Режимы работы асутп, информационные потоки в иасу
Режимы работы АСУТП: 1) автоматизированные; 2) автоматические.
Автоматизированные режимы можно разделить на:
1. Режим ручного управления (РУ), когда оперативный персонал (ОП) непосредственно воздействует на регулирующие органы (РО), управляя процессом.
Этот режим предусматривается в обязательном порядке в любой АСУТП и применяется в случае технических отказов средств автоматизации и при выполнении функции АСУТП запуск и останов оборудования.
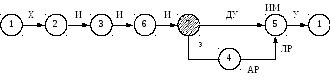
В этом режиме имеем разновидность АСУТП без вычислительного комплекса.

2. Режим дистанционного управления
АСУТП с ВК, выполняющим информационные функции. Эта разновидность АСУТП включает в себя локальные системы автоматического контроля, регулирования, объединенные центральным пультом управления, на котором работает оператор. В соответствии с технологической инструкцией оператор осуществляет дистанционное управление отдельными исполнительными механизмами или изменяет задания регуляторам в локальных системах регулирования. ВК выполняет информационные функции централизованного контроля, вычисление некоторых комплексных показателей, а также контроля работы и состояния оборудования. ВК дает оператору дополнительную информацию, которую он использует при управлении процессом.
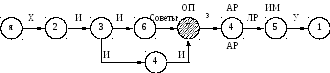
3 . Режим » совета «- кроме выполнения информационных функции УВК сам решает задачу управления, т.е. вычисляет управляющие воздействия и выдаёт рекомендации — «советы» — оперативному персоналу. Персонал анализирует эти советы, вносит при необходимости какие-то изменения и выдает задания автоматическим регулятором с пульта управления вручную
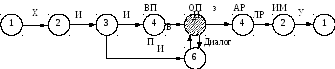
- Режим «диалога» – ОП проводит оптимизацию технологического процесса, активно используя при этом ЭВМ. Для этого разрабатывается специальная интерактивная (диалоговая) программа обмена данными между УВК и персоналом управления.
Автоматические режимы работы асутп делятся на
1. Режим супервизорного управления (косвенного). Когда УВК решает задачу оптимального управления и через автоматические задатчики устанавливает задания для локальных регуляторов. АСУТП с ВК, выполняющим функции центрального управляющего устройства. 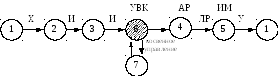 2
2 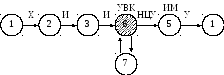 . Режим непосредственного цифрового управления (НЦУ) – УВК решает задачу оптимизации и берет на себя функцию многоканального цифрового регулятора. В этом режиме исчезает такой элемент КТС, как ВП и АР, вместе с ними и громоздкие щитовые помещения, перечисленные выше. Наиболее распространенным режимом работы АСУТП на практике является режим «совета». В АСУТП в данный момент времени могут реализоваться все режимы одновременно по различным локальным каналам управления.
. Режим непосредственного цифрового управления (НЦУ) – УВК решает задачу оптимизации и берет на себя функцию многоканального цифрового регулятора. В этом режиме исчезает такой элемент КТС, как ВП и АР, вместе с ними и громоздкие щитовые помещения, перечисленные выше. Наиболее распространенным режимом работы АСУТП на практике является режим «совета». В АСУТП в данный момент времени могут реализоваться все режимы одновременно по различным локальным каналам управления.
Уровни автоматизации технологических процессов.
Автоматизация процессов производства имеет целью последовательно исключить различные функции, выполняемые рабочими из первой и второй групп. Различают пять уровней автоматизации. Первый уровень автоматизации характеризуется тем, что автоматизируется цикл обработки изделия. В автоматическом режиме осуществляется управление последовательностью и характером движений рабочего инструмента для получения заданной формы, размеров и качественных характеристик обрабатываемой детали. Наиболее полное воплощение автоматизация этого уровня получила в станках с числовым программным управлением (ЧПУ). При этом обеспечивается возможность оптимально осуществлять функции управления для широкой номенклатуры деталей. Значительно возрастает производительность труда по сравнению со станками, имеющими ручное управление, существенно повышается качество продукции. В этом случае рабочие выполняют работу на оборудовании, включая аппаратные процессы с автоматическим циклом обработки, на котором без непосредственного участия человека автоматически и полуавтоматически осуществляется выполнение переходов и операций по непосредственному воздействию на предметы труда. Рабочий может осуществлять следующие действия: установку и снятие предметов труда или заполнение предметами труда и необходимыми материалами загрузочных устройств; пуск и установку оборудования; активное наблюдение за работой оборудования; контроль обработки; смену инструмента, наладку и подналадку оборудования; удаление отходов в пределах рабочего места. Второй уровень автоматизации предполагает автоматизацию постановки и снятия деталей со станка, то есть загрузку оборудования. Это позволяет рабочему обслуживать несколько технологических единиц оборудования, таким образом перейти к многостаночному обслуживанию. В качестве загрузочных устройств широко используются промышленные роботы. Они отличаются большой универсальностью и быстротой переналадки. Второй уровень автоматизации, как правило, обеспечивается созданием роботизированных технологических комплексов (РТК). В них робот может обслуживать как один так и группу станков или оборудования. Третий уровень автоматизации. На этом уровне автоматизируется, ранее выполняемый рабочим вручную, контроль за состоянием инструмента и своевременной его заменой (контроль за фактическим состоянием каждого инструмента и его износом); качества обрабатываемых изделий (размеров, чистоты поверхности, а где возможно качества изделия после термических, диффузионных, химических и других процессов); за состоянием станков и оборудования, удалением стружки и других отходов производства, а также контроль и подналадку технологических процессов (адаптивное управление). Автоматизация перечисленных операций освобождает рабочего от постоянной связи с обслуживаемой установкой и открывает возможность расширения зоны обслуживания оборудования одним человеком. Оборудование данной группы предполагает длительную его работу в автоматическом цикле при периодическом наблюдении за его