ОСНОВЫ МАШИНОСТРОИТЕЛЬНОГО ЧЕРЧЕНИЯ
Радиусы скруглений, размеры которых в масштабе чертежа 1 мм и менее, на чертеже не изображают, и их размеры наносят, как показано на рис. 3.17, а . Размеры одинаковых радиусов допускается указывать на общей полке линиивыноски (рис. 3.17, б ). Рис. 3.17 При проведении нескольких радиусов из одного центра размерные линии любых двух радиусов не должны располагаться на одной прямой (рис. 3.18). Здесь необходимо отметить, что при совпадении центров нескольких радиусов, размерные линии радиусов можно не доводить до их центра, кроме крайних (рис. 3.18). Допускается условно приближать центр к дуге и размерную линию показывать с изломом под углом 90° (рис. 3.19), если не требуется указывать размеры, определяющие положение центра.
| Рис. 3.18 | Рис. 3.19 |
Если радиусы скруглений на всем чертеже одинаковы или какой-либо из них является преобладающим, то вместо нанесения размеров радиусов на изображении рекомендуется в технических требованиях делать записи следующего вида: Радиусы скруглений 5 мм ; Неуказанные радиусы 6 мм и т. д. Обозначение сферы . Перед раз- мерным числом диаметра или радиуса
| сферы указывают знак или R без | ||||
| нанесения знака сферы (рис. 3.20). | ||||
| Знак сферы необходимо ставить в | ||||
| тех случаях, когда на чертеже трудно | ||||
| отличить | сферу | от | других | |
| Рис. 3.20 | поверхностей, например R15 . | |||
| Обозначение дуги . При | нанесении размера длины | дуги окружности над | ||
размерным числом ставится знак дуги например є рис Читают эту запись , 32 ( . 3.8). так: длина окружности равна 32 мм. 61
Обозначение фасок . Фасками называют скошенные (притупленные) кромки стержня, бруска, листа, отверстия. Фаска задается двумя линейными размерами (рис. 3.21) или одним линейным и одним угловым (рис. 3.22). Размер фаски с углом наклона 45° наносится двумя цифрами через знак.
| Рис. 3.21 | Рис. 3.22 |
Первое число размера фаски, выполненной на поверхности вращения, указывает на высоту усеченного конуса в миллиметрах, второе – на угол наклона образующей конуса к его оси в градусах. Фаски малых линейных размеров (1 мм и менее), выполненные под углом 45°, допускается не изображать. Размеры таких фасок указывают над полкой линии-выноски, проведенной от грани (рис. 3.23). Рис. 3.23 Если на чертеже имеется несколько одинаковых фасок с углом 45°, то обозначения наносятся на одну из них с указанием общего количества фасок (рис. 3.22). Каждая фаска, выполненная под углом, отличным от 45°, указывается линейным и угловым размерами или двумя линейными (рис. 3.24). 62
Рис. 3.24 Обозначение конусности . Перед размерным числом, характеризующим конусность, наносят знак > (рис. 3.25), острый угол которого должен быть направлен в сторону вершины конуса. Знаки и размерные числа наносятся над осью конической поверхности или на полке линии-выноски, расположенной параллельно оси конуса. Размеры конических поверхностей по ГОСТ 2.320–82 рекомендуется наносить так, как это показано на рис. 3.25. Рис. 3.25 Обозначение уклона . Перед размерным числом, определяющим уклон, ставят знак Ð ( рис. 3.26), острый угол которого должен быть направлен в строну уклона. 63
Рис. 3.26 Знак и размерные числа уклона наносятся над полкой линии выноски или у изображения поверхности уклона. Линия знака уклона, которая располагается ближе к полке линии-выноски или поверхности уклона, должна быть параллельна им. Размерность уклона указывается в виде соотношения ( Ð1:10 ) или в процентах ( Ð12% ). Обозначение квадратов . На элементы деталей, имеющие в поперечном сечении форму квадрата, размеры наносятся одним числом и знаком W. Высота знака W должна быть равна высоте размерных чисел на чертеже. Плоские грани (поверхности детали, предусматривающиеся обычно под гаечный ключ) могут быть отмечены на чертежах пересекающимися тонкими линиями (рис. 3.27). Рис. 3.27 Обозначение резьбы . Перед размерными числами резьбы (рис. 3.28) наносится условное обозначение профиля резьбы: М – метрическая, Tr – трапецеидальная, S – упорная, G – трубная цилиндрическая, R или R с – трубная коническая. Исключение составляет прямоугольная резьба, которая является нестандартной, и все ее размеры задаются конструктором. 64
Рис. 3.28 Дюймовая резьба (резьба Витворта) предназначена для крепежных соединений. Она стандартизирована (ОСТ НКТП 1260), но применяется лишь при ремонте изделий. В условных обозначениях на размерных линиях указывается число дюймов, которое имеет размер наружного диаметра резьбы (рис. 3.28). В обозначении метрический резьбы с мелким шагом, а также резьб трапецеидальной и упорной кроме размера диаметра указывается еще и шаг резьбы. 65
