Использование пайки в ремонте электропроводки автомобиля

Всем привет!) В этом посте хочу поговорить о применении пайки в ремонте электропроводки автомобиля. Я не однократно наблюдал споры на эту тему в комментариях, где кто-то двумя руками за, кто-то категорически против пайки.
Я к примеру, часто использую пайку для соединения проводов в автомобиле, по тому что у этого способа есть ряд достоинств. Паяное соединение компактное, неразрывное, имеет сопротивление ниже чем у самого провода, который соединяется. Кроме того, такое соединение более стойкое к коррозии, а точнее дольше сохраняет низкое сопротивление под действием коррозии. К минусам можно отнести несгибаемость соединения, наличие более сложного инструмента и энерго-зависимость (розетка или газ для паяльника), более дорогие расходные материалы.
Для того чтобы все описанные достоинства заработали, паяное соединение нужно делать качественно. Об этом и пойдет речь)
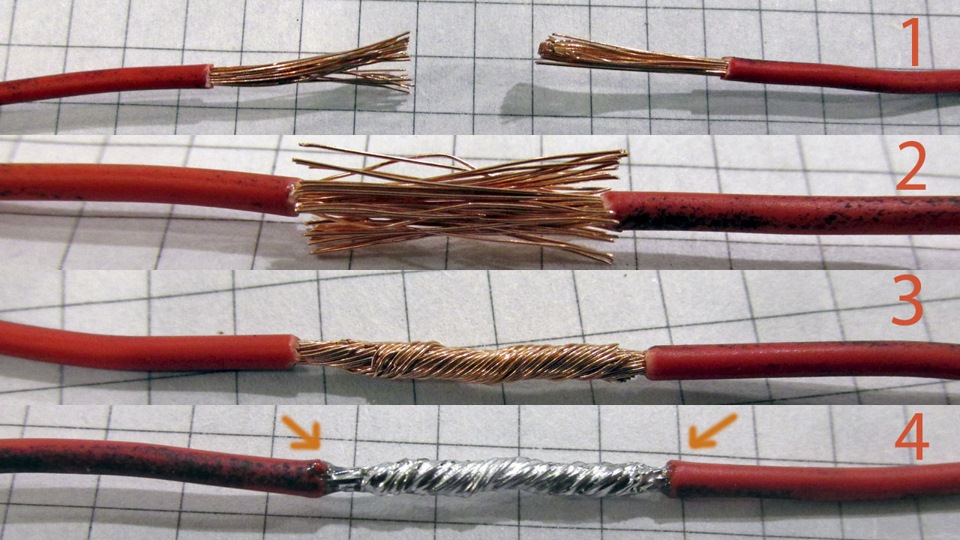
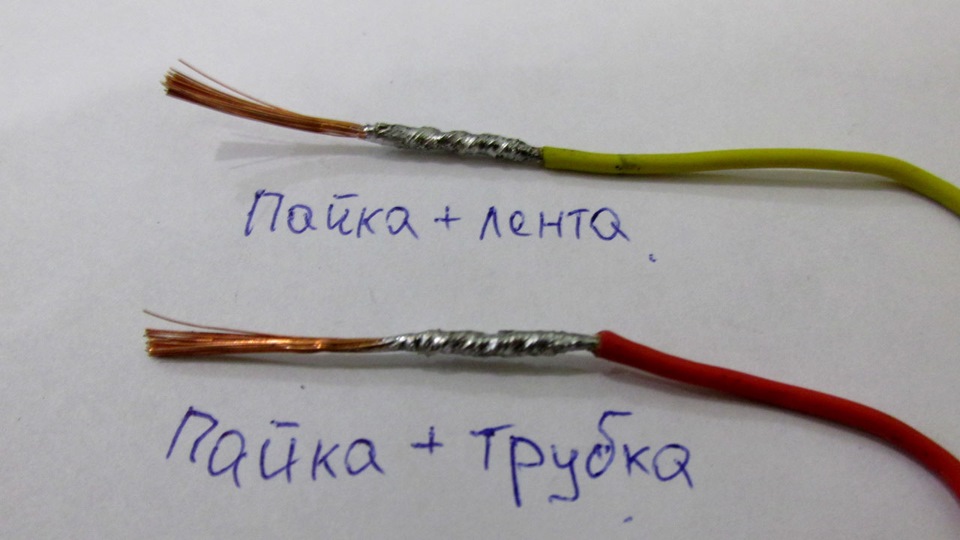
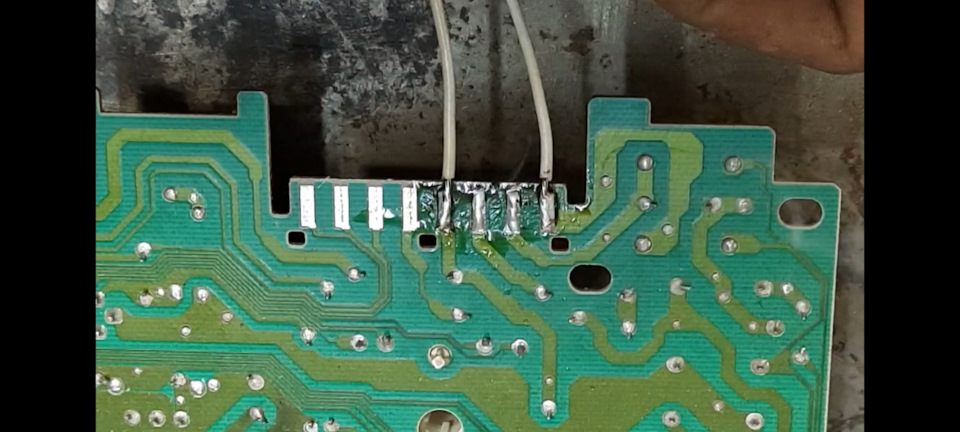
Итак, начнем! Для начала снимаем изоляцию с обоих проводов, примерно 20-25 мм. Это нужно для того, чтобы было достаточно длины для удобного скручивания. Такой тип скрутки как на фото, пожалуй, самый компактный и имеет диаметр примерно равный диаметру провода с изоляцией, что очень удобно при последующем изолировании. На этом этапе важно тщательно скрутить жилки, чтобы ни одна из них не торчала.
Дальше спаиваем. Тут тоже есть свои особенности. Во-первых, не стоит использовать активные флюсы, и уж тем более паяльную кислоту для пайки многожильных проводов. А все потому, что остатки такого рода флюсов после пайки нужно обязательно смывать, иначе они будут продолжать работать дальше, то есть разъедать поверхность. Многожильные же провода обладают капиллярным эффектом, то есть способны всасывать жидкость под изоляцию, причем чем лучше жидкость способна смачивать поверхность, тем сильнее этот эффект проявляется. В результате, при использовании к примеру, паяльной кислоты, она после нагрева смачивает провод под изоляцией на глубину до 10мм. Это хорошо заметно, если спаять таким способом акустические провода, с прозрачной изоляцией — через некоторое время возле места пайки под «шкурой» появляется зеленый участок медного провода, который в перспективе разрушиться полностью.
Ввиду всего вышесказанного, для пайки проводов я использую припой (Sn67 Pb33) c без отмывочным флюсом 1-2%, такой, какой используют для пайки радиокомпонентов (в приведенном ниже видеоролике можно его увидеть). Вся прелесть работы с ним заключается в том, что флюс в нем работает так же, как и канифоль – он абсолютно неактивен в застывшем состоянии, но при нагреве способен растворять оксидную пленку с меди, а так же улучшать смачивающие характеристики припоя. Именно поэтому, мой выбор пал на припои такого типа, хотя они немного дороже.
При пайке соединения, следует уделить больше внимания краям изоляции — есть смысл «загнать» немного припоя под «шкуру», тогда последняя немного оплавляется и при этом перекрывает доступ влаги вглубь провода.
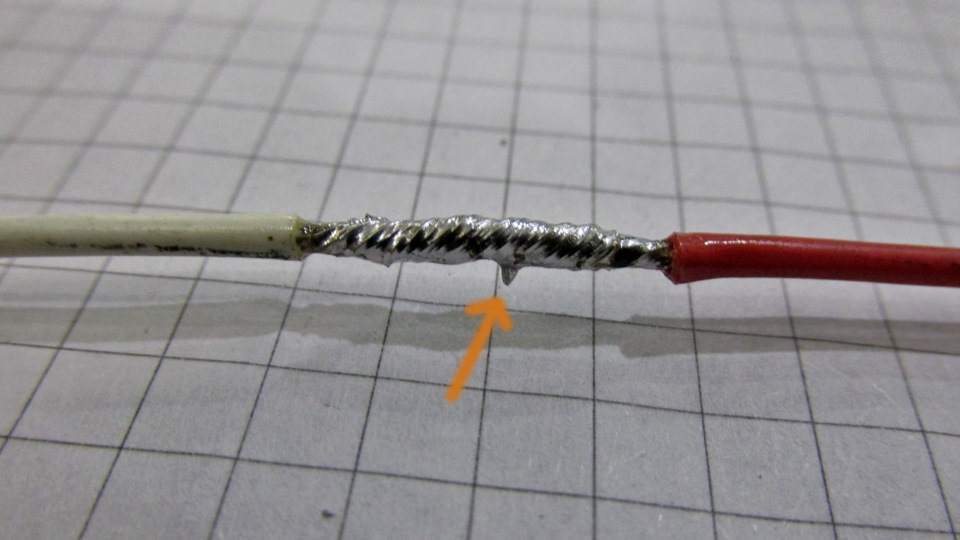
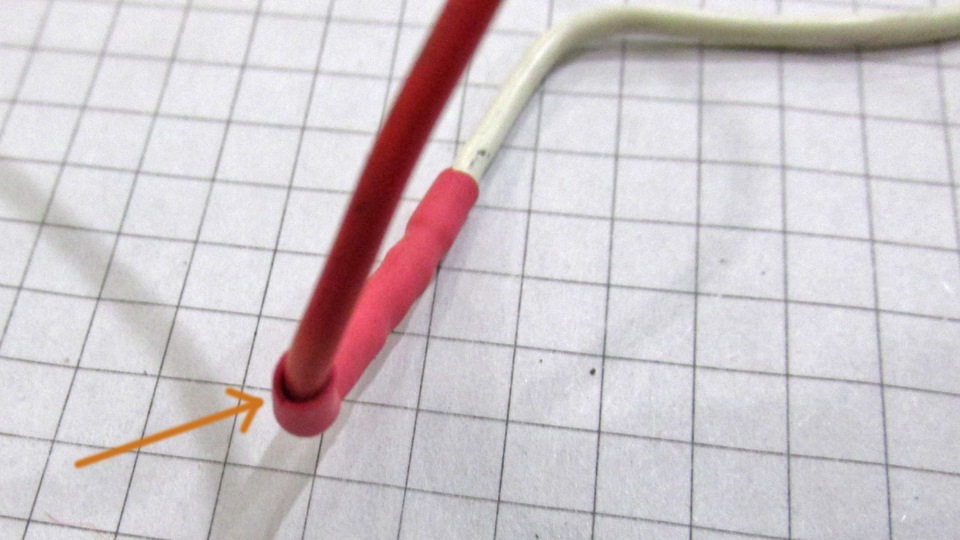
Есть еще один момент, на который нужно обращать внимание. Когда соединение не удается спаять быстро, расплавленный припой начинает перегреваться, покрываться оксидной пленкой, а флюс в нем выгорает. Все это приводит к почти полному пропаданию у припоя способности смачивать поверхность. В этом случае, когда жало паяльника отводиться от места пайки, на новоиспеченном соединении образуется «шип», немного похожий на шипи розы. Еще такое может получится если паяльник недостаточно нагрет, или недостаточной мощности, ввиду чего не может прогреть все место пайки. Тогда при отводе жала будут получаться такие же «шипы».

Если оставить их как есть, и заизолировать к примеру термоусадкой, то этот «шип» может проколоть ее.
Или даже рядом проложенный в жгуте провод.
Поэтому нужно следить за тем, чтобы место пайки было гладким, чтобы из него не торчали «шипы», или плохо скрученные жилки провода. Тогда после изолирования соединения очень незначительно увеличивается в диаметре, что важно при ремонте жгутов.
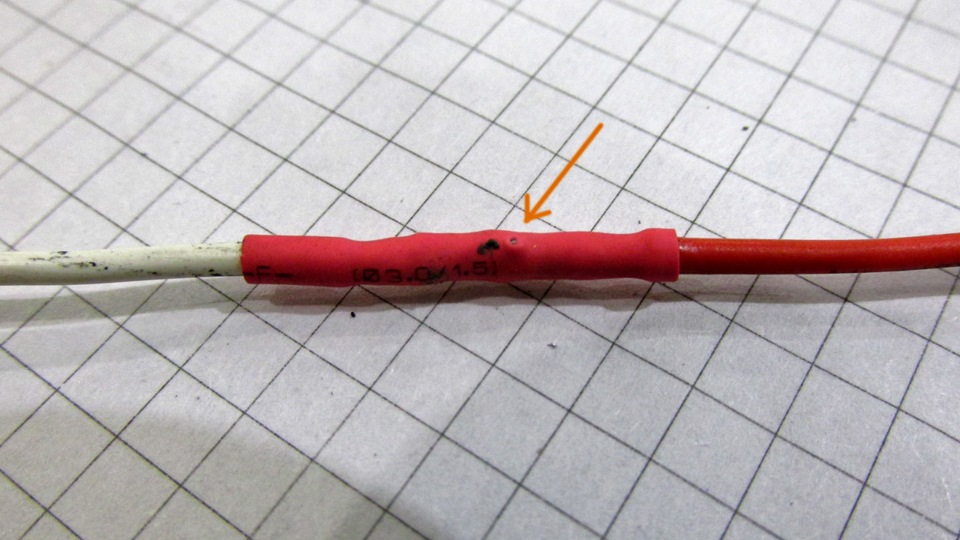
При изолировании термоусадочными трубками, следует уделять большое внимание двум вещам — диаметр трубки после термоусаживания должен быть меньше диаметра провода, который изолируется. В таком случае трубка плотно обожмет соединения и будет защищать его от внешних воздействий. Если это условие не выполнить, то это равносильно соединению вообще без изоляции.
Второй важный момент — это длина трубки. Если делать впритык, как на фото выше, тогда при изгибах провода на краях изоляции может образоваться щель, как на фото ниже. Кроме того, термоусадочная трубка со временем теряет эластичность, и при малой ее длине провод может вытащится из неё, особенно если соединение на скрутке.
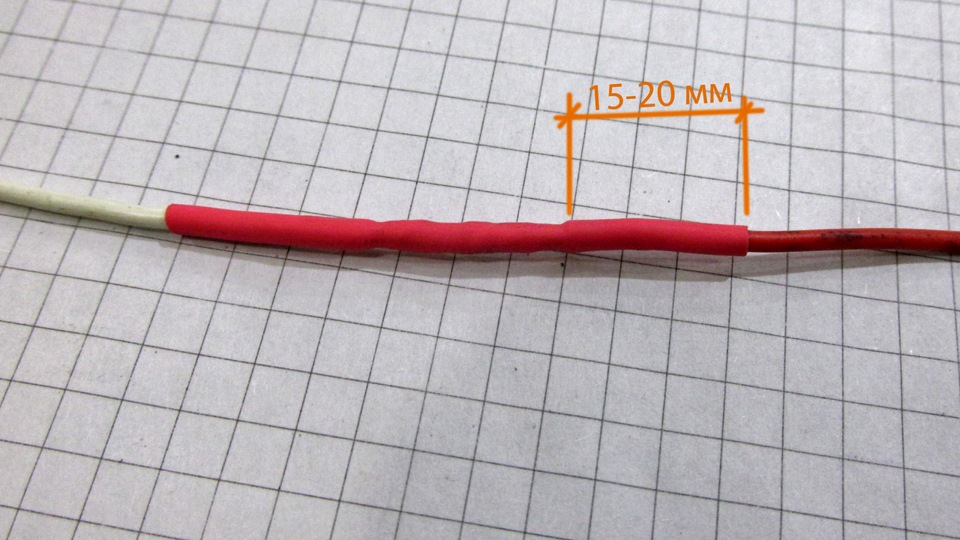
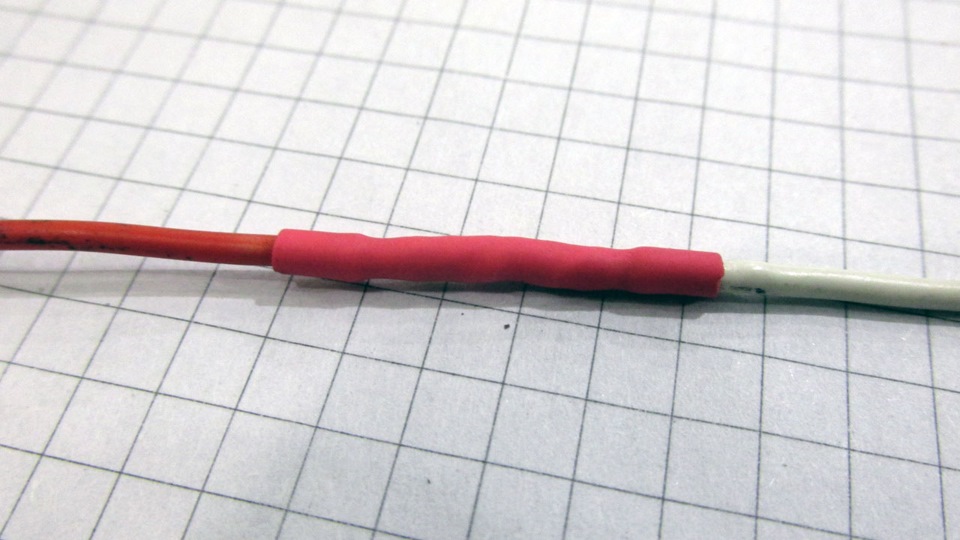
Ввиду выше перечисленного я использую трубку длинной примерно в 5-6 см. Тогда перекрытие с каждой стороны получается примерно 15-20 мм.

Классическую изоленту так же можно использовать. Тут так же нужно делать перекрытие, как и в случае с термоусадкой, а так же тщательно наматывать ленту с большим натягом, чтобы не допустить складок и мест, где лента не пристала.
Иногда я использую другой вариант соединения проводов — без их скручивания. Сначала нужно залудить оба провода, предварительно скрутив жилки в каждом из них, выставить их рядом и затем спаять.
В результате получаем соединение, которое немного уступает в компактности первому способу, но за то имеет другое преимущество — его можно неоднократно соединять/разъединять всего лишь разогрев паяльником. Это иногда бывает очень удобно, например, при установке дополнительного оборудования в автомобиле, которое возможно когда-то придется снимать. Или, когда просто собираешь схему на столе, чтобы проверить что-то, и нужны надежные соединения, которые нужно будет разъединять.
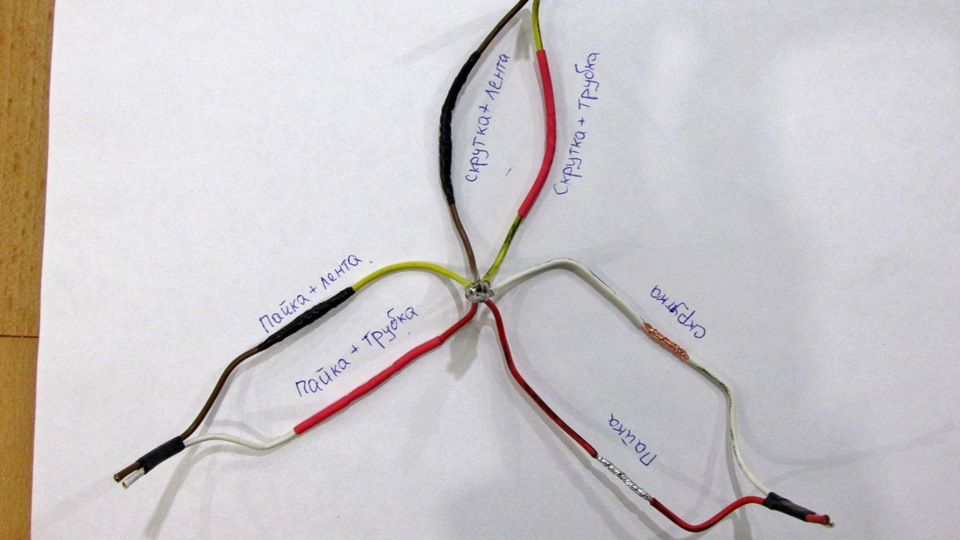
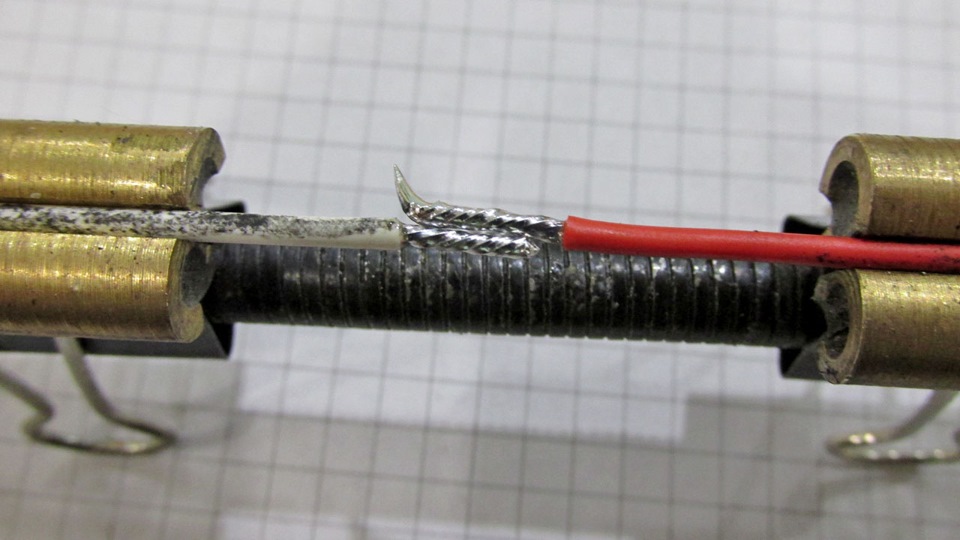
Теперь попробую провести эксперимент. Суть его заключается в том, чтобы сравнить разные типы соединений и разные типы изоляций. Для этого спаиваем испытуемые провода вместе, подписываем каждый из них.
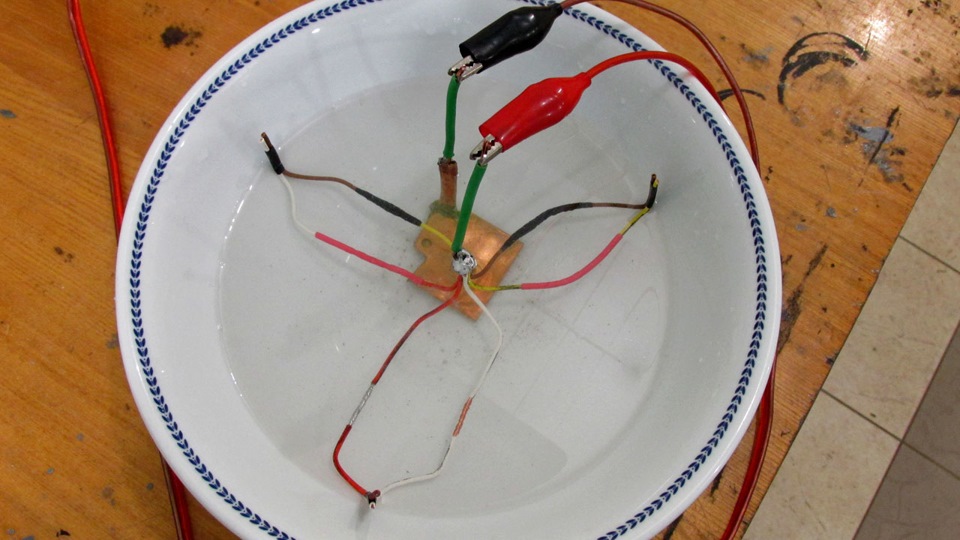
Затем погружаем их в электролит (вода и растворенная в ней ложка кухонной соли) так, чтобы места соединения были в электролите, а места подключения питания нет. За тем подключаем к испытуемым проводам минусовой крокодил, то есть это у нас будет катод. А анодом будет выступать медная пластина (на фото выше крокодилы стоят наоборот — потом исправил). Когда пропустим ток через электролит, то катод начнет разрушаться. Это то нам и нужно, чтобы посмотреть на разрушение соединения в «ускоренном» режиме.

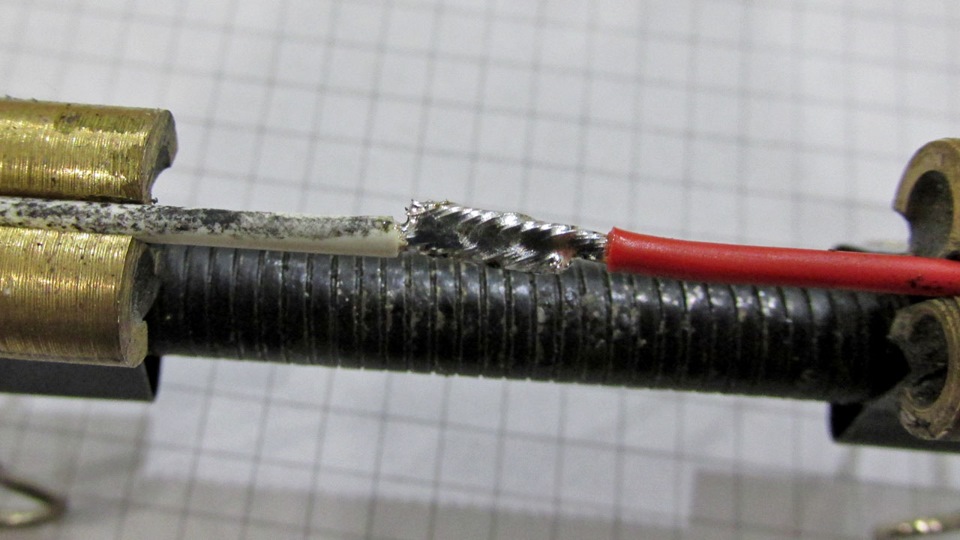
Спустя 15 минут вынул провода из электролита. Разъединил провода и снял изоляцию. На фото выше, паяное соединение, побывавшее в электролите без изоляции. Можно видеть, что припой не слабо окислился, но оплавленный край изоляции на дал электролиту пробраться вглубь провода. Видна резкая граница между окисленными и нетронутыми местами.

А это соединение на скрутке, тоже без изоляции. Медь также значительно окислилась. Граница перехода окисленного в нетронутое уже более размыта. Это по тому, что в этом случае у жидкости есть доступ под изоляцию провода. Если бы тест длился дольше чем 15 минут — почернение меди наблюдалось бы еще глубже.
На этом фото паяные соединения были изолированы термоусадкой и изолентой

Здесь та же изоляция, только соединения на скрутках.
Как можно видеть, и термоусадка, и изолента нормально справляются со своими задачами при условии нормального использования последних.
А вообще я пришел к выводу что для более показательного теста изоляций нужно больше времени «квасить» провода в агрессивной среде. Возможно когда-то и озадачусь подобным)
Еще решил измерить сопротивления разных соединений.
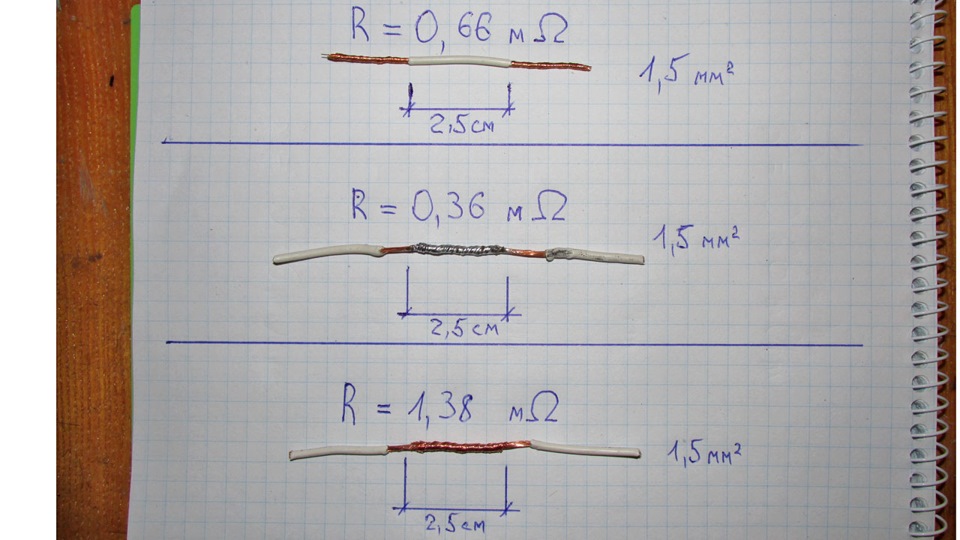
Верхний на фото провод целый, без соединения. Измерил сопротивление двух с половиной сантиметров его длины, оно составило 0,66 миллиОм. Это сопротивление будет базовым для сравнения сопротивлений разных типов соединений.
Ниже у нас пайка. Ее сопротивление на той же длине (2,5 см) составило всего 0,36 миллиОм. Это ниже, чем сопротивление целого, не тронутого провода. Еще следует отметить, что испытуемые провода были нарезаны из одного и того же провода, для того чтобы обеспечить равность условий по сечению.
Самое нижнее соединение на скрутке той же длины в 2,5 см. Его сопротивление оказалось 1,38 миллиОм. Это почти в два раза больше чем сопротивление целого провода. А это значит, что соединение такого типа будет являться слабым/узким местом в цепи. Правда это будет проявляться только тогда, когда в цепи будет течь ток максимально допустимый для сечения данного провода.
О том, как измерить такое низкое сопротивление я рассказал в видеоролике. Так же в нем есть обзор инструмента, который используется в ремонте электропроводки автомобиля, и процесс пайки силовых клемм на провода большого сечения.
В заключение хочу сказать, что все выше сказанное является моими личными наработками и наблюдениями, и не является абсолютной истиной и правилами по проведению работ. Я просто хотел поделится опытом, показать результаты сравнений, возможно для кого-то показать что-то новое.
Прислушиваться или нет решайте сами, комментируйте, критикуйте, желательно конструктивно и по теме)
Надеюсь кому-то будет полезно, или хотя бы просто интересно.
Урок пайки ля новичков

Всем привет. Я недавно узнал что почти все мои знакомые не умеют паять. Это обстоятельство сподвигло меня снять ролик на эту тему. Объяснить, показать и рассказать простыми словами ка происходит процесс пайки.


Многие новички забывают про такой важный компонент как флюс. Он предназначен для удаления окислов и улучшает текучесть припоя. Без флюса спаять два провода сложно, если невозможно.


Для пайки нужен паяльник, припой и флюс. Это минимальный набор. В качестве флюса подойдёт обычная канифоль. Она годится для пайки проводов, меди и латуни. Пайку алюминия и нержавейки мы не рассматриваем.
Для пайки нужно прогреть паяльник, зачистить провод от изоляции. Если медь грязная и с окислами, то её тоже нужно зачистить. Нанести флюс и прогреть провод паяльником с каплей припоя. Если все сделано правильно, припой сам растекётся по проводу. Пнре пайкой провода можно скрутить. Всё просто! Важно использовать флюс!



Более подробно можно посмотреть в ролике.
Как правильно выбрать припой для пайки меди – советы специалиста
Во время ремонта бытового электротехнического оборудования часто используют пайку. Она предназначена для электрического соединения радиодеталей. А некоторые элементы соединяются исключительно пайкой, сварка для них не подходит.

Что такое припой
Пайка меди осуществляется с помощью припоя, который может собой представлять чистый металл либо термопластичный сплав нескольких химических элементов.
Для спайки медных деталей используют специальные устройства, например, паяльную лампу, газовую горелку либо паяльник. Поверхности спаиваемых изделий предварительно очищают от грязи и пыли, удаляют имеющиеся дефекты.

Преимущества использования технологии пайки для соединения медных элементов:
- после спайки изделия сохраняют первичную форму;
- отсутствие деформаций при выполнении паяльных работ;
- спайка позволяет создавать герметичные и прочные шовные соединения;
- отсутствие внутренних напряжений;
- место соединения деталей устойчиво к температурным перепадам, в т.ч. нагреванию до высоких температур;
- при необходимости спаянный шов можно также легко распаять.
Процедура спайки не представляет сложности, но, как и сварка требует соблюдения правил техники безопасности. Работать рекомендуется в плотных перчатках, чтобы предупредить ожоги кожного покрова рук в случае случайного прикосновения к раскаленному оборудованию.
Для защиты глаз мастера используют специальную маску либо очки. Также не помещает защитить верхнюю одежду специальным рабочим фартуком из плотного тканевого материала.

Классификация
Мягкий припой для надежного спаивания труб из меди производят из разных химических элементов. Поэтому припойные компоненты, предлагаемые на рынке, отличаются своим составом, формой и характеристиками.
Различия по температуре плавления
Припои подразделяют на 3 группы в зависимости от диапазона рабочих температур:
- низкотемпературные – 150-450 ºС;
- среднетемпературные – 450-1100 ºС;
- высокотемпературные. – 450-1850 ºС.
Припои первой группы плавятся при низких температурах – от 150 °C до 450 °C. Первоначальная форма спаиваемых деталей не меняется. Соединительный шов получается аккуратным, но недостаточно прочным.
Низкотемпературные припойные компоненты используют при обустройстве и ремонте водопроводных и отопительных коммуникационных систем, которые в процессе эксплуатации не подвергаются существенным нагрузкам. Низкотемпературная пайка меди газовой горелкой обеспечивает целостность и герметичность трубопроводов Ø10 см, через которые транспортируют теплоносители до 130 °C.

Средне- и высокотемпературные припойные материалы для спаивания медных заготовок расплавляют при более высоких температурах – от 450 °C до 1100 °C и 1850 °C соответственно. Готовые шовные соединения отличаются высокой прочностью и устойчивостью к негативным внешним воздействиям (высоким температурам, механическим повреждениям и прочим).
Разделение по химическому составу
Современные припойные материалы по химическому составу разделяют на 2 группы:
- мягкие легкоплавкие изделия;
- твердые тугоплавкие материалы.
В легкоплавкую группу входят следующие припои:
- оловянные – изготовлены на основе олова, температура плавления – 220 °C, формируют пластичный прочный шов;

- свинцовые – изготовлены из чистого свинца, температура плавления – 180-230 °C;

- оловянно-медные – в состав материала входит 3% меди и 97% высококачественного олова, формируют прочное шовное соединение, устойчивое к коррозионным процессам, пользуются популярностью у потребителей;

- свинцово-оловянные – содержание олова в сплаве может сильно отличаться – 15-90%, соответственно температура плавления разных припойных сплавов – 183-280 °C;

- медно-серебряные – серебра в припойном сплаве 5%, а меди 95%, характеризуется высокими прочностными показателями шовного соединения.

Мягкие припои для медных проводов часто используют для соединения трубопроводов Ø6-108 мм. Они формируют аккуратный шов, ширина которого составляет 0,7-5 см.
Припойные материалы, содержащие свинец, запрещено использовать при прокладке коммуникационных систем в жилых домах и общественных учреждениях, для соединения трубопроводов, по которым транспортируется питьевая вода. Свинец – вредный химический элемент для человеческого здоровья.
Припойные материалы, входящие в тугоплавкую группу:
- серебряные – состоят из чистого серебра, спайка выполняется с применением флюсов, формируют высокопрочные пластичные швы, устойчивые к коррозионным процессам;

- медно-фосфорные – фосфора в составе сплава 6% и меди 94%, не требуют использования флюса для спаивания деталей, формируют надежные крепкие шовные соединения, но при низкой температуре ОС утрачивают эластичность;

- медно-серебряные цинковые – в этом сплаве 26% цинка, 30% меди и 44% серебра, отличаются качеством и прочностью соединения, предупреждают коррозию металла, сохраняют пластичность, имеют высокие показатели теплопроводности.

Тугоплавкие припойные материалы из чистого серебра имеют высокую стоимость, поэтому не пользуются большой популярностью среди потребителей.
Их используют исключительно при экономической целесообразности, в т.ч. для соединения трубопроводных коммуникаций, к которым предъявляются высокие требования по качеству и надежности.
Твердые припойные сплавы применяют для соединения трубопроводов Ø12-159 мм, в т.ч. отопительных и газовых коммуникационных систем, водопроводов Ø28 мм.
Основные свойства припоев
При выборе припойного материала для спайки медных элементов рекомендуется учитывать следующие технические характеристики материалов:
- прочность – способность металлического сплава противостоять внешним механическим воздействиям (прочностные показатели материала увеличивают следующие химические элементы в составе: кобальт, железо, цинк, бор, никель);
- смачиваемость – показатель степени прилипания и обволакивания припойной массой спаиваемых кромок деталей;
- пластичность – устойчивость к деформационным процессам (для достижения этого показателя в сплавы добавляют литий, висмут, марганец и прочие присадки);
- коррозионная стойкость – устойчивость припойного сплава к процессу коррозии (для повышения показателя в состав припоев включают никель либо легированную медь).
При выборе твердых припойных материалов для спайки нагревательных элементов, трубопроводов и деталей оборудования, используемых в печах и котельных, стоит учитывать высокотемпературные условия эксплуатации.
Для повышения стойкости к воздействию высоких температур в сплавы добавляют такие химические элементы, как ванадий, цирконий, вольфрам, ниобий, гафний и прочие.

Самые используемые марки
У современного потребителя наиболее востребованы легкоплавкие припои марки ПОС-30, 40, 60 и пр., в состав которых входит олово и свинец. Число после буквенного обозначения обозначает процентное содержание в припойном сплаве олова. На рынке материал представлен в виде паяльной проволоки.
- для соединения кабеля – ПОС-30;
- для спайки металлических и латунных труб – ПОС-40;
- для спаивания радиодеталей – ПОС-61;
- для спайки металлических изделий, используемых в пищевой промышленности – ПОС-90.
Припойные сплавы марки ПСр-15, 45, 70 и прочие применяют для спайки медных элементов высокоточного оборудования, в т.ч. которое используется в медицине. Число в маркировке сплавов обозначает процентное содержание серебра.
ПОСВ-50 – это еще один популярный припойный сплав «Розе» с температурой плавления 90-100 ºС. Материал применяют при спайке элементов печатных плат, ювелирных изделий, плавких вставок и прочих деталей.
Как выбрать, чем паять
Пайка меди позволяет соединять трубопроводные коммуникации практически любой сложности – водопроводные, теплопроводные и газовые системы, медную проводку, трубки холодильной техники.
Рекомендации по выбору паяльного материала:

- Средне- и высокотемпературные припойные сплавы используют в производственных условиях, а низкотемпературные материалы, позволяющие использовать для разогрева стандартный ручной паяльник – в быту.
- В бытовых условиях сложно пользоваться высокотемпературными припоями для пайки меди. , которые плавятся при температуре 1100 ºС и выше. Для этого требуется специальное дорогостоящее паяльное оборудование, а также предъявляются жесткие требования пожарной безопасности.
- Тонкостенные трубы, чтобы не прожечь, рекомендуется паять мягкими припоями, которые расплавляются при низких температурах. Твердые сплавы стоит использовать исключительно для соединения толстостенных трубопроводов.
- Для пайки газопроводов используют припойные изделия, содержащие серебро. Этот химический элемент обеспечивает прочность шовного соединения, высокую точность спайки. Готовые соединения характеризуются повышенной стойкостью к механическим воздействиям и вибрационным процессам, обладают коррозионной устойчивостью.
Припои из чистого серебра – достаточно дорогой материал. Но они обеспечивают самые надежные, прочные и долговечные соединения медных изделий. Поэтому они пользуются большим спросом в газовой отрасли.
Как пользоваться
При пайке медных заготовок с использованием высокотемпературных припойных материалов мастера в большинстве случаях используют дополнительно флюс. Он предназначен для предварительной подготовки спаиваемых медных деталей и предупреждения прохождения на их поверхностях процедуры окисления, которая способствует разрушению шовного соединения.

Средства, применяемые в качестве флюса:
- окись бора;
- тетраборат натрия;
- метаборная кислота.
В состав перечисленных флюсов часто добавляют элементы фторида кальция и калий.
Также для спаивания медных элементов можно использовать обыкновенную буру – это самый доступный по стоимости флюс. Этот материал представлен на рынке мелкими кусочками либо мелкофракционным порошком.
Опытные мастера-спайщики для удобства соединения медных заготовок обмакивают припойную проволоку прямо в флюсовый порошок. Иногда припойную массу перетирают и перемешивают с флюсовой добавкой до получения однородного состава. Но процедура требует дополнительного времени, поэтому такой способ используют редко.

Подготовка медных труб к соединению:
- Трубы предварительно обрезают по размерам, зачищают и обрабатывают кромки. На краях изделий удаляют заусеницы, они должны стыковаться друг с другом максимально плотно.
- Внутренние стенки окончаний соединяемых труб зачищают щеткой по металлу для увеличения пропускной способности.
- Тщательная очистка в стыковочной зоне рабочих поверхностей с помощью флюса, удаление оксидной пленки. Эта процедура позволяет улучшить сцепление соединяемых плоскостей из меди и уменьшить поверхностное натяжение материала.
После завершения всех перечисленных манипуляций можно приступать к спайке коммуникационной системы из медных труб.
Способы пайки
Есть технологии пайки, требующие предварительного прогревания мест стыковки соединяемых изделий. Для этого используют газовую горелку. Для выполнения большого объема работ потребуется баллон с пропанобутановой газовой смесью.
В бытовых условиях для разовых работ используют электрический паяльник, который вполне справляется с расплавлением низкотемпературных мягких и твердых припойных материалов.

Низкотемпературный процесс пайки
Низкотемпературная пайка востребована в быту для соединения сантехнического оснащения, водопроводных и отопительных систем, прочих трубопроводных коммуникаций малого диаметра. Рабочая температура в процессе пайки – не более 450 ºС.
Технология спайки деталей при низких температурах позволяет не делать отжиг металлов и является наиболее безопасным вариантом для самостоятельного выполнения ремонтных работ в домашних условиях.
Основные этапы низкотемпературной пайки:
- Обрезка соединяемых труб.
- Зачистка изделий с внутренней и наружной стороны.
- Проверка зазора между соединяемыми плоскостями деталей.
- Нанесение на спаиваемые поверхности флюса.
- Стыковка изделий.
- Нагрев рабочей зоны.
- Расплавление припоя и заполнение им стыковочного зазора.
- Охлаждение соединительного шва.
- Удаление излишков флюса, зачистка соединения.
Качество соединения в первую очередь зависит от предварительной подготовки срезов изделий и технических зазоров.

Высокотемпературный метод
Перед спайкой медных трубок по высокотемпературной технологии подготавливается припойный сплав. Для этого способа используют тугоплавкие твердые составы на основе серебра и меди. Температура спаивания деталей в этом случае превышает 450ºС. В результате получаются прочные шовные соединения, устойчивые к механическим нагрузкам и высоким температурам.
В отличие от низкотемпературной спайки высокотемпературная технология предполагает отжиг металла. После такой процедуры сплав размягчается, что приводит к ухудшению прочностных характеристик металла.
Для минимизирования этого недостатка после спайки заготовок соединительный шов охлаждают естественным способом. Быстрое охлаждение принудительным способом (механический обдув потоком холодного воздуха либо опускание изделия в холодную воду) исключается.
Высокотемпературную спайку применяют для соединения медных труб диаметром от 12 до 160 мм, при прокладке газопроводных коммуникационных систем, для соединения водопроводных труб диаметром от 28 мм. Также эту технологию используют для прокладки трубопроводов, по которым планируется транспортировка жидких теплоносителей, температура которых превышает 120 ºС.

Чтобы быстро, легко и качественно спаять трубы из меди в домашних условиях своими руками без привлечения опытных мастеров важно правильно подобрать припойный состав.
Работы по спайке стоит выполнять в четкой последовательности по инструкции в зависимости от выбранной технологии, учитывая рекомендации специалистов. Только в этом случае получится получить прочное надежное и долговечное соединение медных изделий.
Как правильно запаять скрутку медных проводов паяльником между собой: какой припой лучше использовать для соединения

Правильная пайка жил обеспечивает надежное соединение проводов. При работе учитывают материал токопроводящих элементов, вид флюса и припоя, некоторые другие факторы. Человеку, работающему с электрическими сетями, нужно знать, как паять провода с соблюдением всех правил и норм. Ответственный подход к процедуре исключает возникновение аварий и травм.

Суть процесса пайки проводов
Так называется процесс соединения проводников путем нагревания. По прочности паяный шов уступает только сварному.
Токоведущие элементы совмещаются на уровне молекул и атомов. Расправленная присадка проникает в толщу проводника, образуя с ним единое целое.
Для получения хорошего результата требуются:
- Высокая температура. При нагреве припой расплавляется, приобретая нужную текучесть.
- Предварительное очищение соединяемых поверхностей. Грязевой или жировой слой препятствует проникновению припоя в толщу основного материала.
Принцип работы
Действие паяльника основывается на нагреве проводника из нихрома, намотанного на трубку, которая помещена в металлический кожух. Насадка инструмента снабжена жалом. Нихром раскаляется под влиянием проходящего через него тока, передавая тепло рабочим частям приспособления. Прибор нагревает и расплавляет припой, который в дальнейшем наносится на спаиваемые области.
.jpg)
Преимущества и недостатки
Паяние считается более эффективным в сравнении с другими способами скрепления кабелей.
Главными его преимуществами являются:
- Низкая стоимость. 1 упаковки флюса и припоя хватает для скрепления 1000 проводов.
- Простота. Научиться пользоваться паяльником может любой начинающий мастер.
- Прочность соединения. Клеммы, скрутки, обжимки не обеспечивают столь высокой надежности, как пайка.
- Возможность одновременного скрепления проводников разного сечения. Количество элементов в 1 точке достаточно велико.
- Отсутствие необходимости в применении дорогого или габаритного оборудования. Использовать переносное устройство проще.
.jpg)
Способ имеет и недостатки:
- Необходимость подключения паяльника к электрической сети. Работающие от аккумулятора устройства характеризуются недостаточной мощностью.
- Неразборное соединение. Отпаять провод, не повредив его, сложно. Требуется повторное расплавление припоя.
Какое оборудование необходимо
Стандартный набор материалов и приспособлений включает:
- электропаяльник;
- флюс;
- припой.
Для получения лучшего результата потребуются приспособления для удаления припоя, паяльная кислота.
Электрический паяльник
Стандартный инструмент состоит из 4 компонентов:
- питающего кабеля;
- рукоятки;
- нагревательной трубки;
- жала.
Читайте также: Лучшие способы соединения проводов между собой без пайки: подробные схемы, какое самое надежное

Провод передает ток от розетки нагревателю. Пластиковая рукоятка не проводит тепло, что облегчает работу с инструментом. Медное жало разогревает место пайки. Современные паяльники снабжаются несгораемыми наконечниками, не требующими регулярного подтачивания.
Оловянно-свинцовый припой
Материал имеет вид мягкой проволоки серого цвета диаметром 1-6 мм. Самым распространенным считается припой ПОС-60. Его часто используют для соединения медных жил. Припой содержит 40% свинца, 60% олова. Существуют и другие разновидности, например ПОС-10 или ОЦ, отличающиеся температурой плавления и сферой применения. ПОС-60 плавится при 180 °С, значит, паяльник нужно разогревать до 280 °C.
Флюс
Правильно паять провода между собой без этого средства не получается. Флюс предназначен для предварительной обработки поверхностей. Состав удаляет жировую и оксидную пленки, которыми покрыты медные провода.
.jpg)
Применяются 3 вида флюса:
- Твердые составы. Пример — канифоль, устаревший, но по-прежнему востребованный материал. В его состав входят натуральные смолы. С использованием канифоли паяют стальные проводники.
- Жидкие средства. Наносятся на обрабатываемые поверхности с помощью кисти.
- Пастообразные. Содержат вазелин и другие жиры. Наносятся с помощью палочки.
При выборе флюса учитывают активность состава, от которой зависит прочность соединения.
Малоактивная канифоль подходит для работы с медными проводами.
Паяльные пасты
В таком формате выпускаются не только флюсы, но и готовые средства, содержащие припой. Применение смеси облегчает пайку. Соотношение компонентов подобрано так, что мастеру не придется самостоятельно определять объемы наносимых на поверхность припоя и флюса. Паяльная паста предназначена для работы с мелкими радиодеталями, однако может использоваться при соединении проводов.
Подставка
Мастер не всегда держит инструмент в руках во время пайки. Прибор откладывают в сторону при скручивании жил в распределительной коробке. Горячий паяльник нельзя класть на горючие поверхности. Поэтому в комплект включают жаропрочную подставку. Если подложка в коробке с устройством отсутствует, ее изготавливают своими руками. Самодельную подставку снабжают отсеками для инструментов, флюса и припоя.

Оплетка
Использование такого приспособления не является обязательным. Однако оплетка быстро и легко снимает излишки припоя. Приспособление имеет вид ленты, сделанной из медных проволок. Оплетку прикладывают к соединению, прижимают жалом паяльника. Излишки припоя плавятся и проникают в волокна ленты.
Критерии выбора паяльника
При покупке инструмента учитывают мощность, материал жала и рукоятки. Присутствующие в продаже паяльники требуют подготовки к работе. После подключения нужно дождаться выгорания технической смазки. Мощность выбирают, исходя из толщины спаиваемых проводов. Самые толстые кабели соединяют с помощью паяльника на 100 и более ватт. Для пайки тонких жил подойдет инструмент мощностью 25 Вт. Устройства отличаются типами нагревательных элементов, которые бывают нихромовыми или индукционными.
Рукоятки выполняются в классическом удлиненном формате или в виде пистолета.
Правила подготовки проводов к спаиванию
На первом этапе следуют таким рекомендациям:
- Не паяют элементы электропроводки, находящейся под напряжением. Это повышает риск короткого замыкания на корпус инструмента.
- Жилы тщательно очищают от резиновой оплетки кусачками и ножом. Длина очищаемого конца зависит от толщины и типа кабеля. При пайке слаботочных проводников снимают 1,5-2 см изоляции. При ремонте компактных электронных устройств достаточно удаления 2 мм оплетки.
- Перед пайкой провода скручивают. При наличии стойких загрязнений поверхности зачищают надфилем или ножом.
- Эмаль с проводов снимают пламенем зажигалки. Можно воспользоваться острым ножом.
Читайте также: Как правильно зачищать провода: чем быстро снять оплетку не повредив кабель

Нюансы пайки электропаяльником
Процесс имеет некоторые особенности, которые учитывают при подготовке к работам. При пайке стоит надевать респиратор, защищающий органы дыхания от вредных испарений. Работать нужно в хорошо проветриваемом помещении под вытяжным зонтом.
Распредкоробок с помощью тигля
Метод помогает легко спаять скрутки, расположенные в подрозетниках и коробах. Припой расплавляют в тигле емкостью 20-100 мл. Два провода погружают в расплав, после чего соединяют между собой. Для разогрева тигля используют газовую горелку. Некоторые мастера изготавливают самодельные устройства из мощных паяльников. Приборы работают в основном от промышленных электросетей напряжением 380 В.
Многожильных проводов
Такой кабель состоит из большого числа тонких проволок, сплетенных в трос и покрытых изоляцией. Паять многожильный провод проще, чем цельный. Флюс и припой быстро проникают в пустоты между жилами. Главное — аккуратно скрутить и тщательно прогреть обрабатываемый участок.

Пошаговая технология пайки проводов
Инструкция для начинающих включает несколько выполняемых последовательно этапов:
- Подготовку проводников. Элементы очищают от изоляции и оксидного налета. Наждачной бумагой металл обрабатывают до блеска.
- Лужение. Паяльник нагревают до температуры плавления флюса. Жилу подносят к куску канифоли, продолжают нагрев. Очищенный конец провода должен полностью погрузиться в расплав. На обработанный проводник наносят припой. Состав равномерно растекается, покрывая поверхность тонким слоем. Таким способом обрабатывают все подлежащие пайке кабели.
- Складывают залуженные проводники, обеспечивая плотное прилегание. При пайке длинного участка делают скрутку. Жалом паяльника набирают припой, прижимают наконечник к обрабатываемому месту с небольшим усилием. Когда состав покроет всю область соединения, инструмент убирают. Провода удерживают в неподвижном состоянии до остывания.
Читайте также: Как правильно подобрать кабель канал под кабель: размеры пластиковых коробов для электропроводки витой пары
Метод пайки радиодеталей на плату
Монтаж элементов микросхемы выполняют так:
- Очищают выводы от оксидной пленки, лудят их. Сопоставляют места контакта, закрепляют пинцетом.
- Проводят жалом паяльника с припоем и флюсом по обрабатываемому месту. Убирают инструмент, удерживая спаянные детали в неподвижном состоянии.
- Удаляют пинцет после остывания припоя.

Воздействие высокой температуры должно быть кратковременным. При неудачных попытках контактным площадкам дают возможность остыть. При работе с диодами и светодиодами пинцет лучше устанавливать между корпусом и местом пайки: инструмент будет отводить лишнее тепло.
Можно ли паять медный и алюминиевый провода вместе
Прямое совмещение таких проводников недопустимо. Медь — активный металл, отличающийся от алюминия теплопроводностью. При прохождении тока последний нагревается больше, расширяясь при этом. Медные элементы проявляют такие качества в меньшей мере. Со временем даже самое прочное соединение разрушается: проведение тока нарушается, повышается вероятность возгорания.
Правила безопасности
При работе с паяльником необходимо:
- Следить, чтобы жало не касалось провода питания самого инструмента и других электрических приборов. Неосторожное обращение с устройством способствует расплавлению кабелей с последующим коротким замыканием.
- Проверить состояние питающего провода, корпуса и вилки. Инструменты и приборы не должны иметь повреждений, способствующих поражению человека током.
- Класть паяльник на жаропрочную подставку. Горячий инструмент должен быть зафиксирован в держателях.
- Брать инструмент только за рукоятку, направлять жало от себя. Ручка не должна выскальзывать или нагреваться при работе.
Распространенные проблемы при пайке
При работе с паяльником могут возникать такие затруднения:
- Получение некачественного соединения. Проблема возникает при скреплении проводов из металлов, плохо поддающихся пайке. Реже спайка получается ненадежной из-за низкого качества припоя.
- Разбрызгивание припоя. Этому способствует перегрев жала паяльника.
- Невозможность расплавления припоя. Такая проблема свидетельствует о неправильном выборе мощности паяльника.
- Попадание в соединение полимерных частиц, наблюдающееся при работе в ненадлежащих условиях.
- Стекание олова с места пайки. Наблюдается при отказе от удаления оксидной пленки.
Исключить появление проблем помогает соблюдение правил пайки проводников, сделанных из того или иного металла.