ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
специальные устройства, применяемые для точного определения размеров и других геометрических характеристик предметов. К таким устройствам относятся кронциркули, нутромеры и глубиномеры (в том числе соответствующие микрометрические приборы и штангенприборы), щупы, индикаторные приборы, уровни и отвесы, линейки и угольники.
Микрометры, нутромеры и глубиномеры. Некоторые часто встречающиеся размеры, например диаметр цилиндра, диаметр и глубину отверстия, невозможно точно измерить, прикладывая к детали обычную измерительную линейку. Но можно «взять» диаметр или глубину отверстия при помощи кронциркуля-нутромера или глубиномера, а затем измерить взятое расстояние по линейке или штриховой мере. Для повышения точности таких измерений применяются кронциркули прямого отсчета, снабженные шкалой, а также микрометры и штангенприборы того же назначения. В микрометрических приборах используется высокоточная винтовая резьба очень малого шага. Отсчет по микрометру сводится к определению числа полных оборотов и долей оборота барабана относительно его нулевого положения. Полные обороты отмечаются штрихами линейной шкалы на неподвижном стебле, а дробные доли оборота — штрихами круговой шкалы на торцевой кромке вращающегося барабана. В большинстве микрометров англоязычных стран используется резьба, имеющая 40 ниток на дюйм, и предусматривается 25 делений на барабане, так что каждому делению барабана соответствует перемещение измерительного стержня на одну тысячную дюйма. Аналогичные характеристики имеют метрические микрометры.

МИКРОМЕТР.
Штангенциркуль позволяет отсчитывать диаметр непосредственно и с высокой точностью. Неподвижная основная шкала британского штангенциркуля имеет 50 делений на дюйм, а подвижная шкала нониуса — всего 20 делений. Сумма этих 20 делений равна сумме 19 делений основной шкалы. Поэтому, когда нулевой штрих шкалы нониуса останавливается между двумя штрихами основной шкалы, только один штрих шкалы нониуса может лежать точно напротив какого-либо штриха основной шкалы. Число соответствующих ему делений шкалы нониуса равно числу двадцатых долей деления, на которое нулевой штрих шкалы нониуса смещен относительно одного штриха основной шкалы в сторону следующего штриха. Это и дает возможность отсчитывать измеряемый диаметр с точностью до тысячных долей (дюйма, сантиметра).
Щупы. В тех случаях, когда требуется измерять очень малые расстояния, например, лишь в несколько раз превышающие толщину бумаги, применяются наборы пластинок-щупов — плоских и клиновых. Измерения проводятся по принципу «проходит — не проходит». В измеряемый зазор вводят одну за другой пластинки набора, пока не дойдут до такой ситуации, когда одна из пластинок едва входит в зазор, а следующая уже не входит. Клиновый щуп осторожно вдвигают в зазор до тех пор, пока он не остановится, после чего считывают указанную на лицевой поверхности щупа его толщину.
Индикаторные приборы. Часто важное значение имеет степень эксцентричности вала, который в идеале должен вращаться вокруг своей геометрической осевой линии. Для такого контроля пользуются индикаторными приборами. Индикаторный прибор закрепляют рядом с валом так, чтобы его подвижный измерительный стержень касался поверхности проверяемого вала. При вращении вала этот стержень, прижимаемый к поверхности вала пружиной, поднимается и опускается в соответствии с биениями вала. Перемещение стержня увеличивается рычажным механизмом прибора и преобразуется в поворот стрелки по круговой шкале индикатора. Индикаторные приборы показывают биения, измеряемые тысячными и десятитысячными долями (дюйма, сантиметра).
Уровни и отвесы. В строительном деле, а также при монтаже и наладке механического оборудования принято выверять основные оси и плоскости на параллельность или перпендикулярность направлению действия силы тяжести. Для этого пользуются такими устройствами, как уровни и отвесы. Отвес представляет собой груз, подвешенный на нити. Опустив отвес возле какого-либо элемента конструкции, который должен быть вертикальным, можно невооруженным глазом проверить, действительно ли контролируемый край этого элемента параллелен нити отвеса. Точность при таком методе зависит от того, насколько симметричен груз относительно точки закрепления нити. Уровень — это линейка с закрепленной на ней слегка искривленной герметичной стеклянной ампулой. Ампула длиной несколько сантиметров наполнена спиртом так, что в ней остается пузырек (воздуха или другого газа). Когда ампула строго горизонтальна, пузырек занимает среднее положение, отмеченное на ее стенке. Линейку кладут на контролируемую деталь (например, фундаментную плиту) и регулируют ее наклон, добиваясь, чтобы пузырек занял среднее положение. Закрепив ампулу на линейке так, чтобы ее осевая линия была перпендикулярна линейке, можно проверять вертикальные детали.
Линейки и угольники. При разметке обрабатываемой детали обычно пользуются измерительными и поверочными линейками и угольниками. Угол между аншлагом и линейкой угольника чаще всего равен 90°, но бывают и угольники с углом 45°. В тех случаях, когда требуются другие углы, применяются угломеры с транспортирами, в которых угол установки угольника плавно регулируется.
ЛИТЕРАТУРА
Бурдун Г.Д., Марков Б.Н. Основы метрологии. М., 1985
Энциклопедия Кольера. — Открытое общество . 2000 .
- ТРАНСФОРМАТОР ЭЛЕКТРИЧЕСКИЙ
- ТЕРМОЭЛЕКТРИЧЕСТВО
Контрольно-измерительные инструменты
Правильность необходимых размеров и формы деталей в процессе их изготовлении проверяют штриховым (шкальным) измерительным инструментом, а также поверочными линейками, плитами и пр.
Поэтому, кроме типового набора рабочего инструмента, слесарь должен иметь контрольноизмерительные инструменты. К ним относятся: масштабная линейка, рулетка, кронциркуль и нутромер, штангенциркуль, угольник, малка, транспортир, угломер, поверочная линейка и т. п.
Масштабная линейка имеет штрихи-деления, расположенные друг от друга на расстоянии 1 мм, 0,5 мм и иногда 0,25 мм. Эти деления и составляют измерительную шкалу линейки. Для удобства отсчета размеров каждое полусантиметровое деление шкалы отмечается удлиненным штрихом, а каждое сантиметровое – еще более удлиненным штрихом, над которым проставляется цифра, указывающая число сантиметров от начала шкалы. Масштабной линейкой производят измерения наружных и внутренних размеров и расстояний с точностью до 0,5 мм, а при наличии опыта – и до 0,25 мм. Масштабные линейки изготовляют жесткими или упругими с длиной шкалы в 100, 150, 200, 300, 500, 750 и 1000 мм, шириной 10–25 мм и толщиной 0,3–1,5 мм из углеродистой инструментальной стали марок У7 или У8.

