Термитная сварка
Термитная сварка подразумевает, что источником теплоты служит перегретый расплавленный металл, образовавшийся в результате горения термитов — порошкообразных смесей металлов с оксидами других металлов.
Для сварки чаще всего применяют алюминиевые термиты, содержащие 20–25% алюминиевого порошка и 75–80% железной окалины. Кроме того, в термиты можно вводить легирующие элементы для улучшения механических свойств и металлический наполнитель — железную обсечку для увеличения выхода жидких продуктов реакции.
Воспламенение термитной смеси происходит при температуре более 1300 °С. Для этого применяют термитные спички или электрозапальные устройства. Начавшееся горение протекает бурно, быстро распространяется на весь объем смеси, и термит полностью сгорает за 20–30 с. Термит сжигают в огнеупорном тигле. Размер тигля зависит от величины сжигаемой порции термита. После сжигания термита в тигле находится жидкая сталь и шлак в сильно перегретом состоянии: на 1 кг термитной смеси образуется 550 г расплавленной стали и 450 г шлака, состоящего из оксида алюминия.
Термитной сваркой сваривают в основном рельсы, стыки арматуры, провода, линии связи и электропередачи. Ее можно использовать для ремонта крупных стальных и чугунных деталей, а также для приливки отломанных частей стальных деталей, например зубьев крупных шестерен.
Другие страницы по теме
Термитная сварка
- Сварщики, аттестованные НАКС по виду деятельности Т — термитная сварка.
- Специалисты по термитной сварке
Чтобы удержать жидкий металл в месте сварки, применяют сварочные разъемные формы. Наиболее распространена сварка способом промежуточного литья с предварительным подогревом стыка или без подогрева. В первом случае стык собирают с зазором 12–14 мм, устанавливают и закрепляют форму. Закрепленную форму промазывают огнеупорной глиной. Затем через отверстие в наружной половине формы вставляют горелку, и концы стыкуемых деталей нагревают до 850–900 °С. Термитный металл, расплавленный в тигле, после выдержки в течение 4–6 с выпускают в форму.
Для термитной сварки способом промежуточного литья без предварительного подогрева стыка тигель и форма составляют одно целое. Тигельное пространство отделено от заливаемого заформованного пространства запорной пластиной, толщина которой выбрана так, чтобы она расплавилась после окончания термитной реакции. Перегретый металл заливают в форму, оплавляют концы стыкуемых деталей, и образуется сварное соединение. Первая порция металла, которая стекает в дополнительное пространство, образуя прибыль, подогревает концы стыкуемых деталей. Расход термита для сварки без подогрева почти в 2 раза больше, чем для сварки с подогревом, однако производительность сварки значительно выше, так как предварительный подогрев занимает 15–20 мин.
Поперечное сечение тигля для термитной сварки и принципиальная схема арматурных стержней показаны на рисунке.
Наличие влаги в форме, на соединяемых кромках, недопустимо, так как при заливке расплавленного металла образовавшийся пар может привести к выбросу жидкого металла. Согласно правилам техники безопасности персонал должен иметь защитную одежду, лицо закрывать прозрачным щитком.

Рисунок. Термитная сварка арматуры :
1 — тигель; 2 — термитная смесь; 3 — огнеупорная глина; 4 — свариваемое изделие; 5 — асбестовое уплотнение
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
Термитная сварка: виды, преимущество, применение

Термитная сварка основана на способности некоторых порошкообразных механических смесей металлов с окислами металлов (термитов) сгорать, выделяя большое количество тепла.
В качестве окислов в термитных смесях используют железную окалину (закись железа), а в качестве горючих металлов — алюминий, магний и др. Источником кислорода в термите является окисел железа, а источником тепла — металл, входящий в смесь в чистом виде.
Для получения теплового эффекта количество тепла, выделяющееся при сгорании горючего вещества, должно быть больше, чем требуется для разложения окисла. Характерным для термитной сварки является сгорание термита в течение нескольких секунд, за это время и выделяется все количество тепла.
Виды термитной сварки и их применение
Различают термитно-тигельную и термитно-муфельную сварки КС.
Для термитно-тигельной сварки применяют сухие порошкообразные термитные смеси. При сварке стальных полос и стержней контуров заземления используют алюминиевый термит, состоящий из 23% алюминиевого порошка и 77% окалины (по массе). Процентное содержание алюминия и железной окалины в термитной смеси колеблется в зависимости от сорта окалины и чистоты алюминиевого порошка. Для увеличения выхода железа, выделяющегося при сгораний термита, а также снижения температуры реакции в термит добавляют стальные отходы гвоздильного производства.
При термитной сварке стальных стержней и полос для этих же целей используют стальной вкладыш (кружок, закрывающий литниковое отверстие тигеля). Интенсивность процесса горения термита зависит от размеров зерен компонентов. Для стабильного ведения процесса сварки применяют гранулированные зерна размером от 0,25 до 1,5 мм. Для улучшения качества сварного соединения в термитные смеси вводят легирующие присадки — 80%-ный ферромарганец и ферросилиций в количествах соответственно 1,4 и 0,15% по массе.
Особенность термитно-тигельной сварки состоит в том, что концы соединяемых стержней оплавляются и соединяются металлом, образующимся при сгорании термитной смеси.
Для соединения стальных однопроволочных проводов линий связи применяют цилиндрические термитные шашки со сквозным продольным отверстием. Отверстие соответствует диаметру свариваемых проводов. Термитные шашки прессуются из смеси, содержащей 25% пиротехнического магния марки МПФ и 75% железной окалины. В качестве связующего вещества используется нитролак марки НЦ-551, который добавляется в количестве около 14% массы сухой смеси (сверх 100% смеси).
Для сварки алюминиевых жил термитно-тигельный способ непригоден. Использовать термтно-муфельную сварку в таком виде, как она применяется для сварки стали, когда осуществляется непосредственный контакт между муфельной шашкой и алюминиевым проводом, неприемлемо по ряду причин:
1. при горении термитного муфеля алюминий вступает в реакцию, что приводит к выгоранию металла у поверхности свариваемых проводников,
2. продукты реакции попадают в алюминий сварочной ванны и ухудшают характеристики соединения,
3. провода на выходе из термитного муфеля оплавляются, что приводит к уменьшению их сечения, при сварке многопроволочных проводников отдельные проволочки жилы перегорают.
Для сварки многопроволочных проводов разработаны термитные патроны , которые представляют собой термитную шашку с металлическим кокилем . При термитно-муфельной сварке (в отличие от термитно-тигельной) в результате сгорания термита не возникают продукты реакций в жидком виде. В процессе сгорания образуется пористая масса окиси магния, которая впитывает расплавленное железо, поэтому магниевый термит не дает жидких, растекающихся шлаков.
Рецептура термитной массы для изготовления термитных шашек к патронам типов ПА, ПАС и др. та же, что и при изготовлении термитных шашек для соединения стальных однопроволочных проводов.

Сварку алюминия и его сплавов затрудняет пленка окиси алюминия, которой он быстро покрывается на воздухе. Поэтому удаление окислов и защита от дальнейшего окисления сварочной ванны имеют большое значение при сварке.
Влияние окисной пленки уменьшают при помощи флюсов, которыми перед сваркой покрываются соединяемые проводники и присадочные прутки. Флюсы растворяют окись и переводят ее в легкоплавкий шлак, который всплывает на поверхность. При этом пленка жидкого шлака покрывает в процессе сварки поверхность расплавленного металла сварочной ванны, изолирует эту поверхность от воздуха и этим защищает от дальнейшего окисления. Однако остатки флюсов вызывают коррозию проводов, поэтому при выполнении КС следуем по возможности избегать применения флюсов.
Одним из лучших является флюс марки АФ-4А, в состав которого входят хлористый натрий — 28%, хлористый калий — 50%, хлористый литий — 14%, фтористый натрий — 8% (по массе). Этот флюс можно применять только в тех случаях, когда сварное соединение полностью защищено от внешних воздействий.
Значительно меньшую коррозию вызывает трехкомпонентный флюс ВАМИ (хлористый калий — 50%, хлористый натрий — 30%, криолит марки К-1 — 20%). Однако и при его применении необходимо принимать меры для защиты соединений от коррозии. Остатки флюсов на КС после сварки следует удалять зачисткой или промывкой.
При сварке алюминиевых проводов термитным патроном в его литниковое отверстие вводят присадочный пруток, который плавится для увеличения жидкого металла в кокиле. В качестве присадочных прутков используется прутковый алюминий или зачищенные проволоки свариваемых проводов. Присадочные прутки изготавливают свиванием предварительно обезжиренных и зачищенных нескольких проволок диаметром 2 мм.
Преимущества термитной сварки
Термитную сварку выгодно отличают независимость от источников электроэнергии или газа, отсутствие потребности в сложном оборудовании, а также возможность выполнения соединений в линейных условиях монтажным, ремонтным и эксплуатационным персоналом.
Термитная сварка неизолированных проводов
Наиболее экономично соединять провода на высоковольтных линиях электропередачи термической сваркой. При этом способе не требуются сложное оборудование и специальный инструмент.
Термитная сварка проводов, если она выполнена с полным соблюдением установленной технологии, является наиболее простым и надежным способом соединения.
При термитной сварке образуется цельнометаллическое соединение концов проводов, сечение металла в котором больше, чем у соединяемых проводов, а электрическое сопротивление меньше, чем участка целого провода равной длины.
Соединения многопроволочных проводов, выполненные термитной сваркой, не изменяют электрические характеристики с течением времени, а следовательно, не требуют дополнительных затрат рабочего времени на профилактические испытания.
Однако сварочные соединения нужно выполнять только качественно. Некачественные соединения проводов могут получиться из-за небрежной подготовки провода, применения неотрегулированных клещей, недостаточной или чрезмерной, а также односторонней подачи, заедании проводов в патроне и т. д.
Как показывает опыт работы по сварке проводов, наиболее частыми причинами некачественной сварки являются заедание проводов в патроне и односторонняя подача провода. Заедание одного из проводов в кокиле патрона также ведет к односторонней подаче провода.
При сварке проводов на линиях электропередачи наблюдались случаи, когда при самой тщательной подготовке проводов и клещей сварка все же не получалась из-за односторонней подачи провода в кокиль термопатрона.
Выполнение термитной сварки проводов
Термитную сварку проводов производят с помощью термитных патронов (рис. 1).
Термитный патрон для сварки алюминиевых и сталеалюминиевых проводов состоит из следующих основных элементов:
- кокиля из листовой стали толщиной 0,5 — 1,25 мм для защиты верхнего повива провода от пережога и попадания в зону сварки вредных примесей, образующихся от сгорания термитной массы,
- вкладыша из алюминия для образования зоны сварки и заполнения пустот,
- термитной шашки, которая при сгорании выделяет необходимое количество тепла для расплавления вкладыша и концов свариваемых проводов в зоне сварки.
Термитный патрон для сварки медных проводов состоит из кокиля, изготовленного из листовой меди толщиной 1,5 — 2 мм или из медных труб, вкладыша из сплава меди с фосфором марки МФ-3 и термитной шашки.
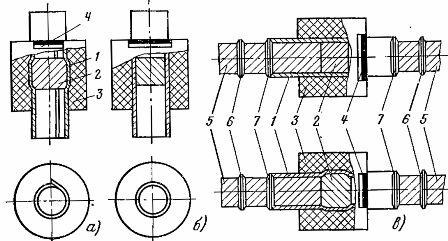
Рис. 1. Термитные патроны: а — для алюминиевых и сталеалюминиевых проводов, б — для медных и бронзовых проводов, в — положение термитных патронов на проводах перед сваркой, 1—кокиль, 2 — вкладыш, 3 — термитный муфель (шашка), 4 — место этикетки, 5 — провод, 6 — ограничительный бандаж, 7 — асбестовое уплотнение.
Правильная подготовка концов проводов под термитную сварку имеет большое значение для высококачественной сварки соединения. Концы должны быть тщательно очищены от загрязнений, обезжирены бензином от смазки и просушены. Удаление смазки с концов проводов и их сушка необходимы, так как при сгорании смазки или остатков бензина образуются газы, препятствующие заполнению места сварки расплавленным металлом и способствующие образованию раковин и каверн.
Концы свариваемых проводов отторцовываются так, чтобы плоскость среза была ровной и строго перпендикулярной оси провода. Торцевание проводов сечением до 150 мм 2 производят монтажными ножницами для резки проводов, а проводов сечением более 150 мм 2 — при помощи ножовки или специального приспособления.
Чаще всего некачественная сварка происходит из-за односторонней подачи концов провода вследствие того, что металл вкладыша плавится вначале с одной стороны и происходит затирание или заедание концов провода в кокиле.
При термитной сварке проводов нужно следить за подачей концов свариваемых проводов с обоих концов кокиля. Металл в зоне сварки находится в жидком состоянии еще в течение нескольких минут после сгорания термитной массы и до тех пор, пока шлак, образовавшийся после сгорания термитной массы, не остынет до темного цвета. По этой же причине не следует спешить с ослаблением нажатия клещей и преждевременным отвертыванием воротков с плашками, крепящими концы проводов в клещах.
Телеграмм канал для тех, кто каждый день хочет узнавать новое и интересное: Школа для электрика
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Не пропустите обновления, подпишитесь на наши соцсети:
Сварка термитом: где применяется термитная сварка, что такое термит
Сварка может быть не только электрической или газовой. Различают еще так называемую алюмотермическую сварку, которую в народе называют «термитной». Данная разновидность сварки используется во многих областях производства, строительства и ремонта. В некоторых случаях сварка термитом является единственным из возможных методов получения качественного и надежного шовного соединения.
Термитная сварка известна еще с середины XIX века. Активное применение данного метода сварки началось в начале XX столетия, а уже к 50-м годам прошлого века алюмотермический метод создания швов обошел по уровню распространения электродуговую и газовую виды сварки.

Сварка термитом – технология соединения металлических поверхностей, основанная на способности алюминия восстанавливать оксиды многих металлов. Восстановительная реакция происходит с выделением большого количества тепловой энергии, до 3500 С. Это и позволяет соединять элементы различных металлоизделий.
В состав простейшей термитной смеси входят измельченные до состояния мелкодисперсного порошка:
В более специализированных термитах к основному составу добавляются легирующие компоненты, которые раскисляют расплав и хорошо структурируют его (ферротитан, ферромарганец, феррованадий и пр.). Легирующие компоненты термитной смеси делают шовное соединение более прочным и надежным. В обзоре будет рассказано о том, как варить термитом.
Область применения термитной сварки
Главным преимуществом термита перед другими видами сварки является полная автономность и мобильность. Для термитной сварки не нужен внешний источник энергии. При осуществлении сварочных работ не потребуется ни трансформатор/инвертор, ни генератор, ни баллоны.
Термитная сварка хорошо себя зарекомендовала при работе в полевых условиях, где затруднительно использовать стандартные средства.
Интересной особенностью термита является возможность горения в бескислородной среде. Для поддержания горения кислород берется из окалины (оксида железа).
При помощи термитной сварки обычно выполняют следующие работы:
- Стыковка рельсовых путей
- Соединение трубопровода
- Заделка трещин, раковин и прочих видов брака/износа
Читайте также:
Художественная ковка своими руками
Термитная сварка является незаменимой при сборке крупногабаритных деталей. При помощи термита принято соединять: лопасти гребных винтов, элементы якорей, компоненты заземляющих конструкций и прочее-прочее.

Крупногабаритные детали обычно поставляются к месту монтажа по частям. Разборная конструкция соединяется по месту, перед непосредственной установкой. Для этого рациональней всего использовать термит. Сварка термитом позволяет без особых усилий получать шов высокого качества. При этом можно сэкономить уйму времени, сил и энергоресурсов.
Дополнительно термит хорошо себя зарекомендовал при соединении различных проводов, кабеля, троса, арматуры и прочего металлопроката.
В активной фазе алюмотермической реакции термитная смесь превращается в жидкий расплав. Восстановленное алюминием железо становиться текучим. Это свойство термита позволяет использовать сварку при ремонте плит и прочих металлоизделий. То есть расплав равномерно растекается по поверхности металла, надежно устраняя таким образом следы износа или брака.
Как варить термитом.

Технология сварки термитом
Для осуществления термитной сварки нужны 3 вещи:
Форма предназначена для создания контура под жидкий расплав. При помощи формы определяются границы сварочного шва. При сварке каких-то нестандартных крупногабаритных металлоизделий форму приходится изготавливать в индивидуальном порядке. В таких случаях форма является одноразовой.
Тигель необходим для непосредственного протекания алюмотермической реакции. То есть в тигле горит термитная смесь. Из тигля жидкий расплав попадает в форму, где и происходит соединение металлических поверхностей.
Для термитной сварки стандартизированных металлоизделий (рельсы, трубы, провода и пр.) нередко применяется тигле-форма. Данное устройство совмещает в себе и тигель, и форму. Тигле-формы предназначены для работы с каким-то определенным видом изделий. Существуют стандартизированные тигле-формы для рельс, труб, проводов, арматуры и т.д.
Тигле-форма изготавливается из жаростойкого материала. Обычно это графит. Такие устройства являются многоразовыми. Графитовая тигле-форма способна выдерживать создание 200-300 шовных соединений при помощи термитной сварки.
Читайте также:
Как выбрать грузоподъемные стропы, виды строп
Как изготавливается термитная смесь
В большинстве случаев термитная смесь представлена фасовкой цилиндрической формы. Такие «колбаски» изготавливают под конкретно взятые работы. Универсального термита не существует. А если и используется первый попавшийся под руку термит, то есть высокая вероятность получения некачественного шва.
Дело в том, что при использовании термита необходимо рассчитать, чтобы расплава точно хватило на соединение стыкуемых поверхностей. Объема термитной смеси должно быть не больше и не меньше, чем того требуется в конкретно взятом случае.
Для получения термита нужны 3 компонента:
Все ингредиенты должны быть представлены мелкодисперсным порошком. Чем тоньше помол термита, тем на более качественном уровне будет протекать алюмотермическая восстановительная реакция.

- В качестве оксида железа принято использовать отходы металлургического производства. При создании отливок и термообработке заготовок на поверхности металла образуется корка. Это и есть оксид железа в чистом виде.
Разумеется, для изготовления качественного термита первичный оксид железа подвергается дополнительной обработке. Потенциала сырой окалины недостаточно, чтобы обеспечить эталонные условия для протекания термической реакции в бескислородной среде.
В данном случае окалина проходит дополнительную термообработку в условиях интенсивного окисления.

- Для получения мелкодисперсного алюминиевого порошка используется запатентованная технология. Обычно алюминий получают методом мелкоабразивной шлифовки и хонингования. Таким же образом производят и легирующие присадки.
- Касательно легирующих компонентов, они добавляются в смесь по мере необходимости, в определенном количестве и определенном составе.
Термит можно приготовить и без легирующих присадок, но в этом случае шовное соединение будет не таким надежным и долговечным. При сварке элементарным термитом, так называется чистая термитная смесь, без присадок, оксид железа и алюминий берутся из расчета 1:1.
При сварке термитом конструкций из нержавеющей стали в роли легирующих компонентов чаще всего используются ферротитан и феррованадий. В данном случае легирующие компоненты значительно повышают прочностные характеристики шва, что позитивно отражается на надежности и долговечности всей металлоконструкции.
Читайте также:
Виды металлопроката

Как горит термит
Капсула с термитом закладывается в тигель, после чего следует создать на поверхности шихты температурный толчок. Для получения эталонной алюмотермической реакции температурный толчок должен равняться отметке 1350 С или превышать ее.
Сила начального горения быстро увеличивается. На пике горения температура может достигать отметки свыше 3000 С. Столь высокий нагрев в считанные секунды превращает шихту в жидкий расплав, который из тигля перемещается в форму.
Некоторая часть температуры, которая выделяется при сгорании термита, расходуется на нагрев как тигля, так и соединяемых металлических поверхностей. Это несколько снижает эффективность термита. Чтобы свести к минимуму теплопотери, перед установкой формы стыкуемые поверхности хорошо нагревают, фактически докрасна.
Заполнив форму расплав нагревает до высокой температуры прилегающие металлические поверхности. Контактная область по сути становится одним целым, как при натуральном литье. Так происходит формирование термитного шва.
Скорость термитной реакции обычно находится в пределах 20-30 секунд. Конечно, точное время сгорания термита зависит от объема шихты.
При сгорании шихты шлак всплывает наверх. Это происходит из-за разницы в плотности металлического расплава и несгораемых включений. После непродолжительного охлаждения, обычно около 5 минут, следует убрать тигель и разобрать форму. Поверхности термитного шва нужно зачистить. Если соединялись достаточно крупные детали, по типу рельс, то шов обычно чистят болгаркой с насадкой для шлифования.
Термитный шов обладает превосходными физико-механическими свойствами. Металл в области такого шва имеет качественную мелозернистую структуру. Термитные швы не имеют ни раковин, ни других дефектов. В некоторых случаях термитные швы подвергаются прессованию, что позволяет сделать соединения неимоверно прочными.
Технология термитной сварки, подготовка нужной смеси
Сварочные процессы при работе с металлами являются неотъемлемой составляющей. При этом привычные для нас режимы сварки, включающие в себя ручную дуговую и полуавтоматическую сварку, не всегда уместны, да и не всегда выполнимы. При соединении металлических конструкций больших габаритов требуется создание особых условий, а нередко такая необходимость возникает вне населенных пунктов. Естественно, об источниках питания, инверторах и газовом оборудовании речи быть не может. Единственным возможным вариантом является термитная сварка.

Технология
В качестве расходного материала при соединении деталей выступает специальная порошковая смесь, куда входят такие элементы, как алюминий, магний и окислы железа. Эти порошки называются термитами. При их сгорании выделяется энергия. Этой энергии достаточно, чтобы перевести кромки соединяемых деталей в полужидкое состояние. Происходит смешивание металла с материалом смеси и последующая кристаллизация.
Для осуществления процесса сварки на первоначальном этапе необходимо поджечь смесь. Температура ее возгорания достигает 1350°C градусов. Разработано несколько эффективных способов поджога. Указанной температуры можно достичь получением электрического разряда, взрывом пиропатрона или горением специального шнура.

При горении термита температура внутри смеси повышается до 2400-2700°C градусов. Большинство металлов имеют температуру плавления, ниже этого значения.
В данной технологии примечательно то, что для горения не нужно поступление атмосферного кислорода. Окислителя вполне достаточно внутри самой смеси. При необходимости можно вести термитную сварку в среде инертного газа.
Применение
Если в качестве термита используется алюминиевая пудра, то процедура сварки представляет собой наплавление на торцы деталей. Она подходит для соединения заготовок из чугуна и прочих хрупких сплавов. В отрасли железнодорожного транспорта термитная сварка востребована при ремонте или соединении рельсов. В ГОСТ Р 57181-2016 прописаны все требования к сварочному процессу. Термитная сварка применяется в машиностроении, она незаменима при производстве гребных винтов для морского транспорта или коленчатых валов автомобилей.

Применение данный вид сварки нашел и на металлообрабатывающих предприятиях. Часто приходится ремонтировать прокатные станы, роторные валы, различные прессы или ковши. Все перечисленное считается крупногабаритным оборудованием, поэтому возможен только один тип сварки. Необходимо подчеркнуть, что именно благодаря сгоранию термита возможно качественное соединение проводов на линиях электропередачи и связи. В данном случае применяются составы, содержащие магний.
Виды
Существует классификация, в которой выделяется два вида термитной сварки, это муфельная и тигельная. Они используются, в зависимости от поставленных внешних условий. Тигельную сварку чаще всего называют алюминотермитной и применяют при соединении элементов заземляющих контуров, а также прочих металлоконструкций, требующих ремонта методом наплавки. В состав термита входит алюминиевый порошок и окисел железа. Примерное соотношение пропорции — 23 к 70. При сгорании состава образуется окалина, которая в расплавленном виде соединяет детали.
Важным достоинством алюмотермитной сварки является возможность соединять заготовки из чугуна без заметных стыков. Но алюминиевые детали соединяют другим способом – муфельной сваркой. По причине испарения алюминия при высоких температурах в муфельной сварке в качестве термита используется магний. Расплавленный состав впитывается в поверхности, не растекаясь по ним. Но при работе с алюминием необходимо удалять окисную пленку. Для этого следует добавлять специальный флюс.

Существует четыре способа ведения термитной сварки.
- Первый способ характерен соединением встык. Но предварительно торцы деталей обрабатываются и зачищаются. Чтобы избежать деформации от неравномерного нагрева металла, свариваемые участки оборачиваются термоизоляционной пленкой. После сгорания термита образовавшийся жидкий металл, находящийся в тигле, выливается в оставленный между заготовками зазор. После этого заготовки прижимаются друг к другу и стыкуются.
- Промежуточное литье считается менее затратным и технологически более легким. Расплавленный металл из тигля выливается в зазор. При этом детали не подготавливаются предварительно, что существенно упрощает процесс.
- Комбинированная сварка характерна тем, что сочетает в себе технологию соединения встык и промежуточного литья. Обычно она используется при сварке рельсов. Торцы заготовок зачищаются, а между ними помещается пластинка из металла. После заливки сплава рельсы прижимаются друг к другу. При возможности шов по периметру повторно обваривается.
- Метод дуплекс подразумевает последующую спрессовку заготовок после заливки сплава.

Составы
Как было уже указано выше, железоалюминиевая термитная сварка стала наиболее популярной. Основная масса термита представлена оксидом железа. Алюминия в смеси всего 25%, но можно встретить в составе и дополнительные компоненты. Добавляют флюс, легирующие присадки и железную обсечку. Горение термита и плавление смеси происходит магнезитовом тигле. Помимо алюминия возможно комбинирование следующих элементов:
- Магний (31%) и оксид железа (69%).
- Кальций (43%) и оксид железа (57%).
- Титан (31%) и оксид железа (69%).
- Кремний (21%) и оксид железа (79%).

В зависимости от области применения сварки, готовятся различные виды смесей. Железная окалина и алюминиевый порошок дают элементарную смесь. Необходимо строго соблюдать пропорции. Для соединения и ремонта на железной дороге создается специальный рельсовый состав. При алюминотермитной сварке в шихту вводится стальной наполнитель, который состоит из ферромарганца и графитной стружки. Легированные стали соединяются с помощью особого состава. В нем присутствуют присадки из ферротитана или феррованадия.
Чугунные изделия, как правило, к сварке предъявляют особые требования. Так, в составе термита для чугуна в обязательном порядке должен присутствовать кремний. При соблюдении технологии можно получить достаточно качественное и прочное соединение. Марганец в таких присадках не применяется.
Алюминотермитная сварка рельсов
Всю процедуру можно условно поделить на отдельные этапы. Сначала рассчитывают общее выделившееся количество теплоты. Его должно быть достаточно для процесса сварки. Подбирают оптимальный состав термитной шихты. Смесь должна быть равномерной по составу. Любым доступным способом обеспечивают поджиг смеси. Необходимо достичь температуры 1350°C градусов.
В дальнейшем происходит повышение температуры в термитной шихте. Расплавленный металл из термита получается за 20-30 секунд. Его масса составляет примерно половину от массы смеси. Остальная половина приходится на шлак. Металл осядет на дне тигля, а шлак, в силу меньшей плотности, всплывет наверх.

Сложность ремонта рельсов состоит в том, что все работы приходится выполнять в полевых условиях. Рельсосварочный аппарат достаточно массивен, однако его использование – единственная возможность провести ремонтные работы. На первом шаге следует подготовить торцы. Они должны быть ровными, а зазор между ними составляет 2-3 см. Свариваемые элементы выравниваются и фиксируются в одном положении. После установки огнеупорной формы осуществляется сама сварка.
Каждый сварщик желает получить качественный результат. В отличие от ручной дуговой сварки, термитная сварка требует точных расчетов. Необходимо правильно выбрать общее количество порошка, чтобы образовавшийся металл полностью заполнил зазор. В приготовлении смеси важно тщательно перемешать все составляющие. Первоначальный старт процесса должен происходить при температуре 1400°C градусов. Более низкие значения не приведут к возгоранию термита.
Оборудование
Технология проведения термитной сварки на первый взгляд кажется элементарной. Тем не менее, она предусматривает тщательную подготовку и наличие необходимых инструментов и оборудования. Термит засыпается в тигель, он должен быть выполнен из тугоплавкого материала, например, из керамики. Тигель оборудован специальным устройством, позволяющим слить расплавленный металл.
Чтобы отливка получилась аккуратной и соответствовала свободному пространству, изготавливаются матрицы и формы. В некоторых случаях их можно использовать повторно, но зачастую формы являются одноразовыми. Специальная глиняная обмазка не позволит металлу растекаться по поверхности.

Важным моментом при термитной сварке является обеспечение неподвижности заготовок, их фиксация. Она осуществляется различными устройствами и приспособлениями, в число которых входят тиски или струбцины. Инструмент для обработки поверхностей зависит от типа металла и степени его загрязненности. Обычно работают абразивным кругом или металлической щеткой.
После термитной сварки могут потребоваться дополнительные работы. В арсенале сварщика должен присутствовать кислородный резак, горелка и ножовка по металлу.
Достоинства и недостатки метода
При помощи термитной сварки есть возможность без применения дорогостоящего оборудования сваривать черные и цветные металлы. По сравнению с другими способами сварки данную технологию выгодно отличает целый ряд качеств.
- Термитная сварка характерна меньшей затратностью в плане времени. Если учесть массивность свариваемых деталей, то эта выгода порой является определяющей.
- Качество швов достигает высокой степени, так как происходит частичное проплавление металла заготовок. Помимо этого, шов получается достаточно эстетичным и аккуратным.
- Следует также отметить относительно невысокую трудоемкость работ.
- От сварщика требуется определенное мастерство, но оно касается, скорее, подготовительного этапа и приготовления смеси. Сам же процесс сварки особых навыков не требует, в отличие от сварки электродом.
- Доступность и низкая стоимость расходных материалов позволит существенно сэкономить финансы и упростить задачу.
- Сварочное оборудование можно использовать вдали от населенных пунктов.

При этом установка для термитной сварки считается достаточно опасной. Необходимо соблюдать меры предосторожности при ее использовании. Важно помнить, что термиты считаются горючими смесями. Нельзя допускать попадание в шихту жидкостей, так как это может привести к взрыву.
Термитная сварка не получила такого распространения, как дуговая, зато в некоторых случаях является незаменимой. В мелких мастерских ремонт осуществляется при помощи термитного карандаша. Начинающему мастеру сначала следует освоить этот инструмент, а уже затем приступать к изучению настоящего оборудования.