2.1. Измерение детали штангенциркулем
Штангенциркуль является наиболее распространенным видом измерительного инструмента, применяющегося при станочных, слесарных и других работах. Он служит для измерения наружных, внутренних поверхностей, глубин и для разметки.

Рис.1. Штангенциркуль ШЦ-11
Штангенциркуль (рис.1) состоит из штанги 1, на конце которой имеется неподвижная губка 2; рамки нониуса 3 с подвижной губкой 4. Для плавного перемещения рамки служит микрометрический винт 5 с гайкой 6 и хомутиком 7. При микрометрических перемещениях подвижной губки необходимо открепить винт 8 рамки 3 и закрепить винт 9 хомутика 7.
Основная шкала нанесена на штанге. Кроме основной шкалы имеется дополнительная шкала 10, расположенная не подвижной ранке и служащая для отсчета дробной части деления основной части, т.е для увеличения точности отсчета. Сущность. устройства нониуса заключается в следующем: определенное число основной шкалы делится на число делений, больших на единицу на нониусе.
Рассмотрим устройство нониуса на штангенциркуле с точностью отсчета 0,1 мм. Отрезок L , равный девяти делениям основной шкалы, т.е. 9 мм, разделен у нониуса на десять равных частей (рис.2,а ), следовательно интервал деления на нониусе будет меньше интервала деления на штанге на О,1 мм. Эта разность называется величиной отсчета по нониусу. Если обозначить:  — интервал деления на штанге;
— интервал деления на штанге; — интервал деления нониуса;L — длина нониуса, то величина отсчета по нониусу
— интервал деления нониуса;L — длина нониуса, то величина отсчета по нониусу

мм.

Малый интервал делений на нониусе затрудняет отсчет показаний. Для устранения этого недостатка увеличивают интервал делений нониуса за счет увеличения его общей длины. Например, для того чтобы увеличить интервал нониуса при той же величине отсчета по нониусу, следует увеличить его длину до 19 делений штанги (рис.2,б ), т.е. до 19 мм, и разделить также на 10 частей. В этом случае интервал делений на нониусе будет =1,9мм, а величина отсчета по нониусу

мм.

Для точности отсчета 0,05 мм, длину нониуса L можно оставить такой же, т.е. 19 мм, но разделить это расстояние на 20 частей (n = 20), будет равно 0,95 мм, а

мм.
Величину отсчета по нониусу можно определить и на основании более простой зависимости.
Если обозначить число интервалов основной шкалы n — 1, то можно записать:
 ;
;  ;
; ;
;
 ; откуда
; откуда  . (1)
. (1)

Рис.2. Отсчет по шкале и нониусу
В формуле (1) слева точность отсчета по нониусу, следовательно, справа тоже точность отсчета по нониусу.
Таким образом, величину отсчета по нониусу можно определить либо по формуле , либо по формуле
, либо по формуле , где
, где — модуль нониуса. Из этих формул, учитывая, что
— модуль нониуса. Из этих формул, учитывая, что , получаем
, получаем
.
Модуль нониуса характеризует соотношение интервалов деления нониуса и штанги, т.е. растянутость нониуса. Модула нониуса всегда равен целому числу.
Чтобы произвести отсчет по штангенциркулю, необходимо:

1. Определить значение интервала деления на штанге — .

2. Подсчитать, число интервалов шкалы нониуса — .

3. Определить точность отсчета по нониусу — .
4. Посмотреть, между какими делениями штанги расположилось нулевое деление нониуса.
5. Определить, какой интервал нониуса совпадает с некоторым деление штанги – х.
6. Сложить отсчет, сделанный по штанге, с отсчетом, сделанным по нониусу.
На рис.2,в  =1 мм;
=1 мм; =10 мм;
=10 мм; =0,1 мм; х=6, результат отсчета
=0,1 мм; х=6, результат отсчета мм.
мм.
Штангенциркули выпускают трех типов:
ЩЦ-1 — с двусторонним расположением губок для наружных и внутренних измерений и с линейкой для измерения глубин (рис.3), величина отсчета по нониусу — 0,1мм; ЩЦ-11 — с двусторонним расположением губок для измерения и для разметки (рис.1), величина отсчета по нониусу 0,05 или 0,1 мм; ШЦ-111 — о односторонними губками для наружных и внутренних измерений с величиной отсчета по нониусу 0,05 или 0,1 мм.

