Wps сварка что такое
What is Welding Procedure Specification (WPS)?
Dive into the world of precision, where each weld matters! Introducing the Welding Procedure Specification (WPS) — your trusted guide in any welding job. We will help you to understand some other welding procedures also — WPQR (Welding Procedure Qualification Record) and PQR (Procedure Qualification Record). By the end of the article, we will explore the relationship between all these welding procedures.
Welding Procedure Specification (WPS) is a vital document in welding operations that outlines the specific welding procedures to be followed for a particular welding job. The WPS serves as a guide for welders, supervisors, inspectors, and quality control personnel in ensuring that welding is performed consistently and to the required standard.
Welding procedures involve many variables such as welding position, base metal thickness, filler metal, welding parameters, preheating, and post-weld heat treatment, among others. The WPS documents all these variables to ensure that welding is carried out in a standardized manner. It also specifies the acceptance criteria for the welds, which is usually determined by applicable codes and standards.
A WPS is typically developed by a welding engineer or qualified welding personnel, who evaluates the welding requirements and prepares a comprehensive document that provides a clear and concise procedure to follow. The WPS includes information on the type of welding process, such as Shielded Metal Arc Welding (SMAW), Gas Tungsten Arc Welding (GTAW), Gas Metal Arc Welding (GMAW), or Flux-Cored Arc Welding (FCAW), and the specific parameters that must be followed for each process.
What is a Prequalified Welding Procedure Specification?
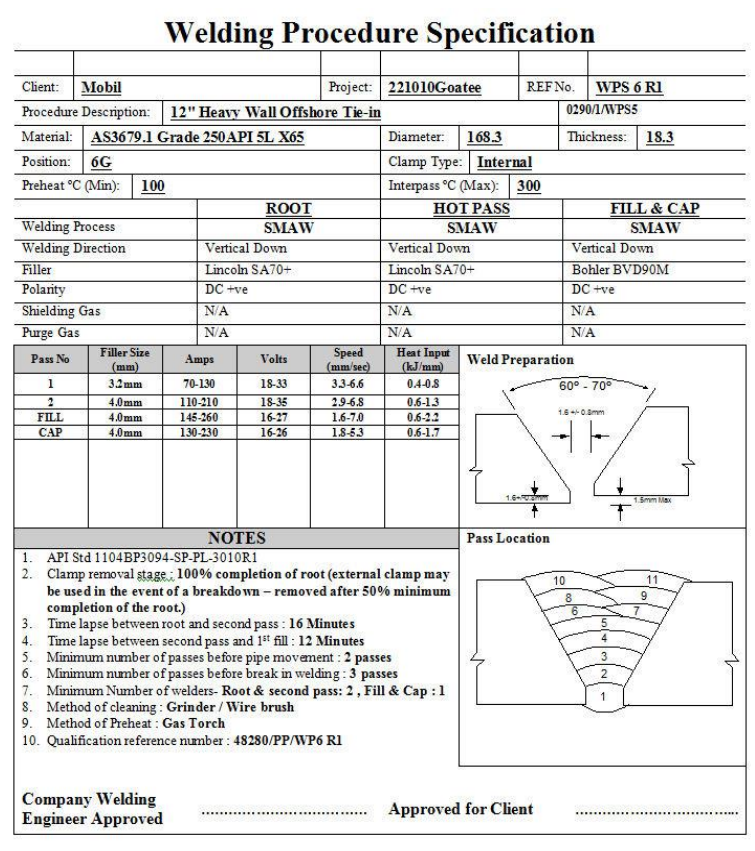
Example of Welding Procedure Specification (WPS).
image credit: https://www.ohiogasassoc.org
A prequalified welding procedure specification (WPS) is a standardized document that provides guidelines for performing a specific welding task. A prequalified WPS means that it has been previously approved by a welding authority, such as the American Welding Society (AWS), without the need for additional testing.
Prequalified WPSs are typically used for relatively simple welding tasks that have been proven to be reliable and effective over time. This can include processes like shielded metal arc welding (SMAW), gas tungsten arc welding (GTAW), and gas metal arc welding (GMAW).
The benefit of using a prequalified WPS is that it can save time and resources in the welding process. Central to the WPS is the welding inspection, a key process ensuring procedure compliance and utmost quality. Welders can refer to prequalified WPSs to ensure that they are following the correct procedures and using the appropriate materials and equipment. This can help to ensure that the final welded product is of high quality and meets the necessary standards for safety and performance.
WPS, pWPS, WPQR, PQR, WPQ, WOPQ по сварке. Как не запутаться во всех этих аббревиатурах?
WPS, pWPS, WPQR (PQR), WPQ, WOPQ по сварке это документы, которые гарантируют повторяемость получение качественного сварного соединения за счет стандартизации процесса. В данной статье мы подробно рассмотрим какой тайный смысл скрывается за всеми этими буквами, что в дальнейшем поможет добиться качественных сварных швов руководителям, инженерам и сварщикам.

Главной целью любой компании является создание высококачественной продукции с длительным сроком эксплуатации. Независимо от того насколько опытен сварщик, который непосредственно производит сварку изделия, не стоит полагаться только на его умения и навыки при выборе способа и режимов, сварочных материалов, формы разделки кромок и других параметров.
Для начала давайте произведем расшифровку всех этих сокращений:
| Аббревиатура | Название на английском | Перевод |
|---|---|---|
| WPS | Welding Procedure Specification | спецификация процесса сварки |
| pWPS | Preliminary Welding Procedure Specification | предварительная спецификация процесса сварки |
| WPQR | Welding Procedure Qualification Record | протокол аттестации процедуры сварки |
| PQR | ||
| WPQ | Welders Performance Qualifications | квалификационное испытание сварщика |
| WOPQ | Welding Operator Performance Qualifications | квалификационное испытание оператора сварочной установки |
Все вышеуказанные документы аттестации сварщиков и аттестации технологии сварки являются обязательными согласно множества международных нормативных документов, например:
- ISO 15612 Specification and qualification of welding procedures for metallic materials — Qualification by adoption of a standard welding procedure specification
- ГОСТ ISO 15609-1 Технические требования и аттестация процедур сварки металлических материалов. Дуговая сварка
- ГОСТ ISO 15609-2 Технические требования и аттестация процедур сварки металлических материалов. Газовая сварка
- ISO 15609-3 Specification and qualification of welding procedures for metallic materials — Welding procedure specification — Part 3: Electron beam welding
- ISO 15609-4 Specification and qualification of welding procedures for metallic materials — Welding procedure specification — Part 4: Laser beam welding
- ISO 15609-5 Specification and qualification of welding procedures for metallic materials — Welding procedure specification — Part 5: Resistance welding
- ISO 15609-6 Specification and qualification of welding procedures for metallic materials — Welding procedure specification — Part 6: Laser-arc hybrid welding
- ASME Section IX Welding, Brazing, and Fusing Qualifications
- EN 14730-1 Railway applications – Track – Aluminothermic welding of rails – part 1: Approval of welding processes
- AWS D1.1 Structural Welding Code – Steel
- AWS D1.2 Structural Welding Code — Aluminium
- AWS D1.6 Structural Welding Code – Stainless Steel
- DS/EN 13134 Brazing/hard soldering – procedure approval
На каждый сварочный процесс должна быть оформлена и утверждена WPS, сварка изделий допускается только при ее наличии
Подтверждение протокола сварки pWPS осуществляется путем изготовления пробного образца и оформлением протокола аттестации процедуры сварки WPQR.
WPQR или просто PQR — это гарантия того, что при соблюдении всех параметров, которые указаны в спецификации процесса сварки, будет получено качественное сварное соединение. При этом, к работе допускаются только сварщики, которые сдали квалификационные тесты и получили протокол квалификационных испытаний WPQ или операторы сварочных установок WOPQ.
WPQ, WOPQ – показывает, что сварщик понял и продемонстрировал навыки и умения при работе с данной WPS.
Последовательность данного процесса процесс можно отобразить следующей схемой

Перед запуском изделий в производство разрабатывается pWPS, сварка изделий осуществляется сварщиком, который имеет WPQ или WOPQ после подтверждения качества шва оформляется WPQR и утверждается WPS.
В зависимости от требований стандартов, при отсутствии аттестованных сварщиков допускается сначала проведение процедуры утверждения WPS с последующей аттестацией сварщиков по данной процедуре.

Что такое WPS?
Технические требования к процедуре сварки WPS окумент, который был аттестован в установленном порядке и содержит значения параметров процедуры сварки, обеспечивающие повторяемость ее выполнении в производстве.
Большинство терминов и определений в данной статье взято из ГОСТ Р ISO 15607.
Другими словами, WPS это предварительная спецификация процесса сварки (pWPS), которая прошла апробацию и подтверждена в результате чего оформлено WPQR
Подобно рецепту, процедура сварки дает сварщику четкие указания, при соблюдении которых гарантированно будет получено изделие, соответствующее всем требованиям отраслевых стандартов. WPS включает в себя подробную информацию, необходимую для получения качественного сварного соединения с гарантированными механическими свойствами.
Главной целью WPS является обеспечение повторяемости процесса и гарантированное получение качественного сварного соединения за счет соблюдения сварщиком всех параметров и режимов сварки.
Помимо всего прочего WPS включает информацию о необходимых материалах, требуемом оборудовании и инструменте, используемых приемах.
Как составлять WPS?
При составлении WPS необходимо понимать, что должен знать сварщик для выполнения данного сварного шва. Поэтому при написании WPS в первую очередь указывают:
- Способ сварки
- Материал, который будет свариваться
- Сварочные материалы (электроды, прутки, проволока).
- Тип сварного соединения и шва
- Толщина свариваемых деталей
- Конструкция соединения и последовательность сварки
- Положение при сварке
- Режимы
- Необходимость предварительного и сопутствующего нагрева
- Необходимость термической обработки
А потом уже шаг за шагом дополнять ее путем указания дополнительных параметров: величину поперечных колебаний, скорости нагрева и охлаждения, метод подготовки и очистки кромок и т.п.
После указания всех данных необходимо скрупулёзно пункт за пунктом их проанализировать, чтобы быть уверенным, что сварщик, который имеет соответствующую квалификацию, сможет сделать качественный шов руководствуясь данной WPS.

Что такое pWPS?
Предварительные технические требования к процедуре сварки pWPS документ, содержащий значения параметров процедуры сварки, которая должна быть аттестована.
WPS должна классифицироваться как pWPS до момента ее подтверждения и оформления PQR. Поскольку она не имеет отличий в форме и правилах оформления от WPS, мы не будем останавливаться на ней подробно.
Что такое WPQR или PQR?

Протокол аттестации процедуры сварки WPQR (PQR) протокол, содержащий все необходимые данные для аттестации предварительных технических требований (pWPS) к процедуре сварки.
Для того, чтобы подтвердить корректность данных указанных в pWPS проводят сварку образца и все необходимые испытания согласно требованиям стандарта. В PQR записываются только фактические значения размеров образца, параметров и режимов сварки, и остальных значения, которые являются важными для обеспечения качества изделия.
PQR сочетает в себе всю информацию, которая указана в pWPS и результаты разрушающего и неразрушающего контроля образца.
Каждая WPS должна быть подтверждена PQR, но стандарты на сварку имеют области распространения, которые позволяют не проводить сварку тестового образца для каждой WPS.
Чаще всего, благодаря области распространения значений, стандарты на сварку допускают обойтись сваркой и испытаниями, и оформлением одного протокола аттестации процедуры сварки PQR, который применим для множества WPS. На практике это выглядит следующим образом:
- Конструкция изготавливается из одной марки стали, но имеет сложную конфигурацию, сочетающую в себе сварку деталей разных толщин 3, 5, 7, 8, 10, 11 мм.
- Необходимо разработать pWPS для каждой толщины.
- В стандарте на сварку указано, что для данной марки стали область распространения толщины стенки от 3 до 30 мм.
- Благодаря области распространения нет необходимости сваривать образцы каждой толщины, а обойтись всего сваркой одного образца и оформлением PQR.
- Шесть WPS подтверждаются одним PQR.
Что такое WPQ?
Квалификационные испытания сварщика (WPQ) сертификат испытаний, который предоставляет информацию о том обладает ли сварщик необходимым опытом, умениями и знаниями для выполнения всех требований данного процесса сварки.
Для определения способен ли сварщик обеспечить качество сварного шва выполняя указания в процедуре сварке (WPS) проводят неразрушающий и разрушающий контроль сварного образца, который он изготовил. Методы и объемы контроля зависят от требований стандартов.
После прохождения всех испытаний сварщику выдается сертификат, подтверждающий его навыки.

Что такое WOPQ?
Прежде чем приступить к пояснению, что такое WOPQ необходимо уяснить что, согласно нормативным документам, имеются кардинальное отличие, которое отсутствует в системе аттестации сварочного производства НАКС, между сварщиком и оператором.
Сварщик лицо, выполняющее ручную или полуавтоматическую сварку.
Под термином «ручная сварка» необходимо понимать все способы, в которых процесс осуществляется непосредственно сварщиком вручную: покрытыми электродами, неплавящимся электродом, газовая, плазменная, лазерная и т.д.
Оператор сварки лицо управляющее сварочной установкой или автоматическим сварочным оборудованием (сварочный автомат, робот для сварки, орбитальная сварка и т.д.). Квалификационное испытание оператора сварочной установки (WOPQ) сертификат испытаний, который предоставляет информацию о том обладает ли оператор сварочной установки необходимым опытом, умениями и знаниями для выполнения всех требований данного процесса сварки
Для определения способен ли оператор правильно настраивать и управлять сварочной установкой производится изготовление образца и его последующие испытания. По результатам контроля оператору сварочной установки выдается сертификат свидетельствующее о его мастерстве.

Бланки WPS, WPQR, WPQ, WOPQ
Согласно требованиям большинства нормативных документов внешнее оформление и расположение элементов в бланке спецификации процесса сварки носит рекомендательный характер, и изготовитель сам вправе решать какое оформление они должны иметь. Самое главное – чтобы в документе были указаны все обязательные параметры, которые требуются в соответствии со стандартом.
Бланки документов, разработанные на основании требований ASME Section IX можно скачать по ссылкам ниже:
Подводя итог, необходимо сказать, что если впервые столкнуться со всеми этими понятиям, то наступает небольшой ступор. Но на самом деле все не так страшно, главное понимать, что согласно требованиям стандартов необходим аттестованный сварщики и технология. В отличии от НАКС, здесь не требуется обязательной аттестации руководителей сварочных работ и сварочного оборудования.
Wps сварка что такое
ГОСТ Р ИСО 15609-1-2009
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Технические требования и аттестация процедур сварки металлических материалов
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ПРОЦЕДУРЕ СВАРКИ
Specification and qualification of welding procedures for metallic materials. Welding procedure specification. Part 1. Arc welding
Дата введения 2010-07-01
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации — ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным учреждением «Научно-учебный центр «Сварка и контроль» при МГТУ им. Н.Э.Баумана (ФГУ НУЦСК при МГТУ им. Н.Э.Баумана), Национальным агентством контроля и сварки (НАКС) на основе собственного аутентичного перевода стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 «Сварка и родственные процессы»
4 Настоящий стандарт идентичен международному стандарту ИСО 15609-1:2004 «Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 1. Дуговая сварка» (ISO 15609-1:2004 «Specification and qualification of welding procedures for metallic materials — Welding procedure specification — Part 1: Arc welding»)
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении В
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Международный стандарт ИСО 15609-1:2004 разработан Техническим комитетом СЕН/ТК 121 «Сварка» Европейского комитета по стандартизации (СЕН), секретариат которого закреплен за ДИН (институт по стандартизации Германии), в сотрудничестве с Техническим комитетом ИСО/ТК 44 «Сварка и родственные процессы», подкомитетом ПК 10 «Унификация требований в области сварки металлов» в соответствии с Соглашением о техническом сотрудничестве ИСО и СЕН (Венское Соглашение).
ИСО 15609 состоит из следующих частей под общим наименованием «Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки»:
— часть 1. Дуговая сварка;
— часть 2. Газовая сварка;
— часть 3. Электронно-лучевая сварка;
— часть 4. Лазерная сварка;
— часть 5. Контактная сварка;
— часть 6. Лазерная наплавка.
Приложение ZA содержит перечень международных и европейских стандартов, эквиваленты которых не указаны в тексте.
1 Область применения
Настоящий стандарт устанавливает требования к содержанию технических требований к процедуре сварки для процессов дуговой сварки.
Настоящий стандарт является одним из стандартов серий, описанных в ЕН ИСО 15607, приложение А.
Параметры сварки, перечисленные в настоящем стандарте, влияют на качество сварного соединения.
2 Нормативные ссылки
Для применения настоящего стандарта необходимы нижеследующие ссылочные документы. Для датированных ссылок применяются только указанные редакции. Для недатированных ссылок применяется последнее издание документа (включая изменения).
ЕН 439 Сварочные материалы. Защитные газы для дуговой сварки и резки
ЕН 26848 Вольфрамовые электроды для дуговой сварки в защитном инертном газе и плазменной резки и сварки. Обозначения
ЕН ИСО 4063 Сварка и родственные процессы. Номенклатура и ссылочные номера процессов (ИСО 4063:1998)
ЕН ИСО 6947 Сварные швы. Рабочие положения. Определения углов наклона и поворота (ИСО 6947:1993)
ЕН ИСО 13916 Сварка. Руководство по измерению температуры предварительного нагрева, температуры перед выполнением очередного прохода сварки и по поддержанию температуры предварительного нагрева (ИСО 13916:1996)
ЕН ИСО 15607:2003 Технические требования и аттестация процедур сварки металлических материалов. Общие правила (ИСО 15607:2003)
ИСО/ТО 15608:2000 Сварка. Руководство по системе группирования металлических материалов
3 Термины и определения
В настоящем стандарте применены термины по ЕН ИСО 15607.
4 Содержание технических требований к процедуре сварки (WPS)
4.1 Общие положения
Предварительные технические требования к процедуре сварки/технические требования к процедуре сварки (pWPS/WPS) должны предоставлять всю необходимую информацию, которая требуется для выполнения сварного шва. Информация, требуемая в pWPS/WPS, приведена в 4.2-4.5.
Примечание — В некоторых случаях может оказаться необходимым дополнение или сокращение приведенного перечня.
Технические требования к процедуре сварки распространяются на определенные диапазоны свариваемых толщин, основных и сварочных материалов. Некоторые изготовители предпочитают дополнительно разрабатывать рабочие инструкции для каждой специфической работы в качестве части детального производственного планирования.
Допускается указывать, если требуется, диапазоны и отклонения согласно соответствующему стандарту серий (см. ЕН ИСО 15607) и опыту изготовителя.
Пример формы WPS приведен в приложении А.
4.2 Положения, относящиеся к изготовителю
Положения, относящиеся к изготовителю, включают в себя:
— ссылку на протокол аттестации технических требований к процедуре сварки (WPQR) или другие требуемые документы (см. ЕН ИСО 15607:2003, приложение С).
4.3 Положения, относящиеся к основному материалу
4.3.1 Тип основного материала
Доступ к полной версии документа ограничен
Полный текст этого документа доступен на портале с 20 до 24 часов по московскому времени 7 дней в неделю .
Также этот документ или информация о нем всегда доступны в профессиональных справочных системах «Техэксперт» и «Кодекс».
WPS против PQR: разница и сравнение
WPS — это спецификация процедуры сварки, а PQR — запись спецификации процедуры. Это некоторые важные и обязательные документы для обеспечения того, чтобы сварные швы соответствовали правилам.
Основные выводы
- WPS, или спецификация процедуры сварки, описывает процедуру сварки для производства.
- PQR, или квалификационная запись процедуры, документирует испытания и результаты конкретной процедуры сварки.
- WPS создается до начала сварки, а PQR создается после сварки.
WPS против PQR
WPS в основном создается и формулируется инженерами и сварщиками, чтобы гарантировать, что полученный продукт соответствует всем правилам и нормам. Напротив, PQR используется теми, кто отвечает за проверку качества, инспекции и сертификацию.
WPS широко известен как руководство сварщика, включающее все характеристики продукта, стандарты, требования к качеству и кодам.
PQR не говорит ни о каких диапазонах. Это всего лишь результат теста, проведенного высокопоставленными чиновниками, проверяющими качество. Он состоит из результатов, полученных в результате испытаний качества сварных материалов.
Сравнительная таблица
Что такое WPS?
Процедура и процесс, указанные в документе, проверены и успешно помогают сварщикам. Это гарантирует, что безопасность, качество и другие факторы находятся под контролем.
Именно поэтому изделие должно быть изготовлено и произведено с максимальной тщательностью и соблюдением всех правил.
Этот отличный инструмент может быть полезен для начинающих сварщиков; это помогает им оттачивать и развивать свои навыки до того же уровня, что и сварщики, которые были сварка уже много лет.
Это помогает в достижении совершенство, а также клиенты могут положиться на сварщиков, если они будут следовать WPS, и клиенты получат продукцию хорошего качества. Некоторые механические свойства, указанные в WPS, включают прочность, ударную вязкость, долговечность и многое другое.

Что такое ПКР?
PQR содержит оригинал продукта метод подготовки, испытаний и результатов испытаний качества. В документе есть окончательные результаты всех испытаний, проведенных на продукте.
Это также позволяет и гарантирует сварщику, что этот продукт безопасен и достоин того, чтобы его перепроектировали, изготовили или воспроизвели в будущем.
Наблюдения и выводы, полученные в результате испытаний, задокументированы в нем, чтобы обеспечить доступный, надлежащий и стандартный доступ для людей, которые хотели бы рассмотреть вопрос о покупке продукта и воспроизведении.
Результаты также включают результаты испытаний на растяжение и управляемые испытания на изгиб. Он также раскрывает имя сварщика, который его изготовил, лица, ответственного за проверку, и имена людей, участвовавших в наблюдениях за испытаниями.
Основные различия между WPS и PQR
WPS используется внутри промышленности, тогда как PQR используется снаружи.
Рекомендации
- https://www.koreascience.or.kr/article/JAKO201608450940747.page
- https://inis.iaea.org/search/search.aspx?orig_q=RN:41116877
Один запрос?
Я приложил столько усилий, чтобы написать этот пост в блоге, чтобы предоставить вам ценность. Это будет очень полезно для меня, если вы подумаете о том, чтобы поделиться им в социальных сетях или со своими друзьями/родными. ДЕЛИТЬСЯ ♥️