Приемы измерения масштабной линейкой показаны на рис. 9.
Рис. 9. Масштабные металлические линейки и приемы измерения ими
Рулетка представляет собой стальную ленту, на поверхности которой нанесена шкала с ценой деления 1 мм (рис. 10). Лента заключена в футляр и втягивается в него либо пружиной (самосвертывающиеся рулетки), либо вращением рукоятки (простые рулетки), либо вдвигается вручную (желобчатые рулетки). Самосвертывающиеся и желобчатые рулетки изготовляются с длиной шкалы 1 и 2 м, а простые – с длиной шкалы 2, 5, 10, 20, 30 и 50 м. Рулетки применяются для измерения линейных размеров: длины, ширины, высоты деталей и расстояний между их отдельными частями, а также длин дуг, окружностей и кривых. Измеряя окружность цилиндра, вокруг него плотно обертывают стальную ленту рулетки. При этом деление шкалы, совпадающее с нулевым делением, указывает нам длину измеряемой окружности. Такими приемами пользуются обычно при необходимости определить длину развертки или диаметр большого цилиндра, если непосредственное измерение его затруднено.

а – кнопочная самосвертывающаяся, б – простая, в – желобчатая, вдвигающаяся вручную
Для переноса размеров на масштабную линейку и контроля размеров деталей в процессе их изготовления пользуются кронциркулем и нутромером.
Кронциркуль применяется для измерения наружных размеров деталей: диаметров, длин, толщин буртиков, стенок и т. п. Он состоит из двух изогнутых по большому радиусу ножек длиной 150–200 мм, соединенных шарниром (рис. 11, а). При измерении кронциркуль берут правой рукой за шарнир и раздвигают его ножки так, чтобы их концы касались проверяемой детали и перемещались по ней с небольшим усилием. Размер детали определяют наложением ножек кронциркуля на масштабную линейку.
Более удобным является пружинный кронциркуль (рис. 11, б), ножки такого кронциркуля под давлением кольцевой пружины стремятся разойтись, но гайка 2, навернутая на стяжной винт 3, укрепленный на одной ножке и свободно проходящий сквозь другую, препятствует этому. Вращением гайки 2 по винту 3 с мелкой резьбой устанавливают ножки на размер, который не может измениться произвольно. Точность измерения кронциркулем 0,25 – 0,5 мм.

Рис. 11. Кронциркуль и нутромер. Способы измерения
Изготовляют его из углеродистой инструментальной стали У7 или У8, а измерительные концы на длине 15–20 мм закаливают.
Нутромер служит для измерения внутренних размеров: диаметром отверстий, размеров пазов, выточек и т. п. На рис. 11, а, б показаны обыкновенный и пружинный нутромеры. В отличие от кронциркуля он имеет прямые ножки с отогнутыми губками. Устройство нутромера аналогично устройству кронциркуля.
При измерении диаметра отверстия ножки нутромера разводят до легкого касания со стенками детали и затем вводят в отверстие отвесно. Замеренный размер отверстия будет соответствовать действительному только в том случае, когда нутромер не будет перекошен, т. е. линия, проходящая через концы ножек, будет перпендикулярной оси отверстия. Отсчет размера производится по измерительной линейке; при этом одну ножку нутромера упирают и плоскость, к которой под прямым углом прижата торцовая грань измерительной линейки, и производят по ней отсчет размера (рис. 11, в). На рис. 11, г показано измерение развода ножек нутромера при помощи штангенциркуля. При этом обеспечивается большая точность (до ±0,1 мм), чем при отсчете по линейке.
Изготовляют нутромеры из углеродистой инструментальной стали У7 или У8 с закалкой измерительных концов на длине 15–20 мм.
Точность измерений, которую можно получить с помощью масштабной линейки, складного метра или рулетки, далеко не всегда удовлетворяет требованиям современного машиностроения. Поэтому при изготовлении ответственных деталей машин пользуются более совершенными масштабными инструментами, позволяющими определять размеры с повышенной точностью. К таким инструментам в первую очередь относится штангенциркуль.
Штангенциркуль применяется для измерений как наружных, так и внутренних размеров деталей (рис. 12, а). Он состоит из штанги 8 и двух пар губок: нижних 1 и 2 и верхних 3 и 4. Губки 1 и 4 изготовлены заодно с рамкой 6, скользящей по штанге. С помощью винта 5 рамка может быть закреплена в требуемом положении на штанге. Нижние губки служат для измерений наружных размеров, а верхние – для внутренних измерений. Глубиномер 7соединен с подвижной рамкой 6, передвигается по пазу штанги 8 и служит для измерения глубины отверстий, пазов, выточек и др. Отсчет целых миллиметров производится по шкале штанги, а отсчет долей миллиметра – по шкале нониуса 9, помещенной в вырезе рамки 6 штангенциркуля.
Шкала нониуса имеет десять равных делений на длине 9 мм; таким образом, каждое деление шкалы нониуса меньше деления масштаба (линейки) на 0,1 мм. При измерении детали штангенциркулем сначала отсчитывают по шкале целое число миллиметров на штанге, отыскивая его под первым штрихом нониуса, а затем с помощью нониуса определяют десятые доли миллиметра. При этом намечают деление нониуса, совпадающее с делением на штанге. Порядковое число этого деления показывает десятые доли миллиметра, которые прибавляют к целому числу миллиметров. На рис. 12, б изображены три положения нониуса относительно шкалы штанги, соответствующие размерам: 0,1; 0,5 и 25,6 мм.
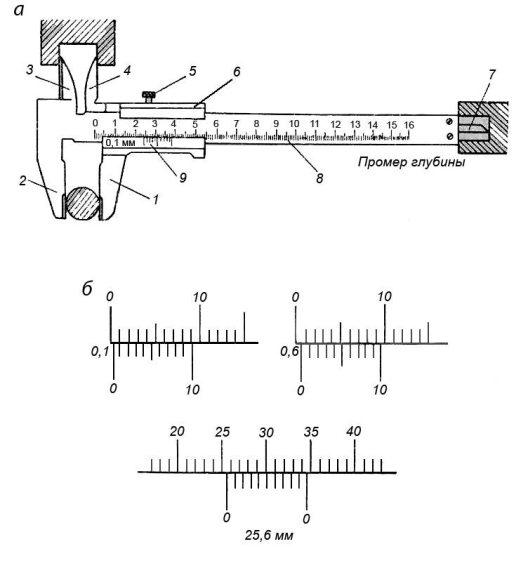
Рис. 12. Штангенциркуль с точностью измерения 0,1 мм
Зачастую приходится изготовлять детали, поверхности которых сопрягаются под различными углами. Для измерения этих углов пользуются угольниками, малками, угломерами и др. Угольники и малки являются наиболее распространенным инструментом для проверки прямых углов. Стальные угольники с углом в 90 ° бывают различных размеров, цельные или составные (рис. 13).
Угольники изготовляют четырех классов точности: 0, 1, 2 и 3. Наиболее точные угольники класса 0. Точные угольники с фасками называются лекальными (рис. 13, а, б). Для проверки прямых углов угольник накладывают на проверяемую деталь и определяют правильность обработки проверяемого угла на просвет. При проверке наружного угла угольник накладывают на деталь его внутренней частью (рис. 13, в), а при проверке внутреннего угла – наружной частью. Наложив угольник одной стороной на обработанную сторону детали, слегка прижимая его, совмещают другую сторону угольника с обрабатываемой стороной детали и по образовавшемуся просвету судят о точности выполнения прямого угла (рис. 13, г). Иногда размер просвета определяют с помощью щупов. Необходимо следить за тем, чтобы угольник устанавливался в плоскости, перпендикулярной к линии пересечения плоскостей, образующих прямой угол (рис. 13, д). При наклонных положениях угольника (рис. 13, е, ж) возможны ошибки замеров.

