Прямая и обратная полярность при сварке инвертором

Понимать, что такое прямая полярность и что значит обратная полярность при сварке инвертором, должен каждый, кто берет в руки электрод и собирается подчинить себе металл для создания новых шедевров.
Что такое полярность на сварочном инверторе?
Это одна из характеристик сварочного процесса, которая обозначает, куда подключается «плюс» — на электрод или на изделие. Технически полярность зависит от варианта подсоединения кабеля массы и кабеля с электрододержателем (или горелкой) к сварочному оборудованию. Выбранный способ присоединения напрямую влияет на технологический процесс сварки на постоянном токе (DC). Именно на постоянном, так как переменный ток (AC) не характеризуется одной полярностью — там происходит постоянная смена полярности.
Зачем менять полярность при сварке
Выбор полярности влияет на то, какой будет сварочная дуга и на каком участке будет происходить большее нагревание. При прямой полярности сильнее будет нагреваться поверхность металлических заготовок, а при обратной — электрод.
Первый вариант отличается стабильной дугой и отлично подходит для соединения деталей большой толщины (от 5 мм). А при обратной полярности тепло сосредотачивается на электроде, поэтому он быстрее плавится. Тот факт, что сами заготовки в этом режиме нагреваются меньше, позволяет применять его для работы с тонкостенными деталями.
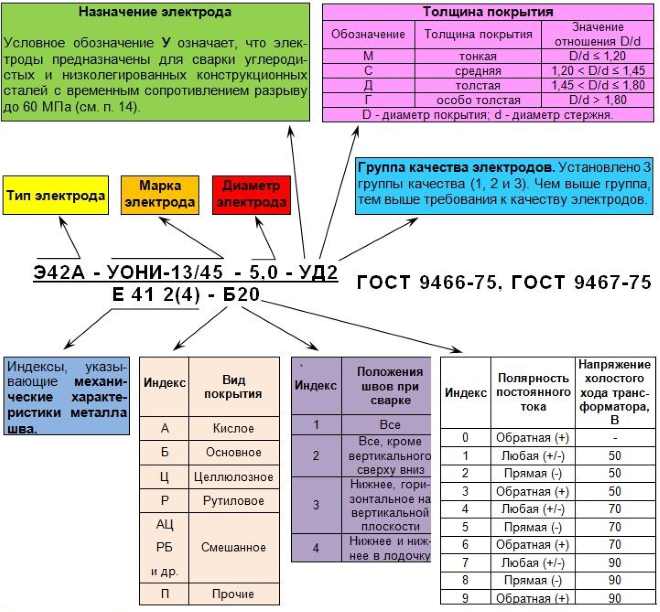
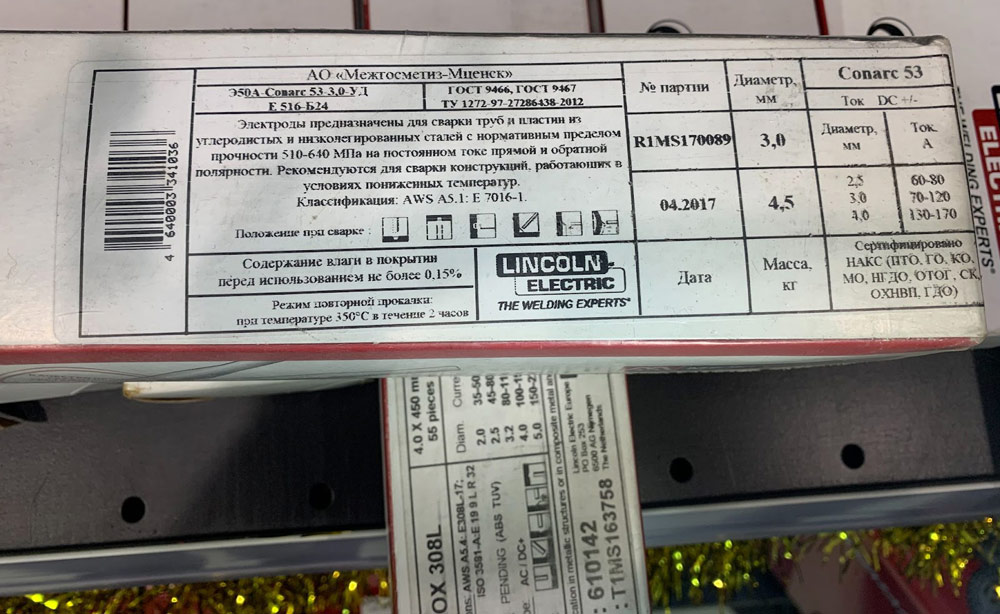
Полезный совет для тех, кто все еще сомневается, какой вариант подключения оборудования выбрать: обратите внимание на маркировку на пачке электродов, которыми вам предстоит работать. Помимо прочей информации, она содержит рекомендации по выбору параметров, в том числе рода тока и полярности. Существуют универсальные покрытые электроды, которые могут применяться на прямой и обратной полярности, а также на переменном токе. Рутиловые электроды, как правило, универсальные. А расходные материалы с основным покрытием обычно используют для работы на постоянном токе обратной полярности, но бывают исключения.
