квадратный плоский корпус | >4, в четыре линии по бокам |
| LQFP | низкопрофильный QFP | >4, в четыре линии по бокам |
| PQFP | пластиковый QFP | >4, в четыре линии по бокам |
| CQFP | керамический QFP | >4, в четыре линии по бокам |
| TQFP | тоньше QFP | >4, в четыре линии по бокам |
| PQFN | силовой QFP без выводов с площадкой под радиатор | >4, в четыре линии по бокам |
| BGA | Ball grid array. Массив шариков вместо выводов | массив выводов |
| LFBGA | низкопрофильный FBGA | массив выводов |
| CGA | корпус с входными и выходными выводами из тугоплавкого припоя | массив выводов |
| CCGA | СGA в керамическом корпусе | массив выводов |
| μBGA | микро BGA | массив выводов |
| FCBGA | Flip-chip ball grid array. М ассив шариков на подложке, к которой припаян кристалл с теплоотводом | массив выводов |
| LLP | безвыводной корпус |
Из всего этого зоопарка чип-компонентов для применения в любительских целях могут сгодиться: чип-резисторы, чип-конденсаторы, чип-индуктивности, чип-диоды и транзисторы, светодиоды, стабилитроны, некоторые микросхемы в SOIC корпусах. Конденсаторы обычно выглядят как простые параллелипипеды или маленькие бочонки. Бочонки — это электролитические, а параллелипипеды скорей всего будут танталовыми или керамическими конденсаторами.

Типоразмеры SMD-компонентов
Чип-компоненты одного номинала могут иметь разные габариты. Габариты SMD-компонента определяются по его «типоразмеру». Например, чип-резисторы имеют типоразмеры от «0201» до «2512». Этими четырьмя цифрами закодированы ширина и длина чип-резистора в дюймах. Ниже в таблицах можно посмотреть типоразмеры в миллиметрах.
smd резисторы

| Прямоугольные чип-резисторы и керамические конденсаторы | |||||
| Типоразмер | L, мм (дюйм) | W, мм (дюйм) | H, мм (дюйм) | A, мм | Вт |
| 0201 | 0.6 (0.02) | 0.3 (0.01) | 0.23 (0.01) | 0.13 | 1/20 |
| 0402 | 1.0 (0.04) | 0.5 (0.01) | 0.35 (0.014) | 0.25 | 1/16 |
| 0603 | 1.6 (0.06) | 0.8 (0.03) | 0.45 (0.018) | 0.3 | 1/10 |
| 0805 | 2.0 (0.08) | 1.2 (0.05) | 0.4 (0.018) | 0.4 | 1/8 |
| 1206 | 3.2 (0.12) | 1.6 (0.06) | 0.5 (0.022) | 0.5 | 1/4 |
| 1210 | 5.0 (0.12) | 2.5 (0.10) | 0.55 (0.022) | 0.5 | 1/2 |
| 1218 | 5.0 (0.12) | 2.5 (0.18) | 0.55 (0.022) | 0.5 | 1 |
| 2010 | 5.0 (0.20) | 2.5 (0.10) | 0.55 (0.024) | 0.5 | 3/4 |
| 2512 | 6.35 (0.25) | 3.2 (0.12) | 0.55 (0.024) | 0.5 | 1 |
| Цилиндрические чип-резисторы и диоды | |||||
| Типоразмер | Ø, мм (дюйм) | L, мм (дюйм) | Вт | ||
| 0102 | 1.1 (0.01) | 2.2 (0.02) | 1/4 | ||
| 0204 | 1.4 (0.02) | 3.6 (0.04) | 1/2 | ||
| 0207 | 2.2 (0.02) | 5.8 (0.07) | 1 | ||
smd конденсаторы
Керамические чип-конденсаторы совпадают по типоразмеру с чип-резисторами, а вот танталовые чип-конденсаторы имеют своют систему типоразмеров:

| Танталовые конденсаторы | |||||
| Типоразмер | L, мм (дюйм) | W, мм (дюйм) | T, мм (дюйм) | B, мм | A, мм |
| A | 3.2 (0.126) | 1.6 (0.063) | 1.6 (0.063) | 1.2 | 0.8 |
| B | 3.5 (0.138) | 2.8 (0.110) | 1.9 (0.075) | 2.2 | 0.8 |
| C | 6.0 (0.236) | 3.2 (0.126) | 2.5 (0.098) | 2.2 | 1.3 |
| D | 7.3 (0.287) | 4.3 (0.170) | 2.8 (0.110) | 2.4 | 1.3 |
| E | 7.3 (0.287) | 4.3 (0.170) | 4.0 (0.158) | 2.4 | 1.2 |
smd катушки индуктивности и дроссели
Индуктивности встречаются во множестве видов корпусов, но корпуса подчиняются все тому же закону типоразмеров. Это облегачает автоматический монтаж. Да и нам, радиолюбителям, позволяет легче ориентироваться.
Всякие катушки, дроссели и трансформаторы называются «моточные изделия». Обычно мы их мотаем сами, но иногда можно и прикупить готовые изделия. Тем более, если требуются SMD варианты, которые выпускаются со множестом бонусов: магнитное экранирование корпуса, компактность, закрытый или открытый корпус, высокая добротность, электромагнитное экранирование, широкий диапазон рабочих температур.

Подбирать требующуюся катушку лучше по каталогам и требуемому типоразмеру. Типоразмеры, как и для чип-резисторов задаются спомощью кода из четырех чисел (0805). При этом «08» обозначает длину, а «05» ширину в дюймах. Реальный размер такого SMD-компонента будет 0.08х0.05 дюйма.
smd диоды и стабилитроны
Диоды могут быть как в цилиндрических корпусах, так и в корпусах в виде небольших параллелипипедов. Цилиндрические корпуса диодов чаще всего предсавтлены корпусами MiniMELF (SOD80 / DO213AA / LL34) или MELF (DO213AB / LL41). Типоразмеры у них задаются также как у катушек, резисторов, конденсаторов.

| Диоды, стабилитроны, конденсаторы, резисторы | |||||
| Тип корпуса | L* (мм) | D* (мм) | F* (мм) | S* (мм) | Примечание |
| DO-213AA (SOD80) | 3.5 | 1.65 | 048 | 0.03 | JEDEC |
| DO-213AB (MELF) | 5.0 | 2.52 | 0.48 | 0.03 | JEDEC |
| DO-213AC | 3.45 | 1.4 | 0.42 | — | JEDEC |
| ERD03LL | 1.6 | 1.0 | 0.2 | 0.05 | PANASONIC |
| ER021L | 2.0 | 1.25 | 0.3 | 0.07 | PANASONIC |
| ERSM | 5.9 | 2.2 | 0.6 | 0.15 | PANASONIC, ГОСТ Р1-11 |
| MELF | 5.0 | 2.5 | 0.5 | 0.1 | CENTS |
| SOD80 (miniMELF) | 3.5 | 1.6 | 0.3 | 0.075 | PHILIPS |
| SOD80C | 3.6 | 1.52 | 0.3 | 0.075 | PHILIPS |
| SOD87 | 3.5 | 2.05 | 0.3 | 0.075 | PHILIPS |
smd транзисторы
Транзисторы для поверхностного монтажа могут быть также малой, средней и большой мощности. Они также имеют соответствующие корпуса. Корпуса транзисторов можно условно разбить на две группы: SOT, DPAK.