4. ИЗОБРАЖЕНИЯ ДЕТАЛЕЙ С РЕЗЬБОЙ И РЕЗЬБОВЫХ ИЗДЕЛИЙ 4.1. Основные сведения о резьбах . Классификация резьб Резьба – поверхность, образованная при винтовом движении плоского контура по цилиндрической или конической поверхности. Форма плоского контура, образующего поверхность резьбы или винтовой выступ, является одной из основных характеристик резьбы и может быть различной. В зависимости от формы профиля резьбу называют треугольной , прямоугольной , трапецеидальной , круглой . Часть резьбы, образованную при одном повороте профиля вокруг оси, называют витком , при этом все точки производящего профиля перемещаются параллельно на одну и ту же величину, называемую ходом резьбы . Различают резьбу правую и левую в зависимости от того, какая винтовая линия лежит в основе резьбы – правая или левая. Если ось наружной резьбы расположить вертикально перед наблюдателем, то у правой резьбы видимая часть витков поднимается слева направо, у левой резьбы – справа налево (рис. 4.1). Рис. 4.1 Если профиль перемещается по поверхности цилиндра вращения, резьбу называют цилиндрической (наиболее широко применяемая в технике), по конической поверхности вращения – конической , по поверхности гиперболоида вращения – глобоидной . Резьба может быть выполнена на стержне (наружная резьба – рис. 4.2) и в отверстии (внутренняя – рис. 4.3). Резьбу, образованную движением одного профиля, называют однозаходной , образованную движением двух, трех и более одинаковых профилей – многозаходной ( двух -, трехзаходной и т. д.). В связи с этим введено понятие шаг резьбы (обозначается прописной латинской буквой P ) – расстояние по линии, 66
параллельной оси резьбы, между соседними точками ближайших одноименных боковых сторон профиля резьбы, лежащими в одной осевой плоскости по одну сторону от оси вращения (ГОСТ 1708–82). Рис. 4.2 Рис. 4.3 Очевидно, что для многозаходной резьбы P h = nP , где n – число заходов. У однозаходных резьб ход равен шагу. Под шагом однозаходной резьбы подразумевают ход – расстояние, на которое переместится деталь с резьбой (винт при неподвижной гайке или гайка при неподвижном винте) за один оборот. 4.2. Элементы резьбы . Условное обозначение резьбы Резьбу изготовляют режущим инструментом с удалением слоя материала, 67
накаткой – путем выдавливания винтовых выступов, литьем, прессованием, штамповкой в зависимости от материала (металл, пластмасса, стекло) и других условий. В силу устройства резьбонарезающего инструмента (например, метчика, рис. 4.4), плашки (рис. 4.5) или при отводе резца при переходе от участка с резьбой полного профиля (участки l ) к гладкой поверхности образуется участок, на котором резьба как бы сходит на нет (участки l 1 ), – образуется сбег резьбы (см. рис. 4.2). Рис. 4.4 Если резьбу выполняют до некоторой поверхности, не позволяющей доводить инструмент до упора к ней, то образуется недовод резьбы (рис. 4.6). Сбег и недовод образуют недорез резьбы . Если требуется изготовить резьбу полного профиля, без сбега, то для вывода резьбообразующего инструмента делают проточку, диаметр которой для наружной резьбы должен быть немного меньше внутреннего диаметра резьбы (рис. 4.6, г ), а для внутренней резьбы – немного больше наружного диаметра резьбы (рис. 4.7) В начале резьбы делают, как правило, коническую фаску, предохраняющую крайние витки от повреждений и служащую направляющей при соединении деталей с резьбой (рис. 4.2, 4.5). Фаску 68
выполняют до нарезания резьбы. Размеры фасок, сбегов, недорезов и проточек стандартизированы по ГОСТ 10549–80. Рис. 4.5 69
Рис. 4.7 проводят дугу
Построение точного изображения витков резьбы требует много времени, поэтому его
| применяют | в | редких | случаях. | Согласно |
| ГОСТ 2.311–68, | на чертежах | резьбу | изображают | |
условно, независимо от профиля резьбы: на стержне – сплошными основными линями по наружному диаметру резьбы и сплошными тонкими – по внутреннему на всю длину резьбы, включая фаску (рис. 4.8). На изображениях, полученных проецированием на плоскость, перпендикулярную оси стержня, по внутреннему диаметру резьбы сплошной тонкой линией, равную 3 4 окружности и
разомкнутую в любом месте. На изображении резьбы в отверстии сплошные основные и сплошные тонкие линии как бы меняются местами (рис. 4.8). 70
Обозначение фаски на чертеже
Размеры фасок на чертеже, под углом 45° наносят размерными линиями или на полке линии-выноски, в случае если её размер в масштабе чертежа 1 мм и менее, фаску отображают, как показано на изображении снизу в правой части.