Что будет, если неправильно выбрать полярность на сварочном инверторе?
Если не следовать рекомендациям по подбору полярности, указанным на маркировке, то результат работы будет отличаться от заявленного производителем.
В этом случае возможны следующие последствия:
- недостаточное проплавление;
- неравномерная форма шва;
- сильное разбрызгивание металла;
- нестабильное горение дуги;
- возможно появление различных дефектов (непровар, прожог, межваликовое несплавление);
- низкая производительность наплавки.
Прямая и обратная полярность при сварке MMA
На любом сварочном аппарате имеются два стандартных разъема для подключения кабелей. Если к «минусу» мы присоединим кабель с электродом, а в гнездо «плюс» установим кабель с зажимом массы, то это обеспечит прямую полярность. А если наоборот, «минус» — на изделие, а «плюс» — на электрод, то полярность на сварочном инверторе будет называться обратной. Для работы методом MMA можно применять оба режима, в зависимости от того, какие детали предстоит соединить, из какого они материала, какие расходники мы будем применять и каким методом варить.
TIG — Особенности аргонодуговой сварки
Процесс TIG на постоянном токе производится только при прямой полярности или на переменном токе. И этому есть объяснение. Как известно, для ручной аргонодуговой сварки используют вольфрамовые электроды. Несмотря на то, что для их производства используют тугоплавкий металл, они все же могут расплавиться при работе, если раскалятся до температуры плавления. Чтобы этого избежать, не нужно допускать их перегрева. А как мы помним, при обратной полярности на электрод подается «плюс», на котором выделяется больше тепла. Именно по этой причине обратную полярность для метода TIG и не используют.
Второй вариант для аргонодуговой технологии — сварка на переменном электрическом токе. Такая методика применяется для соединения деталей из алюминия и его сплавов. Одна из самых больших проблем этого металла состоит в необходимости очистки его поверхности от оксидной пленки. На прямой полярности разрушения оксидной пленки не происходит, а обратную полярность применить мы не можем, так как произойдет разрушение вольфрамового электрода из-за перегрева. В качестве компромиссного решения мы используем переменный ток, в котором присутствует и прямая, и обратная полярность. На прямой полярности достигается максимальная глубина проплавления, а на обратной происходит очистка от оксидной пленки.
MIG/MAG. Особенности полуавтоматической сварки
Процесс MIG/MAG обычно производится на токе обратной полярности (например, с применением сварочной проволоки Lincoln Electric SuperArc L-56). Исключение составляет лишь полуавтоматическая сварка самозащитной порошковой проволокой (FCAW-SS) — этот метод осуществляется на токе прямой полярности. Для этого подойдет порошковая проволока от производителя Lincoln Electric: Pipeliner NR-208-XP и Innershield NR-207.
Плюсы и минусы прямой и обратной полярности
В заключении еще раз тезисно перечислим основные отличия, преимущества и недостатки.
- большее нагревание заготовок;
- проплавление металла большей толщины;
- применяется для метода TIG, так как вольфрамовый электрод меньше нагревается;
- подходит для процесса MIG/MAG с применением порошковой самозащитной проволоки.
- большее нагревание электрода/проволоки;
- подходит для соединения тонколистовых деталей;
- меньшее проплавление металла;
- применяется для ручной дуговой и полуавтоматической сварки.
Стоит сказать, что для РД чаще всего применяется обратная полярность, так как за счет ускоренного плавления электрода удается достичь большей производительности. Риск получить прожог сварного шва снижен. Однако есть и недостатки: этот метод характеризуется менее активным проплавлением металла, а также возможностью перегрева электрода.
Каждый, кто планирует начать работы по металлообработке, должен понимать, что значит обратная полярность при сварке инвертором и прямая, какой режим подключения выбрать для аргонодугового аппарата, а какой для полуавтомата. Когда специалист знает, на что влияет выбор рода тока и полярности, он способен грамотно настроить параметры и максимально точно выполнить стоящие перед ним задачи. Надеемся, что статья помогла разобраться, как подключать сварочный аппарат, плюс и минус вы теперь без труда найдете. И так же легко определите, как выбрать полярность в зависимости от применяемой технологии.
Полярность при сварке: какую выбрать?

В мире сварочных технологий одним из важных аспектов является выбор полярности тока, оказывающий существенное влияние на качество и эффективность сварочных работ. В данной статье мы рассмотрим различные варианты полярности – прямую и обратную, раскрывая их технические характеристики и области применения.
Прямая полярность представляет собой вариант сварочной полярности, при которой минусовой клеммой подключается электрод, а плюсовой – заготовка. Этот подход обладает рядом технических особенностей:
- Глубокий провар: Прямая полярность обеспечивает максимальный прирост тепла на заготовке, что способствует более глубокому провару материала.
- Применение для толстых деталей: идеально подходит для сварки толстых деталей и черного металла.
- Электроды с основным и рутилово-основным покрытием: эффективно используется с электродами, такими как УОНИИ-13/55 и Lb 52u, а также порошковой проволокой.