Рис. 13. Угольники с углом 90° и способы их применения
Простая малка (рис. 14, а) состоит из обоймы 1 и линейки 2, закрепленной шарнирно между двумя планками обоймы. Шарнирное крепление обоймы позволяет линейке занимать по отношению к обойме положение под любым углом. Малку устанавливают на требуемый угол по образцу детали или по угловым плиткам. Требуемый угол фиксируется винтом 3 с барашковой гайкой.
Простая малка служит для измерения (переноса) одновременно только одного угла.
Универсальная малка служит для одновременного переноса двух или трех углов.
Для измерения или разметки углов, для настройки малок или определения величины перенесенных ими углов пользуются угломерными инструментами с независимым углом. К таким инструментам относятся транспортиры и угломеры. Транспортиры обычно применяются для измерения и разметки углов на плоскости. Угломеры бывают простые и универсальные.

Рис. 14. Простая малка и способы ее применения
Простой угломер состоит из линейки 1 и транспортира 2 (рис. 15, а). При измерениях угломер накладывают на деталь так, чтобы линейка 1 и нижний обрез m полки транспортира 2 совпадали со сторонами измеряемой детали 3. Величину угла определяют по указателю 4, перемещающемуся по шкале транспортира вместе с линейкой. Простым угломером можно измерять величину углов с точностью 0,5–1°.

Рис. 15. Угломеры: а – простой, б – оптический
Оптический угломер состоит из корпуса 1 (рис. 15, б), в котором закреплен стеклянный диск со шкалой, имеющей деления в градусах и минутах.
Цена малых делений 10 ‘. С корпусом жестко скреплена основная (неподвижная) линейка 3. На диске 5смонтирована лупа 6, рычаг 4 и укреплена подвижная линейка 2. Под лупой параллельно стеклянному диску расположена небольшая стеклянная пластинка, на которой нанесен указатель, ясно видимый через окуляр лупы. Линейку 2 можно перемещать в продольном направлении и с помощью рычага 4 закреплять в нужном положении. Во время поворота линейки 2 в ту или другую сторону будут вращаться в том же направлении диск 5 и лупа 6. Таким образом, определенному положению линейки будет соответствовать вполне определенное положение диска и лупы. После того, как они будут закреплены зажимным кольцом 7, наблюдая через лупу 6, производят отсчет показаний угломера.
Оптическим угломером можно измерять углы от 0 до 180 °. Допускаемые погрешности показания оптического угломера ±5 ‘.
Поверочные линейки служат для проверки плоскостей на прямолинейность. В процессе обработки плоскостей чаще всего пользуются лекальными линейками. Они подразделяются на линейки лекальные с двусторонним скосом, трехгранные и четырехгранные (рис. 16, а).

