2.2 Опрессовка алюминиевых и медных жил установочных проводов и кабелей
Опрессовка – один из надежных способов соединения алюминиевых жил и кабелей напряжением до 1 кВ. Сущность метода состоит в том, что под действием прессующим механизма давления, превосходящую предел текучести металла жил и гильзы проникая друг в друга, образуют монолитное соединение. Опрессование наконечников и соединение медных жил проводов сечением 10 – 15 мм 2 производят ручными клещами ПК-1, а жил сечением 70 – 240 мм 2 – ручным гидравлическим прессом РГП-7м. Алюминиевые жилы опрессовывают «местным вдавливанием» или сплошным обжатием. В первом случае применяют клещи, а во втором – гидропресс. В настоящее время для оконцевания жил проводов и кабелей применяют объёмную штамповку наконечника из секторной монолитной жилы. На специальном пороховом процессе ППО-95 или ППО-240 за один выстрел штампуется оконцеватель с отверстием, который приобретает необходимую контактную поверхность в форме наконечника.
Электросварка жил проводов и кабелей
Пайку алюминиевых жил осуществляют с их предварительным обслуживанием и последующим направлением припоя непосредственно в форму или наконечник, а также без предварительного обслуживания с приливом расплавленного припоя в форму. Как при обслуживании, так и при поливе пленку оксида алюминия удаляют механически. Пайку медных жил осуществляют поливом расплавленного припоя в гильзу с обязательным применением флюса КСм или мелко истолченной канифоли. При пайке используют унифицированные наборы принадлежностей НСПУ.
Алюминиевые жилы пламенем газовой горелки нагревают до температуры плавления припоя, а затем, удаляя пленку оксида алюминия, вводят палочку припоя в пламя горелки и наносят припой на всю ступенчатую поверхность концов (включая их торцы), тщательно растирают припой стальной кисточкой до полного обслуживания жил. Концы алюминиевых жил при соединении сплавлением припоя в медных гильзах вначале обслуживают припоем А, затем ПОССу. После предварительной очистки от загрязнений обслуживают припоем ПОССу медных жил обслуживают оловянно-свинцовым припоем.
При соединении и ответвлении непосредственным сплавлением припоя обработанные концы жил вводят в формы так, чтобы стык жил находился в середине формы (для жил со срезанными под углом 55° концами зазор между торцами оставляют около 2мм). Разъемные формы скрепляют бандажами или замками, а зазоры между жилой и формой укрепляют асбестовым шнуром. Для более полной заливки припоем формы располагают в горизонтальном положении, а на жилы надевают защитные экраны. При соединении жил сечением 120-240мм дополнительно устанавливают охладители.
Пламенем горелки нагревают форму и одновременно вводят в пламя палочку припоя, расплав которого перемешивают мешалкой до полного заполнения формы и удаления шлаков. Нагрев затем прекращают и легким постукиванием по форме уплотняют припой.
При пайке поливом предварительно расплавленным припоем тигель устанавливают на некотором расстоянии, чтобы исключить дополнительный нагрев изоляции жил. Между местом пайки и тиглем размещают лоток, по которому будут стекать излишки припоя. Припой заливают паяльной ложкой через литниковое отверстие формы. С поверхности жил со скошенными торцами под слоем припоя удаляют пленку оксида алюминия скребком, изготовленного из ножовочного полотна. Заливку припоя продолжают до расплавления торцов соединяемых жил. До затвердевания верхнего слоя во избежание образования раковин припой доливают по мере усадки. При этом положение жил сохраняют неизменным, чтобы не допустить образование трещин.
Излишки незастывшего припоя удаляют, осторожно протирая форму чистой салфеткой. После застывания припоя снимают охладители, экраны, формы и опиливают шероховатости, затем соединение протирают салфеткой, смоченной в бензине или ацетоне, и изолируют.
3 Оконцевание и соединение жил и кабелей, контактные соединения шин
Оконцевание и соединение жил проводов и кабелей, контактные соединения шин и присоединения шин к контактным выводам электрооборудования являются ответственными технологическими операциями, в результате которых обеспечиваются надежный электрический контакт и механическая прочность. От качества их выполнения в значительной степени зависит надежность работы электроустановок.