Обозначение фаски на чертеже под углом 45°
Фаски с углом не равным 45° указывают линейными и угловыми размерами или двумя линейными размерами.

Обозначение фаски c углом не равным сорока пяти градусам
Фаска – это, не что иное, как элемент детали. Своим происхождением слово фаска обязано французскому слову «faccete», что означает скошенные части углов, рёбер и пр. Основная часть фасок предназначена для притупления острых углов с целью обеспечения безопасности проведения последующих технологических операций или эксплуатации изделий и механизмов.
На технических чертежах фаски и их геометрические параметры указываются в тех случаях, когда нужно явно указать её наличие, обусловленное техническим решением. В остальных случаях фаски, или какие другие формы кромок не указываются, но в процессе изготовления должны быть притуплены.
Преимущественно, как упоминалось выше, фаски предназначены для обеспечения безопасности при дальнейшем взаимодействии человека и продуктов его производственной деятельности, но в некоторых случаях они нужны как декоративные элементы, вносимые дизайнерами в состав изделия.
Фаски очень часто используются в деревообрабатывающей отрасли. Наличие здесь фасок в сочетании с закруглениями, переходящими в галтели и обратно очень хорошо сочетаются с плоскими поверхностями и придают изделию законченный внешний вид. Даже наличие простой фаски, на какой либо детали, зрительно придаёт ей объём, не говоря уже о фигурных фасках с изменяющимися траекториями врезания и углами наклона.
При отделке зеркал по краям изготавливаются декоративные фаски, в виде небольших скосов краёв кромок. Такого рода грани получаются в результате шлифовки специальным алмазным инструментом, на станках, предназначенных для проведения подобных видов работ, с подачей обильного охлаждения. Кромки обработанные данным способом, называют – «фацет». При изготовлении дверей, или каких либо других частей интерьера, используются элементы остекления, в виде небольших плиток заданного размера с фацетом. В сочетании с деревом благородных пород, из них набирается композиция, которая придает особый торжественный вид и атмосферу комфорта.
Встречаются фаски с довольно пологим скосом, которые позволяют деталям выполнять функции, обеспечивающие гарантированный заход или зацепление с ответными компонентами узлов и механизмов.
В двигателях внутреннего сгорания, газораспределение является важной определяющей частью работы системы в целом. Для реализации условий газообмена впускные и выпускные отверстия должны открываться и закрываться строго в определённом порядке и обеспечивать эффективный газообмен. Своевременная подача горючей смеси, и выпуск отработанных газов осуществляется клапанами, которые приводятся в движение кинематическими элементами механизмов. Одной из составных частей клапана является уплотнительная фаска, на неё возложена не маловажная функция гарантированного перекрытия и обеспечения беспрепятственного выхода газов.
Для качественной сварки металла при соединении стальных листов превышающих размер в своём сечении шесть, восемь миллиметров, обычно снимают технологические фаски. Существует два способа подготовки кромок под сварку – термическая обработка, либо механическая. В последнее время чаще всего используется подготовка кромок методом скалывания, при котором происходит смещение металла под воздействием касательных напряжений. Выполняют такие операции специальными машинами с системой направляющих роликов и захватывающего круглого инструмента приводимого в движение через редуктор от электродвигателя. Применение таких механизмов позволяет значительно ускорить подготовительные работы. Машина для обработки кромок, «СНР – 12» испанской фирмы «Cevisa», является эффективным инструментом подобного типа.
