Аргоновые горелки: характеристика и выбор

Аргоно-дуговая сварка используется для соединения металлических деталей и плоскостей. С её помощью швы получаются качественными и надежными, имеют эстетичный вид. Для выполнения сварочных работ таким способом необходимо специализированное оборудование. Самым главным элементом для сварки является аргоновая горелка.
Характеристика
Сварочная аргоновая горелка служит и отвечает за проходимость электрического тока во время сварки электродом. Она образует сварочное пламя, благодаря которому металл нагревается и расплавляется. Именно благодаря аргоновой сварке, а соответственно и аргоновой горелке, швы получаются красивыми, ровными и прочными.
Источником энергии служит специальный газ. Его масса значительно больше массы кислорода, он защищает швы от его проникновения. Для работы используется электрод, который имеет вид провода из вольфрама, силовая жила и специальная рукоятка с управлением. Такие горелки применяют для сварочных работ с неплавящимися прутками в области аргонных газов. Обычно их используют для сварки титана, меди, алюминия и никеля. Эти материалы сильно окисляются во время нагревания, поэтому сварка идет с переменным и постоянным током.
Виды
Аргоно-дуговые горелки различаются по способу охлаждения и по своей конструкции. По виду охлаждения они бывают с жидкостным и с натуральным охлаждением. Воздушное или естественное охлаждение происходит под воздействием кислорода. Такой способ используется только при сварке маленьких швов с использованием силы тока до 200 А. В других случаях горелка будет сильно греться.
Характеристику горелки с атмосферным охлаждением мы рассмотрим на примере модели для TIG сварки SR17/17V/17 Flex. Данная модель имеет рабочий цикл 30% и мощность 140 А, предназначена для работы с проволокой диаметром от 0,5 мм до 1 мм.
Горелка выполняет шов высокого качества, может работать в тесных и труднодоступных местах. Прекрасно подойдёт для работы с эластичным гусаком. При желании можно применить короткую «пятку».
Жидкостное охлаждение происходит под воздействием воды. В таком нагревательном элементе есть особое строение, по которому к корпусу идет охлажденная вода.
Такие варианты горелок используют для сварки больших швов при любой силе тока.
Рассмотрим подробнее особенности горелки с жидкостным остуживанием на примере модели Rhino MB501D. Конструкция данной модели продумана до малейших деталей, что предоставляет точную и удобную работу.
Горелка оснащена удобной рукояткой шарнира, обеспечивающей маневренность и комфортную работу в разных положениях. Горелка оснащена кабелем длиной 5 м. Для сварки применяют проволоку диаметром от 1 до 1,6 мм. Токовая нагрузка во время работ в углекислом газе составляет 500 Ампер. Имеется центральный евроразъем, который позволяет быстро менять различные горелки.
Благодаря кнопке на рукоятке можно выполнять все рабочие функции.
По конструкции аргоновые горелки могут быть оснащены кнопкой, вентилем или тем и другим одновременно.
- Вентильная горелка имеет самый простой вид. Здесь пуск газа осуществляется при помощи механического воздействия на вентиль, который подсоединен к инвертору. Чтобы зажечь дугу для сварки, нужно постучать проволокой об обрабатываемую поверхность. Такая горелка не нужна для сварки алюминия. Цанги, цангодержатель и керамические сопла не идут в комплекте, их необходимо покупать дополнительно.
- Сварочная горелка с кнопкой – это более современное устройство. У такой кнопки есть варианты положений, каждый из которых выполняет определенную задачу. Это может быть настройка сварочного тока, поджиг дуги или пуск газа. Они намного проще в использовании, предоставляют очень прочный и износоустойчивый шов.
Также горелки для аргоно-дуговой сварки отличаются по электроду, могут быть с плавящимся и неплавящимся присадочным материалом.