Рис. 16. Лекальные линейки: а – конструктивные формы линеек: двухсторонняя, трехгранная, четырехгранная, б – прием наложения линейки
Лекальные линейки изготовляются с высокой точностью и имеют тонкие ребра с радиусом закругления 0,1–0,2 мм, благодаря чему можно весьма точно определить отклонение от прямолинейности по способу световой щели (на просвет). Для этого линейка своим ребром устанавливается на проверяемую поверхность детали против света (рис. 16, б). Имеющиеся отклонения от прямолинейности будут при этом заметны между линейкой и поверхностью детали. При хорошем освещении можно обнаружить отклонение от прямолинейности величиной до 0,005—0,002 мм. Лекальные линейки изготовляются длиной от 25 до 500 мм из углеродистой инструментальной или легированной стали с последующей закалкой.
Хранение измерительного инструмента и уход за ним. Точность и долговечность инструмента зависят не только от качества изготовления и умелого обращения, но также от правильного хранения и ухода за ним.
Простейший измерительный инструмент хранится обычно в ящике верстака, где его располагают в определенном порядке по типам инструмента и размерам. Штангенциркули и лекальные линейки хранятся в специальных футлярах с закрывающимися крышками. Для предохранения инструментов от ржавчины их смазывают тонким слоем чистого технического вазелина, предварительно хорошо протерев сухой тряпкой. Перед употреблением инструмента смазка удаляется чистой тряпкой или промыванием в бензине. При появлении пятен ржавчины на инструменте его необходимо положить на сутки в керосин, после чего промыть бензином, насухо протереть и снова смазать.
2. Измерительные инструменты и приспособления для измерения деталей
При изучении машиностроительного черчения вполне достаточно измерять размеры деталей с точностью от ± 0,1 до ± 0,5 мм. Для измерения деталей применяются следующие измерительные инструменты и приспособления:
— линейки с делениями (более удобны металлические);
Применение этих инструментов показано на рис. 47.
Штангенциркуль применяется для измерения линейных размеров, диаметров наружных и внутренних.
Линейка с делениями применяется для измерения линейных величин.
Кронциркуль применяется для измерения наружных и внутренних линейных размеров деталей в случаях, когда эти измерения невозможно произвести ни штангенциркулем, ни линейкой. Кронциркулем фиксируется расстояние между элементами детали, а затем прикладыванием линейки к концевым точкам кронциркуля определяется величина этого расстояния (см. рис. 47). В тех случаях, когда кронциркуль с зафиксированным размером невозможно вынуть из детали, на кронциркуль наносится риска (рис. 48, а) и после того, как его концы будут выведены из детали, по риске вновь устанавливается положение его ножек и производится промер линейкой с делениями или штангенциркулем (рис. 48, б).
Лекция 23. Универсальные измерительные средства. Их классификация, основные метрологические показатели. Выбор форм контроля и измерительных средств.
Средства измерения, применяемые в машиностроении по назначению можно разделить на универсальные и специальные. Специальные средства предназначены для измерения одного или нескольких параметров деталей определённого типа. Их мы рассмотрим на следующей лекции.
По числу параметров, проверяемых при одной установке детали, различают одномерные и многомерные измерительные и контрольные средства, а по степени механизации процесса измерения – не автоматические, т.е. ручного действия, механецированные, полуавтоматические и автоматические.
Универсальные измерительные средства и приборы включают в себя:
- щупы;
- штангенинструменты;
- микрометрические инструменты;
- механические измерительные приборы;
- приборы с пружинной и пружинно оптической передачей;
- оптико-механические приборы; оптические приборы;
- пневматические приборы;
- приборы, основанные на электрических принципах;
- радиоактивные приборы;
- ультразвуковые приборы.
Щупы– представляют собой пластины с параллельными измерительными плоскостями, предназначенные для проверки величины зазоров между поверхностями. Выпускают z наборов щупов, в каждой из которых входят щупы различной толщины. Штангенинструменты – включают: штангенциркуль, штангенглубиномер, штангенрейсмус, штангензубомер. Общим элементом всех штангенинструментов является штанга, на которой нанесена основная шкала с ценой деления 1 мм. На подвижной рамке нанесена нониусная шкала, позволяющая отсчитывать десятые и сотые доли миллиметра. Штангенциркуль наиболее универсальный из штангенинструментов. Он предназначен для измерения наружных и внутренних размеров, глубин небольших отверстий, высот изделий. Штангенглубиномер – для измерения глубин отверстий, высот изделий, расстояние до буртов. Штангенрейсмус – для разметки и измерения высоты изделий. Штангензубомер – для измерения параметров зубьев зубчатых колёс. Цена деления штангенциркуля 0,05 и 0,1 мм, у остальных штангенинструментов – 0,1 мм. Микрометрические инструменты включают: микрометр, микрометрический глубиномер, микрометрический нутромер. Общим элементом всех микрометрических инструментов является микрометрический барабан. На неподвижной части барабана, называемой стебель, нанесена линейная шкала с ценой деления 1 мм, а на подвижной части – круговая шкала с ценой деления 0,01 мм. Пределы измерения всех микрометрических инструментов – 25 мм. Например: 0 – 25 мм; 25 – 50 мм; 50 – 75 мм; ………….. 1975 – 2000 мм. Механические измерительные приборы. К ним относятся приборы с зубчатой и рычажно-зубчатой передачей:
- индикаторы часового типа;
- рычажно-зубчатые измерительные головки;
- рычажные микрометры и скобы.
Индикаторы часового типапредназначены для измерения линейных размеров, отклонений формы и расположения, а также используются в качестве отсчётных устройств в различных измерительных приборах. Возвратно-поступательное движение измерительной пятки с помощью реечно-зубчатого механизма преобразуется во вращательное движение стрелки. Цена деления индикатора часового типа 0,01 мм. Пределы измерения по шкале, т.е. ход измерительной пятки – 10 мм. Рычажно-зубчатые измерительные головки имеют цену деления 0,001 мм и пределы измерения ±50 мкм, а также снабжены переставляемыми указателями допуска. Рычажные микрометры и скобы в отличии от обычного микрометра имеют регулируемую пятку и подвижную пятку, перемещение которой передается на стрелку отсчётного устройства с помощью рычажно-зубчатого механизма. Приборы с пружинной и пружинно-оптической передачей. Промышленность выполняет четыре типа таких приборов: — микрокаторы; — микаторы; — миникаторы; — отптикаторы. Первые три типа приборов выпускают с ценой деления 0,1; 0,2; 0,5; 1; 2 мкм. В основу передаточного механизма микрокатора положена скрученная пружинная лента, к которой в средней части прикреплена стрелка. Под действием измерительного усилия лента раскручивается и поворачивает стрелку. Достоинство микрокаторов – отсутствие износа т.к. отсутствуют пары трения. Недостаток – вибрация стрелки и трудность отсчёта показаний из-за тонкой стрелки. Этих недостатков лишён оптикатор, у которого на ленте вместо стрелки закреплено зеркальце, отражающее луч света от лампочки на шкалу. Цена деления отптикатора – 0,5 мкм. Оптико-механические и оптические приборы. К ним относят:
- оптиметры;
- длинномеры;
- измерительные машины;
- интерферометры;
- инструментальны микроскопы;
- универсальные микроскопы;
- проекторы.