Нанесение размеров
Согласно действующим в нашей стране стандартам составления технической документации, при нанесении линейных размеров, а также предельных отклонений их величины должны указываться в миллиметрах, причем единица измерения не обозначается. В пояснительных надписях на поле чертежа и в технических требованиях размеры, а также их предельные отклонения приводятся с обозначением единицы измерения.
В тех случаях, когда на чертеже нужно указать размеры в других единицах измерения (например, метрах, сантиметрах и т.п.), размерные числа, соответствующие им, должны или указываться в технических требованиях, или записываться с принятым буквенным обозначением надлежащей единицы измерения (м, см и т.п.). Что касается строительных чертежей, то на них единицы измерения можно не указывать в тех случаях, когда они оговариваются в утвержденных установленным порядком соответствующих документах.
Такие единицы измерения, как градусы, минуты и секунды используются для обозначения на технических чертежах угловых размеров и их предельных отклонений, к примеру: 4°; 4°30′; 12°50′30″; 0°30′40″; 0°18′; 0°5′25″; 0°0′30″; 30°±1°; 30°±10′ .

Нанесение размеров на чертежах деталей
Нанесение на технических чертежах размерных чисел осуществляется в связке как с размерными, так и с выносными линиями.
Размерные и выносные линии технических чертежей, согласно действующим стандартам оформления конструкторской и технической документации, должны наноситься тонкими сплошными линиями. Все стрелки, имеющиеся на чертеже, должны быть одинаковыми. Те из них, которые располагаются на окончаниях размерных линий, обладают своими собственными размерными параметрами. Они выбираются в зависимости от такого фактора, как толщина линии видимого контура.

Основным нормативным документом, в котором регламентируются правила, установленные для обозначения размеров и их предельных отклонений, является ГОСТ 2.307–68. В нем определены все условности, используемые при нанесении размеров, а также вид и характер соответствующих записей. Кроме того, в этом стандарте определяются те способы, с использованием которых проставляются размерные числа, методики их размещения на чертежах, а также способы нанесения размерных и выносных линий.
Простые дроби для обозначения размерных чисел не используются. Исключениями из этого правилами являются те случаи, когда они указываются в дюймах.
Проставляемые на чертежах размерные числа определяют как общие размеры изображенного изделия, так и размеры его отдельных элементов. Из этого правила также есть важное исключение, касающееся изображения жгутов, проводов, кабелей, печатных плат и тех изделий, для производства которых применяется плазовый метод производства. В них основой для определения размеров изделия и отдельных его элементов является выполненное с достаточной степенью точности изображение.
Предельные отклонения размеров, указываемые на технических чертежах, являются основой для определения необходимой точности изготовления изделий. Той же цели служат предельные отклонения расположения поверхностей и предельные отклонения формы.
2.13 Обозначение фасок
Многие детали имеют фаски – небольшие конические или пирамидальные поверхности. Если фаска снята под углом 45º, то её размер записывают условной надписью, первая цифра которой указывает высоту фаски (высоту усеченного конуса), а вторая цифра – угол наклона образующей конуса к его основанию, например 2 × 45º (рисунок 47).


Рисунок 47 – Примеры нанесения размеров фаски
Если фаска имеет угол, отличный от 45º, то её размер указывают по общим правилам – двумя линейными размерами (рисунок 48, а) или линейным и угловым размерами (рисунок 48 б, в).