- С неплавящимся электродом используются для изделий из титана, магния, нержавеющей стали и алюминия. Эти материалы подвержены сильному окислению во время нагревания на воздухе. Для этого используют источники постоянного тока, которые выполняют стабильный сварочный ток при любых внешних воздействиях, но для сваривания тонких плоскостей или конструкций не применяется присадка. Такие источники должны быть оснащены большим диапазоном настройки. Это нужно для того, чтобы в конце сварки ток был намного ниже, чем в начале работ. Постоянный ток и стабильная полярность благоприятно влияют на распределение тепла во время сварки, благодаря этому вольфрамовый электрод можно использовать длительное время, а шов получается очень качественный. Такой метод гарантирует и держит точную определенную глубину сварочного металла. Это очень важно для сварки тонких металлов, где есть доступ только к одной стороне поверхности конструкции, например, для создания стыков в неподвижных трубах.
- Что касается горелки с плавящимся электродом, то при работе дуга подаётся на конец сварочной проволоки и изделие. Используется для сваривания алюминия и нержавеющей стали. Такой способ предоставляет небольшую зону сварочного воздействия. Можно регулировать состав газа и проволоки, что существенно отражается на качестве шва. Предоставляет большие возможности автоматизации сварки.
Также все горелки различаются мощностью, используются для работы с разной толщиной металла от 0,2 мм до 3 см. В продаже существуют специальные модели, которые предназначены для сварочных работ с особо тонким металлом.
Устройство и принцип работы
Итак, аргоновая горелка состоит из контейнера для охлаждающей жидкости (это в случае с водяным остуживанием) и двумя штуцерами, через которое она движется. Центром резервуара является вольфрамовый электрод на диэлектрических кронштейнах, также есть провода с клеммой для подсоединения кабеля от сварочного устройства. Вокруг электрода есть свободное пространство, по которому к соплу движется газ от приемного штуцера. К нему подсоединён шланг от баллона с газом.
Таким образом, аргоновая горелка работает так: необходимо подключить все устройства, а это сварочное устройство, механизм движения охлаждающей жидкости, открывается доступ газа на горелку. После образования защищающего слоя поджигается дуга и в зоне сварки детали разогреваются до необходимой температуры плавления. В образовавшееся место попадает присадочная проволока, после того как только появилось видимое соединение между электродом и проволокой. Блок с водяным охлаждением горелки необходим только для непрерывной сварки в течение длительного времени с большой производительностью.
Ещё в такую систему должен входить насос, ёмкость с холодной жидкостью и специальное приспособление для охлаждения при замкнутой циркуляции жидкости. При этом цикле будете постоянный расход жидкости.
Правила выбора
Для того чтобы выбрать лучшую горелку для сварки аргоном, необходимо учесть некоторые нюансы.
- Прежде всего, она должна быть прочной и маневренной во время работы, безопасной, а пламя отличаться устойчивостью. Что касается охлаждения, то если вы ищете горелку для бытовых и домашних видов работ, то модели с воздушным охлаждением вам вполне хватит. К тому же такой вид очень удобен и не требует больших денежных вложений, в отличие от моделей с водяным охлаждением.
- Что касается выбора моделей горелок по силе тока, то обычно пользуются спросом горелки с самым большим показателем. Но, по сути, такие варианты менее гибкие, имеют более ощутимый вес, что во время сварки снижает маневренность, а руки сварщика быстро устают. Более лёгкие варианты намного удобнее, но имеют меньшую мощность, они успешно справляется с необходимыми задачами.
- Что касается рентабельности горелки, то на неё влияет строение, характеристики расходных материалов и сварки, а также эффективность работ. Приобретая сварочное устройство с TIG, вы обеспечите себя долговременной эксплуатацией этого оборудования, которое в десятки раз лучше, чем дешёвые варианты.
- Также модель горелки должна хорошо и быстро разбираться, на тот случай если произойдет поломка в отдельной ее детали. В более дешевых версиях замена деталей составляет большую проблему, так как некоторые составляющие объединены в один элемент. Поэтому дешевые горелки обычно меняют на новые, потому что замена деталей в принципе невозможна.
- Что касается производителя, то лучше приобретать горелку от того же бренда, что и ваш сварочный аппарат. Для сварки алюминия модель горелки должна быть определенной структуры, рассчитанной на работу с переменным током. Горелка должна лежать удобно в руке и быть маневренной, а поршень достаточно гибким.
