2.6 Кремниевые пластины с эпс
Эпитаксиальные кремниевые структуры выпускаются в виде круглых пластин диаметром 60, 80, 100 и 125 мм, толщиной 200. 400 мкм. Принято обозначать марку эпитаксиальной структуры в виде дроби, в числителе которой дается характеристика эпитаксиального слоя, а в знаменателе — характеристика кремниевой подложки. Перед дробью ставится цифра, указывающая диаметр эпитаксиальной структуры.
Пример:
Обозначение расшифровывается следующим образом: пластина 100 мм с эпитаксиальной пленкой кремния электронной проводимости, легированной фосфором, с удельным объемным сопротивлением 0,3 Омсм, толщиной 7 мкм, выращенной на кремниевой ориентированной по плоскости (111) подложке с дырочной проводимостью, легированной бором, с удельным сопротивлением 10 Омсм, толщиной 200 мкм.
Дополнительные параметры структуры, например диффузионная длина или время жизни носителей заряда, плотность дислокаций и другие, указываются в паспорте на структуру.
2.7 Кремниевые пластины с эпс и скрытыми слоями
Такие структуры изготавливаются по специальным заказам под конкретную полупроводниковую микросхему, так как положение скрытого слоя строго определено размещением элементов (топологией) в микросхеме.
В обозначении указываются [2]:
- диаметр пластины (60, 80, 100 и 125) мм;
- толщина пластины (300. 400) мкм;
- толщина эпитаксиального слоя (6,0. 15) мкм с допуском ±10 %;
- удельное сопротивление эпитаксиального слоя (0,15. 5,0) Омсм;
- толщина скрытого слоя (2,5. 10) мкм;
- поверхностное сопротивление скрытого слоя (5. 50) Ом.
Структура со скрытым слоем обозначается и расшифровывается согласно приводимому [1, 2] далее примеру: — кремниевая эпитаксиальная структура диаметром 100 мм, полученная на кремниевой подложке толщиной 300 мкм с дырочной проводимостью, легированная бором, с удельным объемным сопротивлением 10 Ом·см, ориентированная по кристаллографической плоскости (111); эпитаксиальный слой толщиной 7 мкм имеет электронную проводимость, легирован фосфором, с объемным удельным сопротивлением 0,3 Омсм; скрытый слой толщиной 2,5 мкм имеет электронную проводимость, легирован сурьмой, поверхностное удельное сопротивление скрытого слоя 30 Ом. Сведения о скрытом слое указываются в числителе после знака косой черты с той особенностью, что число после буквенного обозначения типа проводимости и вида легирующего скрытый слой элемента (в данном случае после букв КЭС) показывает не объемное, а поверхностное сопротивление скрытого слоя.
2.8 Кремниевые пластины с полной диэлектрической изоляцией карманов
Пластины таких микросхем по расположению областей монокристаллического кремния, в которых формируют ее элементы, разделяют на два типа: подложки типа КВД (кремний в диэлектрике) и подложки типа КНД (кремний на диэлектрике). К диэлектрикам пластин (подложек) предъявляют следующие требования:
- материал подложки должен обладать малыми значениями тангенса угла диэлектрических потерь tgδ и диэлектрической проницаемости;
- механическая прочность подложки должна быть достаточной при небольшой ее толщине;
- рабочая поверхность подложки должна поддаваться обработке не ниже чем до 14-го класса чистоты;
- температурный коэффициент линейного расширения ТКЛР материала подложки должен быть согласован с ТКЛР монокристаллического кремния;
- материал подложки должен обладать высокой химической стойкостью к воздействию жидких и газовых сред, применяемых в производстве полупроводниковых микросхем;
- материал подложки должен иметь высокую теплопроводность для обеспечения отвода тепла от элементов микросхем.
Для подложек типа КНД этим требованиям удовлетворяют сапфир и шпинель, а для подложек типа КВД — специальное стекло марки С-40-2. Структуры типа КНД получают гетероэпитаксией кремния на сапфировых подложках (КНС) толщиной 250. 300 мкм. Их обозначают и расшифровывают следующим образом:  — это пластина с гетероэпитаксиальным слоем кремния толщиной 2 мкм, дырочной проводимости, легированным бором, с удельным объемным сопротивлением 15 Ом·см, выращенным на сапфировой подложке (в знаменателе буква «с») диаметром 60 мм и толщиной 250 мкм. Кристаллографическая ориентация эпитаксиальных слоев на структуре типа КНС устанавливается в плоскости (100). Исполнение структур КНС затрудняется сложностью технологии выращивания бездефектных слоев. И
— это пластина с гетероэпитаксиальным слоем кремния толщиной 2 мкм, дырочной проводимости, легированным бором, с удельным объемным сопротивлением 15 Ом·см, выращенным на сапфировой подложке (в знаменателе буква «с») диаметром 60 мм и толщиной 250 мкм. Кристаллографическая ориентация эпитаксиальных слоев на структуре типа КНС устанавливается в плоскости (100). Исполнение структур КНС затрудняется сложностью технологии выращивания бездефектных слоев. И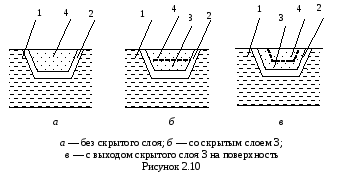 з структур КВД более распространен вариант КСДИ (кремниевая структура с полной диэлектрической изоляцией). Изготавливаются три варианта КСДИ, различающиеся как наличием скрытого слоя, так и его геометрией (рисунок. 2.10).Толщины структур равны (200±10) и (300±10) мкм при диаметрах пластин, равных 40 и 60 мм. Толщина изолированного кармана без скрытого слоя равна (7. 20) мкм, со скрытым слоем — (10. 25) мкм. Толщина скрытого слоя (5. 8,5) мкм с допуском ±1мкм; толщина изолирующего окисла (1,5…3,5).
з структур КВД более распространен вариант КСДИ (кремниевая структура с полной диэлектрической изоляцией). Изготавливаются три варианта КСДИ, различающиеся как наличием скрытого слоя, так и его геометрией (рисунок. 2.10).Толщины структур равны (200±10) и (300±10) мкм при диаметрах пластин, равных 40 и 60 мм. Толщина изолированного кармана без скрытого слоя равна (7. 20) мкм, со скрытым слоем — (10. 25) мкм. Толщина скрытого слоя (5. 8,5) мкм с допуском ±1мкм; толщина изолирующего окисла (1,5…3,5).  соответствует кремниевой пластине диаметром 60 мм с диэлектрической изоляцией; толщина монокристаллических областей из кремния электронной проводимости, легированного фосфором, с удельным сопротивлением 4,5 Ом·см с кристаллографической ориентацией (100) составляет 20 мкм. В квадратных скобках указывается наличие скрытого n + -слоя, легированного мышьяком (буква М) и выходящего на поверхность структуры. Если скрытый слой не имеет выхода на поверхность, эти данные заключаются в круглые скобки. В знаменателе указывается толщина структуры 300 мкм, вид диэлектрика 2,5 мкм. Структуры для микросхем с диэлектрической изоляцией могут создаваться на предприятиях, производящих ИС, но более целесообразно осуществлять их производство централизованно по заказам предприятий-изготовителей ИС.
соответствует кремниевой пластине диаметром 60 мм с диэлектрической изоляцией; толщина монокристаллических областей из кремния электронной проводимости, легированного фосфором, с удельным сопротивлением 4,5 Ом·см с кристаллографической ориентацией (100) составляет 20 мкм. В квадратных скобках указывается наличие скрытого n + -слоя, легированного мышьяком (буква М) и выходящего на поверхность структуры. Если скрытый слой не имеет выхода на поверхность, эти данные заключаются в круглые скобки. В знаменателе указывается толщина структуры 300 мкм, вид диэлектрика 2,5 мкм. Структуры для микросхем с диэлектрической изоляцией могут создаваться на предприятиях, производящих ИС, но более целесообразно осуществлять их производство централизованно по заказам предприятий-изготовителей ИС.
1.2. Технология изготовления кремниевых пластин для бис и сис
Кремний, как основной материал полупроводниковых БИС и СИС. Технологический маршрут получения пластин. Методы ориентации монокристаллов. Методы резки слитков на пластины. Абразивные материалы для механической обработки. Технологические особенности изготовления пластин для СБИС. Автоматизация обработки пластин. Технохимические методы удаления материалов с поверхности пластин.
Основным полупроводниковым материалом для электронной промышленности является Si, встречающийся в природе в виде кремнозема или силикатов. ИМЭ на основе Si составляет 98% всех производимых в мире полупроводниковых приборов. Кремний по степени распространения в природе находится на втором месте, уступая только кислороду. Он составляет 25% по весу всей земной коры. Доминирующее использование Si в полупроводниковой электронике связано не только с его широким распространением в природе, но и его свойствами. Так ширина запрещенной зоны Si составляет 1,12 эВ, а для Ge 0,66 эВ, что сказывается на стабильности характеристик приборов (для Ge приборов выше токи утечки). Рабочий диапазон Si приборов доходит до 150 o С, а Ge — до 100 o С.
Собственный Si имеет высокое удельное сопротивление ~230000 Омсм, а Ge только 47 Омсм, что затрудняет изготовление на основе Ge приборов с высокими пробивными напряжениями. Кроме того стоимость кремния высокого уровня чистоты в 10 раз ниже стоимости Ge. Однако же основные достоинства Si по сравнению с Ge и GaAs связаны с его высокой технологичностью: на Si легко получать защитные окисные пленки (окислы Ge растворяются в воде, а на GaAs очень сложно вырастить окисные пленки, т.к. элементы Ge и As окисляются с различной скоростью); Si легко легировать и т.д.
Основной объем монокристаллического Si (80 — 90%), потребляемого электронной промышленностью, выращивается по методу Чохральского. Фактически весь Si, используемый для производства ИС, производится этим методом. Сырьем для получения монокристаллического Si является электронный Si, представляющий собой поликристаллический материал высокого уровня чистоты. Основные примеси в электронном Si это В, С2и О2. Концентрация легирующих элементов в чистом Si не должна превышать 10 -7 ат.%, а углерода — 210 -4 ат.%. Методом Чохральского получают монокристаллы диаметром до 250 мм и длиной до 3 м. Монокристаллы, полученные данным методом, содержат примеси и дефекты.
Кислород — случайная примесь в Si, образующаяся в результате растворения материала тигля (Si3N4, SiO2и др.). Диапазон концентраций О2в слитке 5 . 10 17 — 10 18 см -3 . Наличие О2в слитке приводит к формированию доноров и образованию дефектов за счет собственной преципитации О2. Наличие доноров изменяет удельное сопротивление кристаллов за счет легирования.
Донорные комплексы нестабильны при Т > 500 о С, поэтому для их растворения используется отжиг слитков при температурах 600 — 700 о С.
Преципитат представляет собой фазу SiO2. С формированием преципитатов связано образование в слитке ряда дефектов, включая дефекты упаковки. Эти дефекты захватывают примеси быстро диффундирующих металлов, приводя к увеличению токов утечки р-n-переходов. Способность дефектов захватывать нежелательные примеси (эффект геттерирования) может быть использован для улучшения свойств подложек (электрофизических).
Углерод – другой вид случайной примеси. Он является в Si примесью замещения. Его концентрация 10 16 — 5 . 10 17 см -3 . При таких концентрациях он не выделяется в преципитаты, подобно О2, и не становится электрически активным. Однако С оказывает влияние на преципитацию О2и способствует дефектообразованию.
Конструктивным фундаментом любой ИС является подложка. В зависимости от конструктивно-технологического варианта ИС (п/п, ГИС) различают два вида подложек: активные (полупроводниковые: Si, Ge, GaAs, GaP) и пассивные (диэлектрические: стекло, ситалл). Полупроводниковые подложки называются пластинами.
Технологический процесс получения Si-пластин включает в себя ряд укрупненных процессов (операций):
1. Выращивание монокристалла.
2. Получение заданного диаметра монокристалла обдиркой.
3. Получение ориентированного базового среза.
4. Снятие механических напряжений травлением монокристалла.
5. Кристаллографическая резка кристалла на пластины.
6. Получение пластин заданной толщины односторонней или двусторонней шлифовкой, формирование плоскопараллельной поверхности и уменьшение дефектного слоя.
7. Получение округленных кромок пластин (фаска).
8. Удаление нарушений поверхности пластин травлением.
9. Создание геттеродефектов упаковки путем формирования нарушенного слоя с обратной стороны пластины.
10. Получение поверхности пластин 14 класса чистоты полировкой.
11. Очистка поверхности пластин от загрязнений «мокрыми» и «сухими» процессами.
12. Контроль геометрических, электрических, кристаллографических параметров и качества поверхности.
В интервале между основными операциями механической обработки осуществляется ряд операций контроля и оценки качества обработки. Готовая подложка должна удовлетворять целому ряду требований к геометрическим размерам, которые определяются условиями технологии производства полупроводниковых приборов.
Монокристаллы выращенные методом Чохральского или зонной плавки, имеют стандартную ориентацию [111] и [100] с отклонением до 2′ и по спецзаказам — [110] и [011] . На монокристалле определяют плоскость базового и дополнительного срезов. Базовый и дополнительный срезы получают методом шлифовки монокристаллического слитка вдоль образующей. Самый большой базовый срез называют основным. Его обычно располагают определенным образом относительно некоторого кристаллографического направления. Основной базовый срез служит для :
1) ориентации пластины одинаковым образом в технологических установках с автоматизированным ориентированием;
2) ориентации ИС относительно кристаллографических направлений строго определенным образом.
Малые базовые срезы называются дополнительными и предназначены для распознавания ориентации и типа проводимости подложек.
Они обеспечивают быструю сортировку и идентификацию пластин при их случайном перемешивании.
При получении базовых срезов и при дальнейшей механической обработке слитка (резке и т.д.) учитывают его ориентацию.
Для большинства изделий микроэлектроники точность ориентации пластины относительно требуемого кристаллографического направления имеет определяющее значение для всех последующих технологических операций. Монокристаллы ряда полупроводников выращивают обычно по направлению [111]. Однако в процессе роста кристаллов возможны отклонения их ориентации от заданного направления так, что геометрическая ось цилиндрического слитка окажется отличающейся от кристаллографической оси [111]. Цель операции ориентации — нахождение несоответствия между геометрической осью слитка и заданным кристаллографическим направлением.
Существует два основных способа определения заданного кристаллографического направления:
1. Рентгенографический способ. Основан на том, что интенсивность рассеивания рентгеновских лучей зависит от плотности упаковки атомов в облучаемой плоскости. Для наиболее плотно упакованной плоскости [111] наблюдается и наибольшая интенсивность рассеивания. В тоже время для каждого вещества характеристическое рентгеновское излучение отражается от соответствующей кристаллографической плоскости под строго определенным углом (таблица 1.1).
Таблица 1.1 – Углы отражения от различных плоскостей для GeиSi
Углы рассеивания для плоскостей
Учёные ИПМаш РАН первыми в России научились изготавливать пластины из карбида кремния

Учёные Института проблем машиноведения (ИПМаш) РАН научились изготавливать пластины из карбида кремния. Материал способен переносить очень высокие нагрузки и позволит создавать гораздо более производительные устройства, сообщает ТАСС.
«Учёные ИПМаш РАН первыми в РФ создали технологию производства главного материала для микроэлектроники будущего — карбида кремния, кристаллического материала для микроэлектроники, по характеристикам превосходящего использующийся в настоящее время кремний. Технология проста в получении и многократно дешевле существующих зарубежных технологий», — рассказали в пресс-службе.
Кремниевые пластины, которые используются в электронных устройствах, способны выдерживать температуру не больше 60°С. Один из самых перспективных вариантов замены кремния — соединение кремния с углеродом. Устройства на основе карбида кремния могут работать почти при 300°С и выдерживать высокое радиоактивное облучение, что позволяет использовать их на ядерных станциях и в космосе.
Существующие методики производства карбида кремния сводятся к выращиванию плёнки из карбида кремния прямо на кремниевых пластинах, рассказывает руководитель лаборатории структурных и фазовых превращений в конденсированных средах ИПМаш РАН Сергей Кукушкин. Недостаток такого метода заключается в несовпадении кристаллических структур получившейся плёнки и базовой пластины, из-за чего плёнка может начать трескаться.
Чтобы этого избежать, учёные предварительно изымают часть атомов из пластины кремния и создают пустоты, помогающие плёнке из карбида кремния закрепиться более надёжно. Учёные из ИПМаш РАН вместо изъятия атомов кремния из пластин придумали сразу заменять их на атомы углерода без разрушения кристаллической структуры.
«Впервые в мировой практике реализована последовательная согласованная замена атомов одного сорта другими атомами прямо внутри исходного кристалла без разрушения его кристаллической структуры. Качество структуры слоёв, полученных данным методом, значительно превосходит качество плёнок, выращенных на кремниевых подложках ведущими мировыми компаниями», — подчеркнул Сергей Кукушкин.
Замена атомов происходит с помощью простого угарного газа. Разработанная в ИПМаш РАН технология, отметил Сергей Кукушкин, позволяет удешевить производство пленок карбида кремния почти в десять раз в сравнении с зарубежными аналогами.
- Научно-популярное
- Химия
3.9. Требования к кремниевым пластинам
Групповая кремниевая подложка представляет собой круглую плоскопараллельную пластину диаметром обычно до 300 мм и толщиной (в зависимости от диаметра) в интервале от 0,2 ÷ 0,3 мм до 1 мм. Последующие термическая и фотолитографическая обработки требуют выполнения следующих условий:
- подложки должны иметь совершенную кристаллическую структуру в объеме и на поверхности, так как нарушения поверхности вследствие механической обработки могут породить дефекты в эпитаксиальном слое или исказить фронт диффузии. Плотность дислокаций должна быть не более 10 см -2 ;
- шероховатость поверхности пластины должна быть не ниже 14б – 14в классов. Высота микронеровностей – в несколько раз меньше толщины пленки фоторезиста, наносимого во время фотолитографии, это уменьшает вероятность появления локальных дефектов рисунка;
- прогиб пластин должен быть не более 8 -10 мкм. Прогиб обычно обусловлен разностью остаточных напряжений на сторонах пластины и проявляется после резки слитка на пластины. Зазор между пластиной и фотошаблоном при контактной фотолитографии искажает рисунок фотомаски. При эпитаксиальном наращивании неплотный контакт подложки с нагревателем приведет к ее неравномерному нагреву и неодинаковым свойствам эпислоя в пределах пластины;
- неплоскостность и неплоскопараллельность (клиновидность) пластин должна быть в пределах ± 10 мкм, влияние этих параметров аналогичны прогибу;
- разориентация поверхности относительно заданной кристаллографической плоскости в пределах ± 1°. От кристаллографической ориентации зависит скорость протекания различных процессов: эпитаксии, диффузии, травления, окисления и др. и воспроизводимость результатов этих процессов;
- разнотолщинность пластин в пределах партии не должна превышать ± (5 ÷ 8) мкм, а отклонение по диаметру ± 0,5 мм. Это способствует воспроизводимости результатов в пределах партии;
- пластины должны иметь технологические элементы: базовый срез (рис. 1.2) и фаску. Базовый срез указывает направление наилучшего расположения кристаллов с точки зрения качества разделения на пластины, получения канавок нужного профиля при анизотропном травлении. При проведении фотолитографии он правильно ориентирует пластину. Базовый срез образуется в результате снятия лыски с цилиндрического слитка и последующей разрезки его на пластины. Фаска по контуру подложки повышает качество выполнения некоторых операций.
3.10. Схема технологического процесса
На рис. 3.15 представлена схема технологического процесса производства ИМС эпитаксиально-планарной структуры со скрытым слоем (с транзисторами n-p-n типа). Отдельные этапы технологического процесса (фотолитография, диффузия, контроль и испытания и др.) включают от 3 до 10 операций. Например, каждый этап диффузии, указанный на схеме, состоит из загонки примеси (ее внедрения в поверхностный слой), снятия окисла, измерения поверхностного сопротивления и глубины диффузионного слоя на контрольной пластине, разгонки примеси (перераспределения ее вглубь пластины), окисления, контроля вольтамперных характеристик перехода (на контрольной пластине). Поэтому общее число операций изготовления ИМС (без учета заготовительного этапа) достигает 150, а продолжительность полного цикла обработки составляет около 100 часов. 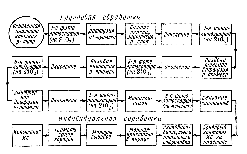 Рис. 3.15. Схема технологического процесса изготовления ИМС эпитаксиально-планарной структуры со скрытым слоем Основная часть технологического процесса связана с получением структур в групповой пластине. Цикл групповых процессов обработки ИМС заканчивается получением межсоединений на поверхности групповой пластины. Принцип интегральной технологии исключает возможность обнаружения дефектов на ранних стадиях создания структур. Лишь после формирования межсоединений и периферийных контактов становится возможным контроль ИМС на правильность функционирования. Зондовый контроль проводится на автоматических установках путем перемещения групповой пластины под головкой, несущей контактные зонды, с шагом, соответствующим размерам кристалла, и последовательного контактирования зондов с периферийными контактами каждого кристалла. При наличии годного кристалла вырабатывается сигнал на очередное перемещение на шаг, в противоположном случае – сигнал на маркирующее устройство, наносящее метку на дефектный кристалл. В дальнейшем на групповой пластине наносятся риски по границам кристаллов ( эта операция называется скрайбированием) – рис. 3.16, пластина разламывается на отдельные кристаллы, дефектные кристаллы, несущие метки, отбраковываются.
Рис. 3.15. Схема технологического процесса изготовления ИМС эпитаксиально-планарной структуры со скрытым слоем Основная часть технологического процесса связана с получением структур в групповой пластине. Цикл групповых процессов обработки ИМС заканчивается получением межсоединений на поверхности групповой пластины. Принцип интегральной технологии исключает возможность обнаружения дефектов на ранних стадиях создания структур. Лишь после формирования межсоединений и периферийных контактов становится возможным контроль ИМС на правильность функционирования. Зондовый контроль проводится на автоматических установках путем перемещения групповой пластины под головкой, несущей контактные зонды, с шагом, соответствующим размерам кристалла, и последовательного контактирования зондов с периферийными контактами каждого кристалла. При наличии годного кристалла вырабатывается сигнал на очередное перемещение на шаг, в противоположном случае – сигнал на маркирующее устройство, наносящее метку на дефектный кристалл. В дальнейшем на групповой пластине наносятся риски по границам кристаллов ( эта операция называется скрайбированием) – рис. 3.16, пластина разламывается на отдельные кристаллы, дефектные кристаллы, несущие метки, отбраковываются. 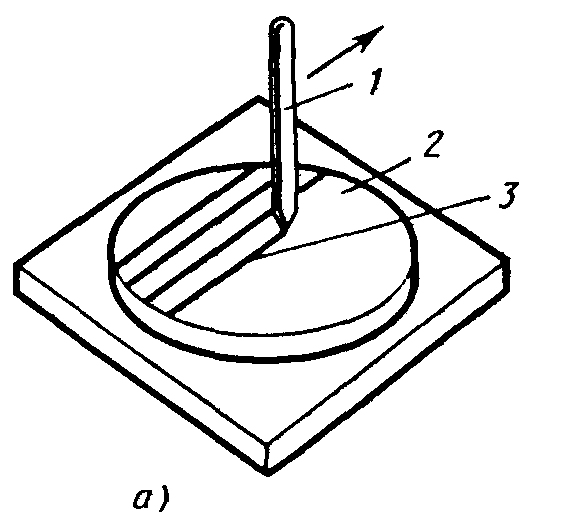
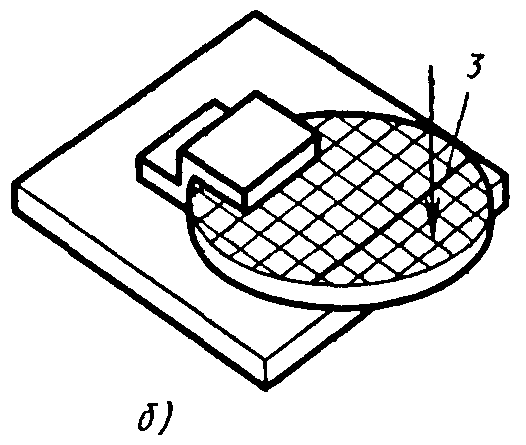 Рис. 3.16. Скрайбирование пластины (а) и разламывание ее на кристаллы (б): 1 – резец, 2 – полупроводниковая пластина, 3 – риски Монтаж кристаллов в полых корпусах сводится к установке и фиксации с помощью приклеивания или пайки на основании корпуса, а в сплошных (полимерных) корпусах – на промежуточном носителе. Затем периферийные контакты кристалла соединяют с внешними выводами корпуса. Способ монтажа выводов, как и способ герметизации ИМС (пайка, сварка, заливка и др.) зависят от конструкции корпуса. На рис. 3.17 показана разварка проволочных выводов к контактным площадкам корпуса и кристалла. На завершающем этапе производится электрический контроль ИМС по статическим и динамическим параметрам, проводятся выборочные механические и климатические испытания.
Рис. 3.16. Скрайбирование пластины (а) и разламывание ее на кристаллы (б): 1 – резец, 2 – полупроводниковая пластина, 3 – риски Монтаж кристаллов в полых корпусах сводится к установке и фиксации с помощью приклеивания или пайки на основании корпуса, а в сплошных (полимерных) корпусах – на промежуточном носителе. Затем периферийные контакты кристалла соединяют с внешними выводами корпуса. Способ монтажа выводов, как и способ герметизации ИМС (пайка, сварка, заливка и др.) зависят от конструкции корпуса. На рис. 3.17 показана разварка проволочных выводов к контактным площадкам корпуса и кристалла. На завершающем этапе производится электрический контроль ИМС по статическим и динамическим параметрам, проводятся выборочные механические и климатические испытания. 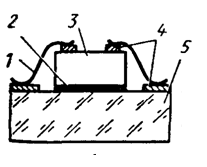 Рис. 3.17. Монтаж проволочных выводов: 1 – вывод, 2 – клей, 3 – ИМС, 4 – контактные площадки, 5 – корпус
Рис. 3.17. Монтаж проволочных выводов: 1 – вывод, 2 – клей, 3 – ИМС, 4 – контактные площадки, 5 – корпус