- Стабильная дуга: обеспечивает формирование ровного и качественного шва благодаря стабильной дуге.
Обратная полярность
Обратная полярность, наоборот, характеризуется подключением плюсовой клеммы к электроду, а минусовой – к заготовке. Этот вариант также имеет свои особенности:
- Сварка тонколистового металла: Обратная полярность эффективна при сварке тонколистового металла и сталей, чувствительных к перегреву.
- Электроды с рутиловым покрытием и тугоплавкой обмазкой: используется с рутиловыми электродами, например, МР-3 и АНО-21, а также сплошными проволоками.
- Предотвращение прожогов: помогает исключить прожоги заготовки и поддерживает стабильное горение дуги при низких сварочных токах.
Выбор между прямой и обратной полярностью зависит от технических требований конкретной задачи и свойств материала. Учтите также рекомендации производителя для использования определенных электродов и полярности. Понимание этих технических аспектов позволяет сварщикам выбирать оптимальные параметры для различных сварочных задач, обеспечивая высокое качество и надежность сварочных соединений.
Критерии выбора полярности в сварочных работах
Правильный выбор полярности тока в сварочных работах имеет решающее значение для достижения оптимальных результатов. Различные критерии определяют, когда целесообразно использовать прямую полярность, а когда — обратную. В данном разделе мы рассмотрим ключевые критерии выбора полярности в сварочных операциях.
1. Толщина стенки материала:
- Прямая полярность: Эффективна при сварке толстых деталей, где необходим глубокий провар. Идеально подходит для материалов толщиной от 3-4 мм.
- Обратная полярность: рекомендуется для сварки тонких материалов (тонколистового металла), где сильно концентрированная дуга прямой полярности может вызвать прожог.
- Прямая полярность: подходит для сварки черного металла и других материалов с высокой теплопроводностью.
- Обратная полярность: Эффективна при работе с чувствительными к перегреву сталями, также подходит для сварки цветных металлов.
3. Свойства расходников:
- Прямая полярность: рекомендуется для использования с электродами с основным и рутилово-основным покрытием, порошковой проволокой. Эффективна при работе с материалами, где требуется глубокий провар.
- Обратная полярность: используется с электродами с рутиловым покрытием и тугоплавкой обмазкой, а также сплошными проволоками. Помогает избежать прожогов и обеспечивает стабильное горение дуги при низких сварочных токах.
4. Тип сварочного оборудования:
- Инверторы для ММА: используются для работы с заготовками толщиной от 4 мм, выбор полярности зависит от толщины детали и типа материала.
- Полуавтоматы: Обратная полярность чаще применяется для сварки тонколистового металла и различных сплавов.
Эффективный выбор полярности в соответствии с вышеописанными критериями позволяет максимизировать производительность, обеспечивая при этом высокое качество сварочных соединений. Уточнение требований задачи и особенностей материала становятся ключевыми факторами при принятии решения относительно прямой или обратной полярности в сварочных работах.
Важно отметить, что техническая компетентность при выборе полярности тока является ключевым элементом успешного завершения сварочных проектов. Учитывая технические требования и рекомендации производителей, сварщики могут эффективно применять прямую или обратную полярность, с уверенностью в качестве своей работы.
Поделиться
Красноярский край, г.Сосновоборск, ул. Заводская, д.1, корп. 2.
2022 © ООО «СтройМК». Завод металлоконструкций и резервуарного оборудования

Согласие посетителя сайта https://smk124.ru на обработку персональных данных
Настоящим свободно, своей волей и в своем интересе даю согласие ООО «СтройМК», которое находится по адресу: https://smk124.ru , на автоматизированную и неавтоматизированную обработку моих персональных данных, в том числе с использованием интернет — сервисов на сайте https://smk124.ru в соответствии со следующим перечнем:
- персональные данные – номер телефона, адрес моей электронной почты, фамилия, имя, отчество;
- источник захода на сайт https://smk124.ru и информация поискового или рекламного запроса;
- данные о пользовательском устройстве (среди которых разрешение, версия и другие атрибуты, характеризующие пользовательское устройство);
- пользовательские клики, просмотры страниц, заполнения полей, показы и просмотры баннеров и видео;
- данные, характеризующие аудиторные сегменты;
- номер телефона, адрес моей электронной почты, фамилия, имя, отчество; параметры сессии;
- данные о времени посещения;
- идентификатор пользователя, хранимый в cookie, для целей повышения осведомленности посетителей Сайта https://smk124.ru о продуктах и услугах ООО «СтройМК», предоставления релевантной рекламной информации и оптимизации рекламы, исполнения договорных обязательств, проведение рекламных кампаний и маркетинговых исследований.
Также даю свое согласие на предоставление ООО «СтройМК», моих персональных данных как посетителя Сайта https://smk124.ru , с которыми сотрудничает ООО «СтройМК». ООО «СтройМК» вправе осуществлять обработку моих персональных данных следующими способами: сбор, запись, систематизация, накопление, хранение, обновление, изменение, использование, передача (распространение, предоставление, доступ).
Настоящее согласие вступает в силу с момента моего перехода на Сайт https://smk124.ru и действует в течение сроков, установленных действующим законодательством РФ.