Исходя из этих критериев, вы сможете подобрать наиболее удобное устройство с длительным сроком эксплуатации.
Подробнее о том, как выбрать аргоновую горелку, смотрите в видео ниже.
Все о TIG-горелках

Знать всё о TIG-горелках необходимо любому сварщику. Требуется изучить особенности горелок для инвертора, сварочных вентильных и аргоновых моделей с евроразъёмом. Внимание необходимо обращать на продукцию фирмы «Сварог» и других производителей горелок.
Что это такое?
TIG-горелка — это устройство для сварки, подсоединяемое к сварочному аппарату. Процесс работы подразумевает подачу тока определённой величины. Обрабатываемый фрагмент прикрывается химически нейтральным газом, поэтому вероятность окисления сводится к нулю. Общий принцип не зависит от конкретной марки и даже модели. По умолчанию набор поставки включает так называемый шлейф (аргоновый шланг и кабель для передачи тока), но изредка встречаются модели без шлейфа – этот момент надо уточнять дополнительно.
Современные горелки:
- отличаются качеством и надёжностью;
- рассчитаны на эксплуатацию при очень высокой температуре;
- могут подвергаться мощной электрической нагрузке, несмотря на скромную массу;
- легко управляются.
Виды
Сварка при помощи аргонного облака может производиться:
- вручную;
- в частично автоматизированном режиме;
- при полной автоматизации.
Разумеется, чем выше степень автоматизации, тем сложнее устроена конкретная сварочная горелка. Даже самые простые версии успешно держат электрод и подкачивают газ. Подобные устройства могут использовать водяной отвод тепла. Но это требует дополнительного оснащения.
Поэтому гораздо чаще встречаются системы с воздушным охлаждением.
Аргоновая горелка может относиться к вентильному типу, когда подача газа инициируется и регулируется при помощи специального крана. Альтернативное решение — использование особой кнопки. Часть конструкций оборудуется обоими средствами управления. Изготовители обычно используют разъёмы для инверторов конкретного типа. Необходимо тщательно заботиться о соответствии.
Трудности иногда возникают, когда горелку приобретают удалённо, так как не всегда в описании указывается её тип. В сложных случаях приходится перепаивать разъёмы. Внимание надо обращать на длину шлейфа. Чаще всего она составляет 4 м, изредка – 8 м. Другие длины встречаются крайне редко.
Системы с естественным отводом тепла пригодны лишь для коротких швов. Важным условием для их эксплуатации является использование тока максимум 200 А. Нарушение таких правил может приводить к чрезмерному разогреву. Жидкостное охлаждение помогает сварить очень длинный шов.
Сила тока при этом практически не ограничена.
Вентильная подача газа считается наиболее простым решением. Откручивание вентиля не вызывает никаких проблем. Многие такие модели пригодны для работы только с инвертором. Зажигание дуги инициируется обстукиванием проволоки о поверхность сварочного изделия. Вентильными горелками нельзя варить алюминий.
Модели с кнопочным управлением куда совершеннее. Переключатель чаще всего имеет несколько позиций, отвечающих за отдельные функции:
- включение газа;
- регулирование потока;
- запуск сварочной дуги.
Подобные решения позволяют упростить использование и улучшают качество создаваемых швов. Устройства с вентилями и кнопками одновременно встречаются нечасто. Для начинающих пользователей они откровенно неудобны. Однако многие опытные сварщики предпочитают именно такую технику.
Её ценят за максимально широкие возможности регулирования.
Некоторые горелки оснащаются евроразъёмом. Это решение облегчает подключение модели. Однако стоимость его существенно выше, чем в модификациях со штекером. Основная область применения — профессиональная сварка в больших объёмах. Разница может касаться и того, как подаётся проволока для полуавтомата или для ручного сварочного аппарата.
Толкающий вариант подразумевает проталкивание проволоки сквозь специальный отсек. Тянущее исполнение — это протягивание присадки через особый канал внутри держателя. Ещё стоит предусматривать деление горелок:
- по величине (мелкая, обычная, крупная);
- жёсткому или гибкому гусаку;
- степени наклона электрода;
- виду подключения к сварочному рукаву;
- исполнению концевика на рукаве.