Оптиметрывыпускают с ценой деления 1 мкм. В основу их конструкции положено зеркальце, связанное с измерительным наконечником, при перемещениях которого зеркальце поворачивается и перемещает изображение шкалы относительно неподвижной риски в окуляре. В зависимости от расположения трубки оптиметры бывают горизонтальные и вертикальные. Длинномеры выпускаются двух исполнений – вертикальные и горизонтальные сценой деления 1 мкм. В основу их конструкции положено перемещение шкалы, связанной с измерительным микрометром, по которому и производится отсчёт показаний. В настоящее время промышленность снабжает длинномеры электронными блоками, которые выдают результат измерения сразу в цифровом виде. Измерительные машины применяются для контроля сложных корпусных деталей, точного измерения больших длин, расстояний между осями отверстий. Измерительные машины выпускают разнообразных конструкций. Некоторые из них аналогичны горизонтальным оптиметрам, только имеют большую станину и снабжены оптиметрической трубкой и измерительным микроскопом. Отсчёт больших расстояний производится с помощью стеклянных окон с рисками, расположенных в станине через 10 см. Изображение рисок с помощью оптической системы подаются на отсчётный микроскоп. Малые расстояния измеряются с помощью оптиметрической трубки. Выпускаются измерительные машины, в которых отсчёт расстояний производится с помощью растровых сеток, создающих при перемещении муаровые картины. Интерферометры выпускаются горизонтального и вертикального исполнения, контактные и бесконтактные, а также лазерные интерферометры. Их действия основано на интерференции двух лучей, один из которых отражается от зеркальца, связанного с измерительным наконечником (у контактных) либо непосредственно от контролируемой детали (у бесконтактных). Контактные интерферометры имею регулируемую цену деления от 0,05 до 0,2 мкм. Инструментальные и универсальные микроскопы предназначены для измерения угловых и линейных размеров резьб, метчиков, резьбовых фрез и калибров, шаблонов, фасонных резцов и деталей сложной формы. Промышленность выпускает инструментальные микроскопы двух типов: ММИ – малый микроскоп универсальный и БМИ – большой микроскоп универсальный. Инструментальный столик этих микроскопов может перемещаться в горизонтальной плоскости по двум координатам и поворачиваться на 360°. Стойка с тубусом может наклонятся в обе стороны на ±12,5°. Все рукоятки перемещений снабжены микрометрическими винтами с ценой деления 5 мкм. Универсальные измерительные микроскопы отличаются от инструментальных большим диапазоном измерений и повышенной точностью. Цена деления спиральных нониусов 1 мкм. П роекторы – это оптические приборы, дающие на экране увеличенное изображение контролируемой детали, которое совмещают с вычерченным в масштабе номинальным контуром. Измерительный стол проекта имеет микрометрические винты с ценой деления 1 мкм. Пневматические приборы– применяются для измерения сравнительным методом размеров точных изделий, главным образом диаметров отверстий в серийном и массовом производстве. Приборы основаны на зависимости расхода, вытекающего из сопла измерительной головки, от величины зазора между соплом и поверхностью изделия. По способу определения расхода воздуха пневматические приборы разделяются на малометрические, измеряющие изменения давления воздуха и ротаметрические или поплавковые, измеряющие изменение скорости воздушного потока. Прибора основанные на электрических принципах. К ним относят электро-контактные приборы, ёмкостные, индуктивные приборы, приборы основанные на использовании вихревых токов и фотоэффекта. В этих приборах перемещение измерительного наконечника преобразуется в электрический сигнал, который регистрируется специальными устройствами. Приборы этого типа имеют то преимущество, что их можно использовать как приборы активного контроля. При этом электрический сигнал с измерительного наконечника подаются на управляющие органы станка, и выключает его в тот момент, когда обрабатываемый размер достигнет заданного значения. Радиоактивные приборы – основаны на применении радиоактивных изотопов и предназначены для измерения толщины листов, лент, стенок труб, обнаружение в материале дефектов, пустот трещин. В приборах используется зависимость поглощения β и γ излучения от толщины контролируемого материала. Ультразвуковые приборы – применяют для измерения толщины изделий, доступ к которым возможен только с одной стороны, а также для дефектоскопии. Различают резонансные и импульсные ультразвуковые толщиномеры. В резонансных толщиномерах резонанс образуется благодаря интерференции прямой и отражённой от противоположной грани волн и наступает при определённой частоте. Действие импульсныхтолщинометров основано на измерении времени прохождения импульса. Регистрируется момент посылки импульса и его отражения от противоположной грани. Выбор форм контроля и измерительных средствосуществления в зависимости от типа производства и заданных допусков. Погрешность измерительного средства не должна превышать 35%, а для грубых квалитетов 20% допуска на размер. Л Е К Ц И Я 24Специальные измерительные средства. Приборы для контроля зубчатых колес и передач. Приборы для контроля погрешностей формы и расположения поверхностей. В отличие от универсальных специальные измерительные средства предназначены для измерения одного или нескольких параметров деталей определенного типа. Если универсальные измерительные средства применяются преимущественно в индивидуальном и мелкосерийном производствах, то специальные – в крупносерийном и массовом, что значительно сокращает время контроля Приборы для контроля зубчатых колёс и передач. В зависимости от поставленной цели контроль зубчатых колёс делят на приёмочный или окончательный и технологический, т.е. на стадии изготовления. Желательно, чтобы контроль был комплексным. Если для этого нет соответствующих измерительных средств применяют поэлементный контроль. Приборы для контроля цилиндрических зубчатых колёс разделяют на станковыес устройствами для базирования проверяемых колёс инакладные, которые при контроле располагают на зубчатом колесе.
роекторы – это оптические приборы, дающие на экране увеличенное изображение контролируемой детали, которое совмещают с вычерченным в масштабе номинальным контуром. Измерительный стол проекта имеет микрометрические винты с ценой деления 1 мкм. Пневматические приборы– применяются для измерения сравнительным методом размеров точных изделий, главным образом диаметров отверстий в серийном и массовом производстве. Приборы основаны на зависимости расхода, вытекающего из сопла измерительной головки, от величины зазора между соплом и поверхностью изделия. По способу определения расхода воздуха пневматические приборы разделяются на малометрические, измеряющие изменения давления воздуха и ротаметрические или поплавковые, измеряющие изменение скорости воздушного потока. Прибора основанные на электрических принципах. К ним относят электро-контактные приборы, ёмкостные, индуктивные приборы, приборы основанные на использовании вихревых токов и фотоэффекта. В этих приборах перемещение измерительного наконечника преобразуется в электрический сигнал, который регистрируется специальными устройствами. Приборы этого типа имеют то преимущество, что их можно использовать как приборы активного контроля. При этом электрический сигнал с измерительного наконечника подаются на управляющие органы станка, и выключает его в тот момент, когда обрабатываемый размер достигнет заданного значения. Радиоактивные приборы – основаны на применении радиоактивных изотопов и предназначены для измерения толщины листов, лент, стенок труб, обнаружение в материале дефектов, пустот трещин. В приборах используется зависимость поглощения β и γ излучения от толщины контролируемого материала. Ультразвуковые приборы – применяют для измерения толщины изделий, доступ к которым возможен только с одной стороны, а также для дефектоскопии. Различают резонансные и импульсные ультразвуковые толщиномеры. В резонансных толщиномерах резонанс образуется благодаря интерференции прямой и отражённой от противоположной грани волн и наступает при определённой частоте. Действие импульсныхтолщинометров основано на измерении времени прохождения импульса. Регистрируется момент посылки импульса и его отражения от противоположной грани. Выбор форм контроля и измерительных средствосуществления в зависимости от типа производства и заданных допусков. Погрешность измерительного средства не должна превышать 35%, а для грубых квалитетов 20% допуска на размер. Л Е К Ц И Я 24Специальные измерительные средства. Приборы для контроля зубчатых колес и передач. Приборы для контроля погрешностей формы и расположения поверхностей. В отличие от универсальных специальные измерительные средства предназначены для измерения одного или нескольких параметров деталей определенного типа. Если универсальные измерительные средства применяются преимущественно в индивидуальном и мелкосерийном производствах, то специальные – в крупносерийном и массовом, что значительно сокращает время контроля Приборы для контроля зубчатых колёс и передач. В зависимости от поставленной цели контроль зубчатых колёс делят на приёмочный или окончательный и технологический, т.е. на стадии изготовления. Желательно, чтобы контроль был комплексным. Если для этого нет соответствующих измерительных средств применяют поэлементный контроль. Приборы для контроля цилиндрических зубчатых колёс разделяют на станковыес устройствами для базирования проверяемых колёс инакладные, которые при контроле располагают на зубчатом колесе. 