работой и загрузкой, контролем точности и подналадкой. Однако работа в таком режиме требует большого запаса комплектующих и деталей для работы в течение нескольких смен. При таком уровне рабочие выполняют работу на автоматических линиях, автоматах, автоматизированных агрегатах, установках и аппаратах. К этой категории относятся также рабочие, занятые работой по управлению, контролю, периодической регулировке автоматических линий, автоматов, агрегатов, комплексов. Как правило, к первому уровню автоматизации относятся профессии автоматчиков, станочники всех профессий на автоматических станках и станках с программным управлением, наладчики автоматических линий, операторы различных профессий, занятых обслуживанием автоматических и полуавтоматических линий, станков, установок, станков с программным управлением и им аналогичным. Третий уровень автоматизации реализуется путем создания адаптивных роботизированных технологических комплексов (РТК), гибких производственных модулей, имеющих в своем составе, например, обрабатывающий центр, ПР, устройства контроля, диагностики и подналадки, другие вспомогательные механизмы, управляемых от одного контроллера или других управляющих устройств Четвертый уровень автоматизации. В этом случае осуществляется автоматическая переналадка оборудования. При ручной переналадке оборудования, она занимает значительную часть рабочего времени. Чем чаще по условиям производства требуется переналадка, тем больше оказываются потери времени и уменьшается зона обслуживания одним рабочим. Естественно стремление применять такие инструмент, оснастку и приспособления, методы задания режимов обработки и циклов производства, загрузочных устройств и контрольных систем, которые способны осуществлять автоматическую переналадку оборудования. Оборудование с автоматической переналадкой экономически выгодно при обработке любых партий деталей и целесообразно при выпуске сборочных комплектов деталей, необходимых для обеспечения ритмичной работы сборочных цехов. Оно позволяет существенно сократить объемы незавершенного производства, сократить до минимума производственный цикл изготовления изделий. Технические трудности создания высоконадежного оборудования, средств контроля и управления, а также высокая пока стоимость всех средств автоматизации, еще сдерживают широкое использование, как в машиностроении так и в других отраслях этой наиболее высокой ступени автоматизации. Пятый уровень автоматизации это гибкие производственные системы (ГПС). В соответствии с ГОСТ 26228-90 под ГПС понимается управляемая средствами вычислительной техники совокупность технологического оборудования, состоящего из разных сочетаний гибких производственных модулей и (или) гибких производственных ячеек, автоматизированной системы технологической подготовки производства и системы обеспечения функционирования, обладающая свойством автоматизированной переналадки при изменении программы производства изделий, разновидности которых ограничены технологическими возможностями оборудования. В состав ГПС входят гибкие производственные модули (ГПМ), гибкие производственные ячейки (ГПЯ) и система обеспечения функционирования гибкой производственной системы и гибкой производственной ячейки. В общем случае она обеспечивает комплексную автоматизацию всех звеньев производственного процесса, включая процессы обработки и управления, подготовку производства, разработку конструкторской и технологической документации, а также планирование производства. Гибкими производственными системами могут быть как автоматизированные предприятия и заводы-автоматы, так и их структурные составляющие: автоматизированные цехи, автоматизированные и роботизированные участки, гибкопереналаживаемые автоматизированные линии и роботизированные комплексы. ГПС обеспечивают автоматическое производство деталей различными партиями, с уровнем себестоимости продукции и производительности близкой к достигаемой в современном массовом производстве при изготовлении деталей одного наименования.Коэффициент уровня автоматизации труда определяется по объему затрат автоматизированного труда в общей трудоемкости предприятия. Следует отличать уровень от степени автоматизации или механизации труда, которая определяется как отношение численности рабочих, занятых автоматизированным или механизированным трудом соответственно к общей численности промышленно-производственного персонала (ППП). Степень занятости рабочих ручным трудом определяется отношением численности рабочих занятых ручным трудом к общей численности ППП. С точки зрения адаптивных возможностей к обновлению номенклатуры и серийности производства можно выделить виды автоматизации технологических процессов:
- Традиционная «жесткая» автоматизация;
- Автоматизированное производство с ограниченными возможностями переналадки;
- Гибкое автоматизированное производство.
Традиционная «жесткая» автоматизация технологических процессов осуществляется на основе применения полуавтоматов и автоматов, станков с программным управлением, обрабатывающих центров, автоматических линий и др. К автоматизированному производству с ограниченными возможностями переналадки можно отнести: автоматические линии, управляемые ЭВМ; роторные и роторно-конвейерные линии; роботизированное производство. Гибкое автоматизированное производство базируется на применении гибких производственных систем. На автоматических станках все процессы обработки детали осуществляются без непосредственного вмешательства рабочего на полуавтоматических — вручную производятся установка и снятие заготовки по заданной программе. Изменить или полностью заменить программу работы автомата крайне сложно, а часто и невозможно. По этой причине эти станки применяются в серийном и массовом производстве. 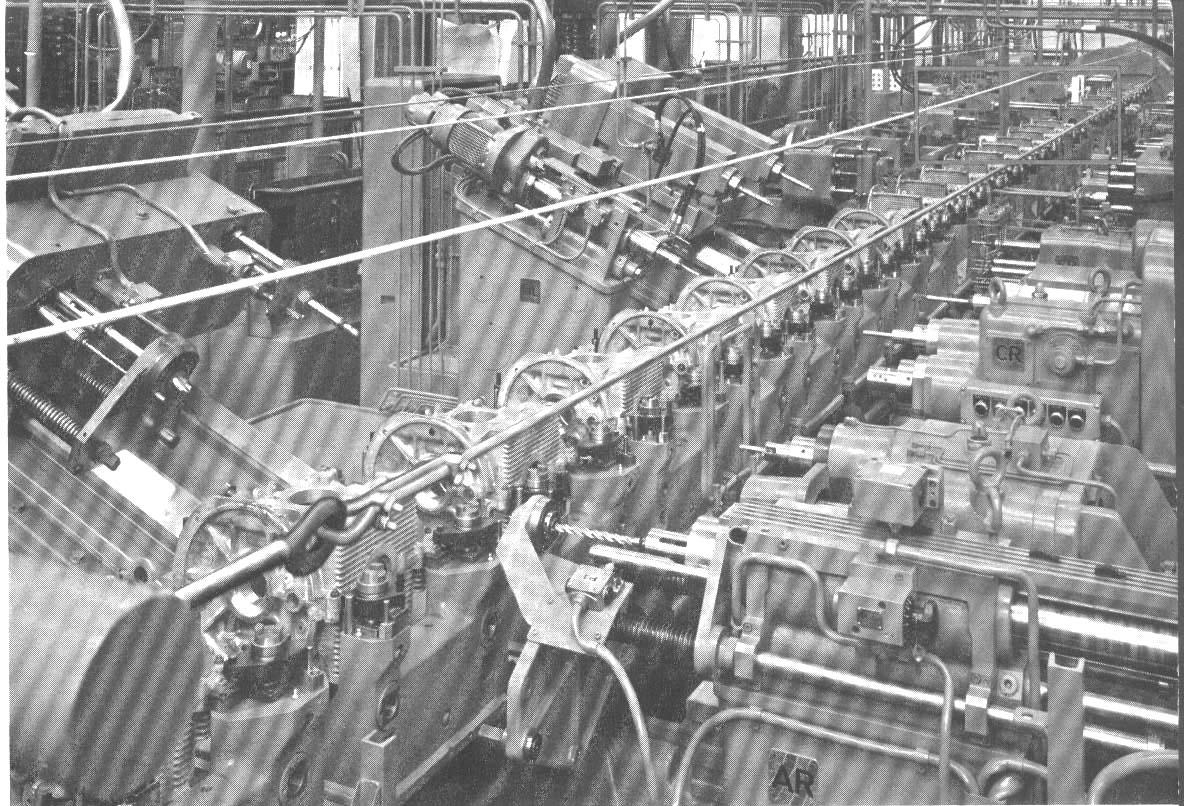 Рис.1 Автоматическая линия
Рис.1 Автоматическая линия  Рис. 2. Горизонтально-фрезерный станок с ЧПУ для объемной обработки. Модель 6Б444Ф3 Применение станков с числовым программным управлением (ЧПУ) Рис. 2, позволяет увеличить количество выполняемых операций, сократить время обработки и относительно легко их переналаживать. Применение станков с ЧПУ дало возможность значительно повысить производительность труда (в 2-4 раза) однако загрузка их заготовками и выгрузка обработанных деталей осуществляется вручную. Кроме того, станки с ЧПУ имеют ограниченный набор инструментов.