Оконцевание и соединение жил алюминиевых изолированных проводов и кабелей производят опрессовкой, сваркой, пайкой или болтовыми и винтовыми сжимами; медных жил — опрессовкой, пайкой или сжимами. Область применения различных способов оконцевания и соединения алюминиевых и медных жил проводов и кабелей, контактных соединений и присоединений шин определена стандартами, нормами, правилами и инструкциями [2], [18] и ГОСТ 10434—82*.
3.1 Опрессовка
Опрессовку выполняют ручными клещами, механическим, пиротехническим или гидравлическим прессом с помощью сменных пуансонов и матриц. Пуансоны и матрицы подбирают по диаметру трубчатой части наконечника или соединительной гильзы. Различают два способа опрессовки: местного вдавливания и сплошного обжатия.
При местном вдавливании следят за тем, чтобы лунки были расположены соосно спрессовываемой жиле и друг другу. При оконцевании лунки делают на лицевой стороне наконечника. Для контроля качества глубину вдавливания (лунки) при местном вдавливании или степень сплошного обжатия проверяют выборочно не менее чем у 1 % наконечников и гильз.
При применении гидропресса с автоматическим контролем глубины вдавливания или обжатия отпадает необходимость в операции выборочного контроля качества спрессовывания.
Рассмотрим последовательность операции опрессовки.
Алюминиевые жилы. Однопроволочные 2,5— 10 мм 2 . Опрессовку производят в гильзах ГАО. Гильзу выбирают в соответствии с количеством и сечением соединяемых жил согласно [18, 20].
Опрессовку выполняют в определенной технологической последовательности (рис. 4): выбирают гильзу, инструменты и механизмы, пуансоны и матрицы по [18, 20], зачищают концы жил (на длине 20, 25 и 30 мм для гильз ГАО-4, ГАО-5, ГАО-6 и ГАО-8 соответственно) и внутреннюю поверхность гильзы до металлического блеска и сразу же смазывают их кварцевазелиновой пастой (зачистка и смазка гильз выполняются в случае, если это не было выполнено на заводе-изготовителе); вставляют жилы в гильзу. При суммарном сечении соединяемых жил меньше диаметра внутреннего отверстия гильзы следует ввести дополнительные проволоки жил для уплотнения места соединения. Производят опрессовку до соприкосновения пуансона с матрицей, как показано на рис. 4, в. После опрессовки остаточная толщина материала h (рис. 5) должна быть при гильзах ГАО-4 — 3,5 мм; ГАО-5 и ГАО-6— 4,5 мм; ГАО-8—6,5 мм. Перед изолированием выполненное контактное соединение протирают ветошью, смоченной в бензине. Изолируют место опрессовки изоляционной лентой. При одностороннем вводе жил в гильзу (рис. 4, а) и диаметрах гильз 7 и 9 мм вместо изоляционной ленты применяют полиэтиленовые колпачки (рис. 4, г).
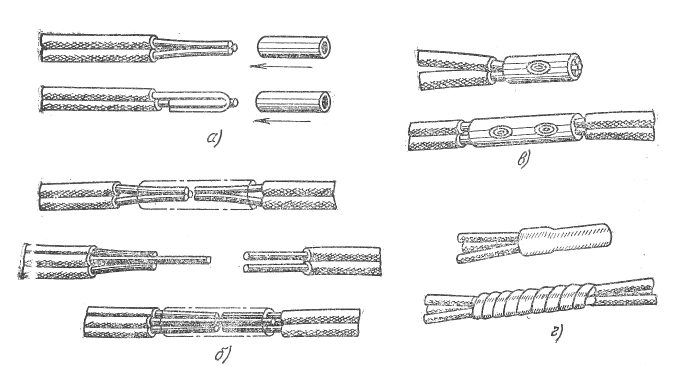
Рис. 4. Опрессовка алюминиевых проводов в гильзах ГАО:
а – подготовка проводов для односторонней опрессовки; б – то же для двухсторонней опрессовки; в – вид соединений после опрессовки; г – вид соединения после изолирования.
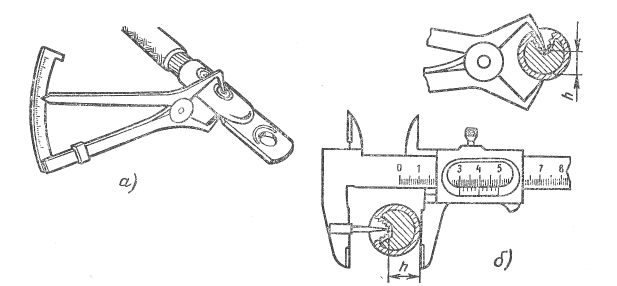
Рис. 5. Измерение остаточной толщины материала h при опрессовке соединений:
а – специальным измерителем; б – штангенциркулем с насадкой.
Однопроволочные и многопроволочные 16—240 мм 2 . Опрессовку оконцеваний производят в алюминиевых и медно-алюминиевых наконечниках по ГОСТ 9581—80* и штифтовых наконечниках по ГОСТ 23598—79*; опрессовку соединений — в алюминиевых гильзах по ГОСТ 23469.2—79*. Работу выполняют в такой последовательности (рис. 6): выбирают наконечник или соединительную гильзу, пуансон, матрицу и механизм для опрессовки согласно [18, 20]. Затем проверяют наличие слоя кварцевазелиновой пасты на их внутренней поверхности. Если наконечники или гильзы получены с завода несмазанными, то очищают внутреннюю поверхность ветошью, смоченной в бензине, и смазывают ее пастой. Затем снимают с концов жил изоляцию: при оконцеваний — на длине, равной длине трубчатой части наконечника, а при соединении — на длине, равной половине длины гильзы (подробнее см. [18]). Очищенную от изоляции жилу зачищают щеткой из кардоленты до металлического блеска и сразу же смазывают кварцевазелиновой пастой. Перед зачисткой жил с бумажной пропитанной изоляцией их необходимо протереть ветошью, смоченной в бензине. Если жилы секторные, то их перед зачисткой округляют. Операцию округления многопроволочных жил выполняют плоскогубцами, а однопроволочных — при помощи механического или гидравлического пресса, в который устанавливают вместо пуансона и матрицы специальный инструмент.
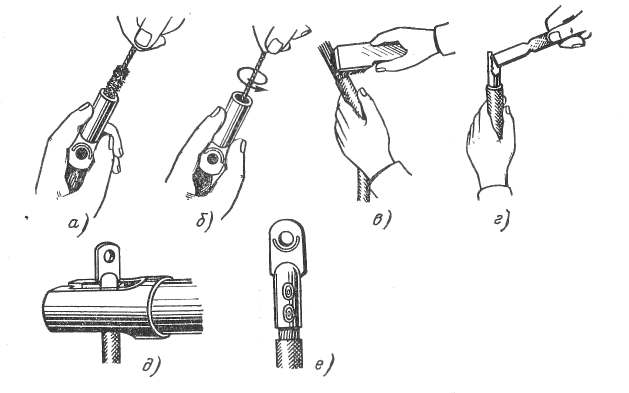
Рис. 6. Оконцевание алюминиевых жил опрессовкой:
а – зачистка внутренней поверхности наконечника; б – смазка внутри наконечника кварцевазелиновой пастой; в – зачистка жил; г – смазка жил кварцевазелиновой пастой; д – опрессовка; е – вид после опрессовки.
После того как жилы подготовлены к опрессовке, на них надевают наконечник или гильзу. При оконцевании жилу вводят в наконечник до упора, а при соединении — так, чтобы торцы соединяемых жил соприкасались между собой в середине гильзы. Трубчатую часть наконечника или гильзу устанавливают в матрице и производят опрессовку. Если при этом опрессовку выполняют однозубым пуансоном, то на наконечнике делают два вдавливания (рис. 6, е), а на гильзе — четыре (по два на каждый конец соединяемых жил). Если спрессовывают двузубым пуансоном, то на наконечнике делают одно вдавливание, а на гильзе —два. Вдавливание производят до упора шайбы пуансона в торец матрицы. Правильность глубины вдавливания проверяют согласно [18, 20] штангенциркулем с насадкой или специальным измерителем (рис. 5). После спрессовывания остаточная толщина материала h должна быть: при сечении жил 16—35 мм 2 — 5,5 мм, при сечении 50 мм 2 — 7,5 мм, при сечении 70 и 95 мм 2 — 9,5 мм, при сечении 120 и 150 мм 2 — 11,5 мм, при сечении 185 мм 2 — 12,5 мм, при сечении 240 мм 2 — 14 мм. При опрессовке с помощью пресса, имеющего автоматический контроль качества опрессовки (глубины вдавливания), отпадает надобность в указанной проверке. Перед наложением изоляции острые края гильзы опиливают, закругляют и зачищают мелкой наждачной бумагой.
При опрессовке соединений жил кабелей 6—10 кВ принимают меры для выравнивания электрического поля, симметрия которого нарушается против мест вдавливания. Зоны сгущения линий электрического поля могут явиться очагами возникновения местных разрядов, приводящих к пробою изоляции. Во избежание этих явлений непосредственно на гильзу накладывают экран из одного слоя полупроводящей бумаги. Перед наложением экрана лунки заполняют массой МП-1 из банки с комплектом кабельных роликов и рулонов.
Необходимо помнить, что нельзя применять наконечники и гильзы, не соответствующие сечению и типу жилы, а также применять не соответствующие указанным в [18] пуансоны и матрицы. Нельзя также «выкусывать» проволочки для облегчения ввода жилы в наконечник или гильзу и производить опрессовку без смазки жил и гильзы кварцевазелиновой пастой.
Однопроволочные жилы 25—240 мм 2 , оконцовываемые штамповкой наконечника на жиле. Для выполнения оконцевания снимают с конца жилы изоляцию на длине: для жил сечением 25 мм 2 — 45 мм, для 35-95 мм 2 — 50 мм, для 120-240 мм 2 — 55мм, Выбирают пуансон и матрицу в зависимости от сечения жилы по [18]. Штамповку выполняют с помощью пиротехнических механизмов ППО-95, ППО-95М и ППО-240У1. Пуансон под действием пороховых газов производит штамповку наконечника, формируя его из конца жилы. В случае неточного оформления наконечника допускается повторная штамповка при снижении мощности повторного выстрела, для чего пуансон не доводится до верхнего крайнего положения на 5—7 мм. После того как отштампованный наконечник будет вынут из механизма, необходимо удалить облой с краев отверстия и по наружному периметру контактной части наконечника. Размеры наконечника после удаления облоя и зачистки кромок должны соответствовать указанным в [18]. При этом на штампованной части наконечника не должно быть видимых трещин, раковин, наплавов и вмятин. Должна быть соосность отверстия под болт и контактной части наконечника.
После пяти выстрелов формующую часть пуансона необходимо смазать тонким слоем машинного масла.
Медные жилы. Многопроволочные 1—2,5 мм 2 . Опрессовку выполняют пресс-клещами ПК-3 или ПК-4 в кольцевых медных наконечниках по ГОСТ 9688—82*, обжимаемых специальными пуансонами и матрицами (рис. 7).
Перед опрессовкой в кольцевом наконечнике снимают с конца жилы изоляцию на длине 25—30 мм, зачищают жилу до металлического блеска, скручивают ее туго плоскогубцами; выбирают соответствующие сечению жилы наконечник, пуансон и матрицу; устанавливают их в пресс-клещи; укладывают жилу в наконечник, надевают наконечник с уложенной в него жилой на стержень пуансона так, чтобы жила выходила через желобок пуансона, производят обжим наконечника пресс-клещами до упора шайбы пуансона в торец матрицы.
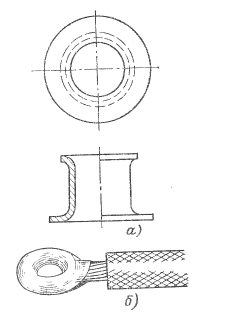
Рис. 7. Опрессовка многопроволочной медной жилы в кольцевом медном наконечнике по ГОСТ 9688-82*:
а – кольцевой наконечник до опрессовки; б – конец жилы, опрессованной кольцевым наконечником.
Однопроволочные и многопроволочные 4—240 мм 2 . Оконцевание жил 4—240 мм 2 выполняют в медных наконечниках по ГОСТ 7387—82, а соединение жил 16—240 мм 2 в гильзах —по ГОСТ 23469.3—79*. Выбор гильз, наконечников, пуансонов, матриц и механизмов для опрессовки производят согласно [18, 20]. Последовательность операции опрессовки та же, что и опрессовки алюминиевых жил, но здесь не требуется смазки кварцевазелиновой пастой. Опрессовку медных наконечников и гильз выполняют пуансоном и матрицей с одним зубом, на наконечнике выполняют одно вдавливание, на гильзе — два, по одному на каждый конец соединяемых жил.
Опрессовка кабеля

«
Электричество в настоящее время присутствует во всех домах, квартирах, подсобных и других помещениях. В связи с этим время от времени, естественно, возникает необходимость ремонта имеющейся проводки либо прокладки новой, более надежной. Как бы там ни было монтаж кабеля, особенно имеющего много жил, требует надежного соединения проводов. Откуда возникает такая необходимость? Это связано с тем, что качество соединения проводов является залогом их безопасной работы и, в целом, надлежащего функционирования электрики в доме или помещении. Недостаточно хорошее соединение проводов препятствует достижению необходимых цифр расчетной пропускной способности. Вследствие этого происходит нагрев жил, а затем и всего провода. В свою очередь, это ведет к возникновению возгорания, как на промышленных объектах, так и в быту. Наряду с этим, недостаточный контакт является источником электросетевых колебаний, что ведет, как правило, к выходу из строя всевозможного оборудования, в т.ч. и дорогостоящего. Существует три способа соединения проводов. Во-первых, этого можно достичь применяя простую их скрутку (чаще всего так и поступают, к сожалению). Однако такой способ не гарантирует надлежащего контакта, прилегание проводов происходит неплотно. К тому же, все жилы кабеля покрыты не только изоляционным материалом из полимеров, но также и слоем лака, который также выполняет функции изоляции. Все это вкупе ведет к снижению токопрохождения через сеть. Второй вариант соединения проводов принадлежит их пайке. Здесь следует отметить надежность такого способа, но при этом он сложно осуществим практически, требует соответствующих навыков и, конечно же, отключения сети и непонятно, каким образом тогда подключать паяльник. Третий способ избавляет от всех имеющихся недостатков предыдущих двух. К нему относится опрессовка проводов механическим путем. Она представляет собой процесс монтажа добротного соединения, которое впоследствии будет в состоянии выдерживать высокие нагрузки, в т.ч. и по причине обеспечения с помощью такого способа необходимой и достаточной плотности контакта.
Инструменты для работы
Чтобы осуществить такую процедуру необходимо иметь в наличии специально для этого разработанные и предназначенные наконечники и клещи. Еще одним важным преимуществом такого способа соединения проводов является отсутствие требований к наличию специальных знаний по этому поводу. Для получения соединения достаточной надежности следует для начала произвести зачистку проводов от изоляционного материала. Далее необходимо выбрать наконечник с соответствующим диаметром, поместить в него провод и после этого произвести обжатие клещами по бокам. Приобретать клещи необходимо, поскольку все другие способы (стандартные плоскогубцы, молоток) не позволяют достичь необходимого уровня надлежащей опрессовки в то время, как клещи обладают наилучшей конфигурацией губок и способны развить необходимое и достаточное, но при этом не избыточное усилие. Случается, что в быту используют для таких целей плоскогубцы с алюминиевой или медной трубкой. Однако такие соединения обладают всеми недостатками типичной скрутки и, соответственно, не способны обеспечить надлежащий контакт. Опрессовка кабеля требует наличия наконечников и гильз. Гильзы представляют собой трубки, в которые вводятся провода (не менее двух), после чего происходит их обжим клещами. Поскольку в результате образуется сплошное соединение, то при необходимости провода можно только обрезать, извлечь их изнутри уже не будет представляться возможным. Чтобы получить соединение с несколькими разъемами, необходимо прибегнуть к использованию наконечников. Специально предназначенные для такой процедуры наконечники с одного края имеют полую трубку для размещения там проводов и их дальнейшего обжима, а на другом конце — клемму для соединения болтом. Материал наконечников бывает различным. Должно соблюдаться соответствие материалов проводов и наконечников в связи с тем, что в противном случае возникают коррозионные процессы, что ведет к небезопасности и ненадежности такого соединения. Т.е. провода из алюминия должны использоваться только с наконечниками из этого же материала. Также и с медными проводами. Важным моментом является сопоставление размером наконечника и диаметра провода. Они должны соответствовать друг другу точь-в-точь, поскольку, если наконечник будет больше, то не получится надежно соединить провода, а если меньше — то в нем предусмотрена меньшая сила тока, даже если Вам удастся разместить там Ваш провод. Ориентиром в таком деле может послужить маркировка, однако не всякий товар ее имеет и, к тому же, данные на ней зачастую смогут понять лишь профессионалы в этом деле, для обычных бытовых целей неподготовленный человек вряд ли разберется. Оптимально при приобретении задавать вопросы продавцам: как правило, они хорошо разбираются в этих моментах и помогут сделать верный выбор. Если требуется соединить провода из разного материала, то существуют все необходимые инструменты (клеммы, наконечники) для такого случая. Здесь также не будет лишним получить консультацию хорошо разбирающегося в этом продавца. Для того чтобы смонтировать наконечники, подвергнутые опрессовке, стоит использовать болты, гайки из цветных металлов. Место соединения нуждается в добротной изоляции и наилучший вариант в данном случае — использование трубки из термоусаживаемого материала.
Правила и порядок опрессовки
- осуществить верный выбор наконечника;
- произвести качественную зачистку жилы провода;
- применять специально предназначенные для такой работы инструменты;
- осуществить верный подбор необходимой матрицы;
- придерживаться необходимой последовательности при обжиме проводов.
- используя резак, обрезаем провод. Здесь важна точность исполнения, от которой зависит легкость применения гильзы без замятия проводов;
- зная длину гильзы, на нее производим отмер и обрезаем часть провода. Здесь важно работать аккуратно, без повреждения жил. Не следует производить ни малейшего скручивания провода перед введением его в гильзу. Не все знают, что гильза имеет юбочку, благодаря которой на нее можно надеть даже слегка распушившийся провод. Скрутка проводов приводит к их деформации в процессе обжима.
- теперь вводим оголенную часть провода в гильзу.
- применяем зажим нужного размера и производим зажатие.
Ошибки в процессе опрессовочных работ
- самой широко распространенной ошибкой в данном процессе является неверный подбор размера гильзы. И меньший, и больший ее размер будут приводить к неполадкам.
- выбор матриц и пуансонов для клещей сделан неверно. Вследствие этого не получается достигнуть контакта необходимого и достаточного уровня. Стоит помнить, что происходит постепенный износ матриц, вследствие чего их размеры изменяются. Не стоит также проводить укорачивание гильз. Это связано с уменьшением площади контакта, что, опять же, ведет к образованию некачественного соединения.
- запрещается проводить опрессовку кабеля не предназначенными для нее инструментами (молоток, зубило и пр.), поскольку нарушается вся технология процесса и не достигается нужный результат. Только полное отсутствие инструментов и определенные обстоятельства могут позволить использовать подручные средства. Но все же лучше максимально стараться применять подходящий инструмент во избежание всех возможных негативных последствий.
Где можно купить инструменты для опрессовки проводов?
- кримпер для обжима изолированных наконечников;
- пресс гидравлический ручной/механический универсальный;
- пресс-клещи с набором матриц для опрессовки/гексагональные/для опрессовки изолированных и не- коннекторов и пр.
- широкий выбор моделей для всевозможных целей (как бытовых, так и промышленных);
- предлагаемые нами инструменты небольшие по размеру и легкие, вследствие чего они создают удобство и комфорт в работе;
- надежность механики и, как следствие, длительный срок эксплуатации;
- удобство формы инструментов и эргономичность рукояток;
- качественное соединение наконечников, муфт и соединения квт гарантировано;
- собственное производство позволяет поддерживать конкурентоспособные ценовые предложения.
Опрессовка проводов.
Опрессовка проводов – один из самых действенных способов их соединения в местах с повышенной вибрацией и возможностью механического давления, а также в случаях, когда длина соединяемых проводов является недостаточной для их пайки либо сварки. Осуществляться данная процедура может двумя способами, с помощью наконечников или гильз, но неизменно одно – выполнить ее качественно можно лишь при использовании специального инструмента – пресс-клещей или более сложного гидропрессового оборудования. Но обо всем по порядку.

Опрессовка проводов гильзами: подробная инструкция.
Для соединения проводов с помощью гильз в первую очередь нужно изучить технические таблицы и подобрать в соответствии с заданным сечением проводов нужный размер гильзы, матрицы (фигурной скобки/паза клещей) и пунсона (подвижного элемента опрессовочного инструмента, которым осуществляется непосредственное давление на гильзу). А дальше дело техники…
- Заведите провода в коробку и снимите с них внешнюю изоляцию на 3 см, если планируется использовать гильзы с сечением 4-16 мм. кв., или на 2 см, в случае применения гильз меньшего сечения.
- Отсортируйте провода по группам. Просуньте каждую из групп в гильзу нужного сечения. В нашем примере провода имеют сечение 2,5 мм. кв., они разделены на группы по 4 провода, следовательно, идеальным вариантом является использование гильзы с сечением 10 мм. кв.

- Для таких гильз в соответствии с техническими таблицами могут использоваться пресс-клещи ХД-16Л, с их помощью и проведите двойной обжим каждой из гильз – на их входе и выходе.
- Осталось лишь заизолировать полученные соединения. Сделать это можно, надев и обдув горячим воздухом кусок термоусаживаемой трубки с клеевым слоем, а также просто обмотав нужные места изоляционной лентой.

На этом опрессовку проводов гильзами можно считать завершенной.
Полезные советы и рекомендации.
- Используя гильзы для удлинения цепи, стык проводов делайте ровно по центру гильзы.
- Очень внимательно подбирайте сечение гильзы под соединяемые провода: чем правильнее они будут подобраны, тем меньше пустот, повышающих риск плохого контакта, останется внутри гильзы, тем лучше. Если же сделать этого не удалось, заполните пустующее место в гильзе кусочками оголенного провода. Их длинна, естественно, должна быть меньше длины используемой металлической трубки.
- Изоляция опрессованных гильзами проводов должна выходить за срезы гильзы, как минимум, на 1см.
- В случае сращивания разного количества проводов с обеих сторон или хотя бы одного многожильного кабеля для опрессовки следует применять не гильзы, а изолированные наконечники (НШВИ).
Опрессовка проводов наконечниками: инструкция.
- Опрессовка проводов наконечниками по своей сути – процедура аналогичная вышеописанной.
- Сначала определяются с размером наконечников.
- Затем соединяемые провода оголяют. Делать это в данном случае лучше при помощи специального инструмента – стриппера.
- На очищенную токопроводящую часть провода надевают наконечник нужного диаметра. Причем провод должен быть зачищен ровно на длину гильзы наконечника – не больше и не меньше.
- Провод с одетой на него гильзой помещают в соответствующий по размеру паз пресс-клещей и обжимают его, сжав рукоятки инструмента.
- Опрессовка завершена, осталось вынуть обжатый провод из паза клещей и использовать его по назначению.

Каким может быть инструмент для опрессовки проводов?
Как очевидно из вышеизложенного текста, наиболее распространенным инструментом для опрессовки проводов являются пресс-клещи типа ПК – 1,2, 1М, 2М, 4, однако возможны и другие варианты (применяются реже из-за своей громоздкости и высокой стоимости):
- гидравлический пресс ручного типа;
- гидравлический пресс электрическим приводом;
- механический пресс ручного типа.