Основанием для обработки персональных данных являются: Ст. 24 Конституции Российской Федерации; ст.6 Федерального закона №152-ФЗ «О персональных данных».
Персональные данные обрабатываются до окончания обработки. Так же обработка персональных данных может быть прекращена по запросу субъекта персональных данных.
Хранение персональных данных зафиксированных на бумажных носителях осуществляется согласно Федеральному закону №125-ФЗ «Об архивном деле в Российской Федерации» и иным нормативно правовым актам в области архивного дела и архивного хранения. Срок или условие прекращения обработки персональных данных: прекращение деятельности ООО «СтройМК».
Разница между сваркой переменным и постоянным током
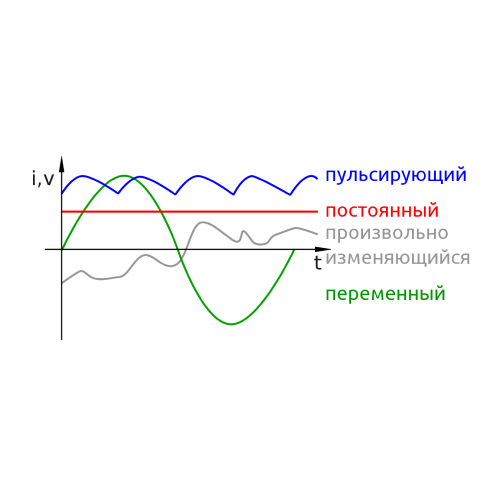
Если вы уже работали со сваркой или хотя бы немного знакомы с ней, то, скорее всего, слышали термины “AC” и “DC”. AC и DC — это различные типы токов, которые используются в процессе сварки. Поскольку при сварке используется электрическая дуга, создающая тепло, необходимое для расплавления металла, ей необходим стабильный ток с различной полярностью, которая зависит от свариваемого материала.
Чтобы сделать качественный сварной шов, для начала нужно понять, что означают эти два тока на сварочном аппарате, а также на электродах.
Но сначала: в чем разница между сваркой переменным и постоянным током?
Сварка DC и AC относится к полярности тока, проходящего через электрод аппарата. AC означает переменный ток, а DC — постоянный. Прочность и качество сварного шва будут зависеть от полярности электрода.
Что такое полярность?
Скорее всего, вы знакомы с термином «полярность».
Электрические цепи имеют полюса — отрицательный и положительный. В цепи с постоянным током (DC) движение электронов идет в одном направлении от плюса к минусу. Применительно к сварке отрицательный полюс получает меньше тепловой нагрузки.
Переменный ток (AC), как следует из названия, меняется в направлении, в котором он идет. Половину времени он идет в одном направлении, а другую половину — в противоположном. Переменный ток меняет свою полярность примерно 120 раз в секунду при токе 60 Гц.
Прямая полярность при сварке постоянным током дает более глубокое проплавление металла. А обратная полярность отлично подходит для сварки тонколистовых заготовок за счет меньшего тепловложения.
Покрытые электроды иногда могут использовать любую полярность, в то время как некоторые будут работать только на одной.
Качественный сварной шов предполагает правильное проплавление и равномерное наплавление валика, а для этого необходимо использовать правильную полярность. При неправильной полярности вы не только получаете плохое проплавление и неравномерное образование валика, но и чрезмерное разбрызгивание и перегрев, а в некоторых случаях можно даже потерять контроль над дугой.
Электрод также может быстро сгореть.
Большинство сварочных аппаратов для дуговой сварки имеют обозначенные клеммы или направления, чтобы сварщики точно знали, как настроить сварочный аппарат на переменный или постоянный ток. Некоторые сварочные аппараты также используют переключатели для изменения полярности, а некоторые требуют переподключение клемм кабеля.
Сварка различными токами
Различные типы сварных швов требуют разного вида токов из-за природы их возникновения и оказываемого ими воздействия.
Сварка переменным током
Сварка переменным током считается уступающей сварке постоянным током и поэтому используется редко. Сварочные аппараты переменного тока чаще всего используются только при отсутствии аппаратов постоянного тока.
Сварку переменным током чаще всего используют для соединения толстолистового металла, быстрой наплавки и TIG-сварки с высокой частотой, хотя иногда она также используется для устранения проблем, связанных со сварочной дугой. Проблемы с дугой возникают, когда она прерывает сварное соединение, которое должно свариваться при более высоких уровнях тока, что происходит в основном при работе с электродами, имеющими большой диаметр.
Сварка переменным током также может использоваться для намагниченных металлов, что невозможно при сварке постоянным током. Постоянное изменение направления тока при сварке переменным током означает, что намагниченный металл не будет влиять на электрическую дугу.
Переменный ток также лучше подходит при работе с высокими температурами. Так как он обеспечивает высокий уровень тока, что создает глубокий провар, и поэтому используется для сварки при строительстве кораблей.
Сварка переменным током хорошо подходит для ремонта оборудования, так как многие из них имеют намагниченные поля и участки, подвергшиеся ржавчине.
Однако, нестабильность направления при сварке переменным током также может быть недостатком в том, что процесс имеет меньшую производительность, чем при сварке постоянным током.
Сварка постоянным током
Сварка постоянным током, как и сварка переменным током, имеет свои преимущества, и используется в случаях, когда сварка переменным током не может обеспечить должного результата, например, вертикальная сварка, пайка одним припоем или TIG-сварка нержавеющей стали.
Сварка на постоянном токе имеет более высокую скорость осаждения, она лучше всего подходит для сварщиков, которым требуются большие размеры наплавленного слоя. Несмотря на то, что сварка переменным током обеспечивает лучшее проплавление, она имеет более низкую скорость осаждения, что может быть непригодно.
При сварке постоянным током образуется также меньше брызг, чем при сварке переменным током, что делает сварочный шов более равномерным и гладким. Постоянный ток также является более надежным, и поэтому с ним легче работать, так как электрическая дуга остается стабильной.
Сварка постоянным током часто используется для сварки тонких металлов. Оборудование, работающее с этим типом тока, также дешевле, что помогает сократить расходы.
Однако, несмотря на то, что само оборудование имеет более низкую стоимость, процесс фактического использования постоянного тока немного дороже.
Это происходит из-за того, что необходимо специальное оборудование для преобразования переменного тока на постоянный, потому что это не предусмотрено электрической сетью. Однако, поскольку постоянный ток лучше подходит для большинства видов сварочных процессов, эти затраты считаются необходимыми.
Хотя сварка постоянным током лучше для многих металлов, она не рекомендуется при работе с алюминием, так как для этого требуется выделение тепла высокой интенсивности, что невозможно при использовании постоянного тока. Кроме того, если при работе с постоянным током будет создаваться магнитное поле, то возрастет риск дугового разряда, что может быть опасно.
Какой электрод использовать?
Так как вид используемого тока влияет на полярность на электроде, надо учитывать используемый электрод.
Для сварки методом TIG чаще применяют постоянный ток прямой полярности. Иногда также используют ток обратной полярности или переменный ток. В этих случаях применяют вольфрамовые электроды с легирующими добавками для улучшения стабильности дуги.
- WP — вольфрамовые электроды для сварки на переменном токе;
- WL-20 и WL-15 — легированные вольфрамовые электроды для сварки на постоянном и переменном токах.

Для ММА сварки в основном использую покрытые плавящиеся электроды.
В настоящее время производители выпускают электроды с четырьмя видами обмазки:
- Кислое (маркировка “А”). В его составе железо и марганец в довольно большом объеме. Можно сваривать неочищенный металл.
- Основное (маркировка “Б”). Эти электроды можно использовать для работы на переменном токе, но из-за малого потенциала ионизации не рекомендуется этого делать.
- Рутиловое (маркировка “Р”). Лучше всего подходит для работы на переменном токе. Небольшое разбрызгивание металла и хорошее качество шва.
- Целлюлозное (маркировка “Ц/С”). Подходит для работы на переменном и постоянном токе, но выдает много брызг металла.
Существует несколько различных видов электродов для сварки переменным током, но многие из них могут использоваться как для сварки переменным током, так и для сварки постоянным током.
Выбор правильной полярности и тока, а также правильного электрода может иметь решающее значение для выполнения хорошего сварного шва.
Похожие статьи
Выбор режима ручной дуговой сварки
Начиная работать с ручной дуговой сваркой, необходимо правильно выбрать режим сварки.
Разбираемся в основных методах сварки
Наиболее распространенные методы сварки, использующиеся в бытовых и профессиональных целях — ММА, MIG/MAG и TIG.
Что такое сварочная дуга
Ликбез для новичков в сварочном деле: что такое электрическая сварочная дуга, как она появляется и каким образом поддерживать её стабильность.
Сварка тонкого металла электродом: ошибки, советы, оборудование
Как провести сварочные работы по тонкому металлу инвертором ММА, избегая распространенных ошибок начинающих сварщиков, а также советы и подбор необходимого оборудования для работ.
Удобнее всего сваривать тонкий металл аргонодуговой сваркой. С помощью инверторов TIG можно создать узкие швы с минимальным тепловложением. Быстро варить тонкий металл получится полуавтоматом MIG. Но когда под рукой есть только инвертор РДС и требуется соединить две листовые заготовки малого сечения, могут возникнуть трудности. Рассмотрим распространенные ошибки начинающих сварщиков при работе с тонким металлом, а также советы и оборудование ММА, которые помогут справиться с такой задачей.
- Область применения сварки тонкого металла электродом
- Сложности при сварке тонкого металла
- Выбор сварочного аппарата
- Выбор электродов
- Настройки аппарата для сварки тонкого металла
- Советы по технике сварки тонкого металла электродом
- Выбор сварочной маски
- Как заварить тонкий металл с зазором
Область применения сварки тонкого металла электродом
В быту умение сваривать тонколистовое железо может понадобиться при изготовлении бака для летнего душа или сборки другой емкости. Если у вас есть автомобиль и ремонт кузова хочется выполнить самому, то варить тонкий металл придется при замене порогов, арок, низа дверей или кромки багажника. Сварка выхлопной системы автомобиля (резонатор, глушитель, гофра и пр.) часто требуется при замене одного из элементов, поскольку без доработок редко все становится так, чтобы не бить о корпус при вибрации.