Рис. 2. Горизонтально-фрезерный станок с ЧПУ для объемной обработки. Модель 6Б444Ф3 Применение станков с числовым программным управлением (ЧПУ) Рис. 2, позволяет увеличить количество выполняемых операций, сократить время обработки и относительно легко их переналаживать. Применение станков с ЧПУ дало возможность значительно повысить производительность труда (в 2-4 раза) однако загрузка их заготовками и выгрузка обработанных деталей осуществляется вручную. Кроме того, станки с ЧПУ имеют ограниченный набор инструментов. 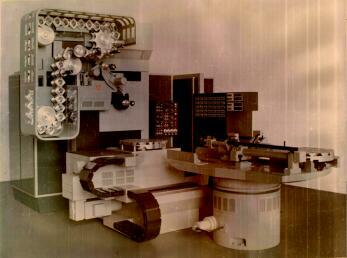 Рис. 3. Многооперационный фрезерно-сверильно-расточной станок с ЧПУ модели ОЦ-28 Обрабатывающий центр (ОЦ) — многопозиционный станок с ЧПУ — оснащен устройствами для размещения большого набора инструмента (магазины) и системой автоматической замены инструмента (Рис. 3). В магазинах ОЦ можно разместить до 150 различных инструментов, позволяющих выполнять достаточно большое число операций. Важнейшим преимуществом является и то, что эти многочисленные операции осуществляются без снятия заготовки со станка. Применение обрабатывающих центров обеспечивает высокую точность обработки; производительность труда при их использовании возрастает в 3-4 раза. Однако ОЦ с ЧПУ выполняют только часть технологических операций по производству готовой продукции. Для получения готового изделия заготовка должна пройти обработку на нескольких станах с ЧПУ. Автоматическая линия (АЛ) — это система автоматически действующих станков, связанных транспортными средствами, имеющая единое управляющее устройство. АЛ могут компоноваться из автоматических станков, станков с ЧПУ и ОЦ. В одной автоматической линии могут работать все указанные элементы в различных сочетаниях. АЛ отличаются высокой производительностью. Однако каждую АЛ изготавливают для обработки вполне определенной детали. При изменении конструкции детали производят новую компоновку линии, ее переналадку с частичной или полной остановкой производства. Отличительной особенностью роторных линий (РЛ) и роторно-конвейерных (РКЛ) является то, что технологические операции выполняются в процессе совместного транспортирования обрабатываемых заготовок и инструмента, расположенных на замкнутых транспортирующих устройствах (роторах). РЛ представляет собой автоматические линии машин, принцип действия которых основан на совместном движении по окружности инструмента и обрабатываемого им предмета. Все операции по установке детали в ротор, ее обработке и выталкиванию производятся за один неполный оборот диска. Преимущества РЛ — конструктивная простота, надежность, точность и огромная производительность, недостаток — малая гибкость. Значительно большей гибкостью обладают РКЛ. В таких линиях инструментальные блоки располагаются не на дисках роторов, а на огибающем их конвейере. В этом случае переналадка РКЛ на выпуск новой продукции сводится к автоматической замене инструмента. Промышленный робот — это автономно функционирующая машина (автомат), предназначенная для воспроизведения некоторых двигательных и умственных функций человека при выполнении основных и вспомогательных производственных операций без непосредственного участия человека. Промышленный робот — это механизм, который автоматически, в соответствие с заложенным алгоритмом, выполняет определенные движения и работу. Как правило, роботы выполняют однообразные операции на конвейерных линиях или поточных линиях. Например, подают деталь на станок, или снимают деталь со станка и передают его на транспортер или другой станок. Другой пример сварочные роботы на конвейере сборки кузовов легковых автомобилей. Отдельный сварочный робот перемещает рабочую головку с электродами в нужную точку и выполняет рабочее действие – сжимает свариваемые детали. Происходит точечная контактная сварка. Роботы могут применяться и в особо опасных условиях. Различают три поколения роботов: 1) программируемые роботы, действующие по заданной программе, определяющей последовательность выполнения операций, и работающие по принципу «взять — положить»; 2) адаптивные (приспосабливающиеся) роботы, действующие по заданной программе и оснащенные рядом датчиков, а следовательно, и техническими органами чувств, позволяющими им корректировать свое поведение в зависимости от окружающей производственной среды; 3) интеллектуальные, или интегральные роботы, обладающие элементами искусственного интеллекта и возможностью свободного диалога с человеком. Роботизированный технологический участок (РТУ) состоит из нескольких РТК, объединенных автоматизированной транспортной системой со вспомогательным оборудованием и автоматизированной системой складирования. Работа технологического оборудования РТУ координируется системой группового управления от центральной ЭВМ. РТУ может обеспечивать комплексную обработку однотипных деталей с разной последовательностью операций или сборку узлов из различных деталей. Обычно РТУ состоит из нескольких станков с ЧПУ, загрузка которых осуществляется с помощью промышленных роботов (ПР). Перемещение заготовок между станками и автоматизированным складом осуществляется с помощью автоматизированной транспортной системы. Управление РТУ осуществляется центральной ЭВМ, информационная система которой соединена с соответствующими датчиками и выходами систем управления ПР и РТК. Та же ЭВМ осуществляет связь РТУ с вышестоящими системами управления. Современные роботы немыслимы без машинного зрения – систем, которые позволяют воспринимать и анализировать видеоинформацию – рабочее поле робота. Машинное зрение объединяет в одном изделии цветную либо монохромную цифровую камеру высокого разрешения с качественной оптикой и светодиодной матрицей подсветки, процессор и запоминающее устройство. Кроме этого, имеется программное обеспечение, обрабатывающее информацию с цифровой камеры. Большинство современных промышленных роботов являются представителями первого поколения. Они выполняют вспомогательные операции у прессов, станков, литейных машин и т.п. Для работы роботов первого поколения необходимо, чтобы среда, в которой они действуют, была определенным образом организована. Для этого требуется создание технологической оснастки, упорядочивающей положение заготовок или деталей, инструмента. Это накладывает ограничения на применение роботов, усложняет переналадку робота на новые операции. Адаптивные роботы применяются для более сложных операций, где трудно создать строго определенную обстановку. Они могут выполнять механическую сборку, сварку, окраску, сортировку деталей, работают с движущимся конвейером, осуществляют контроль качества и размеров изделий, а также выполняют другие технологические операции.