Хочу обратить внимание, что в таких корпусах могут быть также сборки из нескольких компонентов, а не только транзисторы. Например, диодные сборки.
Маркировка SMD-компонентов
Мне иногда кажется, что маркировка современных электронных компонентов превратилась в целую науку, подобную истории или археологии, так как, чтобы разобраться какой компонент установлен на плату иногда приходитсяпровести целый анализ окружающих его элементов. В этом плане советские выводные компоненты, на которых текстом писался номинал и модель были просто мечтой для любителя, так как не надо было ворошить груды справочников, чтобы разобраться, что это за детали.
Причина кроется в автоматизации процесса сборки. SMD компоненты устанавливаются роботами, в которых установлены сециальные бабины (подобные некогда бабинам с магнитными лентами), в которых расположены чип-компоненты. Роботу все равно, что там в бабине и есть ли у деталей маркировка. Маркировка нужна человеку.
Пайка чип-компонентов
В домашних условиях чип-компоненты можно паять только до определённых размеров, более-менее комфортным для ручного монтажа считается типоразмер 0805. Более миниатюрные компоненты паяются уже с помощью печки. При этом для качественной пропайки в домашних условиях следует соблюдать целый комплекс мер.
Частотные преобразователи немецкого производителя Lenze разработаны для массового применения, для той части применений, где двигатели уже нуждаются в регулировании, но еще нет недорогих и практичных решений. Lenze как раз и заполнили эту часть рынка. Достаточно всего одного примера: конвейер. Это механизм, который должен плавно набирать скорость и плавно останавливаться.
До сих пор он требовал или сложной кинематики, или привода постоянного тока, или приходилось мириться с его резкими толчками. Применение частотного преобразователя Lenze полностью решает проблему. При простом механизме легко обеспечить высокие характеристики машин в широком диапазоне мощностей. Достаточно сделать настройку преобразователя.
Принципы работы
В предыдущие годы схемотехника частотных преобразователей не позволяла таких возможностей, какие имеются сегодня. Современные содержат на входе одно- или трехфазный выпрямитель (однофазный у моделей небольшой мощности), затем емкостный фильтр, а на выходе – трехфазный мост на ключах.
Эти ключи дают возможность переключать значительные токи с высокой модулирующей частотой, формируя синусоиды с частотами практически от 0 до сотен Гц. Теоретически это дает возможность раскручивать асинхронные двигатели до 6000 об/мин, а на практике в 2-3 раза. Возможно осуществлять , в том числе и длительное, если подключить внешние тормозные резисторы для тормозного тока.
Преобразователи серии smd рассчитаны на обычное управление по линейному или квадратичному закону V/f, а в tmd применяется векторное управление.
Характеристики преобразователя Lenze 8200 SMD
Он предназначен для работы с асинхронными двигателями в широком диапазоне мощностей. Это изделие разрабатывалось для регулирования привода по линейной или квадратичной функции. Преобразователь не использует векторного управления.
Рисунок: схема lenze smd.
Для подавляющего большинства простых операций с двигателями малой и небольшой мощности при небольших нагрузках этого и не требуется. Гораздо выше ценятся: простота настройки, удобство обслуживания, малые габариты преобразователя. Все это lenze smd предлагает своему потребителю в полной мере:
- регулирование скорости;
- изменение направления вращения;
- раздельная настройка ускорения и торможения;
- защита и безопасность;
- малые вес и размеры;
- возможность перегрузки в 1.5 раз до одной минуты.
Характеристики преобразователя Lenze 8200 TMD
Этот преобразователь предназначен для работы с асинхронными двигателями, установленными в механизмах, где предпочтителен векторный или моментный способ управления.
Пайка компонентов 0201. Слабонервных просьба удалиться от экранов
У меня ранее уже была статья на похожую тему «Ручной монтаж сложных плат на компонентах 0402, 0603, QFN, LQFP и THT». Я кратко показал, как можно запаивать довольно сложные платы, с большим количеством компонентов, с помощью пинцета и фена. До недавнего времени, я ни разу не разрабатывал платы с пассивом 0201, но все когда-то бывает в первый раз.
Типоразмеры
Для начала, давайте определимся с типоразмерами пассивных компонентов. Будем говорить только о резисторах и конденсаторах, так как их обычно больше всего на платах и их сложнее всего устанавливать вручную.
В своих проектах я все чаще стал переходить на 0402, так как это позволяет делать более плотную компоновку и оставлять место на верхних слоях для полигонов и проводников.