Тонкостенные круглые трубы используются у некоторых в старых домах для уличного водопровода (полив огорода и пр.), Квадратные и профильные трубы с тонким сечением стенок применяются при сооружении теплиц, навесов, козырьков. Имея аппарат РДС и научившись варить тонкий металл самостоятельно, можно сэкономить средства и не нанимать мастера.
Сложности при сварке тонкого металла
Под тонким металлом подразумевается толщина стали 0.8-1.5 мм. Более тонкие заготовки покрытым электродом варить просто нереально. Да и сечение 0.8 мм сможет грамотно проварить и не испортить деталь только опытный сварщик. Основными ошибками начинающих сварщиков при работе с тонкостенными заготовками выступают:
- Наплывы с другой стороны соединения. Если присадочного металла от электрода будет слишком много, под собственным весом он начнет проваливаться. В результате с лицевой стороны шов окажется в меру гладким, а с обратной — будут огромные валики. Если это произойдет внутри трубы, по которой протекает жидкость, возможно существенное уменьшение пропускной способности. Для ровной пластины, которая прикладывается к другой плоскости это критично, и придется долго счищать наплывы болгаркой. Ошибка со стороны сварщика заключается в медленном ведении дуги.
- Прожоги. Тонкий металл быстрее прогревается, поэтому следующей одной из распространенных ошибок сварщиков-новичков являются прожоги. Они делают стык негерметичным, снижают прочность соединения, портят внешний вид конструкции. Среди причин происходящего — неправильный выбор силы тока, медленное ведение дуги.
- Непроваренные участки. Желая предотвратить прожоги, некоторые выставляют слишком маленький ток на сварочном аппарате. В результате электрод не прогревает изделие, а накладывает металл сверху. При небольшой нагрузке на излом соединение распадается. Внешне непроваренные участки выглядят плохо. Кроме неверного выбора силы тока, ошибка заключается в слишком быстром ведении дуги.
- Деформация изделия. Железо толщиной 1-1.5 мм может сильно покоробиться при сварке покрытыми электродами. Это происходит из-за термического воздействия и линейного расширения. Ошибки сварщика заключаются в неправильном подборе силы тока, медленном наложении шва, нарушении порядка провара длинных участков.
- Перерасход материалов. Сварка тонкого металла ведется на малых сварочных токах, поэтому дуга получается очень короткая — небольшой отрыв и она гаснет. Некоторым трудно возбуждать дугу при таких условиях, требуется часто стучать кончиком электрода о поверхность изделия и буквально ловить дугу, что ведет к осыпанию обмазки. Оголенный кончик прилипает, поэтому его приходится сжигать на черновой заготовке, а это перерасход.
Большинство начинающих сварщиков получают ожоги роговицы при сварке тонкого металла, поскольку пытаются прихватить стороны без маски. Дело в том, что чем меньше сила тока, тем менее яркая электрическая дуга. При таких условиях трудно разглядеть линию соединения через темный светофильтр и точно поставить прихватки. После сварки без маски сильно болят глаза, может возникнуть ощущение «песка» под веками, краснеют сосуды в глазном яблоке.
Выбор сварочного аппарата
Чтобы получилось сварить две тонкостенные стороны изделия в домашних условиях, требуется грамотный подбор инвертора РДС. Не каждая модель подойдет для такой задачи. При выборе аппарата ММА обращайте внимание на минимальное значение сварочного тока. При покупке большинство смотрит только на максимальный порог, чтобы определить, какой толщины заготовки сможет «пропечь» инвертор. Когда же предстоит часто варить тонколистовую сталь, значение имеет нижний диапазон силы тока.

Варить тонкий металл покрытыми электродами легче, если использовать инвертор ММА с дополнительными функциями «Форсаж дуги» и «Антиприлипание», а также «Горячий старт». Такими тремя режимами оснащен например БАРСВЕЛД Mini ARC-160 , идеально подходящий для сварки тонколистовой стали.
Дополнительные функции
Например, для работы с сечением 0.8 мм требуется опускать ток до минимальных значений 10-20 А. Но не все инверторы РДС способны на это. У некоторых нижний порог ограничен 30 А.
«Форсаж» (Arc Force)
Скрыть Подробнее
Функция позволяет автоматически менять силу сварочного тока, чтобы исключить затухание электрической дуги. Например, вы установили значение 40 А и ведет сварку. Поднеся кончик электрода слишком близко, дуга может погаснуть. В такой момент аппарат «чувствует» сокращение воздушного зазора и кратковременно добавляет еще 10 А (в сумме с первоначальной настройкой получается 50 А).
Этого достаточно, чтобы дуга не погасла, а сварщик выровнял расстояние между электродом и изделием. Как только положение стабилизировалось, инвертор сам скидывает ток до базовых 40 А (или любого другого, который вы установили на страте). Поэтому прожоги исключаются. Функция пригодится как при сварке тонкой стали, так и работе без опоры для рук, когда труднее контролировать воздушный зазор.