Рис.3. Штангенциркуль ШЩ-1
Для измерения детали штангенциркулем необходимо: открепить рамку и хомутик, передвинуть их вдоль штанги и расположить рамку так, чтобы измеряемую деталь можно было установить между мерительными плоскостями губок; применяя микрометрическое устройство, передвинуть рамку до получения плотного прилегания поверхностей обеих губок к поверхностям измеряемой детали. В этом положении закрепить стопорный винт рамки. Снять инструмент с детали, отсчитав показания по шкале штанги и по нониусу.
При измерении внутренних поверхностей губки штангенциркуля вводятся в отверстие, как показано на рис.1. Поэтому к результату прибавляется толщина губок.
Верхние пределы измерения штангенциркулей составляют 125,150,200,300,500,800,1000,1500,2000 мм. В специальных случаях изготовляются также штангенциркули и до 4000 мм.
1.0. Определение линейных размеров штангенциркулем и микрометром
Цель работы. Провести измерения линейных параметров различных объектов при помощи штангенциркуля и микрометра. Оценить точность измерений. Приборы и принадлежности: штангенциркуль, микрометр, набор образцов для измерений. Теоретическое введение. Нониус. Нониус ( шкала Нониуса, верньер ) — вспомогательная шкала , устанавливаемая на различных измерительных приборах и инструментах, служащая для более точного определения количества долей делений. Принцип работы шкалы основан на том факте, что глаз гораздо точнее замечает совпадение делений, чем определяет относительное расположение одного деления между другими. Нониусы используются в измерительных приборах, у которых при измерении длины или угла части прибора перемещаются относительно друг друга, например, две ножки штангенциркуля. На одной из этих частей нанесена шкала основного масштаба, на другой – нониус, представляющий собой небольшую шкалу, которая передвигается при измерении вдоль основного масштаба. Если нижняя шкала имеет длину 9 мм и разбита на 10 отрезков, то цена деления нониуса будет равна 0,9 мм. При совпадении нулевых отрезков обеих шкал первый штрих нониуса будет смещен относительно первого штриха основной шкалы на 0,1 мм, второй штрих нониуса будет смещен относительно второго штриха верхней шкалы на 0,2 мм, и т. д. (рис.1). Рис.1 Измерительная шкала с нониусом Если сдвинуть нижнюю шкалу вправо на 0,1 мм, то первый штрих нониуса совпадет с 1-м штрихом верхней шкалы, если сдвинуть нижнюю шкалу на 0,2 мм, то совпадут вторые штрихи верхней и нижней шкалы, и т.д. Таким образом, порядковый номер штриха нониуса, совпадающий со штрихом верхней шкалы, показывает, на сколько десятых долей мм смещена нижняя шкала относительно миллиметрового штриха верхней шкалы (не обязательно нулевого). Рис.2 Измерения при помощи шкалы Нониуса Отсчет по шкале нониуса производится следующим образом. Ближайшее слева к нулю нониуса показание основной шкалы указывает целое число мм (рис.2). Порядковый номер штриха на шкале Нониуса, совпадающий со штрихом верхней шкалы, указывает количество десятых долей мм. Таким образом, показания на рис.2 соответствуют 21,3 мм. Рассмотрим две шкалы, расположенные одна над другой (рис.3). Пусть цена деления (длина одного деления) верхней линейки равна Y, а цена деления нижней линейки – X.
Линейки образуют нониус, если длина N делений одной шкалы совпадает с длиной kN±1 делений другой шкалы, где k – целое число. Другими словами, для шкалы Нониуса выполняется соотношение: NX = (kN ±1)Y (1) где знак «+» соответствует условию X > Y, а знак «–» ставится при X < Y. Точностью нониуса называется величина
| kY X | X | Y | . | (2) | |
| kN 1 | N | ||||