 Контроль кинематической и циклической погрешности зубчатых колёс.
Контроль кинематической и циклической погрешности зубчатых колёс.  3
3  1 1 – измерительное колесо; 2 – контролируемое колесо; 3 – эталонная передача; 2 4 – измерительное устройство для измерения разности углов поворота контролируемого и эталонного зубчатых колёс.
1 1 – измерительное колесо; 2 – контролируемое колесо; 3 – эталонная передача; 2 4 – измерительное устройство для измерения разности углов поворота контролируемого и эталонного зубчатых колёс. 




 4 Контроль колебаний измерительного межосевого расстояния.
4 Контроль колебаний измерительного межосевого расстояния.
 1 2
1 2  1 1 – измерительное колесо; 2 – контролируемое колесо
1 1 – измерительное колесо; 2 – контролируемое колесо





















 ; 3 – датчик колебаний измерительного межосевого расстояния
; 3 – датчик колебаний измерительного межосевого расстояния 
 3
3  Контроль радиального биения зубчатого венца.
Контроль радиального биения зубчатого венца. 

 2α Наконечник измерительного прибора, имеющий форму исходного контура.
2α Наконечник измерительного прибора, имеющий форму исходного контура. 





















 Контроль колебаний длины общей нормали
Контроль колебаний длины общей нормали Зубомерный микрометр W
Зубомерный микрометр W  Индикаторный нормалемер Контроль профиля зуба. Тангенциальным зубомером. Штенгензубомером.
Индикаторный нормалемер Контроль профиля зуба. Тангенциальным зубомером. Штенгензубомером. 
 К
К онтроль погрешностей шага.
онтроль погрешностей шага. 


 1 4
1 4 


 1 – контролируемое колесо; 2
1 – контролируемое колесо; 2 – эталонное колесо; 3 – фиксатор; 4 – датчик для измерения шагов. 2 3
– эталонное колесо; 3 – фиксатор; 4 – датчик для измерения шагов. 2 3 






 Проверка пятна контакта. Для этого используют специальную краску из пустых сортов масел с добавлением сажи. Краской смазывают боковую поверхность зубьев одного из колес и проворачивают в паре со вторым, а затем обмеряют отпечатки пятен контакта. Проверка бокового зазора. Для этого между боковыми поверхностями зубьев закладывают пластинки из мягкого металла, например свинца, и после проворачивания колёс замеряют толщину пластинок. Приборы для контроля погрешностей формы и расположения. Отклонения формы и расположения поверхностей деталей определяют как универсальными, так и специальными измерительными средствами. Овальность и чётную огранку измеряют двухконтактными приборами (например, микрометрами).
Проверка пятна контакта. Для этого используют специальную краску из пустых сортов масел с добавлением сажи. Краской смазывают боковую поверхность зубьев одного из колес и проворачивают в паре со вторым, а затем обмеряют отпечатки пятен контакта. Проверка бокового зазора. Для этого между боковыми поверхностями зубьев закладывают пластинки из мягкого металла, например свинца, и после проворачивания колёс замеряют толщину пластинок. Приборы для контроля погрешностей формы и расположения. Отклонения формы и расположения поверхностей деталей определяют как универсальными, так и специальными измерительными средствами. Овальность и чётную огранку измеряют двухконтактными приборами (например, микрометрами).  О
О

 гранка с нечётным числом граней приборами с двухточечным контактом не обнаруживается. Её можно обнаружить в кольце или трехконтактными измерительными устройствами, например, на призме с индикатором.
гранка с нечётным числом граней приборами с двухточечным контактом не обнаруживается. Её можно обнаружить в кольце или трехконтактными измерительными устройствами, например, на призме с индикатором. 