«Антиприлипание» (Antistick)
Скрыть Подробнее
Функция помогает экономить расходники при сварке тонкого металла. Поскольку дуга короткая, прилипание кончика стержня к поверхности изделия неизбежно. Когда это происходит, требуется пошатывание электрода в стороны, чтобы отсоединить его от заготовки. Это содействует отпадению покрытия. После необходимо сжигание кончика на черновой заготовке, что замедляет работу и ведет к перерасходу электродов.
Когда кончик прилип, инвертор отключает сварочный ток от кабелей. Сварщик легко отсоединяет электрод, не разрушая обмазку. Как только цепь разомкнута, аппарат восстанавливает подачу тока и можно без промедления продолжить сварку.
«Горячий старт» (Hot Start)
Скрыть Подробнее
Поджигать дугу при сварке электродом тонкого металла сложнее, ввиду малой силы тока. Требуется активно стучать по поверхности изделия и ловить электрический разряд небольшой высоты. Чуть удалили кончик от поверхности и дуга погасла. Чтобы упростить первый поджиг, когда электрод холодный, пригодится функция Hot Start. Режим дает повышенное напряжение при старте и ту же убавляет его до безопасного, когда дуга зажжена. Экономится время, варить проще, меньше раздражаешься.
Важно! При выборе инвертора ММА для сварки тонкого железа, обращайте внимание на наличие всех трех функций в аппарате. Бывает так, что в оборудовании есть только один дополнительный режим, например «Антиприлипание». В таком случае модель сильно проигрывает тем, у которых есть все три вспомогательные функции.
Практика показывает, что сварка тонкого железа происходит более качественно, когда используются аппараты, выдающие постоянный ток. В характеристиках такого оборудования должен быть прописан род тока DC. Подойдут модели AC/DC, способные переключаться между переменным и постоянным током.
Выбор электродов
Прежде всего отметим, что для сварки тонколистового металла важно правильно выбрать диаметр электрода. Стержни 4-5 мм создадут чрезмерное сопротивление и не дадут дуге нормально гореть на малых токах. Поэтому при сварке тонколистовой стали используют электроды диаметром 1.6-3 мм. Чем тоньше металл, тем меньше диаметр стержня.
Далее следует обращать внимание на характеристики электродов. Возьмем к примеру Барсвелд ОЗС-12 ⌀ 2,0 мм (Premium). У них рутиловое покрытие, обеспечивающее:
- легкий первичный и повторный поджиг;
- отсутствие диэлектрического кончика на конце при затухании (удобно для повторного использования спустя время);
- красивый шов;
- легкую сварку по ржавому или погрунтованному металлу;
- низкое разбрызгивание присадочного металла;
- мягкое горение дуги.

Купив ОЗС-12 ⌀ 2,0 мм (Premium), получится варить тонкий металл постоянным или переменным током в любом пространственном положении. Шлак после сварки удаляется очень легко. Хорошими электродами для работы с листовым железом будут АНО-21 ⌀ 2,5 мм (Premium), относящиеся к типу Э46. У бренда ESAB рекомендуем электроды ESAB МР-3 ⌀ 3,0 мм, если предстоит варить железо сечением 1.0-1.5 мм.
Перечисленные электроды обладают рутиловым покрытием, поэтому при затухании дуги не образуется «козырек». К такому эффекту склонны расходники с основным типом покрытия. Наличие козырька усложняет повторный поджиг дуги, поскольку требуется более сильное постукивание, чтобы разрушить кончик обмазки и обеспечить контакт токопроводящего стержня с изделием.
Если с даты выпуска электродов прошло более 4-х месяцев, рекомендуем их предварительно прокалить. В домашних условиях это можно сделать в электродуховке, разогрев ее до температуры 170-200 градусов. Тогда из обмазки удалится лишняя влага, при сварке дуга не будет сильно трещать и разбрызгивать металл, шов получится аккуратнее.
Настройки аппарата для сварки тонкого металла
Поскольку свариваемый металл тонкий, важно настроить инвертор ручной дуговой сварки на обратную полярность. Это означает, что разъем кабеля электрододержателя вставляется в гнездо со значком «плюс», а кабель массы подключается к гнезду «минус». Благодаря обратной полярности тепло электрической дуги концентрируется на кончике электрода, а не на изделии. Происходит такое по законам физики, поскольку электроны движутся от «минуса» к «плюсу». При обратной полярности тонкий металл меньше перегревается, что помогает сократить количество прожогов и температурных деформаций.
Начинающий сварщик должен уметь правильно выставить силу тока при сварке покрытым электродом тонкого металла. Предлагаем рекомендации по настройке инвертора в таблице.
| Толщина свариваемого металла, мм | Диаметр электрода, мм | Сила тока, А |
|---|---|---|
| 0.8 | 1.6 | 10-20 |
| 1.0 | 2.0-2.5 | 25-35 |
| 1.2 | 2.5 | 40-50 |
| 1.5 | 2.5-3.0 | 45-60 |
Советы по технике сварки тонкого металла электродом
Итак, рассмотрим технику сварки тонкого металла на практике и дадим ряд полезных советов от реальных сварщиков. Используем инверторный сварочный аппарат РДС с постоянным током и выставляем силу тока по значениям, приведенным в нашей таблице. Чтобы листовую конструкцию не повело, советуем зафиксировать ее струбцинами. Разделка кромок при сварке тонкого железа до 4 мм не выполняется.
Расположите соединяемые стороны деталей максимально близко друг к другу. Зазор здесь не нужен. Если конструктивно допустимо соединение внахлест, используйте это — не будет прожогов и проваливания валика вниз.
Далее следуйте нашим рекомендациям:
- Разжигайте дугу на черновой заготовке и лишь затем приступайте к сварке. Так не придется стучать по изделию, на лицевой стороне конструкции не будет следов от контакта дуги.
- Держите дугу не строго по центру соединения, а на одной из сторон заготовки. Это поможет избежать прожога в самом начале работы.
- Быстро ведите электрод с минимальными поперечными колебательными движениями.
- Старайтесь держать кончик электрода как можно ближе к поверхности заготовки. Дуга будет четче, присадочный металл легче перенесется, будет нормальный провар. Но короткая дуга требует навыка («набитой руки»), поэтому потренируйтесь на черновом изделии с аналогичным сечением.
- Чтобы предупредить проваливание металла с обратной стороны шва, используйте подложку. Железный стол не подойдет — изделие прилипнет. Лучше всего подкладывать пластину из графита или меди.
- Если прожоги возникают несмотря на минимальный сварочный ток, ведите шов прерывистой дугой. Проварили 5 мм и убрали кончик электрода из сварочной ванны на секунду. Затем снова возбудили дугу и проварили 5 мм. Это замедляет процесс, зато дает остыть наплавленному металлу.
- Электрод держите под углом 30-45 градусов. Прямой угол по отношению к изделию усиливает прогрев и содействует прожогам.
Когда настройки аппарата РДС не позволяют снизить силу тока еще больше, используйте балластный реостат. Если работа разовая и приобретение баластника нерентабельно, подсоедините сталистую пружину в цепь массы, расположив ее между зажимом и изделием. Переставляя зажим массы по виткам пружины получится регулировать силу тока за счет сопротивления.
Чтобы минимизировать температурные деформации, соблюдайте порядок провара длинных швов. Например, при сварке крупной емкости (бак для душа, топливный бак автомобиля), начинайте варить с конца стыка, ведя шов на себя. Проваривайте по 8-10 см и продвигайтесь вперед. Новый шов заканчивается на начале предыдущего. Каждый короткий провар будет выгибать поверхность внутрь, но за счет большого количества швов такие «волны» будут едва заметны, чем один большой прогиб плоскости при сварке сплошным швом слева направо.

Выбор сварочной маски

Как мы упоминали в начале, при сварке на малых токах свет от дуги менее яркий, поэтому плохо видно линию стыковки. Из-за недостаточности освещенности можно даже наложить шов мимо. Тонкий металл варить покрытыми электродами удобнее в масках-хамелеон с диапазоном затемнения 4-8 DIN или 9-13 DIN.
В отличие от маски с обычным светофильтром, в хамелеоне можно точно навести кончик электрода на место соединения. Это сокращает количество «зайчиков», помогает сохранить чистой лицевую поверхность изделия. Регулировка силы затемнения от 4 до 8 DIN облегчает настройку под разную силу малого сварочного тока.
Рекомендуем купить маску БАРСВЕЛД МС 307 с АСФ-707 с диапазоном 5-8 и 9-13 DIN, обладающую большим смотровым окном 98х87 мм. Благодаря этому сохраняется хороший обзор во всех пространственных положениях. Технология Full Color передает все в натуральных цветах и новичку будет легче отличить расплавленный шлак обмазки электрода от жидкого металла. Цена маски чуть больше 5000 рублей, что делает ее довольно доступной даже для бытовой сварки в гараже или на даче.
Как заварить тонкий металл с зазором
Задача сильно усложняется, когда между соединяемыми сторонами есть зазор в 1-3 мм. В таком случае дуга дополнительно «съедает» стенки заготовки и заварить стык очень трудно.
Здесь требуется снизить силу тока на 20% от той, что была при сварке этого же сечения, но без зазора. Первоначальная цель — просто соединить две стороны перемычкой, создав из присадочного металла «мостик». Затем сварочный ток можно увеличить и перекрыть шов для лучшего провара.
Сварка ведется короткой дугой с перерывами. Откладывайте «полки» на боках, зажигая дугу на одной из сторон и подводя кончик электрода к краю. Когда нарастите бока, соедините стороны. Продолжайте сварку прерывистой дугой. Процесс медленный и кропотливый.
Второй вариант сварить тонкий металл с зазором — разместить в щель дополнительный металл. Когда нет подходящего элемента под рукой, большинство опытных сварщиков используют огарок электрода, отбив с него обмазку. Прихватите стержень в месте стыковки и варите обычным способом. Наличие такой вставки не даст провалиться присадочному металлу и возьмет часть температуры на себя.
Приспособления для сварки

Сварочные электроды