Рис.1. Резисторы 0603, 0402 и 0201.
Я сфотографировал три ленты (Рис.1.) с различными типоразмерами резисторов, чтобы можно было визуально их сравнить.
Метрические размеры резисторов Yageo:
- 0603 – 1,6х0,8мм;
- 0402 – 1,0х0,5мм;
- 0201 – 0,6х0,3мм.
Инструменты
За более чем десять лет разработки плат и пайки своих макетов я стал больше внимания уделять инструментам. Их не обязательно должно быть много, но они должны быть «подходящими». Я не стал размещать фотографии, кому интересно, можете погуглить. Информация дана не ради рекламы, а для понимания какой инструмент можно использовать.
Пинцет. Первые три года я использовал пинцет «ProsKit 1pk-101t». Тогда я ставил компоненты 1206, 0805 и 0603. После этого, в течение пяти лет я использовал «VETUS ESD-10», устанавливая им еще и 0402 компоненты. Он немного мягче первого и такой же по размерам. Последние несколько лет у меня два одинаковых «goothelp gt-11ESD». Это узкий, удлиненный, мягкий экземпляр и разводится всего на 8мм (он на титульном фото к статье). Только им я смог нормально захватить 0201. Помимо этого набора пинцетов (они сохранились у меня все), я использую «goot TS-13», широкий, для захвата больших компонентов (микросхемы, индуктивности и т.д.). Были различные промежуточные, но они не достойны внимания.
Паяльная станция у меня одна уже на протяжении семи лет, даже не помню какая была до этого. «Lukey 852D+».
Паяльная паста «SolderPlus 7020199 62NCLR-A». Флюс «FluxPlus 7019074 6-412-A». Их я смешиваю примерно 1:1 и наношу получившуюся смесь на контактные площадки компонентов с помощью шприца.
Расстановка компонентов на плату
С инструментом разобрались. Теперь немного об Altium и как он нам поможет в расстановке. Я использую свою библиотеку компонентов и частично рассказывал о необходимых полях в другой своей статье «Разработка модуля на iMX8. Особенности переноса трассировки.». Итак, если все необходимые поля у компонентов присутствуют, то задача упрощается. Нажимаем ПКМ на компоненте и выбираем пункт меню Find Similar Objects.

Рис.2. Поиск компонентов на плате
В появившемся окне ставим фильтры по слою, номиналу и посадочному месту. Нажимаем кнопку ОК и видим, что все необходимые компоненты выделены. Теперь мы знаем их расположение на плате. Важно перейти на слой шелкографии (кнопки + и – на клавиатуре), чтобы увидеть подписи к компонентам, так будет еще проще.

Рис.3. Выделенные компоненты
После этого можно начинать расставлять компоненты. Я обычно ставлю сначала ту сторону (если плата с двухсторонним монтажом), на которой есть большие разъемы. После того, как я запаяю всю сторону, можно переворачивать плату и не бояться, что компоненты сдвинутся при запаивании второй стороны (можно использовать захваты для плат). Сначала я ставил пассив 0201 и 0402, затем 0603 и индуктивности. После этого можно ставить QFN и все остальное.

Рис.4. Запаивание компонентов (а)

Рис.5. Запаивание компонентов (б)
После того как все компоненты расставлены, я их пропаиваю феном за один раз, параллельно выравнивая.
BGA устанавливаю после того, как все остальное уже запаяно и плата отмыта от флюса. Мою в ультразвуковой ванне либо спиртом, либо отмывочной жидкостью.

Рис.6. Установленные 0603, 0402 и 0201
По плате видно, что плотность монтажа невысокая. Если постараться, можно было бы уместить 0402 вместо 0201, но в некоторых местах на плате это было бы сложно и, скорее всего, в ущерб трассировке. Это, так сказать, проба пера, чтобы понимать насколько это трудоемко и стоит ли в будущем использовать такие типоразмеры в проектах.
Заключение
Не буду утверждать, что данный способ является самым простым. Ручная пайка актуальна только на макетных образцах, когда речь не идет о серийности изделий. Несколько раз мы паяли макеты на производстве и один раз столкнулись с тем, что были запаяны не те номиналы резисторов 0402 (они не имеют маркировки). Проблему искали несколько дней, так как на плате было более 2000 компонентов и сбои в работе изделия были не регулярны. В этом случае, сначала начинаешь искать проблему в схемотехнике и трассировке и не подозреваешь что проблема совершенно в другом. Вероятность ошибки при ручной пайке (именно этим способом) минимальна, так как ставится сразу группа компонентов и даже если я ошибусь с установкой одного номинала, ошибка будет найдена, когда я буду ставить другой. Скажу больше, ни разу не было ошибок в расстановке при ручной пайке. Отлаженное производство на заводе, конечно, не даст ошибок, но при пайке макетного образца очень важно знать, что все компоненты на своих местах, иначе можно потратить куда больше времени на поиск несуществующей проблемы.
Если нужны еще какие-то нюансы — спрашивайте!
Спасибо за внимание и до скорых встреч!
- Производство и разработка электроники
- DIY или Сделай сам
Оптимизация параметров процесса пайки оплавлением компонентов 0201 в массовом производстве
Результаты исследований, представленные в этой статье, помогут решить ряд проблем, связанных с пайкой оплавлением компонентов типоразмера 0201 при массовых объемах производства. Основные параметры, принимаемые во внимание в рамках данного исследования, включают в себя конструкцию контактной площадки (КП), трафарета, расстояние между соседними ЭК, их ориентацию, тип флюса и атмосферу при пайке оплавлением. В качестве главных результатов эксперимента выступали выход годных и качество сборки. При определении выхода годных учитывались такие дефекты сборки, как эффект «надгробного камня», припойные перемычки, шарики припоя. Качество процесса сборки определялось по форме паяного соединения, его внешнему виду и объему (недопустимо малое, допустимое либо недопустимо высокое). Отмечено, что сочетание типа флюса и атмосферы при пайке оказывает наибольшее влияние на количество появляющихся при сборке дефектов. Лучшие показатели по выходу годных продемонстрировали платы, собранные с применением паяльной пасты с флюсом, не требующим отмывки, в воздушной атмосфере при наибольшей устойчивости к варьированию размеров КП. Наоборот, процессы сборки с пастой, не требующей отмывки, в азотной атмосфере при пайке обнаружили наибольшее число дефектов и были наиболее чувствительны к изменениям конструкции КП.
Введеиие
Развитие технологии поверхностного монтажа сопровождает постоянное уменьшение размеров и веса электронных изделий. Уменьшение размеров как пассивных, так и активных ЭК в сочетании с развитием технологии производства печатных плат ведет к созданию миниатюрных, легких и более производительных конечных изделий. В течение целого ряда лет преобладало использование компонентов типоразмеров 0603 и 0402. Эти типоразмеры с успехом используются при больших объемах производства с очень высоким процентом выхода годных. Однако внедрение ЭК 0201 в устройствах с высокой плотностью компоновки, размер которых составляет примерно одну четвертую от 0402, способно серьезно снизить надежность процесса и уменьшить выход годных. В данной статье представлены результаты исследования, цель которого — определить влияние отдельных параметров сборки и конструкции платы на выход годных при пайке таких компонентов методом оплавления в массовом производстве.
Для определения оптимальной конструкции КП проводился полнофакторный эксперимент по 27 различным типоразмерам КП (3 уровня варьирования значений расстояния между КП, ширины и длины КП). С каждым типоразмером КП тестировались трафареты с пятью различными конструкциями апертур. Флюсы, не требующие отмывки, и водосмывае-мые флюсы исследовались при пайке как в воздушной, так и в азотной атмосфере. Расстояние между соседними ЭК исследовалось на четырех уровнях без поворота и при повороте 90°. Основными фиксированными параметрами эксперимента являлись толщина трафарета, метод его изготовления, покрытие КП, тип паяльной маски, параметры процесса трафаретной печати, система монтажа компонентов, профиль и система оплавления. движущие факторы и параметры рынка для 0201-компонентов
В процессе продолжающейся миниатюризации бытовой электроники размер ЭК снизился с 1210 и 1206 в 1980-е гг. до 0402 и 0201 на рубеже веков. Основным движущим фактором являлось требование повышения производительности при снижении размеров корпусов и стоимости. На рисунке 1 показана эволюция мобильных телефонов в отношении их веса, размера и стоимости.
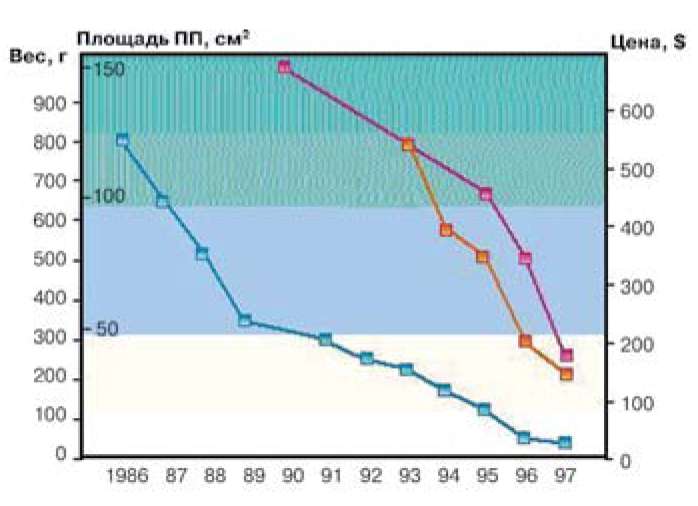
Рис. 1. Эволюция сотовых телефонов
Компоненты 0201 на 75% меньше, чем 0402, как по объему, так и по весу. Компоненты 0201 также занимают на 66% меньшую площадь на плате по сравнению с 0402. Благодаря этим компонентам возможно значительное снижение размеров, веса и объема переносных и портативных бытовых электронных изделий. На рисунке 2 показано сравнение типоразмеров ЭК 1206, 0805, 0603, 0402 и 0201.

Рис. 2. Сравнение типоразмеров ЭК
Материалы и сборочное оборудование для проведения теста
Для проведения эксперимента была разработана тестовая плата, содержащая как компоненты 0201, так и компоненты 0402. Рисунок 3 представляет собой фотографию тестовой платы для компонентов 0201.
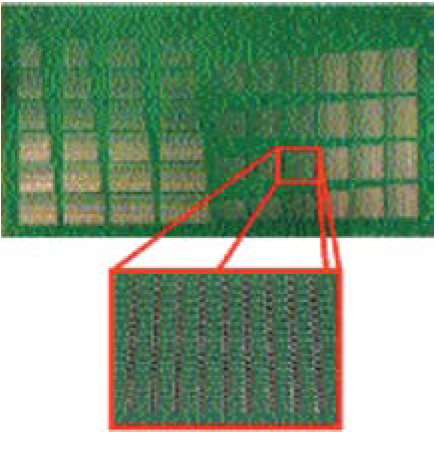
Рис. 3. Фотография тестовой платы для компонентов 0201
ПП — односторонняя, шириной 7,5″ (190,5 мм), длиной 12,5″ (317,5 мм), стандартной толщины 0,062» (~1,6 мм). Покрытие КП — чистая медь с покрытием Entek Plus (OSP). Для изготовления всех КП и проводящих дорожек использовалось медь толщиной 0,5 унции на 1 кв. фут (~0,018 мкм). Применялась паяльная маска Taiyo PRS4000. В процессе полнофакторного эксперимента использовались комбинации трех различных значений длины, ширины КП и расстояния между ними (как для компонентов 0201, так и для 0402), образующие 27 различных типоразмеров КП. Из 120 КП каждого типоразмера была составлена строка тестовой платы. Каждая строка была промаркирована трехбуквенным кодом, составленным на основе из таблицы 1, в которой перечислены размеры КП всех трех уровней для компонентов 0201.
Например, вариант типоразмера КП для компонента 0201 будет иметь обозначение АБО (ширина А = 0,012″ (~0,305 мм), длина Б = = 0,008″ (~0,203 мм), расстояние между площадками О = 0,009″ (~0,229 мм)). Исследовались четыре значения расстояния между соседними ЭК: 0,008″ (~0,203 мм), 0,012″ (~0,305 мм), 0,016″ (~0,406 мм) и 0,020″ (0,508 мм). Для исследования этого расстояния были выполнены блоки по 30 ЭК с фиксированным типоразмером КП. Все дорожки, подведенные к КП, выходили со сторон КП на торцах компонентов, что позволяло проводить исследование только расстояния между боковыми (не торцевыми) сторонами компонентов. Заполненная тестовая плата содержит 12 960 компонентов. Пояснения к размерной схеме КП для компонентов 0201 показаны на рисунке 4.
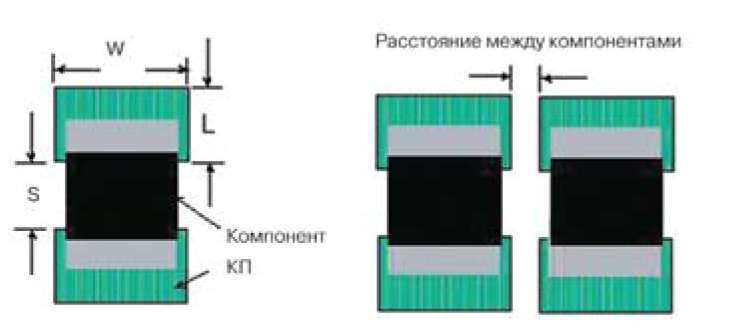
Рис. 4. Размерная схема КП
Тестовая плата была спроектирована как для ориентации ЭК без поворота, так и ориентации под 90° для всех типоразмеров. На рисунке 5 показана ориентация ЭК относительно направления движения ПП в печь оплавления.