 Отклонение от круглости наиболее точно может быть измерено на приборах- кругломерах, которые делят на приборы с вращающимся измерительным наконечником и приборы с вращающимся столом. Записывающий механизм кругломера вычерчивает круглограмму детали.
Отклонение от круглости наиболее точно может быть измерено на приборах- кругломерах, которые делят на приборы с вращающимся измерительным наконечником и приборы с вращающимся столом. Записывающий механизм кругломера вычерчивает круглограмму детали. 







 По такой схеме выпускаются отечественные кругломеры заводом «Калибр». Из зарубежных кругломеров наиболее известен кругломер модели «Talyrond– 73» английской фирмы «RankTaylorHobson». Отечественная промышленность выпускает кругломер оригинальной конструкции по плавающей схеме
По такой схеме выпускаются отечественные кругломеры заводом «Калибр». Из зарубежных кругломеров наиболее известен кругломер модели «Talyrond– 73» английской фирмы «RankTaylorHobson». Отечественная промышленность выпускает кругломер оригинальной конструкции по плавающей схеме 






















 Средств для надёжного измерения отклонений от цилиндричности пока не разработано. На практике об отклонениях от цилиндричности косвенно судят по результатам измерения в различных сочетаниях отклонения от круглости. Для измерения отклонений от плоскостности и от прямолинейности применяют уровни различных конструкций, оптические линейки, оптические плоскомеры. Плоскостность также контролируют поверочными плитами на краску. Для контроля точности расположения поверхностей, а также суммарных отклонений формы и расположения применяют специальные приспособления. (Рассмотреть конкретные примеры по лабораторной работе). Л Е К Ц И Я 25. Калибры гладкие для размеров до 500мм В крупносерийном и массовом производствах для контроля годности деталей без определения конкретного значения размера широко применяют калибры. Калибраминазывают бесшкальные контрольные инструменты, предназначенные для проверки соответствия действительных размеров, формы расположения поверхностей деталей — предписанным. Наибольшее распространение получили предельные калибры, ограничивающие наибольший и наименьший предельные размеры детали. Применяют также нормальные калибрыдля контроля профилей деталей сложной формы, т.е. шаблоны. О годности детали судят по величине зазора между контурами детали и шаблона. Предельные калибры применяются для контроля годности деталей, изготовленных с допусками от 6 до 17 квалитетов. Различают рабочие предельные калибры и контрольные калибры. Рабочие калибрыпредназначены для контроля изделий в процессе их изготовления. Эти калибры используют рабочие и контролеры ОТК. К рабочим калибрам относят калибры – пробкиикалибры – скобы. Калибры – пробкиприменяют для контроля годности отверстий. В зависимости от типоразмера применяют различные конструктивные исполнения калибров.
Средств для надёжного измерения отклонений от цилиндричности пока не разработано. На практике об отклонениях от цилиндричности косвенно судят по результатам измерения в различных сочетаниях отклонения от круглости. Для измерения отклонений от плоскостности и от прямолинейности применяют уровни различных конструкций, оптические линейки, оптические плоскомеры. Плоскостность также контролируют поверочными плитами на краску. Для контроля точности расположения поверхностей, а также суммарных отклонений формы и расположения применяют специальные приспособления. (Рассмотреть конкретные примеры по лабораторной работе). Л Е К Ц И Я 25. Калибры гладкие для размеров до 500мм В крупносерийном и массовом производствах для контроля годности деталей без определения конкретного значения размера широко применяют калибры. Калибраминазывают бесшкальные контрольные инструменты, предназначенные для проверки соответствия действительных размеров, формы расположения поверхностей деталей — предписанным. Наибольшее распространение получили предельные калибры, ограничивающие наибольший и наименьший предельные размеры детали. Применяют также нормальные калибрыдля контроля профилей деталей сложной формы, т.е. шаблоны. О годности детали судят по величине зазора между контурами детали и шаблона. Предельные калибры применяются для контроля годности деталей, изготовленных с допусками от 6 до 17 квалитетов. Различают рабочие предельные калибры и контрольные калибры. Рабочие калибрыпредназначены для контроля изделий в процессе их изготовления. Эти калибры используют рабочие и контролеры ОТК. К рабочим калибрам относят калибры – пробкиикалибры – скобы. Калибры – пробкиприменяют для контроля годности отверстий. В зависимости от типоразмера применяют различные конструктивные исполнения калибров. 