Комплектующие
Популярные расходники:
- удержатели сопла;
- гусаки;
- аэрозоли с антипригарным эффектом;
- спирали для сопел;
- электрические наконечники;
- фиксаторы этих наконечников;
- направляющие детали специального канала.
Достаточно часто используется стеклянное сопло для TIG-горелки. Продвинутые конструкции такого рода уменьшают расходование газа и позволяют работать даже в труднодоступных местах. Специальное стекло очень стойко к нагреву и служит достаточно долго. Газовая линза — это держатель цангового элемента. Разрядник для поджига можно сделать даже своими руками, используя в качестве основы промышленные устройства с рабочим напряжением от 900 до 1300 В.
Популярные модели
Востребованностью отличается Fubag TIG 17 DX25. Это современная вентильная горелка. Длина её шлейфа составляет 4 м. Прочие технические параметры:
- ток не более 140 А;
- охлаждение потоком воздуха;
- длительность подключения не более 35% от общего времени работы.
Альтернативой можно считать FB TIG 18 от того же производителя. Шлейф этой горелки также достигает 4 м в длину. Такая модель рассчитана уже на силу тока до 320 А.
Благодаря жидкостному отводу тепла можно гарантировать включение до 100% времени.
Из продукции других марок обращает на себя внимание FoxWeld SRT-17V. Такая горелка также имеет четырёхметровый шлейф. Управление производится с помощью вентиля (кнопка не предусматривается). Наибольшая сила тока — 140 А. При переменном токе она уменьшается до 125 А, и надо учесть, что сечение электрода может составлять от 1 до 2,4 мм.
Что касается изделий популярной марки «Сварог», то среди них выделяется TECH TS 9. У этой горелки также четырёхметровый шлейф. Она рассчитана на силу тока 110 А. При этом сечение электрода составляет от 1 до 1,6 мм.
Длительность включения в сеть составляет не более 35% времени.
Существенно отличаются возможности устройства TS 26. Данная горелка оснащается уже шлейфом длиной 8 м. На неё можно подавать ток силой до 180 А. Допустимое сечение электрода 1-4 мм. Общая масса изделия составляет 4,8 кг.
Завершить обзор уместно на горелочном устройстве Kemppi FLEXLITE TX 165 G S 16M. На него возможно подавать ток до 160 А. С помощью такой модели возможно использовать электроды сечением не более 2,4 мм (из вольфрама). Охлаждение производится воздухом.
Предусмотрено наличие разъёма с 7 контактами; протяжённость шлейфа составляет 16 м.
Рекомендации по использованию
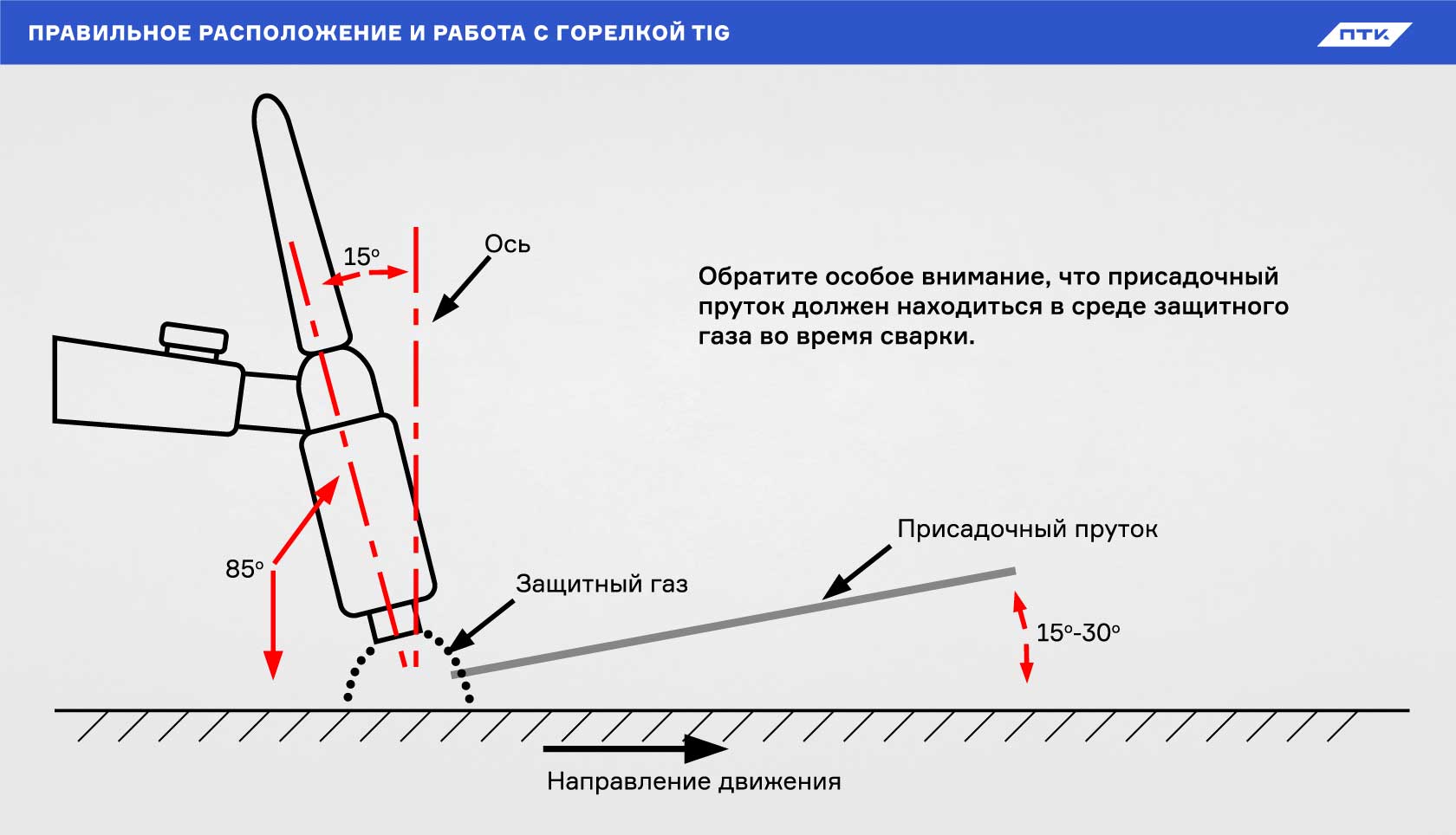
Перед подключением TIG-горелки на открытом воздухе требуется обеспечить защиту от ветрового потока. Большое значение имеет грамотная подготовка рабочей поверхности. Вести горелку под острым углом недопустимо — это сильно затруднит работу. В точке, где зажгли электрическую дугу, образуется отметка, которую придётся вычищать. Постоянный ток позволяет работать экономичнее и проваривать более глубокие швы.
На переменном токе темп работы будет меньше. Зато сменяться плюс и минус будут автоматически. Чтобы ускорить очистку от плёнки оксидов, необходимо подавать сильный ток обратной полярности. При использовании осцилляторов их питают током с напряжением 6 В. Вольфрамовые рабочие стержни предварительно затачивают.
Установка заточенных электродов на горелку производится с помощью цангового зажима. Оптимальный минутный расход аргона — 13 л. Опытные сварщики могут подбирать его индивидуально. Крепление массы производится либо на заготовке, либо на рабочем столе.
Работать надо так, чтобы от кончика электрода до обрабатываемой поверхности было минимум 0,3 см.
О том, как выбрать TIG — горелку, вы можете узнать из видео ниже.
Сварочные горелки TIG: в чем разница и для чего предназначены
Новое поколение TIG-горелок включает в себя модульную систему и огромное количество вариантов конфигурации. Выбор практически бесконечен. От корпусов горелок, включая все различные типы газовых сопел, до широкого спектра рукояток. Но в чем именно заключаются различия между TIG-горелками и какой корпус горелки подходит для конкретного случая?
Главное — попасть в точку: это самая важная задача. Потому что даже самая удобная и самая большая в мире TIG-горелка не стоит ничего, если вы не можете добраться до места, где вы должны сварить. Вот почему корпуса сварочных горелок и колпачки выпускаются разной длины, с различными углами наклона и даже с гибкими шейками горелок, которые можно согнуть для придания формы.

Два противоположных примера: угловой сварной шов на верстаке и потолочная труба, которая должна быть сварена изнутри. Работа на сварочном столе может быть выполнена с использованием практически любого корпуса горелки. Однако для сварки труб требуется особо компактная горелка — в идеале маленькая и гибкая, с коротким колпачком.
Конструктив
Кроме того, с различными корпусами горелок используется широкий диапазон газовых сопел, которые различаются по длине, диаметру отверстия, материалу и типу крепления.

Длинное или короткое
Как и корпус горелки, форма детали и доступность к шву имеют решающее значение для определения длины требуемого газового сопла. Например, чем меньше диаметр трубы, тем короче выбранное сопло. Больший диаметр газового сопла — более шире пятно газовой защиты: диаметр газового сопла или его отверстия определяет размер области вокруг сварного шва, которая будет покрыта защитным газом. Широкая зона газовой защиты особенно важна для чувствительных материалов, таких как титан, так как остывающий шов, нагретый после сварки, должен быть защищен от атмосферного кислорода значительно дольше, во избежание образовывания оксидов и цветов побежалости.
Тип газового сопла «шампанское» — с расширенным выходным отверстием
Особенностью так называемого газового сопла «шампанское» является увеличенный диаметр выходного отверстия — больше, чем диаметр посадочной части. Это обеспечивает широкую зону газового покрытия, что делает его особенно полезным для активных металлов, таких как титан или цирконий. Само сопло может быть сделано из керамики или стекла, причем прозрачное стекло обеспечивает идеальный обзор горящей дуги и сварочной ванны.
Способ крепления
Газовые сопла TIG могут иметь резьбовую посадку или надеваться на корпус сварочной горелки, поджимаясь уплотнительным лепестком. Выбор зависит от конструкции сварочной горелки, хотя предпочтение сварщика обычно будет ключевым фактором. Системы, в которых сопло вставляется в корпус, обеспечивают более быструю замену — даже сразу после сварки, когда сварочная горелка и сопло все еще горячие. С другой стороны, винтовое соединение обеспечивает более прочное и жёсткое закрепление.
Газовая линза
Похожа на фильтрующую сетку — она обеспечивает ламинарный, равномерный поток газа без завихрений и турбулентности. Это особенно полезно при работе с высоколегированными сталями и активными металлами, особенно при сварке с большим вылетом электрода или на открытом воздухе или сквозняке. Все газовые сопла, большие или маленькие, длинные или короткие — доступны с газовой линзой или без нее.
Прихватка и точечная сварка
Для этих целей имеются специальные точечные газовые сопла. Для выполнения прихваток или сварных точек без использования присадочного материала эти фасонные сопла прикладываются непосредственно к заготовке. Прижатие сопла к заготовке гарантирует, что расстояние между электродом и свариваемым металлом всегда идеально и постоянно. Точечные сопла доступны для различных конфигураций заготовок — например, для прихватки внутренних угловых швов, внешних угловых швов или для стыковых соединений. Большим преимуществом является то, что в данном случае использование сварочной маски не обязательно, так как это специальное сопло скрывает дугу из поля зрения. Кроме того, использование такого сопла при точечной сварке или прихватке не требует высокой квалификации и доступно даже новичкам.
Идеальная рукоятка для TIG-горелки
Разработаны также различные типы рукояток сварочных горелок. Учитывая, что большинство сварщиков предпочитают небольшие рукоятки, особенно для тонкой сварки, наряду со стандартным типоразмером рукояток существует также компактное исполнение. Компактные рукоятки позволяют удобно держать горелку, как карандаш, что идеально подходит для тонкой работы. По сути, все сводится к тому, какую рукоятку сварщик считает наиболее удобной. Размер рукоятки также определяет ее вес и диапазон функций. Маленькая рукоятка, конечно, имеет преимущество тем, что она легче, но большие обычно имеют более широкий функционал, такой как светодиодная подсветка, которая может использоваться для освещения шва перед началом сварки, и могут включать в себя различные типы элементов управления. Кроме того, большие сварочные горелки лучше подходят для сварки на высоких токах, так как они имеют более развитую систему теплоотводящих элементов и могут выдерживать более высокие температуры.
Управление на TIG-горелке

В рукоятку горелки могут быть встроены различные элементы управления, которые позволяют сварщику легко контролировать силу тока с помощью потенциометра или переключателя вверх-вниз. Сварочная горелка, оснащённая блоком управления Job Master, позволяет регулировать несколько параметров или выбирать заранее настроенные параметры режима для соответствующего участка сварного шва, хранящиеся в ячейках Job сварочного источника, и активировать их с помощью сварочной горелки даже непосредственно во время сварки. Эта функция особенно полезна, когда источник питания установлен на некотором удалении от места сварки, например, во время ремонтных и монтажных работ.
Модульная конструкция TIG-горелки — для максимальной гибкости

Поскольку оптимальная конструкция горелки зависит от соответствующей сварочной задачи, большое значение имеет модульная система TIG горелок. В модульных системах выбирается рукоятка, к которой при необходимости могут быть добавлены различные органы управления и корпуса горелок. Возможность быстро и легко заменить корпус горелки, обеспечивается системой Multilock. С помощью этой системы нажатие и поворот корпуса
горелки освобождает его от рукоятки и шланг-пакета, в то время как новый корпус горелки просто фиксируется на месте путем вставки и поворота. Система доступна как для газовых, так и для водяных шланг-пакетов.
Система Multilock позволяет сконфигурировать горелку в соответствии с особенностью сварочной задачи и личными предпочтениями сварщика.
Источник: Технологический центр «ТЕНА»
�� Подписывайтесь на Elec.ru. Мы есть в Телеграм, ВКонтакте и Одноклассниках
Как выбрать керамическое сопло для горелки TIG?
Керамическое сопло применяется для того, чтобы поступающий газ двигался точно в область сварочного шва и не распространялся в стороны. Оно служит для защиты сварочного шва от попадания воздуха, создавая газовую оболочку из защитного газа.
Типы керамических сопл:
Керамические сопла можно разделить на два типа: классические и для газовой линзы (более подробно про газовые линзы и про их назначение вы можете прочитать здесь).
Также сопла делятся по типу горелки: 17/18/26 и 9/20/25.
Чем больше указанный на корпусе номер сопла — тем больше его диаметр. Для удобства выбора существует мировой стандарт цифровой маркировки — от 4 до 10, за исключением номера 9, которого не существует.
Цифра, указанная на сопле, это диаметр в шестнадцатой доли дюйма (английская система мер). 1 Дюйм = 25,4 мм. В шестнадцатой доле дюйма это 1,588 мм. Например, чтобы понять выходной диаметр сопла с номером 4 в миллиметрах, необходимо 4 умножить на 1,588 мм и получить 6,352 мм. Далее, округляем и получаем выходной диаметр сопла равный 6,5 мм.
Также керамические сопла могут быть стандартными и удлиненными. Удлиненные маскируются букой «L» (L — первая буква английского слова Long — «длинный»), например, 4L или 8L. Обратите внимание, что выходной диаметр на удлиненных соплах не всегда совпадает с обычными керамическими соплами.
Каждое сопло имеет свой выходной диаметр: от 6,5 мм до 16,5 мм. Чем больше диаметр, тем толще вольфрамовый электрод, который вы можете использовать.
Эта зависимость имеет простое объяснение — если вы свариваете толстый металл, то вам нужен более толстый вольфрамовый электрод, а значит, область защиты сварочного шва тоже должна быть больше.
Особенно важно об этом помнить, если вы делаете широкие колебательные движения или свариваете металлы с разделкой кромки 45° в стык.
Обращаем ваше внимание, что посадочный диаметр имеет резьбу и она разная у классического керамического сопла и керамического сопла для газовой линзы.Ниже приведена удобная таблица, которая поможет вам сделать правильный выбор.