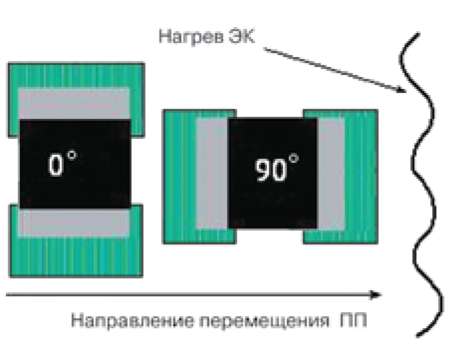
Рис. 5. Ориентация ЭК относительно направления перемещения ПП и печи оплавления
Трафаретная печать при эксперименте проводилась с использованием выполненного лазерной резкой трафарета из нержавеющей стали толщиной 0,005″ (0,127 мм). Рисунок 6 представляет собой фотографию апертур трафарета, предназначенного для нанесения пасты на КП типоразмера BEG.
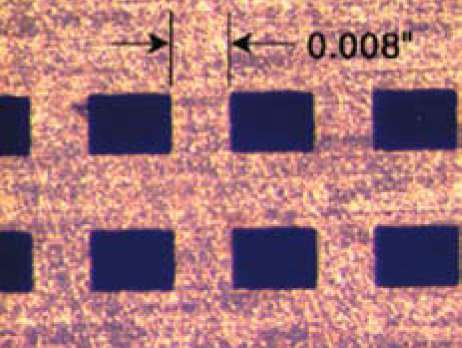
Рис. 6. Фото трафарета, выполненного лазерной резкой
Расстояние между апертурами трафарета составляет ~0,008» (~0,203 мм). Трафареты не были подвергнуты микротравлению, гальваническое финишное покрытие на них также не наносилось. Толщина 0,005″ (0,127 мм) была выбрана в качестве компромиссной величины между 0,004″ (~0,1 мм) и 0,006″ (~0,15 мм). Более тонкий 0,004″ (~0,1 мм) трафарет облегчит отделение отпечатков пасты от апертур для компонентов 0201, но одновременно естественным образом уменьшит объем наносимой пасты для других SMD-компонентов, которые обычно встречаются в большинстве устройств. Трафарет толщиной 0,006″ (~0,15 мм) не был выбран по причине неприемлемого качества прохождения пасты через апертуры, которое имело бы место для компонентов 0201. Металлическая маска была размещена с выравниванием по центру трафаретной рамы размером 29″ х 29″ (736,6 х 736,6 мм). Для проекта было изготовлено два трафарета. Трафарет 1 был разработан для первого (отфильтровывающего) эксперимента. Тестировались пять различных апертур трафарета для каждого типоразмера КП. Трафарет 2 был сделан по результатам эксперимента с трафаретом 1. Для каждого типоразмера КП использовался только один размер апертуры трафарета 2. Таблица 2 содержит размер апертуры трафарета, расстояние между отпечатками пасты (апертурами трафарета) и расположение апертур для трафарета 2. На рисунке 7 изображены три различных вида расположения апертур трафарета относительно центра ЭК, которые использовались при эксперименте.
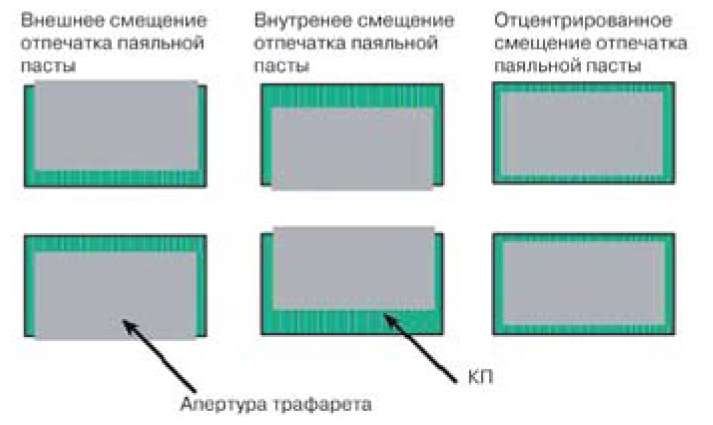
Рис. 7. Расположение апертур трафарета по отношению к КП
Таблица 1. Матрица размеров КП для компонентов 0201