Жало паяльника: правильно заточить, восстановить, залудить

Пайка материалов при работе с радиоэлектроникой — обычное дело. Научиться паять легко, к тому же с опытом мастерство будет только расти. Но инструмент требует качественного обслуживания, чтобы он безотказно работал. Мастеру нужно уметь правильно залудить жало паяльника, чтобы на нём держался припой, при этом нельзя повредить наконечник.
Существующие покрытия и их особенности
Традиционный материал — это медь. У нее хорошая теплопроводность, поэтому медь применяют в производстве с момента изобретения паяльника. Но материалу присущ недостаток — высокий износ. Для этого металла характерны выгорание и способность растворятся в припое. Производители со временем начали работать над недостатками, что породило покрытия с напылением из никеля или серебра.
Никель отличается устойчивостью к износу и высокой прочностью. В результате потребитель получает наконечник с долгим сроком службы. Но есть недостаток — слабая адгезия, из-за которой никелевый наконечник не способен хорошо удерживать припой. Пайку можно выполнить, только подав материал непосредственно к месту, которое предварительно греют жалом.

Серебро отличается хорошей адгезией, но низкой теплопроводностью. Материал способен растворяться в припое и имеет высокую стоимость. При работе очень быстро обнажается медная основа, и дорогое жало приходится вскоре выбрасывать.
Радиолюбители всё ещё активно используют медные наконечники, избегая усовершенствованных покрытий. Приходится мириться с особенностью меди — быстрым окислением при высокой температуре. В результате адгезия падает, а мастерам необходимо быстро чистить наконечник, стирая тонкий слой металла и очищая его от шлаков.
Современные жала с напылением тоже требуется готовить к работе, только методика несколько иная. На их поверхности скапливается припой, который периодически следует удалять. Это делают таким образом, чтобы не повредить дорогостоящее покрытие, иначе вместо жала с напылением можно получить обычный медный пруток.
Подготовка медного жала
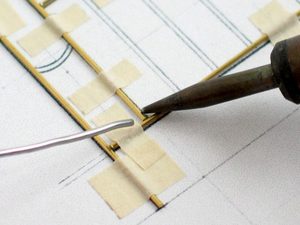
Припой хорошо ложится на слегка нагретый наконечник, но с одним условием — он должен быть чистым. Это возможно только при низкой температуре, поскольку с расколённые жалом сложно проводить манипуляции. Задача в начале работы — очистить инструмент. После нагрева следует периодически стачивать окислившийся слой, чтобы улучшить адгезию.
С холодного паяльника можно снять стержень и провести его качественную очистку. При этом случайно повредить нагреватель не получится. Обрабатывают полностью весь наконечник, поскольку внутри нагревателя медь тоже окисляется от высокой температуры. Это ухудшает теплопередачу, и электроэнергия расходуется впустую.
Перед тем как залудить паяльник с медным жалом, его следует очистить от грязи. Работу выполняют напильником и наждачной бумагой. Материал затачивают до чистого слоя, чтобы медь имела вид новой. Вначале проводят грубую очистку напильником, а потом наждачкой полируют поверхность до гладкого состояния.
Мастера с опытом оковывают наконечник, что несколько снижает скорость окисления. Процесс заключается в том, чтобы равномерно укрепить поверхность медного прутка аккуратными ударами молотка на наковальне.
Лужение медного жала выполняют 2 способами — канифолью и натирая оловом. Первый вариант отличается высоким дымообразованием, поэтому не рекомендуется для жилых помещений из-за опасности для здоровья. Процедуру рекомендуют проводить на балконе. Очищенное жало помещают в ёмкость с канифолью, куда предварительно кладут немного припоя, который моментально покрывает наконечник и не даёт ему окисляться. После жало протирают натуральным сукном. Делают это аккуратно, чтобы не обжечься. Припой стараются втереть в медь.
Натирание оловом — это практически бездымный метод. Очищенное жало разогревают и макают в канифоль. После тёплую поверхность натирают оловом. Процедуру повторяют несколько раз, защитный слой натирают сукном.
Начальная обработка основания с напылением

Жало с напылением из керамики или никеля лудить не нужно, — так советуют производители, однако это не более чем рекламный ход. Такие покрытия тоже склонны к окислению, но процесс проходит медленнее. Залудить жало паяльника паяльной станции современного типа проверенным методом не получится — это уничтожит покрытие.
Чистку таких наконечников выполняют небольшим кусочком хлопчатобумажной ткани. Для этого в канифоль добавляют припой и окунают в смесь разогретое жало, которое предварительно натирают ветошью. Расплавленный припой обволакивает наконечник и формирует защитный слой.
Лужение в процессе пайки
Подготовку к работе проводят в спокойной обстановке. Через некоторое время адгезия жала снижается, поскольку медь начинает обгорать. Обычно это начинается через 5−10 минут. Есть несколько способов, как правильно залудить паяльник во время работы.
Деревянный брусок
Доска из хвойных пород всегда должна находиться под рукой у мастера. Такая древесина содержит природную канифоль. На брусок наливают флюс и укладывают немного припоя. Как только жало теряет адгезию, его натирают о дерево. Таким образом, можно не только очистить, но и облудить паяльник.
Металлическая губка

Способ отличается высокой скоростью. Заводские паяльные станции имеют контейнер с губкой из металла. В быту пользуются обычной металлической мочалкой.
Опытные мастера смазывают нижнюю часть губки флюсом. Неглубокое погружение жала позволит провести его простую очистку. А вот если макнуть основание в припой, а потом глубоко погрузить в губку, достав до слоя флюса, то очистка будет совмещена с лужением.
Инструменту сложно нанести повреждения даже при сильном нажатии. Способ годится для любого типа устройств.
Проверенный способ и профилактика
Предыдущие методы были придуманы относительно недавно. Наши предки проводили лужение несколько иначе, используя напильник с мелкой насечкой. Понадобится верстак для выполнения работы, который иногда заменяют доской, а также канифоль и тугоплавкий припой.
Порядок действий:

- Зачищают одну грань основания.
- Глубоко погружают инструмент в канифоль и натирают о дерево чистой стороной.
- Контакт с деревом проводят на месте, где предварительно уложен припой. Процедуру повторяют несколько раз.
- Занимаются второй гранью.
- Залуживают остальную поверхность прута.
Процедура займет не меньше 10 минут. Это время окупается тем, что с инструментом можно будет работать дольше, не проводя дополнительной очистки.
Профилактические меры от окисления:

- Регулятор температуры в паяльной станции следует выставлять на минимально возможное значение.
- Максимальную мощность выставляют только в случае крайней необходимости.
- Опытные мастера оснащают подставку для паяльника выключателем с ограничителем напряжения: нагрев сохраняется, когда инструмент не используется, при этом покрытие не окисляется.
- После каждой пайки восстанавливают покрытие.
Сознательные мастера всегда держат инструмент наготове. Облудить жало паяльника желательно после работы и дополнительно перед ней, после длительного хранения. Профилактические меры во время пайки помогут избавиться от слабой адгезии припоя к наконечнику из любого материала.
Типы и характеристика медных кабельных наконечников

Для качественного подключения рабочего провода устройства к сети необходимо обеспечить хорошее соединение. В многожильных кабелях это осуществить сложнее, чем в одножильных, поэтому в таких случаях используют специальные кабельные наконечники — медные, алюмомедные или луженые. Если соединение недостаточно прочное, то это может сказаться на качестве работы прибора.
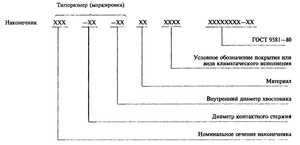
Расшифровка маркировок

Различные типы контактных приспособлений имеют специальные комбинации символов для обозначения их основных характеристик. Буквы сообщают о виде материала — медь (М), алюминий (А) или латунь (Л). Может быть и комбинированный вариант, например, алюмомедь. Дополнительная буква Л свидетельствует о том, что медный наконечник является луженым.
Модели также бывают различными — угловыми, Т-образными и обычными, изготовленными из металлической трубки. Далее в маркировочной строке следуют цифры, на основании которых можно определить номинальное сечение подходящего под наконечник провода, а также диаметр изделия.
Разновидности наконечников
Выбор продукции, представленной на рынке, достаточно широк для того, чтобы удовлетворить запросы как любителей, так и профессиональных электриков. Существует множество различных типов оконечников, отличающихся материалом изготовления и другими параметрами.

Типы и их отличия
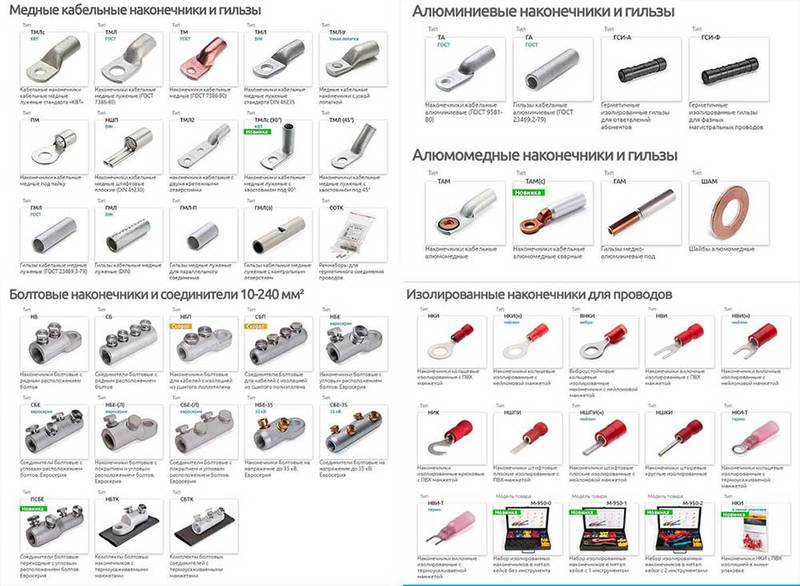
Все кабельные оконечники различаются по нескольким параметрам. Основная классификация базируется на виде металла, из которого они изготовлены. В связи с этим существуют такие типы изделий:
- медные;
- медные луженые;
- алюмомедные.

Латунные наконечники встречаются значительно реже, в большинстве случаев производители отдают предпочтение меди — с ней легко работать, она не подвергается агрессивному воздействию окружающей среды. Однако наилучшие показатели имеет луженый метал, поскольку он защищен от коррозии и потерь энергопередачи.
Хоть электрическая проводимость меди при лужении немного снижается, но зато в дальнейшем работа удерживается на стабильном уровне. Медный кабельный наконечник без покрытия в скором времени окисляется и постепенно теряет рабочие характеристики — соединение разогревается из-за повышения сопротивления, что в будущем может привести к возгоранию. Отталкиваясь от маркировки на корпусе изделия, можно выделить следующие виды наконечников:
- ТМ. Это классический вариант нелуженого трубчатого оконечника из меди, который изготовлен специально для соединения медных проводов с источником методом опрессовки. Существует такое же изделие, но предназначенное для болтового соединения. Защитное покрытие отсутствует, что означает высокую подверженность коррозийным процессам.
 ТМЛ. Изделие этого типа производится на основании ТМ. При помощи лужения наконечник покрывается защитной оболочкой, оберегающей металл от агрессивного воздействия кислот, влаги и других реактивов. Соединение кабеля тоже происходит методом опрессовки.
ТМЛ. Изделие этого типа производится на основании ТМ. При помощи лужения наконечник покрывается защитной оболочкой, оберегающей металл от агрессивного воздействия кислот, влаги и других реактивов. Соединение кабеля тоже происходит методом опрессовки.- ТМЛс. Наконечники с такой маркировки изготовлены специально для упрощения работы с проводами классов гибкости № 2 и 3. Диаметр изделия идеально соответствует этому же показателю кабеля.
- ТМЛ din. Произведенные по европейскому стандарту, эти наконечники для болтового соединения отличаются высоким качеством металла и луженого покрытия. Рекомендуется метод опрессовки.
- ТМЛ (2). Необычные медные луженые наконечники для опрессовки медных кабелей. Основное отличие заключается в использовании двойного отверстия для болтового соединения, чем достигается высокая прочность контакта. Чаще производятся под заказ.
- ТМЛ-У. Специализированные изделия для подсоединения кабеля с медными жилами к выключателям МССВ.
- ТА. Кабельные оконечники из алюминия предназначаются для опрессовки алюминиевых кабелей. Имеют одно отверстие для соединения при помощи болта.
 ТАМ. Алюмомедная разновидность концевиков имеет трубчатую форму и предназначается для соединения контактов из разных металлов — алюминиевого провода и электрошины из меди. В отверстии для болтового соединения имеется медная втулка, которая тщательно впрессована и обеспечивает качественный контакт.
ТАМ. Алюмомедная разновидность концевиков имеет трубчатую форму и предназначается для соединения контактов из разных металлов — алюминиевого провода и электрошины из меди. В отверстии для болтового соединения имеется медная втулка, которая тщательно впрессована и обеспечивает качественный контакт.- ТАМ сварной. Алюминиевый оконечник с медным «ушком» соединен при помощи фрикционной молекулярной сварки.
- НБ. Болтовые наконечники отличаются способом присоединения к ним провода — для достижения хорошего результата не требуются спецсредства, кабель фиксируется при помощи болта, вкручивающегося внутрь трубки перпендикулярно проводу. Материал изделия — алюминий.
- ПМ. Луженый медный наконечник, который можно присоединить как методом опрессовки, так и пайки. Климатическое исполнение изделия Т2. Стандарт производства — ТУ.
- ТМЛ (45). Угловой трубчатый наконечник, выполненный из меди с защитным луженым покрытием. Площадка для крепления болта изготовлена под углом 45 градусов относительно трубки-основы.
- ТМЛ (90). Такой же тип изделия, как и в предыдущем случае, однако разница в наклоне — здесь соблюдается угол 90 градусов. Угловые наконечники изготавливаются по стандарту ТУ.
 НШП. Специальный штифтовой медный концевой фиксатор, изготовленный по евростандарту DIN. Применяется для подключения медных проводов к автоматическим выключателям.
НШП. Специальный штифтовой медный концевой фиксатор, изготовленный по евростандарту DIN. Применяется для подключения медных проводов к автоматическим выключателям.- НШВИ и НШВИ (2). Фиксатор выполнен из меди, покрыт луженым защитным слоем и используется для оконцевания многожильных проводников. На изделии имеется изоляционный материал.
- НШВ. Аналогичные предыдущему типу наконечники изготовлены из луженой меди, однако на них отсутствует изоляция.
- ВРПИ-М (мама) и ВРПИ-П (папа). Концевики применяются для формирования быстроразъемных соединений многожильных проводов. Это актуально, когда устройство подвижно и находится в зоне повышенной вибрации.
- НВИ. Наконечники с площадкой в форме двузубцовой вилки используются для фиксации многопроволочных жил. При отсоединении контакта не требуется полностью раскручивать крепежи, можно просто немного ослабить болт и вытащить наконечник. В классическом варианте используется поливинилхлоридная изоляция.
- НВИ (н). Вилочные концевые фиксаторы с нейлоновым изолятором.
- НВИ-Т. Оконечники в форме вилки с термоусадкой, покрытой слоем термоклея в качестве изоляции.
 НКИ. Наконечники под болтовое соединение с ПВХ изоляцией. Материал — луженая медь. Существует вариант НКИ (н) с нейлоновым изоляционным слоем и НКИ-Т с термоусаживаемой трубкой.
НКИ. Наконечники под болтовое соединение с ПВХ изоляцией. Материал — луженая медь. Существует вариант НКИ (н) с нейлоновым изоляционным слоем и НКИ-Т с термоусаживаемой трубкой.- ВНКИ. Наконечники под болт с дополнительной втулкой из меди для увеличения прочности и вибрационной стойкости.
- НШКИ, НШПИ и НШПИ (н). Штифтовые наконечники для многожильных кабелей из луженой меди с различными видами изоляции — нейлоном, обычной ПВХ и ПВХ с самозатуханием.
Кроме оконцовочных изделий существуют специальные гильзы, а также болтовые соединители для соединения проводов между собой. Для фиксации скруток пользуются специальными изолирующими колпачками-соединителями.
Самодельные изделия
Несмотря на широчайший ассортимент кабельных наконечников, иногда пользователь сталкивается с такой ситуацией, когда возникают определенные трудности с подбором необходимого размера изделия. В таких случаях можно попробовать изготовить оконечник самостоятельно — это не потребует больших трудовых и финансовых затрат.

Для изготовления потребуется небольшой кусок трубки из выбранного материала подходящего диаметра. Один конец ее расплющивают и в нем проделывают отверстие для болта нужного размера. Изделие получается невысокого качества и может не выдержать высоких нагрузок, поэтому прибегать к такому методу можно только в крайних случаях, используя такой наконечник во временных соединениях.
Специализированные концевики
Особняком среди всех типов наконечников стоят изделия с маркировкой ТМЛ (о). Их отличительной чертой является смотровое отверстие небольшого диаметра для контролирования правильности вставки кабеля в оконечник. Однако чаще всего эти фиксаторы используются в производственной линии, поэтому их нельзя найти в обычных магазинах электротоваров и аксессуаров к ним.

Особенности крепления
Существует несколько распространенных способов крепления фиксатора на кабель. Все они различаются по сложности, качеству соединения и необходимости применения дополнительного оборудования. Оконечники устанавливают на провод при помощи следующих методов:

- Опрессовка — зажимание специальными клещами наконечника со вставленным в него кабелем.
- Закрепление с использованием болта или винта. Такая фиксация возможна только в специальных изделиях, предназначенных для этого. В них имеется отверстие в комплекте с болтом. Провод вставляется в наконечник до упора, и подходящий по размеру болт полностью закручивается. При условии качественного выполнения работ соединение довольно крепкое.
- Сварка.
- Пайка.
Самым простым способом является опрессовка, однако при отсутствии пресс-клещей и необходимости опрессовать силовой кабель этот метод будет представлять большую сложность. Поэтому можно воспользоваться пайкой или, если есть возможность, винтовым соединением. В промышленных условиях для опрессовки применяют механический или гидравлический пресс.
Для чего нужно лужение?
Лужение производится для защиты металла от коррозии или для подготовки к пайке (лужёная поверхность лучше смачивается припоем).
Для чего нужно лужение проводов?
Почему это так важно? Дело в том, что на воздухе медь может окисляться, что часто приводит к ухудшению контакта между проводами. . Чтобы этого не происходило и соединение электрических проводов пайкой было долговечным, надежным и безопасным, необходимо лудить зачищенные концы жил с помощью свинцово-оловянного припоя.
Для чего Лудят медь?
Дело в том, что на воздухе медь может окисляться, что часто приводит к ухудшению контакта между проводами. . Чтобы этого не происходило и соединение электрических проводов пайкой было долговечным, надежным и безопасным, необходимо лудить зачищенные концы жил с помощью свинцово-оловянного припоя.
Зачем Лудить металл?
Для чего и как лудят металл Лужение – это нанесение тонного слоя олова или его сплава на поверхность металлического изделия. . Основное требование к процессу – это плотное и тонкое покрытие оловом, которое является защитным слоем для металла в борьбе с коррозией.
Чем Лудят?
Лудят провода свинцово-оловяными припоями, их преимущество заключается в длительном эксплуатационном сроке, безопасности и надежности. Также лужение используют во время пайки, например, при подключении светодиодных лент к блоку питания.
Для чего нужна канифоль?
Канифоль является полярным диэлектриком. . Канифоль находит большое применение в качестве флюса при пайке медных проводов. В расплавленном состоянии канифоль растворяет окислы меди и олова и обеспечивает надежную пайку. Кроме канифоли из природных изоляционных смол в электротехнике также используются шеллак и битумы.
Как это луженый кузов?
Лужение — это нанесение на поверхность металла слоя олова или сплава на его основе. Оловянное покрытие применяется для защиты металлических изделий от коррозии. Его основные преимущества — хорошая адгезия и защита от коррозии, а также легкая обрабатываемость.
Чем покрывают медную турку?
Современные медные турки всегда имеют внутреннее покрытие, которое защищает медную поверхность от окисления. Чаще всего в роли защитного слоя выступает пищевое олово или тонкий слой нержавеющей стали. Есть медные турки и с серебряным покрытием.
Зачем Лудят медные наконечники?
Виды кабельных наконечников
Медь и алюминий устойчивы к коррозии. На алюминии быстро образуется защитная пленка, которая предотвращает дальнейшее взаимодействие металла с кислородом. Медь для дополнительной защиты лудят – покрывают оловом.
Для чего Залуживают паяльник?
Зачем лудить паяльник? Ответ на этот вопрос заключается в том, что в процессе пайки возникает необходимость брать разогретым жалом припой (сплав свинца и олова), который затем переносится на место соединения. . Правильно луженый паяльник – это инструмент, у которого рабочая часть покрыта тончайшим слоем припоя.
Зачем Лудить кузов автомобиля?
Менее пострадавшие участки, на которых, например, ржавчина «проела» сквозные дыры небольшого размера, или места, где нужно выровнять поверхность кузова, устранить мелкие царапины и микротрещины, кузовные мастера «исцеляют» незаменимым методом — лужением, благодаря которому удается повернуть вспять, казалось бы, .
Как Лудить металл?
Для чёрных металлов больше подходит хлористый цинк или хлористый аммоний (нашатырный спирт). Для нержавеющей стали используется водный раствор (20%) ортофосфорной кислоты. Он хорошо очищает поверхность металла от жирного налёта, окиси и ржавчины. Однако следует помнить, что флюс, содержащий кислоту токсичен.
Что означает Лудить посуду?
ЛУЖЕНИЕ — ЛУЖЕНИЕ, покрытие тонким слоем олова металлических изделий (посуды и пр.) ЛУЖЕНИЕ — нанесение натиранием, погружением в расплав или электролитическим путем тонкого слоя олова на поверхность металлических (главным образом стальных и медных) изделий для защиты от коррозии или для подготовки их к пайке …
Чем обработать провода перед пайкой?
Канифоль и флюсы
Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку. И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода.
Как делают лужение?
Лужение посредством окунания
В специальный тигель кладут кусочки олова, разогревают, получая расплав металла. Конец кабеля сначала погружают в канифоль или другой флюс, а затем окунают во внутренность тигеля. В результате срез покрывается полностью защитным слоем. Подобным способом делают полностью луженые провода.
Чем производится лужение?
Лужением называется процесс покрытия поверхностей изделий тонким слоем расплавленного олова или сплава олова со свинцом. Металл, наносимый на поверхность изделия, называется полудой. Лужение чаще всего выполняется при подготовке деталей к паянию, а также для предохранения изделий от ржавления (коррозии).
Медный наконечник: создание кабельного контакта

Функционирование любого электроприбора не может быть обеспечено без хорошего соединения с электрическим кабелем. Для создания такого контакта используются медные кабельные наконечники. Главными их свойствами считаются герметичность и устойчивость к воздействию агрессивных факторов.
Разновидности наконечников
Для эффективной работы оборудования недостаточно простого подключения к электросети. Ещё одним важным условием является обеспечение надёжного контракта между оборудованием и проводом. Плохое соединение может послужить причиной:
- перегрузок;
- скачков напряжения.

Эти ситуации в большинстве случаев приводят к тому, что приборы выходят из строя, требуют дорогостоящего ремонта или замены. Избежать таких проблем поможет использование специальных соединителей.
Материал, который применяется для их производства, может быть различным. Чаще всего встречаются:

- Алюминиевые. Подходят для проводов с алюминиевыми жилами с сечением 16−240 мм2. Для их изготовления используется труба из алюминия марки АД1М.
- Алюмо-медные. Применяются для соединения алюминиевых кабелей с медными выводами электротехнических устройств. Цилиндрическую часть таких изделий производят из алюминиевого прута марки АД1М, контактную часть, на которой находится крепёжное отверстие, — из медного прута марки М1. Обе части соединяются с помощью фрикционной диффузии.
- Медные. Используются для проводов с медными жилами диаметром 2,5−240 мм2. В качестве исходного материала для них выбирают цельнотянутые медные трубы марки М2 и листки меди марки М1 и М2.
В процессе производства кабельных контактов соблюдаются нормы, прописанные ГОСТом. Для закрепления наконечников на проводах чаще всего применяется метод опрессовки.
Изделия с покрытием и без
Медь считается наиболее подходящим материалом для кабельных наконечников. Этот металл обеспечивает креплению достаточную прочность и надёжность. Медные детали характеризуются хорошей герметичностью, поэтому могут успешно применяться на водном оборудовании и приборах, функционирующих в агрессивной среде.

Элемент, изготовленный из меди, бывает двух типов: изолированным или с лужёным покрытием. Для каждого типа характерны свои особенности. Лужёные наконечники более практичны в применении. Покрытие отлично предохраняет детали от коррозии и существенно увеличивает период их эксплуатации. Они не разрушаются под воздействием азотной, соляной, серной кислоты и других агрессивных факторов (влаги, воздуха разной температуры). Однако наличие защитного покрытия уменьшает показатель электропроводимости контактов.
Контакты без покрытия подвержены быстрому окислению, вследствие которого происходит снижение токопроводимости и увеличение сопротивления. Такое изменение токовых параметров приводит к быстрому нагреванию соединения и последующей поломке прибора.
Специальное обозначение
Изделия с покрытием имеют несколько разновидностей, отличающихся по материалу и методу крепления. Для обозначения изделий принято использовать маркировку в виде сочетания букв:
- ТА. Трубчатый соединитель из алюминия.
- ИЭК. Вилочный контакт из меди.
- НКБ. Кабельный геофизический.
- РФИ-М. Кабельный флажковый.
- ТМД. Двойной глухой наконечник.
- СИП. Cамонесущий изолированный контакт, имеющий в своей конструкции кольцевую установочную пластину.
- НШП. Прямой штифтовой наконечник из меди, не имеющий резьбы.
- НШВИ. Втулочный штыревой.
Аббревиатурой ТМЛ принято обозначать закрепляемый электролитический элемент, являющийся модифицированным вариантом штифтового безрезьбового наконечника. Для его установки требуется опрессовыватель особого типа.
Каждый маркировочный символ имеет конкретное значение:
- Т. Труба.
- У. Угловой контакт.
- Л. Обработанный оловом.
Название материала также присутствует в маркировке наконечника. Буквой М маркируются медные, буквой А — алюминиевые, буквой Л — латунные изделия. Полное обозначение кабельного наконечника состоит из трёх букв и трёх цифр.
Первая буква обозначает полуфабрикат, который был использован для производства соединителя, вторая — материал изготовления, третья — покрытие (если оно имеется). Далее идут цифры, указывающие номинальное сечение контакта, диаметр контактного стержня и внутренний размер хвостовика. Все числовые показатели обозначаются в миллиметрах.
Способы установки
Кабельные наконечники крепятся на проводах разными способами. Чаще всего их установка осуществляется посредством сварки, спаивания либо опрессовки. Также для этой цели могут применяться специальные установочные болты.
Метод опрессовывания требует наличия специального инструмента (пресса), который может управляться вручную, механическим или гидравлическим способом либо при помощи насоса. Для монтажа бытового контакта подойдёт ручной механизм — стриппер — либо обжимные клещи. Вручную несложно закрепить наконечник на медном или алюминиевом кабеле, используемом при создании заземления или разводки, при подключении бытовых электрических приборов.

Опрессовывание силового кабеля требует наличия более мощного пресса и может быть проведено тремя способами. Металлическую жилу вводят в трубчатую хвостовую часть наконечника и сжимают в матрице при помощи пуансона. В отдельных местах, где зубцы пуансона вдавливаются сильнее всего, обеспечивается наилучшее соединение наконечника с жилой.
При сплошном обжатии гарантируется одинаковое давление по всей длине наконечника. При этом достигается полный электрический контакт между элементами. Для улучшенного соединения трубчатой части с кабелем прибегают к комбинированному обжатию, которое в условиях сплошного опрессовывания обеспечивает дополнительное сдавливание в месте вхождения зубцов.

Оборудование для опрессовывания наконечников может различаться по типу разводного ключа либо по диаметру отверстия. Стандартным принято считать отверстие размером от 0,25 до 1 миллиметра.
Создание надёжного контакта с помощью паяльника происходит в несколько этапов. Сначала зачищенный до блеска и обработанный нейтральным припоем кабель до упора вставляется в соединитель, затем через специальное отверстие вливается припой.
В процессе установки кабельного наконечника с использованием установочных винтов размер их головок контролируется автоматически внутри опрессовывающего аппарата. Болты до упора вкручиваются в отверстие соединителя, затем их головка срывается. Таким образом обеспечивается надёжный и необратимый контакт.
Преимущество болтовых соединений заключается в том, что они также могут быть проведены без использования пресса с помощью гаечного ключа. Размер присоединяемого кабеля при этом может быть в несколько раз меньше максимального диаметра, который предусмотрен производителем для трубчатой части наконечника.