Рис.3. Условие построения шкалы Нониуса Для шкалы на рис. 3 X = 0,9 мм, Y = 1 мм, N = 10, k = 1. Точность равна 0,1. Наряду с описанным выше нониусом применяются нониусы, у которых 10 делений нижней шкалы соответствуют 19 делениям верхней шкалы (рис. 4). Такие нониусы более удобны в работе. В этом случае X = 1,9 мм, Y = 1 мм, N = 10, k = 2, δ = 0,1. Рис.4. Шкала Нониуса при X = 1,9 мм, Y = 1 мм, N = 10, k = 2, δ = 0,1 В данной работе изучается принцип работы и устройство шкал с нониусом и микрометрических шкал на примере приборов для измерения длин – штангенциркуля и микрометра. Рис.5. Штангенциркуль. 1 – штанга; 2 – подвижная рамка; 3 – нониус; 4 – винт; 5,6 – ножки для измерения внешних размеров; 7,8 – ножки для измерения внутренних размеров; 9– штанга для измерения глубины. Штангенциркуль. Штангенциркулем (рис. 5) называется прибор, применяющийся для измерения линейных размеров с точностью от 0,1 до 0,02 мм. Штангенциркуль состоит из линейки (штанги) 1 с миллиметровыми делениями (Y = 1 мм) и подвижной рамки 2 с нониусом 3 и закрепляющим винтом 4. На штанге и рамке имеются ножки 5 и 6. Ножки с внутренней стороны имеют плоские поверхности. При сомкнутых ножках отсчет по нониусу равен нулю. Для измерения штангенциркуль берут в правую руку, а измеряемый предмет помещают между ножками, придерживая его левой рукой, и плотно зажимают предмет между ножками. Затем производят отсчет. Для измерения внутренних размеров пользуются заостренными ножками 7 и 8. Штанга 9 служит для измерения глубины отверстий. Правила отсчета по нониусу штангенциркуля аналогичны изложенным выше. Отсчет целых делений (мм) производят по шкале линейки до нуля нониуса, затем
отсчитывают по нониусу десятые доли миллиметра, число которых равно номеру деления на нониусе, совпадающему с каким–либо делением основной шкалы. Рис.6. Микрометр. 1 – скоба; 2 – пятка; 3 – стебель; 4 – микрометрический винт; 5 – барабан;6 – трещотка; 7 – стопор микрометрического винта. Микрометр. Основным элементом микрометра является микрометрический винт – винт с малым и очень точно выдержанным шагом. Микрометр для измерения наружных размеров в пределах от 0 до 25 мм (Рис. 6) состоит из скобы 1 с пяткой 2 и трубкой – стеблем 3. В трубке имеется внутренняя резьба, в которую ввинчен микрометрический винт 4 с закрепленным на нем барабаном 5. На конце барабана имеется фрикционная головка (трещотка) 6. На скобе расположен стопор микрометрического винта 7. Действие микрометра основано на свойстве винта совершать при повороте его поступательное перемещение, пропорциональное углу поворота. При измерении предмет зажимают между пяткой и микрометрическим винтом. Для вращения барабана при этом пользуются трещоткой. После того, как достигнута определенная степень нажатия на предмет (500-600 г), фрикционная головка начинает проскальзывать, издавая характерный треск. Благодаря этому зажатый предмет деформируется мало (его размеры не искажаются) и кроме того, микрометрический винт предохраняется от порчи. На трубке 3 нанесены деления основной шкалы. Барабан 5 при вращении винта перемещается вдоль трубки. Шаг винта подбирается таким образом, что один полный оборот барабана соответствует его смещению вдоль основной шкалы на длину наименьшего деления. На барабан нанесена добавочная шкала (шкала барабана). В микрометре, который Вам предстоит использовать, основная шкала имеет цену деления, равную 0,5 мм. При этом часть штрихов, чтобы не загромождать шкалу, располагаются под прямой линией (целые снизу, половины сверху). Шаг микрометрического винта у таких микрометров равен 0,5 мм, а шкала барабана разбивается на 50 делений. Цена деления шкалы барабана равна 0,5мм/50 = 0,01мм. При отсчете на таком микрометре число сотых долей микрометра, отсчитанное на шкале барабана, напротив линии на основной шкале прибавляется к числу миллиметров, отсчитанному по основной шкале. Перед началом работы с микрометром следует убедиться в его исправности. Для этого вращением фрикционной головки приводят в соприкосновение микрометрический винт с пятой. Момент соприкосновения определяется по си гналу трещотки. При этом край барабана должен располагаться над нулевым делением основной шкалы, а нуль шкалы барабана – против линии на трубке. Если эти условия не соблюдаются, то во всех дальнейших измерениях следует учитывать систематическую ошибку микрометра, равную тому числу делений барабана, которое соответствует сомкнутым микрометрическому винту с пяткой. Если это отклонение велико, то микрометр нуждается в регулировке. Вращать микрометрический винт следует только за трещотку.
Вращать микрометрический винт с усилием запрещается, так как это ведет к порче прибора. Для отсчета по микрометру сначала определяют число делений, которые видны изпод края барабана на основной шкале, помня, что деления расположенные сверху и снизу горизонтальной линии на этой шкале, образуют единую шкалу с ценой деления 0,5 мм. Так, например, отсчет по основной шкале рис. 7 а составит 5,5 мм. К этому значению необходимо прибавить отсчет по шкале барабана, который на рис. 7 а составляет 25 делений. Вспоминая, что цена деления шкалы барабана составляет 0,01 мм, получим отсчет по шкале барабана 25 * 0,01 мм =0,25 мм . То гда от счет п о ми к ромет р у сост ави т 5,5 + 0,25 = 5,75 мм. Для случая, изображенного на рис. 7 б , отсчет по микрометру составит 5,15 мм. Следует заметить, что производя измерения микрометром, не имея должного опыта можно ошибиться на 0,5 мм. Рассмотрим далее этот случай. Рис.7. Отсчет по шкале микрометра. Когда отсчеты по шкале барабана близки к 50, но на несколько делений меньше, следующее деление основной шкалы уже показывается из-под края барабана (Рис. 7 с ). Последнее видимое деление, которое показалось из под края барабана соответствует 4,5 мм. Возникает вопрос, следует ли его учитывать? Отсчет по шкале барабана составляет 46 делений или 46 * 0,01 = 0,46мм. Тогда в сумме отсчет по микрометру составил бы 4,5+ 0,46 = 4,96 мм. Однако это неправильный отсчет. Дело в том, что барабан совершит полные оборот только тогда, когда ноль на барабане совпадет с линией основной шкалы (будет пройден ноль). На рис 7 с ноль еще не пройден, поэтому показавшееся из-под края барабана деление учитывать не нужно. Правильный отсчет по основной шкале составляет 4 мм, и тогда отсчет по микрометру 4 + 0,46 = 4,46 мм. Используя выше сказанное можно сформулировать следующие правила: 1) если отсчет по шкале барабана микрометра находится в диапазоне от 25 до 50 делений (говорят ноль не прошли), то показавшееся из-под края барабана деление основной шкалы учитывать не нужно (помня при этом, что цена деления основной шкалы составляет 0,5 мм); 2) если отсчет по шкале барабана микрометра находится в диапазоне от 0 до 25 делений (говорят ноль прошли), то показавшееся из-под края барабана деление основной шкалы необходимо учитывать. Выполнение работы. Задание 1. Измерения штангенциркулем. 1. Начертить сечение измеряемого объекта. Объект представляет собой цилиндр с двумя цилиндрическими отверстиями – широким и узким. 2. Обозначить на чертеже измеряемые параметры. Измеряемыми параметрами являются высота и диаметр цилиндра и глубина и диаметр отверстий. 3. Измерить штангенциркулем параметры объекта. Глубину узкого отверстия вычислить как разницу между высотой цилиндра и глубиной широкого отверстия. 4. Результаты измерений вместе с погрешностью занести в таблицу 1.
5. По результатам измерений линейных параметров объекта вычислить объем объекта. Вычислить погрешность определения объема по формуле для относительной ошибки при косвенных измерениях:
| X | ln f | 2 | ln f | 2 |
| x 2 | y 2 . | |||
| X | x | y |
где – f = f(x, y, …) – вычисляемая функция, x, y , … – измеряемые параметры, x, Δy , … – экспериментальные ошибки измеряемых параметров. Таблица 1.
| Измеряемый | h 1 | h 2 | h 3 | d 1 | d 2 | d 3 |
| параметр | ||||||
| Значение |
Задание 2. Измерения микрометром. 1. Измерить микрометром диаметры 2-х проволок. Каждое измерение провести не мене 5 раз. 2. Вычислить ошибку измерений по правилам вычисления ошибок при небольшом числе измерений (с использованием таблицы Стьюдента). 3. Записать результат измерений с ошибкой. Контрольные вопросы 1. Какие приспособления называются нониусами, для чего они нужны? 2. Объясните, как определить точность нониуса. 3. Расскажите, как производить измерения с помощью штангенциркуля и микрометра. 4. Чему равны погрешности штангенциркуля, микрометра? 5. Как должен быть устроен нониус штангенциркуля, чтобы точность измерений составляла 0,02 мм? 6. Почему измерение физической величины необходимо проводить несколько раз? 7. На какие типы подразделяются экспериментальные ошибки? 8. Назовите свойства случайных ошибок. 9. Как определяется погрешность шкалы экспериментального прибора? 10. Как связаны среднеквадратичные ошибки среднего значения и отдельного измерения? 11. Что такое доверительный интервал, коэффициент надежности?

Учебное издание ОПРЕДЕЛЕНИЕ ЛИНЕЙНЫХ РАЗМЕРОВ ТЕЛА ШТАНГЕНЦИРКУЛЕМ И МИКРОМЕТРОМ Методические указания к лабораторной работе № 1.0 по дисциплине «Физический практикум» Составитель: Ставнистый Николай Николаевич Компьютерная верстка Н.Н. Ставнистого Подписано в печать Формат 6084/16.Усл.печ.л. . Уч.-изд.л. . Тираж 100 экз. Заказ Дальневосточный федеральный университет 690091, г. Владивосток, ул.Суханова, 8 Отпечатано на кафедре общей физики ШЕН ДВФУ 690091, г. Владивосток, ул.Суханова, 8
1.1.2.Штангенциркули
Название штангенциркуль происходит от немецкого Stangenzirkel. При этом необходимо учитывать, что в Германии Stangenzirkel – это циркуль, применяемый для начертания окружностей и дуг больших радиусов. А средство измерения, называемое «штангенциркуль» обозначается как Messschieber («раздвижной измеритель») или Schieblehre («раздвижная рейка»).
Штангенциркули являются универсальными инструментами, широко применяются в производстве, машиностроении, ремонте и при метрологических измерениях. Некоторые технические характеристики штангенциркулей представлены в табл. 1.1.
Технические характеристики штангенциркулей
Пределы измерений, мм
Отсчета согласно шкале нониуса, мм
Размер допустимой погрешности согласно значению нониуса, мм
Штангенциркуль ЩЦI (рис. 1.5) состоит из штанги 1, неподвижных губок 2 и 9, изготовленных заодно со штангой, рамки 7 с подвижными губками 3 и 8, нониусом 6. Положение рамки фиксируется стопорным винтом 4. Верхние губки служат для измерений внутренних размеров. Нижние – для наружных размеров, заострённые концы используют для измерения поднутрений. Кроме того, заостренные концы могут использоваться для нанесения рисок при выполнении измерительно-разметочных работ.
ЩЦI снабжён приспособлением для измерения уступов или глубин, которое представляет собой линейку глубиномера 5, соединенную с рамкой и скользящую вместе с ней по направляющему пазу штанги.
Штангенциркуль ЩЦТ-I в отличие от ЩЦ-I имеет одностороннее расположение губок и применяются только для измерения наружных размеров и глубин в условиях повышенного абразивного изнашивания.
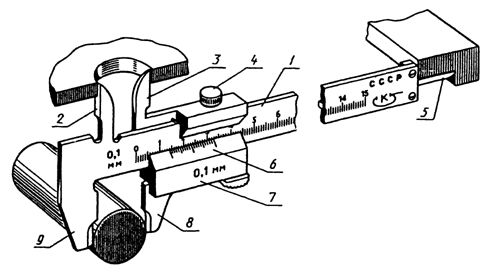
Рис. 1.5. Конструкция штангенциркуля ШЦ-I: 1 – штанга; 2 и 3 – губки для измерения внутренних размеров, 4 – стопорный винт; 5 – линейка глубиномера; 7 – рамка; 6 – нониус; 8 и 9 – губки для измерения наружных размеров
Штангенциркулем ЩЦ-II наружные размеры можно измерять как верхними, так и нижними губками (рис. 1.6). Для измерения внутренних размеров (от 10 мм и выше) предназначены только нижние губки, при этом к показаниям штангенциркуля необходимо прибавлять общую толщину губок, которая обозначена на лицевой стороне губки 7.
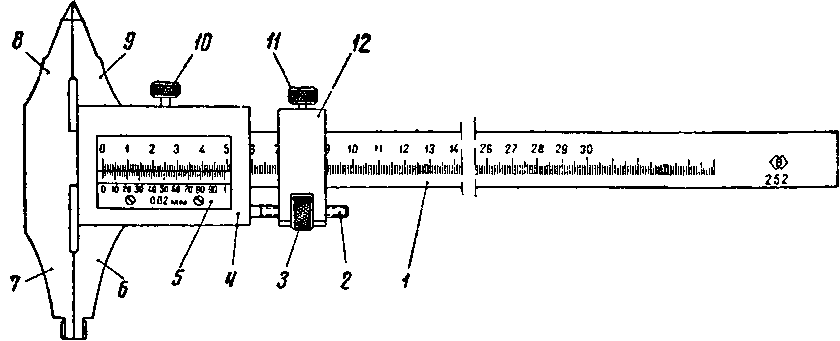
Рис. 1.6. Конструкция штангенциркуля ШЦ-II: 1 – штанга; 2 – винт микрометрической подачи рамки; 3 – гайка микровинта; 4 – рамка; 5 – нониусная пластинка; 6 и 9 – подвижные губки; 7 и 8 – неподвижные губки; 10 и 11 – стопорные винты; 12 – хомут;
Рамка 4 и хомут 12 соединены между собой микрометрическим винтом 2 с гайкой 3. При помощи этого устройства осуществляется малая подача рамки. Положение рамки и хомута фиксируется винтами.
Верхние губки служат для измерений наружных размеров с поднутрениями (пазов, канавок), а их заостренные концы используют также для нанесения рисок при выполнении разметочных работ.
ШЦ-III один из самых массовых штангенциркулей на металлообрабатывающих предприятиях (рис. 1.7). Он предназначен для измерения самых больших размеров, поэтому сам тоже может достигать достаточно больших размеров. Отличие от предыдущей модели заключается в одностороннем расположением губок, предназначенных для измерения как внутренних, так и наружных размеров.
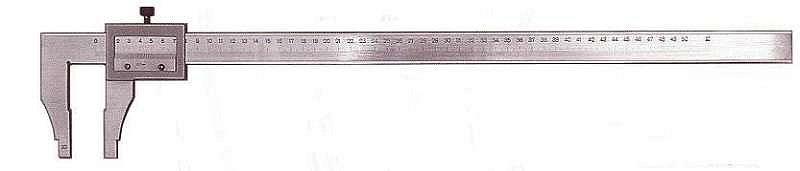
Рис. 1.7. Штангенциркуль ЩЦ-III
Как правильно пользоваться штангенциркулем
Штангенциркуль — не самый распространенный инструмент в обиходе, поэтому многие не сразу поймут, как его использовать. Тем не менее это крайне полезная штука, если приходится работать с круглыми предметами. Рассказываем, как пользоваться штангенциркулем.
В статье рассказывается:
- Что это за инструмент
- Как мерить штангенциркулем
- Заключение

Что это за инструмент
Штангенциркуль — это универсальный измерительный инструмент для работы с относительно небольшими предметами. Например, с трубами или котом (кто из нас не хотел узнать диаметр черепа питомца?).
Прибор позволяет измерить внешний и внутренний размеры, а также глубину отверстия и сделать метки на деталях. Конструкция штангенциркуля проста: в ее основе — линейка-штанга, которая и дала название инструменту.
- штанга. «Несущая» часть прибора. На ней располагаются основная шкала для измерения и неподвижные губки;
- подвижная рамка. Свободно скользит по штанге, если не зафиксирована. На ней нанесена дополнительная шкала (нониус), а также установлены винт для фиксации рамки и подвижные губки;
- линейка глубинометра. Тонкий щуп для измерения глубины детали.
Верхние губки нужны для измерения внутреннего размера, а нижние (они больше) — для внешнего.
Хороший инструмент не может быть дешевым — это аксиома. Но не стоит экономить — лучше оформить карту «Халва» . Она позволит приобретать инструменты в рассрочку или получать за покупку кешбэк.
Какие виды штангенциркуля бывают
Как и любой другой прибор, штангенциркуль с момента появления успел эволюционировать и стать немного сложнее. Удобство и быстрота работы повысились. Сегодня можно найти три основных разновидности:
-
нониусный. Это классический инструмент — такой, каким были его предки. Все измерения проводятся механически, с помощью верньера.
Ищете нониусный штангенциркуль? Обратите внимание на REXANT 12-9101-2. В магазинеOBIего можно купить по цене от 999 рублей.

Цифровой штангенциркуль Micron ШЦЦ-1-150 0.01 МИК 29101 можно приобрести в магазине«ВсеИнструменты.ру»по цене от 6090 рублей. Оформите карту «Халва», чтобы получить кешбэк или возможность купить инструмент в рассрочку.
Как мерить штангенциркулем
Инструмент придет на помощь, если нужно измерить небольшую деталь с высокой точностью. Особенно цилиндрической формы — линейкой получить точный размер будет сложновато.
Правила пользования штангенциркулем гласят, что для измерения внешнего размера нужно выполнить три простых действия:
- Зажать деталь между основными (самыми крупными) губками. Фиксировать нужно до упора, но не давить сильно. Тем более что с металлическим предметом у вас это и не получится сделать. Следите, чтобы губки и деталь были параллельны друг другу.
- Зафиксируйте подвижную рамку при помощи винта. После этого деталь можно убрать и работать только со шкалой
- Найдите на нониусе нулевую шкалу, а затем риску на основной штанге, которая ближе к нулю (слева). Она укажет количество целых миллиметров
- Десятую часть можно узнать, если посмотреть сразу на обе шкалы. Там, где риски точно совпадут, будет точное значение. Его нужно смотреть на нониусе.
Таким образом можно измерить внешний размер детали любой формы.
Как измерить штангенциркулем внутренний диаметр трубы
Процедура практически такая же, как и в прошлом пункте. Но задействовать нужно верхние (более мелкие) губки. Их нужно вставить в полость детали (трубы) и раздвинуть, пока они не упрутся в стенки. Показания сверять аналогично.
В некоторых инструментах верхние губки могут не смыкаться до конца (до нулевого значения) из-за своих размеров. Обычно его указывают на самой детали: например, 15 мм. Это значение нужно прибавить к полученному результату.
Как измерить глубину
Если требуется измерить, насколько глубока кроличья нора в дырке сыра, нужно максимально выдвинуть щуп глубинометра и вставить его в отверстие. Затем двигайте штангу в сторону измеряемой норы, пока она торцом не упрется в стенки. После этого останется зафиксировать подвижную рамку и считать показания.
Заключение
Штангенциркуль только на первый взгляд кажется сложным инструментом. На самом деле пользоваться им легко. Особенно если это стрелочный или цифровой прибор.
Вся информация о ценах, партнерах и тарифах актуальна на момент публикации статьи.
Распределите финансовую нагрузку с картой «Халва»
Персональные тренировки — удовольствие не из дешёвых. Покупайте абонемент у наших партнёров и получайте беспроцентную рассрочку на несколько месяцев