Рис. 3. Многооперационный фрезерно-сверильно-расточной станок с ЧПУ модели ОЦ-28 Обрабатывающий центр (ОЦ) — многопозиционный станок с ЧПУ — оснащен устройствами для размещения большого набора инструмента (магазины) и системой автоматической замены инструмента (Рис. 3). В магазинах ОЦ можно разместить до 150 различных инструментов, позволяющих выполнять достаточно большое число операций. Важнейшим преимуществом является и то, что эти многочисленные операции осуществляются без снятия заготовки со станка. Применение обрабатывающих центров обеспечивает высокую точность обработки; производительность труда при их использовании возрастает в 3-4 раза. Однако ОЦ с ЧПУ выполняют только часть технологических операций по производству готовой продукции. Для получения готового изделия заготовка должна пройти обработку на нескольких станах с ЧПУ. Автоматическая линия (АЛ) — это система автоматически действующих станков, связанных транспортными средствами, имеющая единое управляющее устройство. АЛ могут компоноваться из автоматических станков, станков с ЧПУ и ОЦ. В одной автоматической линии могут работать все указанные элементы в различных сочетаниях. АЛ отличаются высокой производительностью. Однако каждую АЛ изготавливают для обработки вполне определенной детали. При изменении конструкции детали производят новую компоновку линии, ее переналадку с частичной или полной остановкой производства. Отличительной особенностью роторных линий (РЛ) и роторно-конвейерных (РКЛ) является то, что технологические операции выполняются в процессе совместного транспортирования обрабатываемых заготовок и инструмента, расположенных на замкнутых транспортирующих устройствах (роторах). РЛ представляет собой автоматические линии машин, принцип действия которых основан на совместном движении по окружности инструмента и обрабатываемого им предмета. Все операции по установке детали в ротор, ее обработке и выталкиванию производятся за один неполный оборот диска. Преимущества РЛ — конструктивная простота, надежность, точность и огромная производительность, недостаток — малая гибкость. Значительно большей гибкостью обладают РКЛ. В таких линиях инструментальные блоки располагаются не на дисках роторов, а на огибающем их конвейере. В этом случае переналадка РКЛ на выпуск новой продукции сводится к автоматической замене инструмента. Промышленный робот — это автономно функционирующая машина (автомат), предназначенная для воспроизведения некоторых двигательных и умственных функций человека при выполнении основных и вспомогательных производственных операций без непосредственного участия человека. Промышленный робот — это механизм, который автоматически, в соответствие с заложенным алгоритмом, выполняет определенные движения и работу. Как правило, роботы выполняют однообразные операции на конвейерных линиях или поточных линиях. Например, подают деталь на станок, или снимают деталь со станка и передают его на транспортер или другой станок. Другой пример сварочные роботы на конвейере сборки кузовов легковых автомобилей. Отдельный сварочный робот перемещает рабочую головку с электродами в нужную точку и выполняет рабочее действие – сжимает свариваемые детали. Происходит точечная контактная сварка. Роботы могут применяться и в особо опасных условиях. Различают три поколения роботов: 1) программируемые роботы, действующие по заданной программе, определяющей последовательность выполнения операций, и работающие по принципу «взять — положить»; 2) адаптивные (приспосабливающиеся) роботы, действующие по заданной программе и оснащенные рядом датчиков, а следовательно, и техническими органами чувств, позволяющими им корректировать свое поведение в зависимости от окружающей производственной среды; 3) интеллектуальные, или интегральные роботы, обладающие элементами искусственного интеллекта и возможностью свободного диалога с человеком. Роботизированный технологический участок (РТУ) состоит из нескольких РТК, объединенных автоматизированной транспортной системой со вспомогательным оборудованием и автоматизированной системой складирования. Работа технологического оборудования РТУ координируется системой группового управления от центральной ЭВМ. РТУ может обеспечивать комплексную обработку однотипных деталей с разной последовательностью операций или сборку узлов из различных деталей. Обычно РТУ состоит из нескольких станков с ЧПУ, загрузка которых осуществляется с помощью промышленных роботов (ПР). Перемещение заготовок между станками и автоматизированным складом осуществляется с помощью автоматизированной транспортной системы. Управление РТУ осуществляется центральной ЭВМ, информационная система которой соединена с соответствующими датчиками и выходами систем управления ПР и РТК. Та же ЭВМ осуществляет связь РТУ с вышестоящими системами управления. Современные роботы немыслимы без машинного зрения – систем, которые позволяют воспринимать и анализировать видеоинформацию – рабочее поле робота. Машинное зрение объединяет в одном изделии цветную либо монохромную цифровую камеру высокого разрешения с качественной оптикой и светодиодной матрицей подсветки, процессор и запоминающее устройство. Кроме этого, имеется программное обеспечение, обрабатывающее информацию с цифровой камеры. Большинство современных промышленных роботов являются представителями первого поколения. Они выполняют вспомогательные операции у прессов, станков, литейных машин и т.п. Для работы роботов первого поколения необходимо, чтобы среда, в которой они действуют, была определенным образом организована. Для этого требуется создание технологической оснастки, упорядочивающей положение заготовок или деталей, инструмента. Это накладывает ограничения на применение роботов, усложняет переналадку робота на новые операции. Адаптивные роботы применяются для более сложных операций, где трудно создать строго определенную обстановку. Они могут выполнять механическую сборку, сварку, окраску, сортировку деталей, работают с движущимся конвейером, осуществляют контроль качества и размеров изделий, а также выполняют другие технологические операции.  Вершиной автоматизации является гибкое автоматизированное производство (ГАП), которое ведет к созданию гибких автоматизированных цехов и заводов, т. е. к полной автоматизации инженерного труда и производства на всех уровнях. В результате чего вместе с гибкостью производство как бы «бесплатно» приобретает высокую эффективность и экономичность — становится почти «безлюдным», рис. 4.
Вершиной автоматизации является гибкое автоматизированное производство (ГАП), которое ведет к созданию гибких автоматизированных цехов и заводов, т. е. к полной автоматизации инженерного труда и производства на всех уровнях. В результате чего вместе с гибкостью производство как бы «бесплатно» приобретает высокую эффективность и экономичность — становится почти «безлюдным», рис. 4. 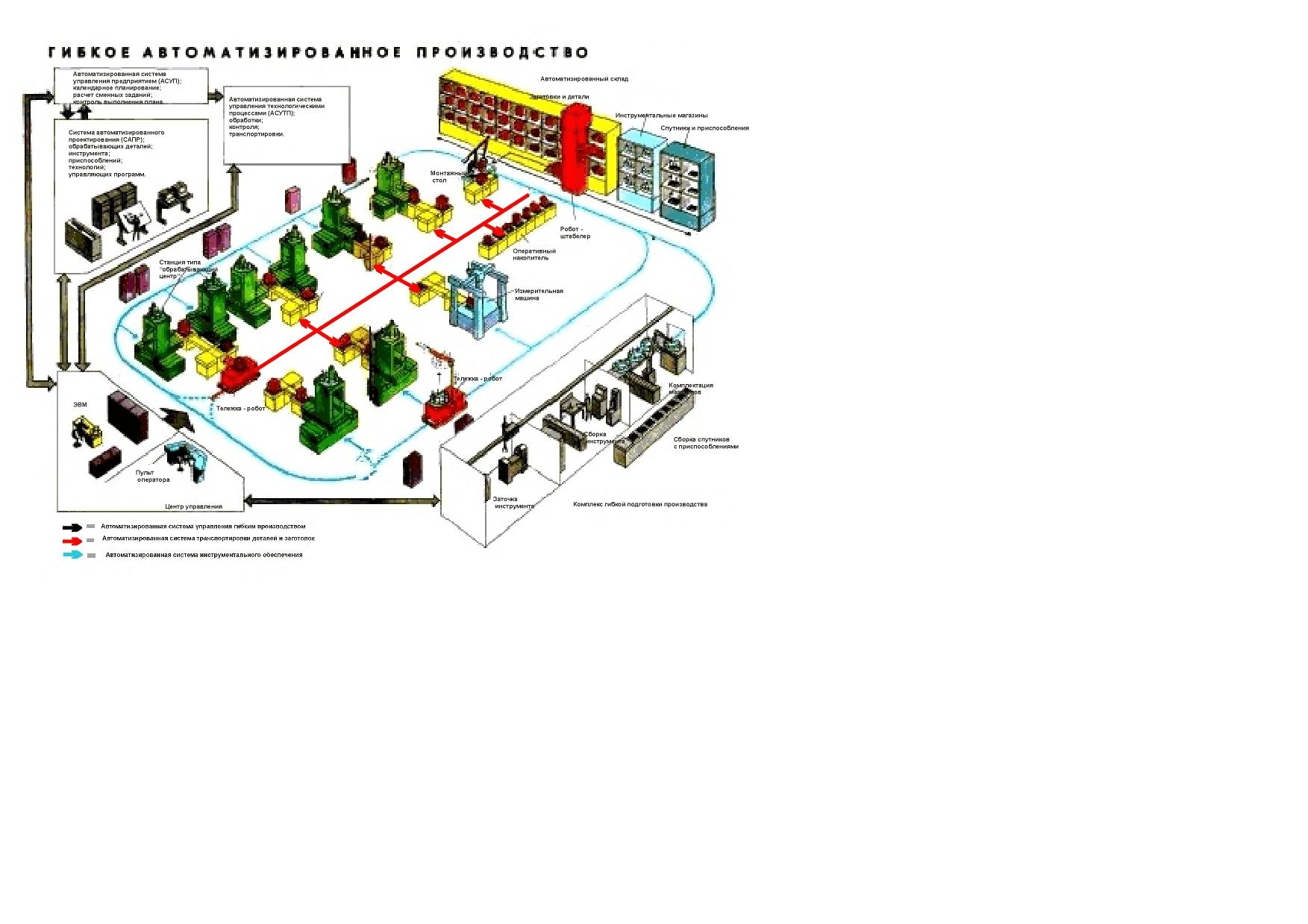 Рис. 4. Гибкое автоматизированное производство (ГАП)
Рис. 4. Гибкое автоматизированное производство (ГАП)
19.12.2018 165.89 Кб 5 Лекция № 9 и 10.doc
05.12.2018 71.17 Кб 3 Лекция №11 Післявоєнна відбудова.doc
24.04.2019 140.8 Кб 4 ЛЕКЦИЯ №11.doc
05.12.2018 78.85 Кб 3 Лекция №12 Україна в умовах десталінізації.doc
05.12.2018 66.05 Кб 1 Лекция №13 Застой_Перебудова_Незалежність.doc
26.03.2015 940.66 Кб 109 Лекция №13.docx
25.03.2015 1.6 Mб 39 Лекция №4 ДОБЫЧА ПОЛЕЗНЫХ ИСКОПАЕМЫХ.doc
05.08.2019 99.84 Кб 3 ЛЕКЦИЯ №5.doc
24.04.2019 88.06 Кб 3 ЛЕКЦИЯ №8.doc
26.03.2015 535.01 Кб 18 Лекция №9.docx
19.11.2019 95.23 Кб 3 Лекция10-2008.doc
Ограничение
Для продолжения скачивания необходимо пройти капчу:
1.Виды и задачи автоматизации
Автоматизация– это процесс, при котором функции управления и контроля осуществляются методами и средствами автоматики. В применении к любому производству автоматизация характеризуется освобождением человека от непосредственного выполнения функций управления производственными процессами и передачей этих функций автоматическим устройствам. Автоматизация позволяет решить ряд вопросов технического, экономического и социального характера.Техническая направленность автоматизации позволяет организовать технологические процессы с такой скоростью, точностью, надежностью и экономичностью, которые человек обеспечить не может.Экономическая направленность позволяет получить сравнительно быструю окупаемость первоначальных затрат за счет снижения эксплуатационных расходов и повышения объема и качества выпускаемой продукции, асоциальная направленность позволяет изменить характер и улучшить условия труда человека.
По степени автоматизации производства различают частичную, комплексную и полную автоматизацию.
Частичная автоматизация— это автоматическое выполнение отдельных производственных операций. Остальные технологические процессы осуществляются с непосредственным участием человека – оператора.Комплексная автоматизация— автоматическое выполнение основных производственных операций участка, цеха, фермы и т.д. как единого взаимосвязанного комплекса. Функции человека при комплексной автоматизации ограничиваются контролем и общим управлением.Полная автоматизация– высшая ступень, при которой автоматизируются все основные и вспомогательные участки производства, включая систему управления и контроля. Управление и контроль автоматизируются с помощью компьютеров или специализированных автоматических устройств. Функции человека при полной автоматизации сводятся к наблюдению за работой оборудования и устранению возникающих неисправностей.
Степень автоматизацииопределяется, прежде всего, экономической эффективностью и технической целесообразностью в условиях конкретного производства.

Самой простой формой управления является ручное управление, описанное выше. Для оценки значения управляемых параметров человек — оператор пользуется своими органами чувств. Выработка командной информации и определение воздействия на объект управления полностью основываются на правильности восприятия, интуиции и опыте оператора.
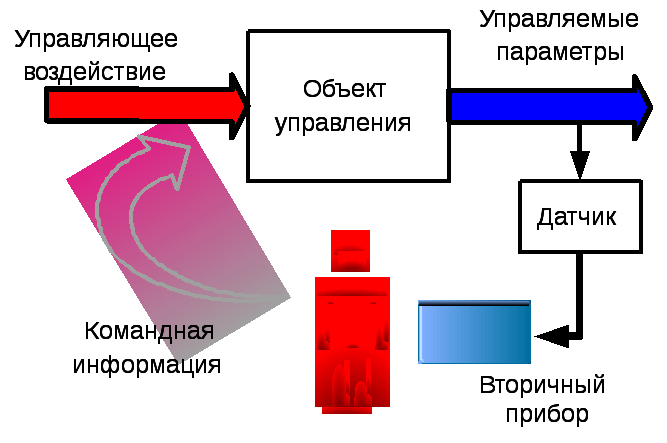
Первой функцией управления, могущей быть автоматизированной, является замена субъективного восприятия человека — оператора объективными показаниями приборов, т.е. измерение физических величин. Для этого на выходе объекта управления (рисунок 1.5) устанавливается датчик, который выполняет две функции: измеряет некоторую физическую величинуyи преобразует её в сигнал, удобный для дальнейшей передачи и преобразования. Обычно это электрический сигнал (ток или напряжение). Измеренное значение управляемой величины передаётся на вторичный прибор (ВП), который осуществляет её индикацию оператору. Датчик и вторичный прибор называютсистемой автоматической индикации. Слово «система» в переводе с греческого означает «целое, составленное из частей».
Система автоматической индикации заменяет органы чувств человека, обеспечивает быстрые, достаточно точные и объективные измерения. К вторичному прибору можно подключить регистрирующий прибор, записывающий динамику изменения технологических параметров. Эти данные могут использоваться для последующего анализа, а диаграмма, записанная регистратором, часто служит документом.
При использовании систем автоматической индикации функции оператора сводятся к определению отклонений параметров технологического процесса от допустимых, выработке величины воздействия на ОУ, и реализация этого воздействия.

Более сложные функции выполняютсистемы автоматического контроляпараметров технологического процесса. В этом случае оператор получает информацию только об отклонениях технологических параметров от заданных значений. Система автоматического контроля, кроме датчика и вторичного прибора, содержит ещё блок сравнения и логики, который сравнивает текущее значение технологического параметра с заданными. Такие системы получили самое большое распространение в сельскохозяйственном производстве. К ним относятся системы автоматического контроля процесса высева на сеялках, универсальные системы контроля зерноуборочных и свеклоуборочных комбайнов и т.д. По мере усложнения технологических процессов, повышения скорости их протекания, увеличения числа контролируемых параметров, появляется необходимость в замене человека — оператора специальными устройствами: автоматическим управляющим устройством (АУУ) и исполнительным механизмом (ИМ) АУУ выполняет функции управления: преобразует информацию состояния в командную информацию. Исполнительный механизм (ИМ) преобразует управляющий сигнал в управляющее воздействие. Система управления, в которой все операции над информацией выполняются без участия человека, называетсясистемой автоматического управления (САУ). Если часть операций выполняется человеком, то такая система называетсяавтоматизированной системой управления (АСУ). Роль человека — оператора в системе управления зависит от степени автоматизации технологического процесса (частичная, комплексная, полная). Наиболее простой структурной формой систем управления технологическими процессами являютсяодноуровневые децентрализованные системыконтроля и управления.
В
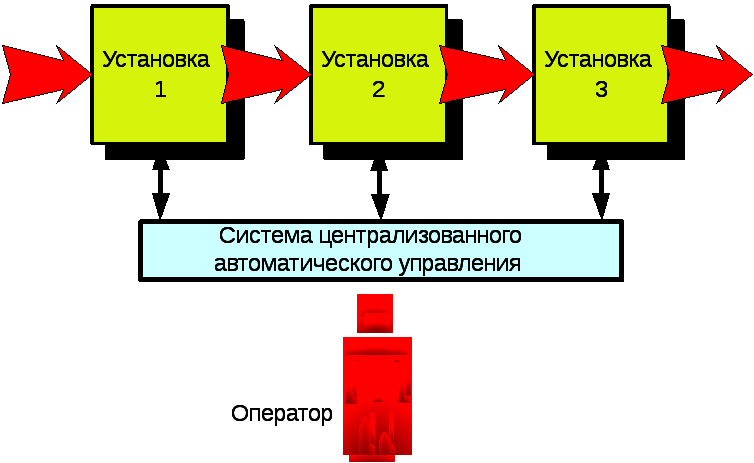 таких системах каждый технологический агрегат снабжается индивидуальным пунктом управления, оснащенным системами автоматической индикации и контроля и автоматическими регуляторами технологических параметров, которые в этом случае называютсялокальными системами управления. На этих пунктах управления также располагается аппаратура включения и выключения оборудования, аварийная защита и устройства ручного управления. Такие пункты управления размещаются обычно в непосредственной близости от каждой технологической установки, что позволяет сократить длину линий связи. Характерной особенностью локальных систем управления является то, что они обслуживают только одну, свою технологическую установку и «не знают», что делается с соседними установками. Поэтому функции оператора здесь заключаются в непосредственном контроле каждой технологической установки и изменении параметров локальных систем управления в зависимости от изменения обстановки. Оператор постоянно находится вблизи технологических установок. Одноуровневые децентрализованные системы контроля и управления технологическими процессами являются наиболее распространенными в сельскохозяйственном производстве. Более совершеннысистемы централизованного контроля и управления. Эти системы позволяют контролировать и управлять с одного пульта весь технологический процесс. Замена в централизованных системах контроля и управления оператора на управляющий компьютер позволяет получитьавтоматизированную систему управления технологическим процессом (АСУ ТП).
таких системах каждый технологический агрегат снабжается индивидуальным пунктом управления, оснащенным системами автоматической индикации и контроля и автоматическими регуляторами технологических параметров, которые в этом случае называютсялокальными системами управления. На этих пунктах управления также располагается аппаратура включения и выключения оборудования, аварийная защита и устройства ручного управления. Такие пункты управления размещаются обычно в непосредственной близости от каждой технологической установки, что позволяет сократить длину линий связи. Характерной особенностью локальных систем управления является то, что они обслуживают только одну, свою технологическую установку и «не знают», что делается с соседними установками. Поэтому функции оператора здесь заключаются в непосредственном контроле каждой технологической установки и изменении параметров локальных систем управления в зависимости от изменения обстановки. Оператор постоянно находится вблизи технологических установок. Одноуровневые децентрализованные системы контроля и управления технологическими процессами являются наиболее распространенными в сельскохозяйственном производстве. Более совершеннысистемы централизованного контроля и управления. Эти системы позволяют контролировать и управлять с одного пульта весь технологический процесс. Замена в централизованных системах контроля и управления оператора на управляющий компьютер позволяет получитьавтоматизированную систему управления технологическим процессом (АСУ ТП).
автоматический режим
3.12 автоматический режим (automatic mode): Режим работы, при котором оператор только дает команду на начало процесса обработки, а все последующие технологические операции выполняются автоматически.
3.3. автоматический режим (automatic mode): Использование системы числового программного управления (ЧПУ) для автоматического управления процессом обработки.
Смотри также родственные термины:
12. Автоматический режим косвенного управления при выполнении управляющей функции АСУТП
Режим выполнения функции АСУТП, при котором комплекс средств автоматизации АСУТП автоматически изменяет установки и (или) параметры настройки систем локальной автоматики технологического объекта управления
Автоматический режим косвенного управления при выполнении функции АСУ ТП
Режим выполнения функции АСУ ТП, при котором комплекс средств автоматизации АСУ ТП автоматически изменяет установки и (или) параметры настройки систем локальной автоматики технологического объекта управления.
Автоматический режим косвенного управления при выполнении функции АСУ ТП
Режим выполнения функции АСУ ТП, при котором комплекс средств автоматизации АСУ ТП автоматически изменяет установки и (или) параметры настройки систем локальной автоматики технологического объекта управления.
Автоматический режим косвенного управления при выполнении функции АСУ ТП
Режим выполнения функции АСУ ТП, при котором комплекс средств автоматизации АСУ ТП автоматически изменяет установки и (или) параметры настройки систем локальной автоматики технологического объекта управления.
Автоматический режим косвенного управления при выполнении функции АСУТП
Режим выполнения функции АСУТП, при котором комплекс средств автоматизации АСУТП автоматически изменяет установки и (или) параметры настройки систем локальной автоматики технологического объекта управления.
Автоматический режим косвенного управления при выполнении функции АСУТП
Режим выполнения функции АСУТП, при котором комплекс средств автоматизации АСУТП автоматически изменяет уставки и (или) параметры настройки систем локальной автоматики технологического объекта управления.
Автоматический режим косвенного управления при выполнении функции АСУТП
Режим выполнения функции АСУТП, при котором комплекс средств автоматизации АСУТП автоматически изменяет уставки и (или) параметры настройки систем локальной автоматики технологического объекта управления.
Автоматический режим косвенного управления при выполнении функции АСУТП
Режим выполнения функции АСУТП, при котором комплекс средств автоматизации АСУТП автоматически изменяет установки и (или) параметры настройки систем локальной автоматики технологического объекта управления.
Автоматический режим косвенного управления при выполнении функции АСУТП
Режим выполнения функции АСУТП, при котором комплекс средств автоматизации АСУТП автоматически изменяет уставки и (или) параметры настройки систем локальной автоматики технологического объекта управления.
Автоматический режим косвенного управления при выполнении функции АСУТП
Режим выполнения функции АСУТП, при котором комплекс средств автоматизации АСУТП автоматически изменяет уставки и (или) параметры настройки систем локальной автоматики технологического объекта управления.
Автоматический режим косвенного управления при выполнении функции АСУТП
Режим выполнения функции АСУТП, при котором комплекс средств автоматизации АСУТП автоматически изменяет установки и (или) параметры настройки систем локальной автоматики технологического объекта управления.
Автоматический режим косвенного управления при выполнении функции АСУТП
Режим выполнения функции АСУТП, при котором комплекс средств автоматизации АСУТП автоматически изменяет уставки и (или) параметры настройки систем локальной автоматики технологического объекта управления.
Автоматический режим косвенного управления при выполнении функции АСУТП
Режим выполнения функции АСУТП, при котором комплекс средств автоматизации АСУТП автоматически изменяет уставки и (или) параметры настройки систем локальной автоматики технологического объекта управления
Автоматический режим косвенного управления при выполнении функции АСУТП
Режим выполнения функции АСУТП, при котором комплекс средств автоматизации АСУТП автоматически изменяет уставки и (или) параметры настройки систем локальной автоматики технологического объекта управления.
Автоматический режим косвенного управления при выполнении функции АСУТП
Режим выполнения функции АСУТП, при котором комплекс средств автоматизации АСУТП автоматически изменяет установки и (или) параметры настройки систем локальной автоматики технологического объекта управления.
Автоматический режим прямого (непосредственного) цифрового (или аналого-цифрового) управления при выполнении управляющей функции АСУ ТП
Режим выполнения функции АСУТП, при котором комплекс средств автоматизации АСУ ТП вырабатывает и реализует управляющие воздействия непосредственно на исполнительные механизмы технологического объекта управления.
Автоматический режим прямого (непосредственного) цифрового (или аналого-цифрового) управления при выполнении управляющей функции АСУ ТП
Режим выполнения функции АСУТП, при котором комплекс средств автоматизации АСУ ТП вырабатывает и реализует управляющие воздействия непосредственно на исполнительные механизмы технологического объекта управления.
Автоматический режим прямого (непосредственного) цифрового (или аналого-цифрового) управления при выполнении управляющей функции АСУ ТП
Режим выполнения функции АСУТП, при котором комплекс средств автоматизации АСУ ТП вырабатывает и реализует управляющие воздействия непосредственно на исполнительные механизмы технологического объекта управления.
13. Автоматический режим прямого (непосредственного) цифрового (или аналого-цифрового) управления при выполнении управляющей функции АСУТП
Режим выполнения функции АСУТП, при котором комплекс средств автоматизации АСУТП вырабатывает и реализует управляющие воздействия непосредственно на исполнительные механизмы технологического объекта управления
Автоматический режим прямого (непосредственного) цифрового (или аналого-цифрового) управления при выполнении управляющей функции АСУТП
Режим выполнения функции АСУТП, при котором комплекс средств автоматизации АСУТП вырабатывает и реализует управляющие воздействия непосредственно на исполнительные механизмы технологического объекта управления.
Автоматический режим прямого (непосредственного) цифрового (или аналого-цифрового) управления при выполнении управляющей функции АСУТП
Режим выполнения функции АСУТП, при котором комплекс средств автоматизации АСУТП вырабатывает и реализует управляющие воздействия непосредственно на исполнительные механизмы технологического объекта управления.
Автоматический режим прямого (непосредственного) цифрового (или аналого-цифрового) управления при выполнении управляющей функции АСУТП
Режим выполнения функции АСУТП, при котором комплекс средств автоматизации АСУТП вырабатывает и реализует управляющие воздействия непосредственно на исполнительные механизмы технологического объекта управления.
Автоматический режим прямого (непосредственного) цифрового (или аналого-цифрового) управления при выполнении управляющей функции АСУТП
Режим выполнения функции АСУТП, при котором комплекс средств автоматизации АСУТП вырабатывает и реализует управляющие воздействия непосредственно на исполнительные механизмы технологического объекта управления.
Автоматический режим прямого (непосредственного) цифрового (или аналого-цифрового) управления при выполнении управляющей функции АСУТП
Режим выполнения функции АСУТП, при котором комплекс средств автоматизации АСУТП вырабатывает и реализует управляющие воздействия непосредственно на исполнительные механизмы технологического объекта управления.
Автоматический режим прямого (непосредственного) цифрового (или аналого-цифрового) управления при выполнении управляющей функции АСУТП
Режим выполнения функции АСУТП, при котором комплекс средств автоматизации АСУТП вырабатывает и реализует управляющие воздействия непосредственно на исполнительные механизмы технологического объекта управления.
Автоматический режим прямого (непосредственного) цифрового (или аналого-цифрового) управления при выполнении управляющей функции АСУТП
Режим выполнения функции АСУТП, при котором комплекс средств автоматизации АСУТП вырабатывает и реализует управляющие воздействия непосредственно на исполнительные механизмы технологического объекта управления.
Автоматический режим прямого (непосредственного) цифрового (или аналого-цифрового) управления при выполнении управляющей функции АСУТП
Режим выполнения функции АСУТП, при котором комплекс средств автоматизации АСУТП вырабатывает и реализует управляющие воздействия непосредственно на исполнительные механизмы технологического объекта управления.
Автоматический режим прямого (непосредственного) цифрового (или аналого-цифрового) управления при выполнении управляющей функции АСУТП
Режим выполнения функции АСУТП, при котором комплекс средств автоматизации АСУТП вырабатывает и реализует управляющие воздействия непосредственно на исполнительные механизмы технологического объекта управления
Автоматический режим прямого (непосредственного) цифрового (или аналого-цифрового) управления при выполнении управляющей функции АСУТП
Режим выполнения функции АСУТП, при котором комплекс средств автоматизации АСУТП вырабатывает и реализует управляющие воздействия непосредственно на исполнительные механизмы технологического объекта управления.
Автоматический режим работы
Режим работы, обеспечивающий автоматическое выполнение технологических операций в процессе непрерывного транспортирования предметов производства и инструмента с заданной производительностью
Определения термина из разных документов: Автоматический режим работы
Словарь-справочник терминов нормативно-технической документации . academic.ru . 2015 .
- Автоматический регулятор
- Автоматический режим косвенного управления при выполнении управляющей функции АСУТП
Полезное
Смотреть что такое «автоматический режим» в других словарях:
- автоматический режим — — [Лугинский Я. Н. и др. Англо русский словарь по электротехнике и электроэнергетике. 2 е издание М.: РУССО, 1995 616 с.] Тематики электротехника, основные понятия EN automatic modehands off … Справочник технического переводчика
- Автоматический режим косвенного управления при выполнении функции АСУТП — Режим выполнения функции АСУТП, при котором комплекс средств автоматизации АСУТП автоматически изменяет установки и (или) параметры настройки систем локальной автоматики технологического объекта управления. Источник … Словарь-справочник терминов нормативно-технической документации
- Автоматический режим косвенного управления при выполнении функции АСУ ТП — Режим выполнения функции АСУ ТП, при котором комплекс средств автоматизации АСУ ТП автоматически изменяет установки и (или) параметры настройки систем локальной автоматики технологического объекта управления. Источник … Словарь-справочник терминов нормативно-технической документации
- Автоматический режим прямого (непосредственного) цифрового (или аналого-цифрового) управления при выполнении управляющей функции АСУ ТП — Режим выполнения функции АСУТП, при котором комплекс средств автоматизации АСУ ТП вырабатывает и реализует управляющие воздействия непосредственно на исполнительные механизмы технологического объекта управления. Источник … Словарь-справочник терминов нормативно-технической документации
- Автоматический режим косвенного управления при выполнении функции АСУТП — Режим выполнения функции АСУТП, при котором комплекс средств автоматизации АСУТП автоматически изменяет установки и (или) параметры настройки систем локальной автоматики технологического объекта управления. Источник … Словарь-справочник терминов нормативно-технической документации
- Автоматический режим работы — Режим работы, обеспечивающий автоматическое выполнение технологических операций в процессе непрерывного транспортирования предметов производства и инструмента с заданной производительностью Источник … Словарь-справочник терминов нормативно-технической документации
- Автоматический режим прямого (непосредственного) цифрового (или аналого-цифрового) управления при выполнении управляющей функции АСУТП — 13. Автоматический режим прямого (непосредственного) цифрового (или аналого цифрового) управления при выполнении управляющей функции АСУТП Режим выполнения функции АСУТП, при котором комплекс средств автоматизации АСУТП вырабатывает и реализует… … Словарь-справочник терминов нормативно-технической документации
- Автоматический режим косвенного управления при выполнении управляющей функции АСУТП — 12. Автоматический режим косвенного управления при выполнении управляющей функции АСУТП Режим выполнения функции АСУТП, при котором комплекс средств автоматизации АСУТП автоматически изменяет установки и (или) параметры настройки систем локальной … Словарь-справочник терминов нормативно-технической документации
- автоматический режим работы — automatinis darbo režimas statusas T sritis automatika atitikmenys: angl. automatic operation vok. automatischer Betrieb, m rus. автоматический режим работы, m pranc. fonctionnement automatique, m … Automatikos terminų žodynas
- Автоматический режим — Специальный режим работы кондиционера. Датчики периодически измеряют температуру внутри помещения. На основании проведенных замеров и заданной температуры блок управления подбирает оптимальный режим работы, соответствующий текущим условиям.… … Глоссарий терминов бытовой и компьютерной техники Samsung
- Обратная связь: Техподдержка, Реклама на сайте
- �� Путешествия
Экспорт словарей на сайты, сделанные на PHP,
WordPress, MODx.
- Пометить текст и поделитьсяИскать в этом же словареИскать синонимы
- Искать во всех словарях
- Искать в переводах
- Искать в ИнтернетеИскать в этой же категории