 ПР НЕ
ПР НЕ 













 Д
Д











 вусторонняя калибр-пробка имеет проходную сторону и непроходную сторону, которая короче проходной. Если деталь годная, т.е. диаметр отверстия лежит в пределах допуска, то проходная сторона калибра пробки должна пройти в отверстие под действием собственного веса, т.е. силы тяжести или силы примерно равной ей, а непроходная сторона не должна входить в отверстие. При этом действительное значение диаметра отверстия остается неизвестным. Калибры – скобыприменяются для контроля годности валов. Принцип контроля – аналогичен. По конструктивному исполнению скобы бывают односторонние и двусторонние, регулируемые и нерегулируемые.
вусторонняя калибр-пробка имеет проходную сторону и непроходную сторону, которая короче проходной. Если деталь годная, т.е. диаметр отверстия лежит в пределах допуска, то проходная сторона калибра пробки должна пройти в отверстие под действием собственного веса, т.е. силы тяжести или силы примерно равной ей, а непроходная сторона не должна входить в отверстие. При этом действительное значение диаметра отверстия остается неизвестным. Калибры – скобыприменяются для контроля годности валов. Принцип контроля – аналогичен. По конструктивному исполнению скобы бывают односторонние и двусторонние, регулируемые и нерегулируемые.  пр не Для уменьшения воздействия тепла руки на скобе выполняют деревянные или пластмассовые накладки, либо покрывают скобу специальной краской. Для каждого номинального диаметра и каждой посадки изготавливают калибр – пробку и калибр – скобу. Для настройки регулируемых калибров – скоб и контроля нерегулируемых калибров – скоб применяют контрольные калибры. Контрольные калибры являются непроходными и служат для изъятия из эксплуатации изношенных калибров скоб.
пр не Для уменьшения воздействия тепла руки на скобе выполняют деревянные или пластмассовые накладки, либо покрывают скобу специальной краской. Для каждого номинального диаметра и каждой посадки изготавливают калибр – пробку и калибр – скобу. Для настройки регулируемых калибров – скоб и контроля нерегулируемых калибров – скоб применяют контрольные калибры. Контрольные калибры являются непроходными и служат для изъятия из эксплуатации изношенных калибров скоб.  Для повышения износостойкости рабочие поверхности калибров часто изготавливают из твёрдых сплавов, пи этом их долговечность возрастает в 100 – 150 раз, а стоимость только в 3 – 5 раз. Калибры должны иметь наибольшую жёсткость при наименьшей массе. Это требование особенно важно для калибров – скоб больших типоразмеров. Допуски калибров. Система допусков на гладкие предельные калибры нормирована СТ СЭВ 157-75. Эта система устанавливает допуски на изготовление калибров–пробок – Н, допуски на изготовление калибров скоб – Н1, допуск на изготовление контрольных калибров Нр. Для квалитетов от 6 до 10 включительно допуски Н1на изготовление скоб приняты примерно в два раза больше допусков на изготовление калибров пробок Н. Для квалитетов 11 и грубее допуски на изготовление пробок и скоб приняты равными. Схема расположения полей допусков калибров–пробок.
Для повышения износостойкости рабочие поверхности калибров часто изготавливают из твёрдых сплавов, пи этом их долговечность возрастает в 100 – 150 раз, а стоимость только в 3 – 5 раз. Калибры должны иметь наибольшую жёсткость при наименьшей массе. Это требование особенно важно для калибров – скоб больших типоразмеров. Допуски калибров. Система допусков на гладкие предельные калибры нормирована СТ СЭВ 157-75. Эта система устанавливает допуски на изготовление калибров–пробок – Н, допуски на изготовление калибров скоб – Н1, допуск на изготовление контрольных калибров Нр. Для квалитетов от 6 до 10 включительно допуски Н1на изготовление скоб приняты примерно в два раза больше допусков на изготовление калибров пробок Н. Для квалитетов 11 и грубее допуски на изготовление пробок и скоб приняты равными. Схема расположения полей допусков калибров–пробок. 



 Н
Н


 Е Н
Е Н



 епроходная сторона
епроходная сторона 




 П
П



 Р П
Р П


 роходная сторона
роходная сторона 






 Граница износа
Граница износа 


 Исходный размер для расчёта допуска на непроходную сторону пробки –Dmах, а на проходную сторону – Dmin. Схема расположения полей допусков калибров скоб.
Исходный размер для расчёта допуска на непроходную сторону пробки –Dmах, а на проходную сторону – Dmin. Схема расположения полей допусков калибров скоб. 



 К Граница износа – И
К Граница износа – И 






 К
К





 ПР
ПР  – ПР
– ПР 


 Проходная сторона
Проходная сторона 











 Н
Н  Непроходная сторона Е К – НЕ
Непроходная сторона Е К – НЕ 















 Исходным размером для расчёта допуска на проходную сторону скобы является dmах,а на непроходную dmin. Для калибров при номинальных размерах до 180 мм α=0 и α1=0 Для проходных калибров, которые в процессе эксплуатации изнашиваются, кроме допуска на изготовление предусматривается допуск на износ. Износ проходных калибров для деталей, изготовленных по 6, 7, 8 квалитетами включительно, может выходить за границу поля допуска детали на величину yдля пробок иy1для скоб. Для калибров, предназначенных для контроля деталей, изготовленных по 9 – 17 квалитетам y=0,y1=0. Сдвиг полей допусков калибров и границ износа их проходных сторон внутри поля допуска детали устраняет возможность искажения характера посадок годных деталей. Исполнительные размеры калибров. Исполнительными называются предельные размеры, по которым изготовляют новый калибр. Для определения этих размеров на чертеже скобы проставляют наименьший предельный размер с положительным отклонением, а на чертеже пробки и контрольного калибра – их наибольший предельный размер с отрицательным отклонением. Таким образом, отклонение на чертеже проставляют в «тело» калибра, чтобы оставить максимум металла на износ. Маркировка калибров. При маркировке на калибр наносят номинальный размер детали, для которой предназначен калибр, буквенное обозначение поля допуска изделия, цифровые величины предельных отклонений изделия в миллиметрах (только на рабочих калибрах), тип калибра (ПР; НЕ; К – ПР; К – НЕ; К – И). ЛИТЕРАТУРА:
Исходным размером для расчёта допуска на проходную сторону скобы является dmах,а на непроходную dmin. Для калибров при номинальных размерах до 180 мм α=0 и α1=0 Для проходных калибров, которые в процессе эксплуатации изнашиваются, кроме допуска на изготовление предусматривается допуск на износ. Износ проходных калибров для деталей, изготовленных по 6, 7, 8 квалитетами включительно, может выходить за границу поля допуска детали на величину yдля пробок иy1для скоб. Для калибров, предназначенных для контроля деталей, изготовленных по 9 – 17 квалитетам y=0,y1=0. Сдвиг полей допусков калибров и границ износа их проходных сторон внутри поля допуска детали устраняет возможность искажения характера посадок годных деталей. Исполнительные размеры калибров. Исполнительными называются предельные размеры, по которым изготовляют новый калибр. Для определения этих размеров на чертеже скобы проставляют наименьший предельный размер с положительным отклонением, а на чертеже пробки и контрольного калибра – их наибольший предельный размер с отрицательным отклонением. Таким образом, отклонение на чертеже проставляют в «тело» калибра, чтобы оставить максимум металла на износ. Маркировка калибров. При маркировке на калибр наносят номинальный размер детали, для которой предназначен калибр, буквенное обозначение поля допуска изделия, цифровые величины предельных отклонений изделия в миллиметрах (только на рабочих калибрах), тип калибра (ПР; НЕ; К – ПР; К – НЕ; К – И). ЛИТЕРАТУРА: