Пайка скруток из алюминиевого и медного провода
Итак, поговорим о том, как паять алюминий. Те, кто сталкивался с этой задачей, знают, что алюминий плохо поддаётся пайке. Виной тому тонкая оксидная плёнка, быстро образующаяся на поверхности этого металла на открытом воздухе. Поэтому для пайки алюминия применяют специальные флюсы. Процесс пайки алюминия я продемонстрирую на примере облуживания и пайки проволочных скруток.
При монтаже электропроводки я всегда отдаю предпочтение паяным соединениям. Считаю, что этот способ обеспечивает лучший электрический контакт по сравнению с обычной скруткой проводов без пайки или обжимом их в гильзе или наконечнике.
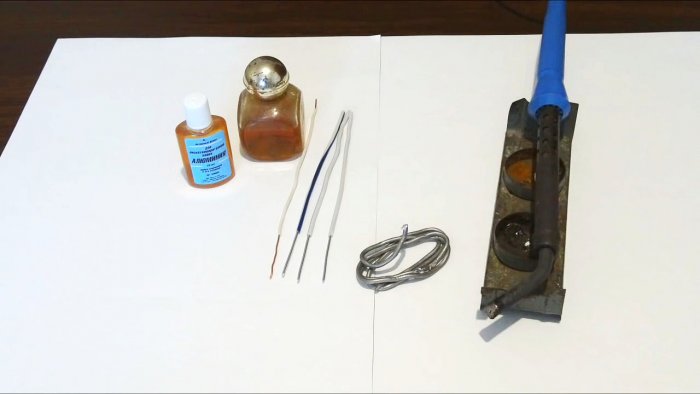
Необходимые инструменты и материалы
- обычный паяльник мощностью 40 Ватт;
- нож для снятия изоляции и зачистки проводов;
- флюс для пайки алюминия (Ф-61А, Ф-59А, Ф-64 и др);
- раствор канифоли в ацетоне или спирте;
- свинцово – оловянный припой;
- обрезки алюминиевых и медных проводов сечением 2,5 – 4 кв. мм.
Приступаем к пайке
Пайка скрутки алюминиевых проводов
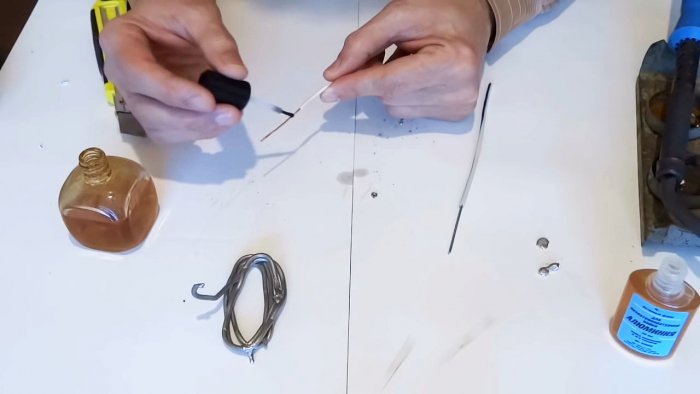
Начнём работу с пайки скрученных алюминиевых проводов. Перед тем, как скрутить провода, нужно убедиться в том, что поверхность алюминиевых жил чистая. В противном случае нужно зачистить провод ножом. Поверхность провода должна быть светло – серебристой, а не тёмно – серой.
Делаем скрутку плоскогубцами.
Для пайки алюминия применяем специальный флюс. Он может иметь конкретную марку Ф-61А, Ф-59А, Ф-64 и др, или же просто называться «флюс для пайки алюминия». Флакончик объёмом 25 мл стоит приблизительно 45 рублей и его хватит надолго.

С помощью кисточки наносим флюс тонким слоем на скрутку со всех сторон.
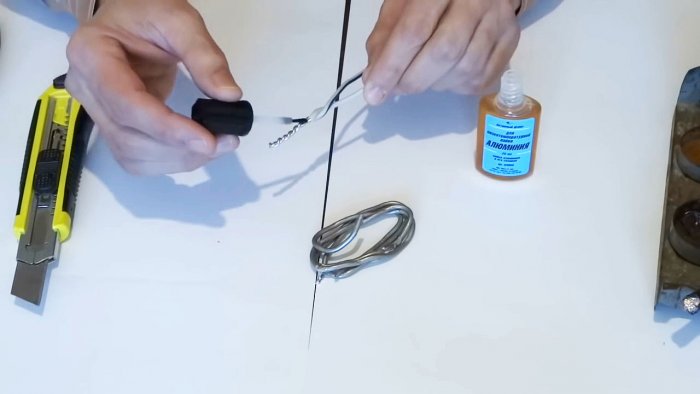
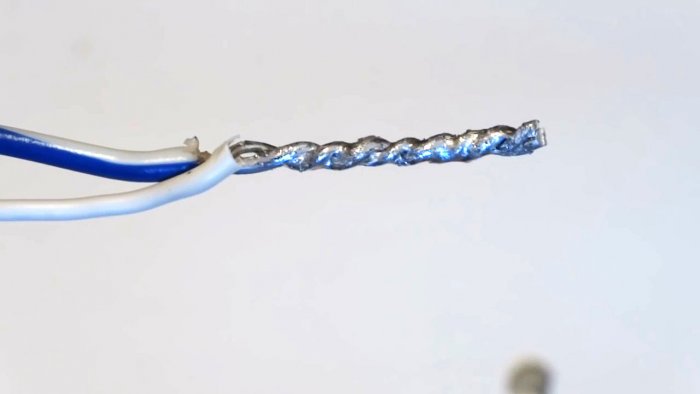
Разогретое до рабочей температуры жало паяльника смачиваем припоем, слегка дотронувшись до него. Поглаживая скрутку рабочей поверхностью жала, наносим на неё припой.
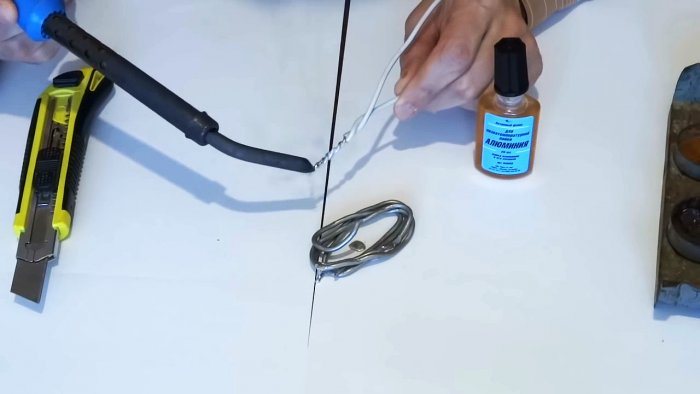
Припой и алюминий похожи цветом, но это не мешает наблюдать, как припой растекается по поверхности проводов, заполняя щели между ними. Перебарщивать с количеством припоя не стоит, достаточно тонкого слоя на поверхности алюминия, застывших капель следует избегать.
Пайка медной скрутки

Медные скрутки я паяю таким же способом, только флюсом в этом случае служит раствор канифоли в ацетоне. Готовлю я его следующим образом. Во флакончик заливаю около 30 мл ацетона и постепенно засыпаю в него канифоль, предварительно измельчённую в порошок. Перемешиванием добиваюсь полного растворения канифоли. В результате раствор должен приобрести цвет некрепкого чая. Наношу флюс также кисточкой, расход канифоли при этом мизерный, а благодаря текучести ацетона раствор проникает в самые мелкие щели. Если использовать нерастворённую канифоль, получается не так аккуратно, её излишки потом приходится удалять.

Скрутка из медного и алюминиевого провода
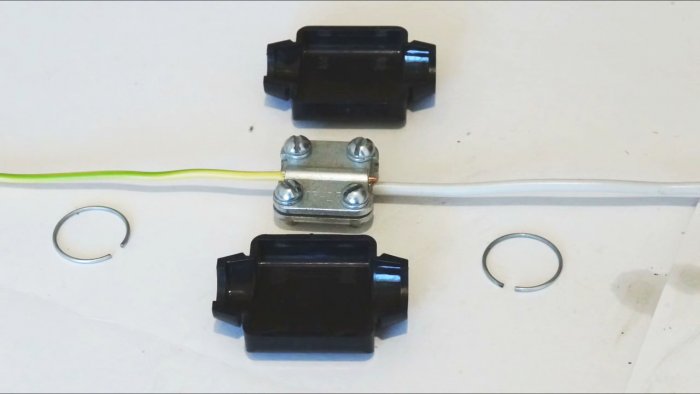
При монтаже электропроводки выполнять непосредственное соединение проводов с токоведущими жилами из меди и алюминия запрещено. В результате электрохимических процессов на границе соприкосновения этих металлов образуется окисная плёнка, которая увеличивает переходное сопротивление. Присутствие влаги активизирует протекание реакции. В результате переход начинает нагреваться, что ещё более ускоряет процесс коррозии. Медь с алюминием соединяют через третий металл. Обычно применяют болтовое соединение с установкой между проводами стальной шайбы, либо специальные зажимы, исключающие непосредственный контакт проводов.

При необходимости произвести соединение проводов с медной и алюминиевой жилой, я поступаю следующим образом.

Медные и алюминиевые провода, которые требуется соединить, я предварительно облуживаю, то есть, покрываю тонким слоем припоя.

При этом для каждого металла использую свой флюс, а припой применяю один и тот же. После этого я скручиваю провода и пропаиваю скрутку снаружи. В результате медный и алюминиевый провод соединяются через слой разделяющего их припоя. Олово и свинец, входящие в состав припоя химически нейтральны к меди и алюминию, что исключает протекание электрохимической коррозии. Наружный слой припоя, нанесённый на скрутку, герметизирует контакт и защищает его от внешних воздействий.

Иногда можно услышать мнение, что пайка скруток несёт в себе потенциальную опасность. Считается, что при перегреве скрутки припой плавится и, капая, повреждает изоляцию других проводов. Давайте разберёмся с этим.
Сама по себе скрутка, тем более пропаянная, обеспечивает площадь электрического контакта, в разы превышающую сечение основного провода. А это значит, что при перегрузке электропроводки, нагревание скрутки будет наименьшим. В этом случае будет происходить перегрев провода по всей его длине, что может привести к оплавлению изоляции гораздо раньше, чем к расплавлению припоя. Причиной возникновения подобной ситуации является не наличие скрутки, и не её пайка, а отсутствие автоматического выключателя или неправильный его выбор.
Что же касается «разрушительного» действия расплавленного припоя, то в процессе пайки вы можете убедиться, что случайно упавшие с жала паяльника его капли не прожигают даже газету на столе.
Заключение
- поражение электрическим током в случае его неисправности (пробоя фазы на корпус и жало паяльника);
- возможность получения ожога (температура плавления свинцово – оловянных припоев составляет около 200°С).
Пайка алюминия в домашних условиях
Алюминий — это металл, который активно окисляется на воздухе и на его поверхности образуется тугоплавкая и химически стойкая оксидная пленка. Также температура плавления алюминия всего 660 градусов и его нагрев свыше 300 градусов приводит к уменьшению прочности детали.
Поэтому пайка алюминия должна производиться с использованием специальных химически сильных флюсов и припоем с низкой температурой плавления. Кроме того, есть способы пайки без использования флюсов. Об этих способах написано ниже в статье.
Очень важно, чтобы алюминий был чистым, поэтому обезжириваем будущее место пайки любым растворителем или бензином.
Перед пайкой обязательно чистим алюминиевую деталь наждачной шкуркой или металлической щеткой. Зачистку производим не с целью удалить оксидную пленку, а чтобы сделать поверхность шершавой, что увеличивает площадь соприкосновения будущего места пайки. Это положительно скажется на прочности соединения. В процессе зачистки сдирается слой окислов с поверхности металла, и практически сразу они образуется заново под воздействием кислорода в воздухе. Но новый слой окислов по толщине будет меньше, чем старая оксидная пленка, таким образом облегчается задача флюса.
Классическая пайка с флюсом
Нагреваем деталь до необходимой технологической температуры в 250-300 градусов. Это можно сделать с помощью газовой пропановой горелки или с помощью обычной электрической печки. Если деталь большая и нужно нагреть ее локально, то нужно помнить о том, что из-за высокой теплопроводности алюминия нагретое место будет быстро остывать.
Для разрушения оксидной пленки на поверхности алюминия используем специальный флюс. Подойдет флюс Ф-59А, Ф-61А, Ф-64 или с надписью, что он предназначен именно для пайки алюминия.

Наносим флюс на алюминий и приступаем к лужению.
Для пайки алюминия существуют специальные припои, например ЦОП (цинко-оловянный припой) или А250. Вот их и используем для лужения. Натираем припоем место будущей пайки. Если деталь достаточно прогрета, то припой должен плавиться при соприкосновении с алюминием и образовывать небольшой слой полуды. Если этого не происходит, то еще нагреваем деталь до плавления припоя.
После лужения производим пайку с помощью обычных припоев, например ПОС 30, 40 или ПОС 60.
Пайка с использованием припоев со специальным флюсовым сердечником
Для пайки алюминия существуют специальные прутки, которые состоят из припоя и флюсового сердечника. Например, качественный припой CASTOLIN 192FBK или различные припои от китайских производителей с сайта Али экспресс. Также на официальном сайте производителя CASTOLIN размещена информация, что флюс в данных припоях не оказывает коррозионного воздействия и его в большинстве случаев можно оставлять в месте соединения.
Алгоритм действий пайки
Нагреваем алюминиевые детали в месте их будущего соединения. Здесь важно не расплавить сами детали, поэтому нужно контролировать их температуру. Это легко сделать с помощью припоя. Для этого стержнем припоя периодически проводим по месту пайки. Если припой начнет плавиться от разогретых деталей, то это говорит о том, что достигнута нужная температура.
Нагрев может занять от трех до пяти минут. Если же нагреть припой до температуры плавления, но не разогреть алюминиевые детали, то припой не будет к ним приставать.
Ни в коем случае не греем сам припой, так как его температура плавления намного меньше, чем температура плавления алюминия.

Данная технология довольно простая и если выдержать правильно технологическую температуру пайки, то получается довольно качественное соединение.
Технология лужения алюминия с механическим воздействием без флюса
Главное отличие данной технологии в том, что здесь не используется флюс для деактивирования пленки окислов на поверхности алюминиевых деталей. Но так как пайка алюминия невозможна с оксидной пленкой, то ее убирают механическим способом. При этом защищают алюминий от дальнейшего окисления или наносят слой припоя до того, как алюминий успевает окислиться.
В первом случае для того, чтобы алюминий не окислялся кислородом из окружающего воздуха, его защищают слоем машинного масла или расплавленной канифоли. Для этого на место пайки наносят слой машинного масла или канифоли. Затем скоблят поверхность алюминия каким-либо твердым предметом, чтобы содрать оксидную пленку. После, не вытирая масла или канифоли наносят припой и втирают его горячим паяльником.

Таким способом удается выполнить лужение, затем выполняется пайка.

Во втором случае алюминиевые детали разогревают до нужной технологической температуры примерно в 250-300 градусов. Сделать это можно любым доступным способом как описано выше по тексту.
Затем на разогретую деталь наносят припой, который расплавляется, но не схватывается с деталью, так как мешает слой окислов.
После припой втирают в деталь используя абразив. Например, можно втирать с помощью бруска точильного камня или использовать шуруповерт с щеткой. Таким образом механически сдирается оксид алюминия, и на его место сразу же втирается припой. Металл просто не успевает окисляться.

Минус этой технологии в том, что разогретый припой в виде капель разлетается во все стороны в момент механического воздействия и таким образом возможен его увеличенный расход. В момент лужения не забываем держать технологическую температуру.
Пайка алюминия
Господствует мнение, что алюминий и его сплавы относятся к трудно паяемым материалам. Однако это общераспространенное убеждение можно считать верным лишь в том случае, если речь идет о пайке с использованием обычных припоев и флюсов, применяющихся для пайки меди, стали и некоторых других металлов. При использовании современных материалов, предназначенных специально для пайки алюминия, пресловутая труднопаяемость алюминия почти ничем себя не проявляет.

Пайка алюминия
Трудность пайки алюминия обычными припоями и флюсами обуславливается целым рядом факторов. Прежде всего, это наличие тугоплавкой и химически стойкой оксидной пленки. Оксид Al2O3 препятствует смачиванию поверхности припоем и растворению в нем основного металла. Чтобы разрушить его, применяют механическую обработку и сильнодействующие флюсы.
Создает трудности для пайки и низкая температура плавления алюминия, составляющая 660°C. При нагреве прочность металла быстро снижается, и уже при температурах 250-300°С алюминиевые конструкции могут терять устойчивость. Температура солидуса (температура, при которой плавится самый легкоплавкий компонент) основных алюминиевых сплавов, варьируется в интервале 500-640°С. Это оставляет очень узкий температурный интервал для применения высокотемпературной пайки, при которой существует опасность перегрева и расплавления самой паяемой детали.
В отношении большинства элементов, составляющих основу легкоплавких припоев (Sn, Pb, Cd, Bi, In), у алюминия имеет место слабая взаимная растворимость, что снижает прочность паяных соединений. Исключением является цинк, который с алюминием хорошо взаиморастворимы, обеспечивая необходимую прочность соединения.
Материалы для пайки алюминия
Припои. При использовании высокоактивных флюсов и хорошей подготовки поверхности, алюминий можно паять и оловянно-свинцовыми припоями. Однако их выбор все же нельзя считать удачным. Помимо того, что имеет место упомянутая выше плохая растворимость алюминия в системах Sn-Pb, оловянно-свинцовые припои обеспечивают очень низкую коррозионную стойкость паяного соединения. Чтобы преодолеть этот недостаток, соединения, паянные оловянными или оловянно-свинцовыми припоями, необходимо покрывать специальными лакокрасочными покрытиями.
Качественную пайку алюминия обеспечивают припои содержащие цинк, серебро, медь, алюминий, кремний. Существует большое количество составов как отечественного, так и импортного производства, содержащих эти элементы в различном соотношении. Из отечественных припоев можно привести ЦОП40 (60% олова и 40% цинка) и 34А (66% Аl, 28% Cu и 6% Si). Чем выше содержание цинка в цинковом припое, тем большую коррозионную стойкость и прочность имеет паяное соединение.
Большинство припоев является низкотемпературными, однако температура их плавления выше, чем у оловянно-свинцовых. По-настоящему высокотемпературными являются алюминиево-кремниевые (силумины) и алюминиево-медно-кремниевые припои. В качестве первого можно привести припой Aluminium-13 фирмы Chemet, содержащий 13% Si и 87% Аl (припой покрыт флюсом). Его температура пайки составляет 590-600°C. Примером второго может служить, уже упоминавшийся, отечественный припой 34А, состоящий из 66% Аl, 28% Cu и 6% Si. Интервал его температуры пайки — 530-550°C. Если возникает необходимость в применении высокотемпературных припоев, они применяются для пайки алюминия и тех его сплавов, которые имеют достаточно высокую температуру плавления, или деталей имеющих массивные размеры, обеспечивающие хороший теплоотвод.
Если говорить о самых удобных материалах, то к ним относятся, конечно, бесфлюсовые низкотемпературные припои, например HTS-2000.

Припой HTS-2000
Флюсы. К выбору флюса нужно подходить очень серьезно, именно его активность определяет паяемость алюминия, особенно при использовании обычных оловянно-свинцовых припоев. Далеко не все флюсы проявляют в отношении алюминия активность, заявляемую их производителями. Одним из отечественных флюсов является состав, называемый предельно информативно — «флюс для пайки алюминия». Ещё есть флюс Ф59А, Ф61А (содержащий триэтаноламин, фторборат цинка, фторборат аммония) и другие. Под названием «флюс для пайки алюминия» могут скрываться Ф59А, Ф61А или другие, даже если это не указано на упаковке.

Флюсы для пайки алюминия
В качестве высокотемпературного флюса можно привести флюс 34А, который содержит 50% KCl, 32% LiCl, 10% NaF и 8% ZnCl2.

Высокотемпературный флюс 34А
Подготовка деталей к пайке
Подготовка алюминия к пайке заключается в обезжиривании и механической зачистке зоны соединения. Целью последней является удаление окисной пленки. Обезжиривание производят ацетоном, бензином или иным растворителем. Зачищают поверхность наждачной бумагой, щеткой или сеткой из нержавеющей проволоки, абразивными кругами. Пленку окислов можно убрать и травлением определенными кислотами, но этот способ является более хлопотным в сравнении с механической зачисткой и применяется гораздо реже.
Нужно понимать, что после удаления старой окисной пленки, взамен ее мгновенно образуется новая, так что полностью избавиться от оксидного барьера все равно не получается. Смысл зачистки состоит в том, что вновь образующаяся пленка оказывается значительно тоньше и слабее старой, в результате чего флюсу с ней легче справляться.
Способы нагрева
В качестве основных инструментов для нагрева относительно массивных алюминиевых деталей применяются газовые горелки, работающие на пропане, бутане, или паяльные лампы.
При нагреве следует проявлять осторожность, чтобы не допустить перегрева основного металла, способного привести к его расплавлению. Нужно постоянно контролировать температуру основного металла, прикасаясь к нему стержнем припоя. При достижении рабочей температуры он начнет плавиться.
Пламя должно быть нормальным — без избытка или недостатка кислорода. В сбалансированной газовой смеси пламя только нагревает металл и не оказывает сильного окислительного действия. В случае сбалансированной газовой смеси пламя горелки обладает ярко-синим цветом и небольшой величиной. Пересыщенное кислородом пламя сильно окисляет поверхность металла, его факел бледно-голубого цвета и маленький.
Мелкие детали с небольшим теплоотводом при использовании низкотемпературных припоев паяются электропаяльниками.
Технология пайки алюминия
Процесс пайки алюминия с флюсом практически ничем не отличается от пайки меди или стали. После очистки деталей и установки их в нужное положение, на зону пайки наносится флюс, после чего соединение подвергается нагреву до температуры, при которой припой начинается плавиться. Плавление осуществляют прикосновением кончика стержня к стыку соединения.
Пайка бесфлюсовым припоем имеет особенность, заключающуюся в том, что для облегчения проникновения припоя через оксидную пленку, её желательно разрушить, осуществляя чиркающие движения твердым концом прутка припоя или стержнем из нержавеющей стали по расплаву. При этом происходит нарушение целостности окисной пленки.

Припой расплавленный на неразрушенную оксидную пленку и соединение после разрушения оксидной пенки чирканьем стержнем припоя по расплаву
Разрушать оксидную пленку можно и щеткой из нержавеющей стали, растирая ею расплавленный припой по поверхности деталей. Соединяемые элементы лучше прижимать друг к другу лужеными поверхностями и нагревать до температуры пайки. Полученное таким способом соединение получается очень прочным.

Пайка алюминия: зачистка и плавление припоя

Пайка алюминия: разрушение оксидной пленки щеткой и плавление припоя на второй детали (затем нужно обработать щеткой как первую деталь)

Пайка алюминия: соединение деталей и проверка на прочность
Примеры использования пайки алюминия
Алюминиевой пайкой можно ремонтировать и восстанавливать детали из алюминия и его сплавов любой сложности, начиная от самых простых, используемых в быту, и заканчивая изделиями, к которым предъявляются повышенные требования в отношении прочности и безопасность.
Пайка алюминия широко используется при ремонте автомобилей, тракторов, мотоциклов. Во многих случаях она оказывается предпочтительней, чем сварка, поскольку не приводит к изменению структуры металла и его деформации. Восстановление герметичности протекшего картера из алюминия, пайка алюминиевого радиатора, ремонт изношенной или разрушенной детали — для всех этих случаев пайка может оказаться безальтернативным способом устранения неисправности.
Пайкой можно отремонтировать алюминиевый блок цилиндров, заделать появившиеся на нем трещины, прогары, сколы. Восстановить резьбу в разбитом резьбовом отверстии. Для этого последнее заполняется расплавленным припоем, после чего в него вставляется болт. После охлаждения конструкции остается лишь вывернуть болт. Прочность резьбы, восстановленной таким способом, не уступает прочности исходной.

Восстановление резьбы пайкой: погружение болта в отверстие с расплавленным припоем и выкручивание болта из застывшего расплава
Пайка позволяет заделать отверстия в различных емкостях и изделиях, для которых необходима герметичность. Паять отрытым пламенем емкости, в которых хранились воспламеняющиеся жидкости нельзя, подробнее здесь.

Запаивание отверстий. После пайки поверхность зашлифовывается.
Пайкой ремонтируют алюминиевые трубопроводы компрессоров, насосов и кондиционеров. Пайка алюминия в домашних условиях позволяет отремонтировать любую вещь, изготовленную из чистого алюминия или его сплава — лестницу, водосточный желоб, посуду, алюминиевый сайдинг. При использовании качественных материалов может быть достигнута такая прочность соединения, что отремонтированное изделие окажется прочнее нового.
Если нет хорошего флюса и припоя
При отсутствии активных флюсов и предназначенных для алюминия припоев можно попытаться паять алюминий оловянными или оловянно-свинцовыми припоями, применяя способ разрушения оксидной пленки под слоем канифоли. Такой способ позволяет избежать мгновенного образования новой оксидной пленки взамен удаленной старой (как это происходит при зачистке на воздухе).
Роль инструмента, разрушающего оксидную пленку, играет специальный паяльник со скребком или добавленные в канифоль железные опилки. При трении облуженного паяльника о деталь, покрытую канифолью, скребок или опилки удаляют старую пленку, а канифоль не позволяет образоваться новой. Одновременно происходит лужение очищенной от окисла поверхности припоем, добавляемым на паяльник по мере необходимости.
Этот хлопотный и не гарантирующий успеха способ целесообразно применять лишь в случае крайней необходимости. Самый простой и естественный вариант — приобретение качественных флюсов и припоев, пайка которыми обеспечивает получение прочного и коррозионностойкого соединения без ненужной траты времени и сил.
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Пайка алюминия паяльником и газовой горелкой
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий (а также сплавы на его основе) не имея для этого спецоборудования.
В качестве аргумента приводится два фактора:
- при контакте с воздухом на поверхности алюминиевой детали образуется химически стойкая и тугоплавкая оксидная пленка (AL2O3), в результате чего создается препятствие для процесса лужения;
- процесс пайки существенно осложняется тем, что алюминий расплавляется при температуре 660°С (для сплавов это диапазон в пределах от 500 до 640°С). Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно. Решить проблему поможет применение сильнодействующих флюсов, в сочетании с использованием специальных припоев. Рассмотрим подробно эти материалы.
Припой
Обычно в качестве основы легкоплавкого припоя используются: олово (Sn), свинец (Pb), кадмий (Cd), висмут (Bi) и цинк (Zn). Проблема в том, что алюминий в этих металлах практически не растворяется (за исключением цинка), что делает соединение ненадежным.
Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения. Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии. Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка.
Для пайки алюминиевых деталей желательно использовать припой на основе кремния, меди, алюминия, серебра или цинка. Например 34A, который состоит из алюминия (66%), меди (28%) и кремния (6%), или более распространенный ЦОП-40 (Sn – 60%, Zn – 40%).

Заметим, что чем больше процентное содержание цинка в составе припоя, тем прочнее будет соединение и выше его устойчивость к коррозии.
Высокотемпературным считается припой, состоящий из таких металлов, как медь, кремний и алюминий. Например, как упомянутый выше отечественный припой 34A, или его зарубежный аналог «Aluminium-13» , в котором содержится 87% алюминия и 13% кремния, что позволяет осуществлять пайку при температуре от 590 до 600°С.

Флюс
При выборе флюса необходимо учитывать, что не каждый из них может быть активным к алюминию. Мы можем порекомендовать использовать в таких целях продукцию отечественного производителя – Ф-59А, Ф-61А, Ф-64, они состоят из фторборатов аммония с добавлением триэтаноламина. Как правило, на пузырьке есть пометка – «для алюминия» или «для пайки алюминия».

Для высокотемпературной пайки следует приобрести флюс, выпускаемы под маркой 34А. Он состоит из хлористого калия (50%), хлорида лития (32%), фторида натрия (10%) и хлористого цинка (8%). Такой состав наиболее оптимален, если производится высокотемпературная пайка.

Подготовка поверхности
Прежде чем начинать лужение, необходимо выполнить следующие действия:
- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка. Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Нагрев места пайки
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее 100Вт. Массивные предметы потребуют более мощного нагревательного инструмента.

Наиболее оптимальный вариант для нагрева — использование газовой горелки или паяльной лампы.

При использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:
- нельзя перегревать основной металл, поскольку он может расплавиться. Поэтому в процессе необходимо регулярно контролировать температуру. Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
- не следует использовать кислород для обогащения газовой смеси, поскольку он способствует сильному окислению металлической поверхности.
Инструкция по пайке
Процесс пайки алюминиевых деталей не имеет своих отличительных особенностей, он осуществляется также как со сталью или медью.
Алгоритм действий следующий:
- обезжиривается и зачищается место пайки;
- производится фиксация деталей в нужном положении;
- нагревается место соединения;
- прикасаются стержнем припоя (содержащим активный флюс) к месту соединения. Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
Для разрушения пленки оксида алюминия также используется щетка со щетиной из стальной проволоки. При помощи этого простого инструмента производят растирание расплавленного припоя по алюминиевой поверхности.
Пайка алюминия — полная видео инструкция
https://www.youtube.com/watch?v=ESFInizLE9U
Что делать при отсутствии нужных материалов?
Когда нет возможности подготовить все необходимые для пайки материалы, можно использовать альтернативный способ, при котором применяется припой на оловянной или оловянно-свинцовой основе. Что касается флюса, то он заменяется канифолью. Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли.
Паяльник, помимо своего прямого назначения, будет использоваться как инструмент, разрушающий оксидную пленку. Для этого на его жало надевается специальный скребок. Увеличить результативность процесса можно, добавив в канифоль металлических опилок.
Процесс производится следующим образом:
- нагретым луженым паяльником расплавляют канифоль в месте пайки;
- когда канифоль полностью покрывает поверхность, начинают тереть об нее жалом паяльника. В результате этого металлические опилки и жало разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не позволяет проникать воздуху к алюминиевой поверхности, на ней не образовывается оксидная пленка. По мере того, как производится разрушение пленки, будет происходить лужение детали;
- когда процесс лужения завершен, детали соединяют и прогревают, пока не будет достигнута температура плавления припоя.
Необходимо предупредить, что процесс пайки алюминия без специальных материалов — довольно хлопотный процесс без гарантии успешного завершения. Поэтому лучше не тратить на такую работу свои силы и время, тем более, что качество и надежность такого соединения будут сомнительными.
Гораздо проще купить активный флюс и высокотемпературный припой, при помощи которых пайка алюминия даже в домашних условиях не вызовет затруднений.