Пайка твердыми припоями
Разделение пайки на низкотемпературную и высокотемпературную носит, в некоторой степени, условный характер. По своей физической природе пайка твердыми припоями не отличается от пайки мягкими. Как и последняя она представляет собой процесс образования неразъемного соединения двух металлов с помощью третьего (называемого припоем), температура плавления которого ниже температуры плавления соединяемых металлов.

Пайка твердыми припоями
И все же, несмотря на то, что низкотемпературная и высокотемпературная пайки представляют собой явления одной сущности, их технология, используемые материалы и оборудование, характеристики получаемого соединения существенно различаются. Что, собственно, и явилось основанием для разделения этих способов. За граничную температуру, разделяющую их, приняты 450°C.
Отличия высокотемпературной пайки от низкотемпературной
Что отличает высокотемпературную пайку от низкотемпературной, кроме температуры плавления припоев? Прежде всего — значительно более высокая прочность паяного соединения, обусловленная большей прочностью твердых припоев в сравнении с мягкими.

Спаянная рама велосипеда
Важным отличием высокотемпературной пайки от низкотемпературной является повышенная термоустойчивость соединения. Поскольку температура плавления твердых припоев значительно выше температуры плавления мягких, соединение, выполненное высокотемпературной пайкой, способно работать при более высоких температурах, сохраняя все свои свойства. Во многих случаях при выборе способа пайки, эта особенность является определяющей.
Но есть и то, в чем пайка твердыми припоями уступает пайке мягкими припоями. Относительно высокая температура может вызывать структурные изменения в некоторых металлах. Такое, в частности, наблюдается в чугуне, в котором при пайке могут возникать закалочные структуры, приводящие к повышенной хрупкости металла в зоне шва.
Высокая температура плавления твердых припоев предъявляет свои требования к источникам нагрева. Они должны обеспечивать расплавление припоев, температура плавления которых достигает иногда 1000°C. Это исключает использование при высокотемпературной пайке удобных паяльников, являющихся основным инструментом при пайке мягкими припоями.
Резюмируя вышесказанное, можно подвести итог сравнения высокотемпературной и низкотемпературной паек. К достоинствам первой относится высокая прочность и термоустойчивость соединения, к недостаткам — сложность технологического процесса, обусловленная необходимостью прогрева паяемых деталей до относительно высоких температур.
Применение пайки твердыми припоями
Область применения пайки твердыми припоями определяется ее промежуточным положением между низкотемпературной пайкой и сваркой. Везде, где требуется получить более прочное соединение, чем это можно сделать с использованием мягких припоев, способное к тому же работать в условиях высоких температур, и в то же время сохранить структуру соединяемых металлов, не допустить их разупрочнения и деформации (как это имеет место при сварке), применяют высокотемпературную пайку.
Пайка твердыми припоями является основным способом при изготовлении металлорежущего инструмента с твердосплавными пластинами. Припаивание последних обеспечивает достаточную прочность соединения и не оказывает отрицательного воздействия на твердость и геометрию режущих пластин.

Резцы
Изготовление всевозможных сосудов из цветных металлов и нержавеющих сталей, соединение стальных и медных трубопроводов, работающих под высоким давлением или повышенной температуре в различных системах — холодильных, теплообменных и пр. — также не может обойтись без пайки твердыми припоями.
Широко используется высокотемпературная пайка при ремонте автомобилей — радиаторов, трубопроводных систем двигателя и трансмиссии, кузовов, различных деталей — везде, где нельзя или нежелательно применять сварку.
Целесообразно использование высокотемпературной пайки для соединения между собой тонкостенных деталей, работающих при значительных нагрузках и упругих деформациях.
Для ремонта медных и латунных бытовых изделий, подвергающихся в процессе эксплуатации высоким температурам, высокотемпературная пайка является способом ремонта не имеющим альтернативы. Таких, например, как старинный самовар, растапливаемый дровами. В этом случае мягкие припои не могут применяться из-за неспособности выдерживать высокую температуру нагрева.
Источники нагрева при высокотемпературной пайке
В качестве источников нагрева при высокотемпературной пайке может использоваться любое оборудование, которое позволяет нагревать паяемые детали несколько выше температуры плавления используемых припоев. Эта температура может колебаться в пределах 450-1200°C. При использовании тугоплавких материалов, таких как латунь или технически чистая медь, требуется нагрев, превышающий 1000°C, при использовании среднеплавких припоев требуется температура нагрева в 700-800°C.
Основными источниками нагрева при высокотемпературной пайке являются газовые горелки различных типов, индукторы и печи. Применяется также нагрев электросопротивлением. В быту чаще всего твердыми припоями паяют с помощью горелок.
Припои
Основная заслуга в образовании прочных и термоустойчивых соединений при высокотемпературной пайке принадлежит меди. Она не только входит практически во все твердые припои, но в большинстве из них выполняет главную роль, являясь основой припоев.
Иногда используют в качестве припоя и технически чистую медь. Однако гораздо чаще используют пайку медными припоями, представляющими собой соединения меди с другими металлами — цинком, серебром, кремнием, оловом и пр. Каждый из этих элементов вносит свою лепту в технологические свойства припоев. Почти все они снижают температуру плавления (у чистой меди она составляет 1083°C).
При высокотемпературной пайке используются медно-цинковые, медно-фосфорные, серебряные припои и латуни.

Твердый припой

Твердый припой покрытый флюсом
Медно-цинковые припои. Существует большое количество медно-цинковых припоев (ПМЦ-35, ПМЦ-39, ПМЦ-50, ПМЦ-54, ПМЦ-57 и пр.). Цифры указывают процентное содержание меди. Их используют для пайки бронзы, меди, стали. Недостатком чисто медно-цинковых материалов является плохая работа в условиях ударных, вибрационных и изгибающих нагрузок. Чтобы убрать или снизить этот недостаток используют легирование их другими металлами (например, латуни можно рассматривать как легированные медно-цинковые припои). Легированные медно-цинковые припои используются, в частности, при пайке твердосплавных резцов.
Медно-фосфорные припои. Медно-фосфорные припои (ПМФ-7, ПМФ-9, ПМФОЦр-6-4-0,03) представляют собой сплав меди с фосфором. Следующая за буквами цифра указывает на процентное содержание фосфора. Припой ПМФОЦр-6-4-0.03, кроме меди и фосфора, содержит олово и цирконий.
Медно-фосфорные припои относятся к среднеплавким (700-850°C), обладают высокой текучестью и хорошей коррозионной устойчивостью к агрессивным средам. Используются для пайки меди и ее сплавов (бронзы, латуни, мельхиора). Можно их использовать и в качестве заменителя серебряных припоев при ремонте ювелирных изделий.
Пайка сталей и чугуна медными припоями, содержащими фосфор, не применяется из-за повышенной хрупкости соединения и его неспособности переносить ударные, вибрационные и изгибающие нагрузки. Это вызвано образованием по границе шва пленки фосфитов.
Отличительную особенность медно-фосфорных припоев является то, что они являются самофлюсующимися. При пайке ими медных изделий, применение флюса не обязательно.
Латуни. Широкое распространение в качестве припоев получили латуни, которые являются сплавом меди с цинком. Латуни Л62 и ЛОК-62-06-04 дают прочные паяные соединения. ЛОК-62-06-04 отличается от Л62 наличием олова и кремния, обеспечивающих более высокие технологические свойства припоя. Олово увеличивает жидкотекучесть и снижает температуру плавления, а соединения кремния предохраняют цинк от окисления и испарения. Латуни применяются при пайке меди, стали, чугуна.
Серебряные припои. Серебро является отличным материалом для пайки. Серебряным припоям, которые представляют собой в основном сплав серебра с медью и цинком, принадлежит первое место по растеканию, смачиваемости, прочности и антикоррозионности. Не будь они такими дорогими, можно было бы отказаться от всех остальных припоев, используя только серебряные. Благо они обладают универсальностью и способны паять практически любой металл.
Припои на основе серебра обозначаются буквами ПСр (ПСр-15, ПСр-25, ПСр-45, ПСр-65, ПСр-70). Марки ПСр-15 и ПСр-25 используются для пайки не очень ответственных деталей. Если требуется получить особо качественное соединение, используют припой ПСр-45, имеющий 45% серебра, 30% меди и 25% цинка. ПСр-45 обладает отличными качествами — вязкостью, ковкостью, жидкотекучестью, устойчивостью против коррозии, способностью выдерживать вибрацию и удары. Припой ПСр-65 не уступает ПСр-45, но слишком дорог.
Серебряными припоями можно паять практически любой металл — медь и ее сплавы, серебро, стали и пр. Однако в силу их дороговизны пайку серебряными припоями применяют только там, где это экономически целесообразно, в частности, для соединения нержавеющих сталей, относящихся к разряду труднопаяемых и требующих припоев, обладающих хорошей смачиваемостью и позволяющих избежать коррозии, которая может возникнуть в спае.
Флюсы
Основным компонентом флюсов для пайки твердыми припоями являются борные соединения — бура (Na2B4O7), борная кислота (H3BO3), борный ангидрид (B2O3). Для усиления активности борных флюсов, например при пайке нержавеющих и жаростойких сталей, в них добавляются соединения фтора — фтористый кальций, фтористый калий. Применяются специальные флюсы, регламентированные ГОСТ 23178-78 — под марками ПВ200, ПВ201, ПВ209, ПВ209Х, ПВ284Х. В первые два входят борная кислота, бура и фтористый кальций. Они используются для пайки нержавеющих и конструкционных сталей и жаропрочных сплавов. Флюс ПВ209 состоит из фтористого калия, борного ангидрида, калия тетрафторбората. Флюсы ПВ209Х, ПВ284Х состоят из борной кислоты, гидроксида калия, плавиковой кислоты. Флюсы ПВ209, ПВ209Х, ПВ284Х можно использовать для пайки меди и ее сплавов, нержавеющих и конструкционных сталей.
Пайка меди и ее сплавов может производиться с помощью чистой буры, которая является универсальным флюсом для высокотемпературной пайки.

Бура
Используются различные формы выпуска флюсов — жидкости, порошок, кусочки (кристаллы буры, например). Чтобы облегчить их дозирование (избыток флюса так же нежелателен, как и недостаток), используют объединение их с припоем. Делается это разными способами — добавлением в виде порошка в сыпучие формы припоев, обмазкой прутков припоя или помещением внутрь трубочки из припоя, совместным прессованием таблетированных форм.
Технология высокотемпературной пайки
В приведенном примере в качестве паяемых деталей выбраны части гаечного ключа. В качестве припоя — материал, представляющий собой пруток, покрытый флюсом. Необходим также высокоактивный флюс, подходящий для нержавеющих сталей. Инструментом нагрева является газовая горелка.

Горелка для пайки
Пайка выполняется в такой последовательности. Механическим путем зачищаются стыковые части деталей. Операция необходима для удаления стойкой окисной пленки, которая покрывает нержавеющие стали.

Зачистка деталей пред пайкой
Детали зажимаются в тисках в требуемом положении.

Фиксирование деталей
Зона пайки промазывается флюсом.

Нанесение флюса
Зажигается горелка, и устанавливается необходимый режим горения. Пламя должно быть восстановительным, с небольшой нехваткой кислорода (но не до копоти и желтого огня). Пересыщенное кислородом пламя окисляет поверхность металла.
Производится разогрев паяемой зоны до начала изменения цвета детали (при прикосновении, флюс на прутке должен начать плавиться). Прогревать нужно все соединение, перемещая пламя в разные стороны.

Прогрев деталей
Осуществляется офлюсовывание стыка флюсом с прутка — трением последнего по стыку. Если используется неофлюсованный пруток, после прогрева кончика, его нужно окунуть во флюс, чтобы тот покрыл его.

Нанесение флюса прутка припоя
Нагрев зоны пайки доводится до вишневого цвета. Обычно пайка твердыми припоями производится в интервале цветов от темно-вишневого до светло-вишневого.

Нагрев деталей до более высокой температуры
Расплавляется припой. При достаточном количестве флюса он легко растекается по зоне пайки, затягивается в стык.

Нанесение припоя

Детали после пайки
Припой должен плавиться не от пламени горелки, а от теплоты прогретого соединения.
После окончания операции производится зачистка спая.

Очистка спаянного гаечного ключа
И вот результат — готовое изделие.

Гаечный ключ спаянный высокотемпературной пайкой

Гаечный ключ спаянный высокотемпературной пайкой
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Приемы пайки среднеплавкими и тугоплавкими припоями
Подготовка деталей для пайки тугоплавкими припоями такая же, как и для пайки легкоплавкими припоями. После очистки поверхностей и нанесения флюса (буры) в зазоры вводят припой в виде порошка, ленты, пластинки и т.п., затем скрепляют мягкой проволокой, чтобы соединяемые детали не сместились. После такой подготовки деталь осторожно вводят в зону пламени паяльной лампы, газовой горелки, горна, в индуктор установки ТВЧ и следят за процессом плавления припоя. Вначале нагрев места спая нужно вести медленно с выдержкой до 5 мин на каждом этапе. Когда вздувшаяся бура осядет, нагрев усиливают и продолжают до тех пор, пока припой полностью не расплавится и не зальет зазоры между соединяемыми деталями. По окончании пайки деталь медленно охлаждают, защищают шов от излишка наплавленного и вытекающего припоя, затем промывают и просушивают.
В учебных мастерских самым распространенным видом пайки среднеплавким припоем (медью, латунью и т.п.) является пайка пластин твердого сплава к державкам токарных резцов для механического участка учебных мастерских. Приемы работ заключаются в следующем: перед напайкой пластины место спая обезжиривают и покрывают флюсом, на державку резца, имеющую паз (гнездо) для твердосплавной пластины, кладется тонкая пластинка листового припоя из латуни; затем в паз помещают твердосплавную пластину и все соединяют (связывают) тонкой вязальной проволокой (рис.15.9, а), место пайки посыпают бурой и нагревают в кузнечном горне (рис.15.9, б) или другом источнике теплоты до расплавления порошка буры (650. 700 0 С), затем вторично наносят порцию буры и продолжают нагрев до расплавления припоя (850. 900 0 С), который должен заполнить щель между паяемыми деталями. Для более плотного соединения пластину правой рукой прижимают стальным стержнем к державке токарного резца, после пайки резец охлаждают, промывают, очищают от вязальной проволоки, остатков буры и припоя. При отсутствии в учебных мастерских кузнечного горна источником теплоты могут быть муфельная печь, газовая горелка, паяльная лампа или установка ТВЧ.
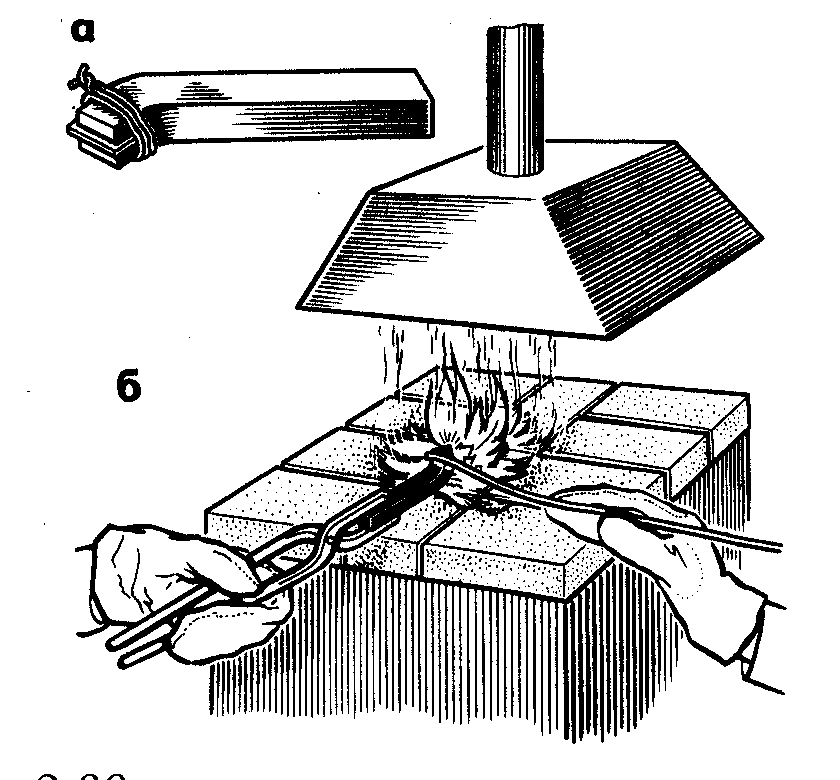
Рисунок 15.9 Пайка среднеплавким припоем
пластины к токарному резцу
Лужение растиранием и погружением
При лужении растиранием деталь зачищают напильником, шабером или шлифовальной шкуркой до равномерного металлического блеска, затем промывают в течение 1. 2 мин в кипящем 10%-ном растворе каустической соды в горячей воде. Непосредственно перед лужением поверхности детали покрывают флюсом (хлористым цинком) посредством волосяной кисти, войлока или пакли и сверху посыпают порошком нашатыря, затем нагревают до температуры плавления олова так, чтобы наносимый на деталь припой – олово или другой сплав в виде маленьких кусочков или порошка – плавился и растекался по поверхности (рис.15.10, а). Когда припой от соприкосновения с нагретой поверхностью детали начнет плавиться, его сразу растирают паклей или холщовой тряпкой, пересыпанной порошком нашатыря. Растирание (рис.15.10, б) производят так, чтобы припой распределялся равномерным слоем по всей поверхности обработки. После этого нагревают и в таком же порядке лудят другие места.
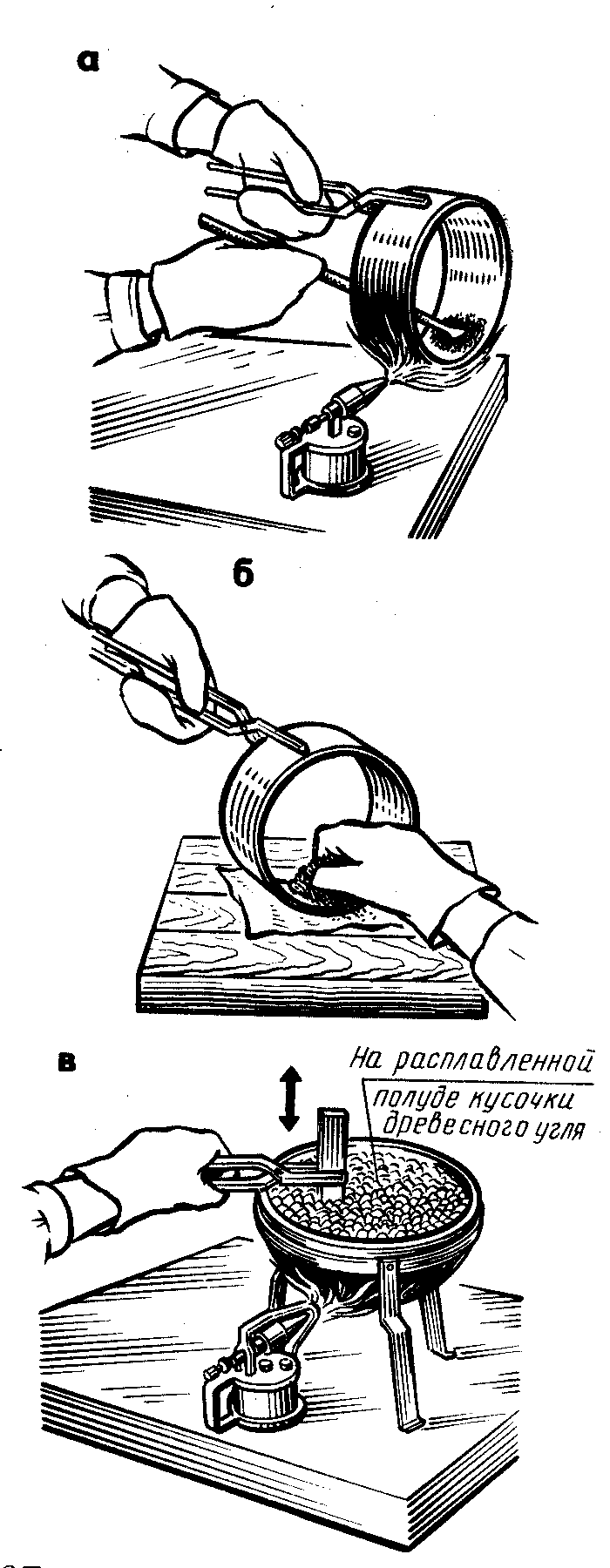
равильно обработанная поверхность имеет светлый, блестящий вид. Наличие желтоватой окраски указывает на плохое качество лужения. В этих местах производят повторную зачистку, покрытие флюсом и лужение. После остывания деталь тщательно промывают, чистят влажным песком, еще промывают и сушат.
Лужение погружанием (рис.15.10, в) заключается в том, что очищенную и протравленную деталь сначала погружают на 1 мин в ванну с раствором хлористого цинка, затем с помощью клещей, плоскогубцев или специальных крючков ее вынимают из ванны и, не удаляя с поверхности хлористый цинк, погружают в ванну (тигель) с расплавленным припоем, выдерживают в ней 2. 3 мин, после чего деталь извлекают из ванны и стряхивают, чтобы удалить излишки припоя. Для получения равномерного, беспористого и гладкого слоя покрытия деталь протирают паклей, пересыпанной порошком нашатыря, затем промывают в воде и сушат.
Припой нагревают в ванне до температуры 270. 300 0 С, насыпая на его поверхность мелкие кусочки древесного угля, что предохраняет от окисления. Качество лужения проверяют внешним осмотром поверхности. Отсутствие мест, не покрытых припоем, вздутий или мелких пузырьков, отслаивания, темных или желтых пятен говорит о хорошем качестве лужения.
При пайке и лужении необходимо обращать внимание на соблюдение правил техники безопасности. Все работы, связанные с выделением газа, дыма, копоти, производить под вытяжным зонтом или включенной вытяжкой вентиляции. При использовании химических веществ и кислот работать в резиновых перчатках, нарукавниках, прорезиненных фартуках и защитных очках. Соблюдать правила разведения кислот и составления различных химических препаратов. Знать приемы заливки, разжигания, ухода и использования паяльных ламп. Нагретые паяльники класть на специальные металлические подставки. При использовании электропаяльников особенно необходимо следить за состоянием электропроводки. Тщательно мыть руки с мылом после окончания работы и перед приемом пищи.
Пайка металлов своими руками
Как способ неразъемного соединения металлов пайка известна с давних пор. Паяными металлическими изделиями пользовались в Вавилоне, Древнем Египте, Риме и Греции. Удивительно, но за тысячелетия, прошедшие с тех пор, технология пайки изменилась не так сильно, как этого можно было бы ожидать.

Пайка металлов
Пайкой называется процесс соединения металлов посредством введенного между ними расплавленного связующего материала — припоя. Последний заполняет зазор между соединяемыми деталями и, застывая, прочно соединяется с ними, образуя неразъемное соединение.
При пайке припой нагревают до температуры, превышающей температуру его плавления, но не достигающей точки плавления металла соединяемых деталей. Становясь жидким, припой смачивает поверхности и заполняет все зазоры за счет действия капиллярных сил. Происходит растворение основного материала в припое и их взаимная диффузия. Застывая, припой прочно сцепляется с паяемыми деталями.
При пайке должно выполняться следующее температурное условие: Т1234, где:
- Т1 — температура, при которой паяное соединение работает;
- Т2 — температура плавления припоя;
- Т3 — температура нагрева при пайке;
- Т4 — температура плавления соединимых деталей.
Отличия пайки от сварки
Паяное соединение по своему виду напоминает сварное, однако по своей сути пайка металлов радикально отличается от сварки. Основное отличие состоит в том, что основной металл не расплавляется, как при сварке, а лишь нагревается до определенной температуры, значение которой никогда не достигает температуры его плавления. Из этого основного различия вытекают все остальные.
Отсутствие расплавления основного металла делает возможным соединение пайкой деталей самых маленьких размеров, а также многократное разъединение и соединение спаянных деталей без нарушения их целостности.
Из-за того, что основной металл не расплавляется, его структура и механические свойства остаются неизменными, отсутствует деформация паяемых деталей, выдерживаются формы и размеры получаемого изделия.
Пайка позволяет соединять металлы (и даже неметаллы) в любом сочетании друг с другом.
При всех своих достоинствах пайка все же уступает сварке по прочности и надежности соединения. Из-за низкой механической прочности мягкого припоя, низкотемпературная пайка встык является непрочной, поэтому для достижения необходимой прочности детали необходимо соединять с перекрытием.

Способы соединения паяемых деталей
Применение пайки
В наше время среди различных способов создания неразъемных деталей, пайка занимает второе место после сварки, а в некоторых областях ее позиции являются главенствующими. Трудно себе представить современную IT-промышленность без этого компактного, чистого и прочного способа соединения элементов электронных схем.
Применение пайки широко и многообразно. Ею соединяют медные трубы в теплообменниках, холодильных установках и всевозможных системах, транспортирующих жидкие и газообразные среды. Пайка является основным способом крепления твердосплавных пластин к металлорежущему инструменту. При кузовных работах с ее помощью крепят тонкостенные детали к тонкому листу. В виде лужения используют для защиты некоторых конструкций от коррозии.

Применение пайки
Широко используется пайка и в домашних условиях. Ею можно соединять между собой детали из различных металлов, уплотнять резьбовые соединения, устранять пористость поверхностей, обеспечивать плотную посадку втулки разболтавшегося подшипника. Везде, где использование сварки, болтов, заклепок или обычного клея по каким-либо причинам невозможно, затруднительно или нецелесообразно, пайка, сделанная даже своими руками, оказывается спасительным выходом из ситуации.
Виды пайки
Классификация пайки носит довольно сложный характер из-за большого числа классифицируемых параметров. Согласно технологической классификации по ГОСТ 17349-79 пайка металлов подразделяется: по способу получения припоя, по характеру заполнения припоем зазора, по типу кристаллизации шва, по способу удаления оксидной пленки, по источнику нагрева, по наличию или отсутствию давления в стыке, по одновременности выполнения соединений.
Одной из основных является классификация пайки по температуре плавления используемого припоя. В зависимости от этого параметра пайку подразделяют на низкотемпературную (используются припои с температурой плавления до 450°C) и высокотемпературную (температура плавления припоев выше 450°C).
Низкотемпературная пайка более экономична и проста в исполнении, чем высокотемпературная. Ее преимуществом является возможность применения на миниатюрных деталях и тонких пленках. Хорошая тепло- и электропроводность припоев, простота выполнения процесса пайки, возможность соединения разнородных материалов обеспечивают низкотемпературной пайке ведущую роль при создании изделий в электронике и микроэлектронике.
К преимуществам высокотемпературной пайки относится возможность изготовления соединений, выдерживающих большую нагрузку, в том числе и ударную, а также получение вакуумно-плотных и герметичных соединений, работающих в условиях высоких давлений. Основными способами нагрева при высокотемпературной пайке, в единичном и мелкосерийном производстве, является нагрев газовыми горелками, индукционными токами средней и высокой частоты.
Композиционная пайка применяется при пайке изделий, имеющих некапиллярные или неравномерные зазоры. Она осуществляется с использованием композиционных припоев, состоящих из наполнителя и легкоплавкой составляющей. Наполнитель имеет температуру плавления выше температуры пайки, поэтому он не расплавляется, а лишь заполняет собой зазоры между паяемыми изделиями, служа средой распространения легкоплавкой составляющей.
По характеру получения припоя различают следующие виды пайки.
Пайка готовым припоем — самый распространенный вид пайки. Готовый припой расплавляется нагревом, заполняет зазор между соединяемыми деталями и удерживается в нем благодаря капиллярным силам. Последние играют очень важную роль в технологии пайки. Они заставляют расплавленный припой проникать в самые узкие щели соединения, обеспечивая его прочность.
Реакционно-флюсовая пайка, характеризующаяся протеканием реакции вытеснения между основным металлом и флюсом, в результате которой образуется припой. Наиболее известная реакция при реакционно-флюсовой пайке: 3ZnCl2 (флюс) + 2Al (соединяемый металл) = 2AlCl3 + Zn (припой).
Чтобы паять металл, кроме подготовленных соответствующим образом паяемых изделий необходимо иметь источник тепла, припой и флюс.
Источники тепла
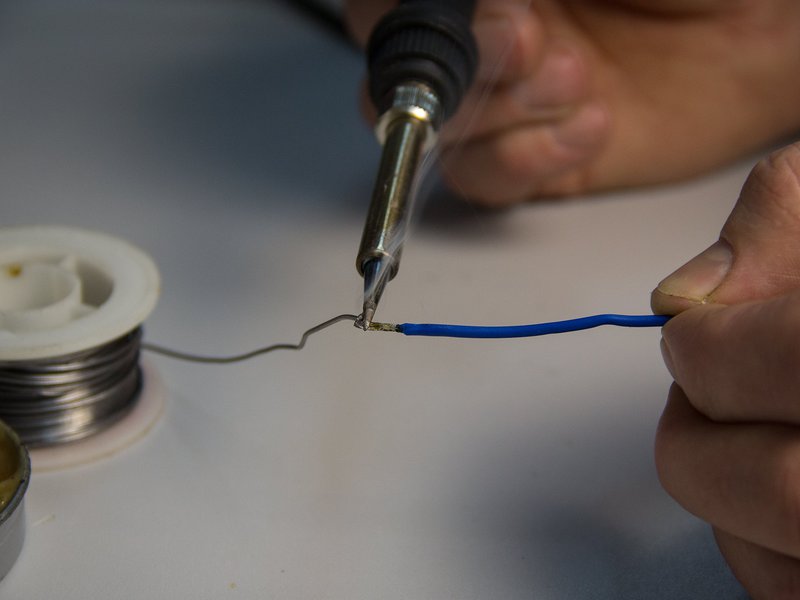
Существует множество способов нагрева паяемых деталей. К самым распространенным и наиболее подходящим для пайки в домашних условиях относится нагрев паяльником, горелкой с открытым пламенем и строительным феном.
Нагрев паяльником осуществляют при низкотемпературной пайке. Паяльник нагревает металл и припой за счет тепловой энергии, аккумулированной в массе его металлического наконечника. Кончик паяльника прижимается к металлу, в результате чего происходит нагрев последнего и расплавление припоя. Паяльник может быть не только электрическим, но и газовым.

Самодельный газовый паяльник
Газовые горелки — наиболее универсальный вид нагревательного оборудования. К этой категории можно отнести и паяльные лампы, заправляемые бензином или керосином (в зависимости от типа паяльной лампы). В качестве горючих газов и жидкостей в горелках может использоваться ацетилен, пропан-бутановая смесь, метан, бензин, керосин и пр. Газовая пайка может быть как низкотемпературной (при паянии массивных деталей), так и высокотемпературной.

Пайка металла газовой горелкой
Существуют и другие способы нагрева при пайке:
- Пайка индукционными нагревателями, которая активно используется для припаивания твердосплавных резцов режущего инструмента. При индукционной пайке паяемые детали или их части нагреваются в катушке-индукторе, через которую пропускается ток. Преимуществом индукционной пайки является возможность быстрого нагрева толстостенных деталей.

Индукционная пайка резцов

Индукционная пайка резцов
- Пайка в различных печах.
- Пайка электросопротивлением, при которой детали нагреваются теплотой, выделяющейся вследствие прохождения электротока через паяемые изделия, являющиеся частью электрической цепи.
- Пайка погружением, выполняющаяся в расплавленных припоях и солях.
- Прочие виды пайки: дуговая, лучами, электролитная, экзотермическая, штампами и нагревательными матами.
Припои
В качестве припоев используются как чистые металлы, так и их сплавы. Чтобы припой мог хорошо исполнять свое предназначение, он должен обладать целым рядом качеств.
Смачиваемость. Прежде всего, припой должен обладать хорошей смачиваемостью по отношению к соединяемым деталям. Без этого будет просто отсутствовать контакт между ним и паяемыми деталями.
В физическом смысле смачивание подразумевает явление, при котором прочность связи между частицами твердого вещества и смачивающей его жидкости оказывается выше, чем между частицами самой жидкости. При наличии смачивания жидкость растекается по поверхности твердого вещества и проникает во все его неровности.

Пример несмачивающей (слева) и смачивающей (справа) жидкостей
Если припой не смачивает основной металл, пайка невозможна. В качестве такого примера можно привести чистый свинец, который плохо смачивает медь и не может поэтому служить припоем для неё.
Температура плавления. Припой должен иметь температуру плавления ниже температуры плавления соединяемых деталей, но выше той, при которой соединение будет работать. Температура плавления характеризуется двумя точками — температурой солидуса (температура, при которой плавится самый легкоплавкий компонент) и температурой ликвидуса (наименьшим значением, при которой припой становится полностью жидким).
Разница между температурами ликвидуса и солидуса называется интервалом кристаллизации. Когда температура соединения находится в интервале кристаллизации, даже незначительные механические воздействия приводят к нарушениям кристаллической структуры припоя, в результате чего может возникнуть его хрупкость и возрасти электрическое сопротивление. Поэтому необходимо соблюдать очень важное правило пайки — не подвергать соединение никакой нагрузке до полного окончания кристаллизации припоя.
Кроме хорошей смачиваемости и необходимой температуры плавления, припой должен обладать еще рядом свойства:
- Содержание токсичных металлов (свинца, кадмия) не должно превышать установленных значений для определенных изделий.
- Должна отсутствовать несовместимость припоя с соединяемыми металлами, которая может привести к образованию хрупких интерметаллических соединений.
- Припой должен обладать термостабильностью (сохранением прочности паяного соединения при изменении температуры), электростабильностью (неизменностью электрических характеристик при токовых, тепловых и механических нагрузках), коррозионной стойкостью.
- Коэффициент теплового расширения (КТР) не должен сильно отличаться от КТР соединяемых металлов.
- Коэффициент теплопроводности должен соответствовать характеру эксплуатации паяного изделия.
В зависимости от температуры плавления припои подразделяют на легкоплавкие (мягкие) с температурой плавления до 450°С и тугоплавкие (твердые) с температурой плавления выше 450°С.
Легкоплавкие припои. Наиболее распространенными легкоплавкими припоями являются оловянно-свинцовые, состоящие из олова и свинца в различном соотношении. Для придания определенных свойств в них могут вводиться другие элементы, например, висмут и кадмий для понижения температуры плавления, сурьма для увеличения прочности шва и т.д.
Оловянно-свинцовые припои имеют низкую температуру плавления и относительно невысокую прочность. Их не следует применять для соединения деталей, испытывающих значительную нагрузку или работающих при температуре выше 100°С. Если все же приходится применять пайку мягкими припоями для соединений, работающих под нагрузкой, нужно увеличивать площадь соприкосновения деталей.
К наиболее широко используемым относятся оловянно-свинцовые припои ПОС-18, ПОС-30, ПОС-40, ПОС-61, ПОС-90, имеющие температуру плавления примерно 190-280°С (из них самый тугоплавкий — ПОС-18, самый легкоплавкий — ПОС-61). Цифры означают процентное содержание олова. Кроме основных металлов (Sn и Pb) припои ПОС содержат также небольшое количество примесей. В приборостроении ими паяют электросхемы, соединяют провода. В домашних условиях с их помощью соединяют самые различные детали.

Припой ПОС-61
| Припой | Назначение |
| ПОС-90 | Пайка деталей и узлов, подвергающихся в дальнейшем гальванической обработке (серебрение, золочение) |
| ПОС-61 | Лужение и пайка тонких спиральных пружин в измерительных приборах и других ответственных деталей из стали, меди, латуни, бронзы, когда не допустим или нежелателен высокий нагрев в зоне пайки. Пайка тонких (диаметром 0,05 — 0,08 мм) обмоточных проводов, в том числе высокочастотных, выводов обмоток, выводных концов ротора двигателей с ламелями коллектора, радиоэлементов и микросхем, монтажных проводов в полихлорвиниловой изоляции, а также пайка в тех случаях, когда требуется повышенная механическая прочность и электропроводность. |
| ПОС-40 | Лужение и пайка токопроводящих деталей неответственного назначения, наконечников, соединение проводов с лепестками, когда допускается более высокий нагрев, чем в случаях использования ПОС-61. |
| ПОС-30 | Лужение и пайка механических деталей неответственного назначения из меди и её сплавов, стали и железа. |
| ПОС-18 | Лужение и пайка при пониженных требованиях к прочности шва, деталей неответственного назначения из меди и её сплавов, пайка оцинкованной жести. |
Тугоплавкие припои. Из тугоплавких припоев чаще всего используются две группы — припои на основе меди и серебра. К первым относятся медно-цинковые припои, которые используются для соединения деталей, несущих лишь статическую нагрузку. Из-за определенной хрупкости их нежелательно применять в деталях, работающих в условиях ударов и вибрации.
К медно-цинковым припоям относятся, в частности, сплавы ПМЦ-36 (примерно 36% Сu, 64% Zn), с интервалом кристаллизации 800-825°C, и ПМЦ-54 (примерно 54% Cu, 46% Zn), с интервалом кристаллизации 876-880°C. С помощью первого припоя паяют латунь и прочие медные сплавы с содержанием меди до 68%, осуществляют тонкую пайку по бронзе. ПМЦ-54 используют для пайки меди, томпака, бронзы, стали.
Для соединения стальных деталей в качестве припоя используют чистую медь, латуни Л62, Л63, Л68. Соединения, паянные латунью, обладают более высокой прочностью и пластичностью в сравнении с соединениями, паянными медью, они способны вынести значительные деформации.
Серебряные припои относятся к наиболее качественным. Сплавы марки ПСр кроме серебра содержат медь и цинк. Припоем ПСр-70 (примерно 70% Ag, 25% Cu, 4% Zn), c температурой плавления 715-770°C, паяют медь, латунь, серебро. Его используют в тех случаях, когда место спая не должно резко уменьшать электропроводность изделия. ПСр-65 используют для пайки и лужения ювелирных изделий, фитингов из меди и медных сплавов, предназначенных для соединения медных труб, используемых в системах горячего и холодного питьевого водоснабжения, им паяют стальные ленточные пилы. Припой ПСр-45 используют для пайки стали, меди, латуни. Его можно применять в тех случаях, когда соединения работают в условиях вибрации и ударов, в отличии, например, от ПСр-25, который удары выдерживает плохо.
Другие виды припоя. Существует множество других припоев, предназначенных для пайки изделий, состоящих из редких материалов или работающих в особых условиях.
Никелевые припои предназначены для пайки конструкций, работающих в условиях высоких температур. Обладая температурой плавления от 1000°C до 1450°C, они могут использоваться для пайки изделий из жаропрочных и нержавеющих сплавов.
Золотые припои, состоящие из сплавов золота с медью или никелем, используются для пайки золотых изделий, для пайки вакуумных электронных трубок, в которых недопустимо наличие летучих элементов.
Для пайки магния и его сплавов применяют магниевые припои, содержащие помимо основного металла также алюминий, цинк и кадмий.
Материалы для пайки металлов могут иметь различную форму выпуска — в виде проволоки, тонкой фольги, таблеток, порошка, гранул, паяльных паст. От формы выпуска зависит способ их ввода в стыковую зону. Припой в виде фольги или паяльной пасты укладывается между соединяемыми деталями, проволока подается в зону соединения по мере расплавления ее конца.

Материалы для пайки
Флюсы. Прочность паяного соединения зависит от взаимодействия основного металла с расплавленным припоем, которое в свою очередь зависит от наличия физического контакта между ними. Оксидная пленка, присутствующая на поверхности паяемого металла, препятствует контакту, взаимной растворимости и диффузии частиц основного металла и припоя. Поэтому ее необходимо удалять. Для этого применяются флюсы, в задачу которых входит не только удаление старой окисной пленки, но и препятствие образованию новой, а также снижение поверхностного натяжения жидкого припоя с целью улучшения его смачиваемости.
При пайке металлов применяются различные по составу и свойствам флюсы. Флюсы для пайки имеют различия:
- по агрессивности (нейтральные и активные);
- по температурному интервалу пайки;
- по агрегатному состоянию — твердые, жидкие, геле- и пастообразные;
- по виду растворителя — водные и неводные.
Кислые (активные) флюсы, например «Паяльную кислоту» на основе хлорида цинка, нельзя использовать при пайке электронных компонентов, так как они хорошо проводят электрический ток и вызывают коррозию, однако, из-за своей агрессивности, они очень хорошо подготавливают поверхность и поэтому незаменимы при пайке металлических конструкций. И чем химически более стоек металл нем активнее должен быть флюс. Остатки активных флюсов нужно обязательно тщательно удалять после завершения пайки.
Широко распространенными флюсами являются борная кислота (H3BO3), бура (Na2B4O7), фтористый калий (KF), хлористый цинк (ZnCl2), канифольно-спиртовые флюсы, ортофосфорная кислота. Флюс должен соответствовать температуре пайки, материалу паяемых деталей и припоя. Например, бура используется для высокотемпературной пайки углеродистых сталей, чугуна, меди, твердых сплавов медными и серебряными припоями. Для пайки алюминия и его сплавов применяют препарат, состоящий из хлористого калия, хлористого лития, фтористого натрия и хлористого цинка (флюс 34А). Для низкотемпературной пайки меди и её сплавов, оцинкованного железа используется, например, состав из канифоли, этилового спирта, хлористого цинка и хлористого аммония (флюс ЛК-2).
Флюс может применяться не только в виде отдельного компонента, но и входить составным элементом в паяльные пасты и таблетированные виды так называемых флюсующихся припоев.

Флюсы
Паяльные пасты. Паяльная паста — это пастообразное вещество, состоящее из частиц припоя, флюса и различных добавок. Паяльная паста обычно используется для поверхностного монтажа SMD-компонентов, но удобна и для пайки в труднодоступных местах. Пайка радиодеталей такой пастой осуществляется с помощью термовоздушной или инфракрасной станции. Получается красивая и качественная пайка. Однако из-за того, что большая часть паяльных паст не содержит активных флюсов позволяющих паять, например сталь, большинство их подходят только для пайки электроники.
Пайка стали
Пайка стали своими руками не представляет особой сложности. Стальные изделия с успехом можно паять даже легкоплавкими припоями, например, ПОС-40, ПОС-61 или чистым оловом. А, например, легкоплавкие припои на основе цинка малопригодны для пайки углеродистых и низколегированных сталей из-за плохого смачивания, затекания в зазор и низкой прочности паяных соединений в результате образования по границе шва и стали интерметаллидной хрупкой прослойки.
Пример с использованием паяльника показан в статье Пайка паяльником.
В общем виде пайка стали осуществляется в такой последовательности.
- Производится очистка от загрязнений паяемых деталей.
- С соединяемых поверхностей удаляется окисная пленка — механической зачисткой (металлической щеткой, шлифовальной шкуркой или кругом, дробеструйной обработкой) и обезжиривание. Обезжиривание можно осуществлять едким натром (5-10 г/л), углекислым натрием (15-30 г/л), ацетоном или другим растворителем.
- Детали в месте соединения покрываются флюсом.
Ниже показан нетипичный пример, без предварительного нанесения флюса до разогрева деталей, с использованием припоя покрытым флюсом. Более типичные примеры показаны в статьях Пайка меди и Пайка твердыми припоями.
- Осуществляется сборка изделия с фиксированием деталей в нужном положении.

Пайка металла
- Изделие разогревается. Пламя должно быть нормальным или восстановительным — без избытка кислорода. В сбалансированной газовой смеси пламя только нагревает металл и иного воздействия не оказывает. В случае сбалансированной газовой смеси пламя горелки обладает ярко-синим цветом и небольшой величиной. Пересыщенное кислородом пламя окисляет поверхность металла. Факел пламени горелки, насыщенный кислородом бледно-голубого цвета и маленький. Прогревать нужно все соединение, перемещая пламя в разные стороны, при этом время от времени касаются припоем соединения. Нужная температура достигается тогда, когда припой начинает плавиться при прикосновении к деталям. Не нужно создавать избыточного нагрева. Обычно с практикой достаточность нагрева определяется по цвету поверхности металла и появлению дыма флюса.

Пайка металла: предварительный нагрев
- На соединяемые стыки наносится флюс.

Пайка металла: нанесение флюса. На фото припой покрытый оболочкой из флюса.

Пайка металла: нанесение флюса
- В зону стыка подается припой (в виде проволоки, или кусочка, уложенного в стык) и производится подогрев детали и припоя до расплавления последнего и затекания в стык. Под влиянием капиллярных сил припой сам втягивается в зазор между деталями.

Пайка металла: нанесение припоя

Пайка металла: нанесение припоя
Припой должен плавиться не от пламени горелки, а от теплоты прогретого соединения.
- После завершения пайки, изделие очищается от остатков флюса и лишнего припоя.

Готовое изделие после очистки от лишнего припоя и остатков флюса
Если есть возможность, можно соединяемые детали сначала залудить припоем в месте контакта. Затем детали соединить и нагреть до температуры плавления припоя. В этом случаи может получиться более прочное соединение.
Температура пайки определяется маркой припоя.
Причины неудачи. Если припой не распределяется по поверхности деталей, то это может быть по следующим причинам:
- Недостаточный прогрев деталей. Продолжительность прогрева должна соответствовать массивности деталей.
- Плохая предварительная очистка поверхности от загрязнений.
- Использование неподходящего флюса. Например, нержавеющая стали или алюминий требуют очень химически активных флюсов. Или флюс может не соответствовать температуре пайки.
- Использование неподходящего припоя. Например, чистый свинец так плохо смачивает металлы, что им паять нельзя.
Пайка других металлов
Особенности пайки чугуна. Паяются серый и ковкий чугуны, белый не подлежит пайке из-за плохой обрабатываемости и хрупкости. При пайке чугуна возникают две проблемы, мешающие получению качественного соединения: возникновение объемных и структурных изменений в условиях местного газопламенного нагрева, и плохая смачиваемость чугуна из-за присутствия в нем включений свободного графита.
Первую проблему помогает решить пайка при температурах не выше 750°С.
Для решения второй проблемы, инструкции по пайке чугуна содержат требования удаления свободного графита с паяемых поверхностей. Это можно делать несколькими способами: тщательной механической зачисткой, окислением графита в летучий оксид углерода обработкой соединяемого стыка борной кислотой или хлоратом калия, выжиганием углерода пламенем горелки с последующей очисткой проволочной щеткой. Существуют также высокоактивные флюсы для чугуна, которые хорошо удаляют графитовые включения.
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Виды и температуры плавления легко- и тугоплавких припоев

Чтобы соединить вместе металлические детали, нередко используют пайку. Этот вид коммутации применяется в разных областях быта и производства. Зачастую работа осуществляется домашними мастерами или радиолюбителями. Метод актуален при ремонте компьютеров, телевизоров и даже холодильников. Для получения качественного и герметичного стыка требуются навыки работы, легко- и тугоплавкие припои, флюсы. Их выбор зависит от материала обрабатываемых элементов.
Основные свойства
В качестве материалов для пайки используются разнообразные металлические сплавы. Однако существуют составы, полностью состоящие из металла. Чтобы соединения были качественными, припой должен обладать некоторыми свойствами.

Любые материалы должны обладать высокими показателями смачиваемости — явление, при котором прочность связи между твердыми и жидкими веществами выше, чем у жидкости. При высоких значениях жидкость распространяется по поверхности, заполняя мельчайшие полости. В случае если припой недостаточно смачивает металл, его нельзя использовать для пайки. Например, свинец не применяется для работы с медью, иначе получится низкокачественное соединение.
Какой бы ни использовался припой, температура плавления у него должно быть меньше, чем у соединяемых элементов, но больше рабочих температур металла. Это необходимо для того, чтобы последний во время пайки не расплавился.
Существуют два предела температуры. Первый — тот, при котором в процессе пайки начнут плавиться самые легкоплавкие элементы, второй — когда весь припой станет жидким. Промежуток между этими показателями по-научному называется интервалом кристаллизации.
Если место коммутации находится в таком температурном диапазоне, пайка может быстро разрушиться даже от минимальной нагрузки. Это обусловлено тем, что соединение имеет высокое сопротивление и хрупкость. Следует отметить: пока припой полностью не застыл, нельзя оказывать на него никакого воздействия.
Используемые материалы
Зачастую для пайки применяется олово с добавлением других компонентов. В состав припоя могут входить различные материалы. Например:
 Олово. Является мягким материалом, плавление которого происходит при +231,9 °С. Металл подвергается растворению в соляной и серной кислоте. Большинство органических кислот не оказывает на него действия. При комнатных температурах не окисляется, но при показателях ниже + 18 °C (особенно меньше -50 °С) разрушается кристаллическая решетка, вследствие чего цвет меняется на серый.
Олово. Является мягким материалом, плавление которого происходит при +231,9 °С. Металл подвергается растворению в соляной и серной кислоте. Большинство органических кислот не оказывает на него действия. При комнатных температурах не окисляется, но при показателях ниже + 18 °C (особенно меньше -50 °С) разрушается кристаллическая решетка, вследствие чего цвет меняется на серый.- Свинец. Очень часто используется в припоях, что обусловлено его легкоплавкостью. Чистый металл без посторонних примесей мягкий, с ним легко работать. Окисление происходит только на наружной части, которая вступает во взаимодействие с воздухом. Легко растворим в кислотной и щелочной среде, содержащей органические вещества и азот.
- Кадмий. Популярен при производстве легкоплавких припоев в небольших количествах вместе со свинцом или висмутом. Металл в чистом виде токсичен, плавится при + 321 °C. Нередко его используют для предотвращения коррозии.
 Висмут. Один из наиболее легкоплавких материалов, плавится при показателях в +271 °C, растворяется в азотной и подогретой серной кислоте.
Висмут. Один из наиболее легкоплавких материалов, плавится при показателях в +271 °C, растворяется в азотной и подогретой серной кислоте.- Сурьма. Тугоплавкий материал, плавление начинается при +630,5 градусов. Не окисляется под действием кислорода. Очень токсичен, придает припою глянец.
- Цинк. Хрупкий серо-синий металл, плавление достигается при +419 °С. Окисление происходит при контакте с кислородом. Применяется для припоев, использование которых осуществляется в условиях повышенной влажности, защищает место пайки окисной пленкой, легко растворяется в кислотах.
- Медь. Ее наивысшая температура плавления — +1083 градуса. Не вступает во взаимодействие с воздухом, но во влажной среде окисляется ее верхний слой. Зачастую применяется при производстве тугоплавких припоев.
Разновидности припоя
Все виды припоев подразделяются на туго- и легкоплавкие. Последние востребованы при производстве радиоаппаратуры, пайке электронных элементов, а также для лужения радиомонтажных плат. Плавление осуществляется при температурах не больше +450 градусов. В основе таких материалов имеется цинк, свинец, олово и т. д.
В радиоэлектронике популярность приобрели изделия, которые плавятся при показателях менее +145 градусов. Для лужения плат нередко используют сплав Вуда или Розе. Работа с ними осуществляется при 70−95 градусах, они равномерно распространяются на плате, опущенной в кипяток.
В промышленных масштабах востребован ПОС — припой оловянно-свинцовый. Если в составе есть висмут или кадмий, в названии присутствуют буквы В или К. Цифра в конце маркировки указывает на долю олова по отношению к свинцу — чем меньше это значение, тем прочнее припой. Маркировка с буквой Ф свидетельствует о присутствии флюса в составе. Последние годы ввиду стандартов экологии в Европе чаще стали использовать материалы без свинца в составе.
Наиболее распространенные отечественные изделия и область их применения:

- ПОС-18 — часто применяется для лужения.
- ПОС-30 — пайка стали, а также меди и их сплавов.
- ПОС-50 — изготовление качественной пайки в радиоэлектронике.
- ПОС-90 — лужение деталей перед предстоящим золочением или серебрением. Не используют для обработки установок, которые функционируют на повышенных температурах.
- ПОС-40 и ПОС-60 — наиболее востребованы в радиоэлектронике. Для коммутации латуни и экранированных пластин используется материал с маркировкой 30. Изделия с содержанием флюса применяют для монтажа радиодеталей и производятся в виде проволоки толщиной 1−3 мм.

С тугоплавкими припоями в основном работают в промышленных масштабах для соединения твердых металлов. Температура плавления — от +450 до +800 градусов. В составе присутствует магний, медь серебро и никель. Эти припои отличаются высокой прочностью, но ввиду высоких показателей не применяются в бытовых условиях. Форма выпуска — слитки различных форм.
При изготовлении припоев особое значение имеют тугоплавкие изделия, в составе которых присутствует медь и серебро. Заводская маркировка — ПСР.
Флюсы и их применение
От правильно подобранного флюса напрямую зависит качество и прочность пайки, аккуратность и ровность шва. При нагреве должна образоваться тонкая пленка между материалами и припоем, усиливающая адгезию последнего с металлом. Чем ниже показатели плавления флюса, тем выше качество работы. Кроме того, эти значения должны быть ниже, чем у припоя. Сегодня производится два типа материалов:

- Активные. В их составе часто присутствуют кислоты (соляная, ортофосфорная). Они хорошо воздействуют на жирный налет, но плохая промывка места коммутации со временем приводит к коррозии. Препараты в быту стараются применять редко, особенно это касается радиоэлектроники. Это обусловлено тем, что они разрушают текстолит, а также при попадании на кожные покровы вызывают ожоги. Кроме того, пары, выделяемые в процессе работы, оказывают токсичное влияние на человека. Наиболее востребованные флюсы — нашатырь, ортофосфорная кислота и бура.
- Пассивные флюсы способствуют удалению отложений жира. Яркими представителями являются воск и канифоль. Это органические вещества, не вызывающие коррозии, необходимы для пайки радиокомпонентов. Последнее время стало востребованным использование материалов с маркировкой ЛТИ для коммутации с легкоплавкими припоями. Кроме того, можно проводить пайку свинца, железа, нержавейки и оцинкованных металлов. В составе присутствуют спирт, канифоль и пр. Минус: под воздействием температур пары выделяют вредные для здоровья вещества. Единственное исключение — препарат ЛТИ-120, в составе которого отсутствуют опасные элементы.

Существует множество различных видов флюсов. Наиболее востребованные из них:
 Сосновая канифоль. Самый простой и доступный вид. Имеет низкие показатели утечки тока, относится к пассивным типам. Ввиду своей популярности доступна в продаже. Используется в широком спектре работ, растворяется в смеси спирта и глицерина.
Сосновая канифоль. Самый простой и доступный вид. Имеет низкие показатели утечки тока, относится к пассивным типам. Ввиду своей популярности доступна в продаже. Используется в широком спектре работ, растворяется в смеси спирта и глицерина.- Ортофосфорная кислота. Представляет собой химически активное соединение. Используется при работе с окисленными металлами, никелированной сталью. По окончании работ обязательно нужно очистить место спайки содовым раствором. Это необходимо для погашения кислотной активности и предотвращения разъедания металла.
- Паяльная кислота. Нужна для спайки никеля, углеродистой стали, меди и латуни.
- Паяльный жир. Он бывает активным и нейтральным, используется для окисленных элементов черных и цветных металлов. Нейтральный допустимо применять для работы с радиодеталями, активный — нет.
 Бура. Пригодна для пайки стали, меди и чугуна при высоких температурах.
Бура. Пригодна для пайки стали, меди и чугуна при высоких температурах.- ТАГС. Изготовлен на основе глицерина, применяется для радиомонтажа, по окончании работы необходимо обработать места спиртом.
- Флюсы ЗИЛ. Предназначены для работы со сталью, латунью, медью.
- Активные флюсы ФИМ. Подходят для работы с окисленной платиной или серебром. В составе присутствует фосфорная кислота, поэтому необходима промывка содовым раствором.
- ФТС. Препарат, в составе которого отсутствует канифоль. Используется для спайки радиодеталей без дыма.
- Паста «Тиноль» — химическое изделие, предназначенное для пайки термофеном.
Типы паяльников
Паяльник — инструмент, который используется при пайке и лужении, для нагрева флюса и элементов, расплавления припоя и т. д. Рабочую деталь прибора называют жалом, нагрев происходит от паяльной лампы или электрического тока.

Обычно мощность электрического таких инструментов составляет 30−40 Вт, они предназначены для ремонта и установки электронных устройств. Но в работе с полупроводниковой аппаратурой это изделие может вызвать недопустимый перегрев. Для предотвращения таких ситуаций целесообразно приобрести маломощный агрегат с показателями не более 15 В. Паяльники бывают как с периодическим, так и постоянным нагревом. Последние подразделяются:

- Электрические. Имеют встроенный нагревательный элемент, который работает от розетки, аккумулятора или трансформатора.
- Газовые. Оснащены встроенной горелкой, топливо подается обычно из баллона со сжиженным материалом. Внешний источник используется редко.
- Жидкотопливные. По конструкции они похожи на газовые, но нагрев производится от пламени сгорания жидкого топлива.
- Термовоздушные. Работа осуществляется благодаря струе горячего воздуха. Принцип действия напоминает строительный фен, но в этом случае используется тонкая воздушная струя.
- Инфракрасные. Нагреваются от источника ИК-излучения.

Устройства с периодическим нагревом бывают молотковыми и торцевыми. Представлены они в виде массивного наконечника, крепящегося на металлическую ручку, длина которой обеспечивает безопасность работ. Нагрев осуществляется от внешних теплоисточников.
Кроме того, еще одним вариантом являются дуговые агрегаты. Они нагреваются при помощи электрической дуги, периодически возбуждаемой между наконечником и угольным электродом.
Существуют различные виды припоев и флюсов, которые подходят для работы с конкретными металлами. Разобравшись в особенностях препаратов, выбор нужного материала не займет много времени и не вызовет трудностей.