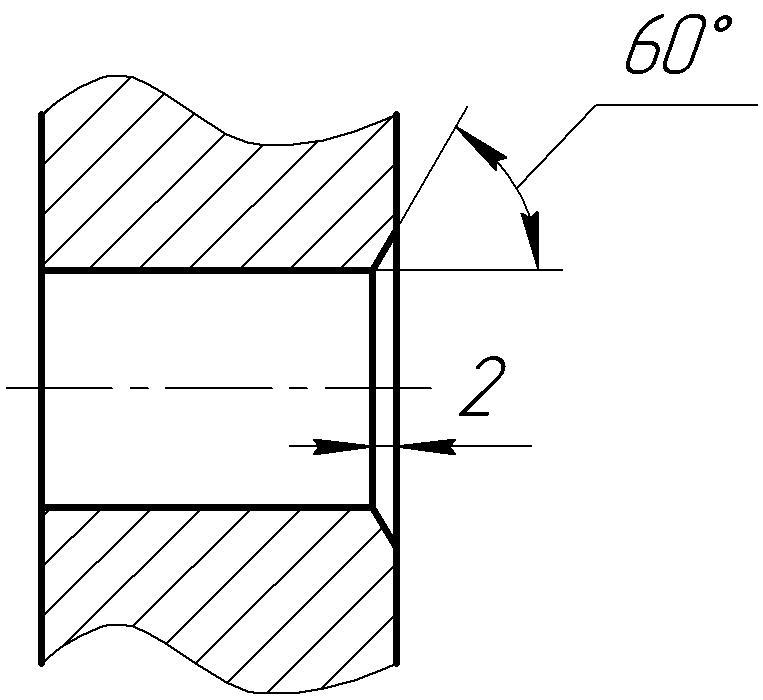

Рисунок 48 – Примеры нанесения размеров фаски
В случаях, когда деталь имеет две симметрично расположенные одинаковые фаски на одинаковых диаметрах, размер фаски наносят один раз, без указания их числа (рисунок 49а). Если деталь имеет несколько одинаковых фасок на цилиндрической или конической поверхности разного диаметра, то наносят размер фаски только один раз, с указанием их числа (рисунок 49б).
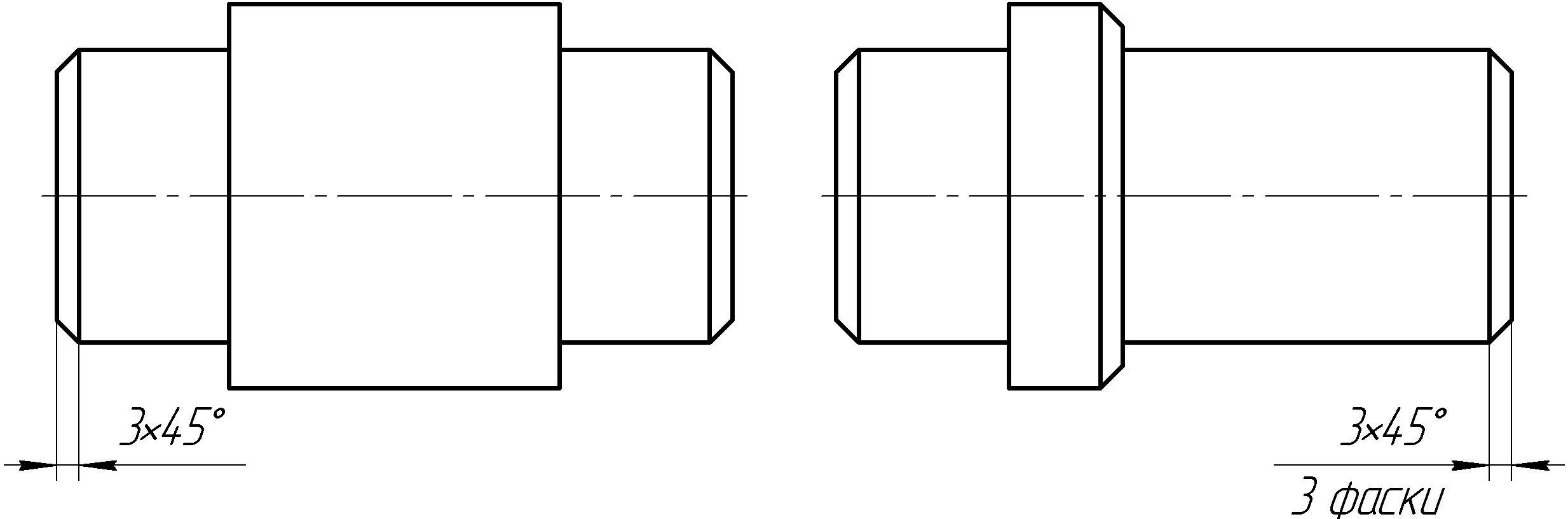
Рисунок 49 – Примеры нанесения размеров фаски
Примечание: предметы или элементы, имеющие постоянное или закономерно изменяющееся поперечное сечение (валы, цепи, прутки, фасонный прокат, шатуны и т.п.), допускается изображать с разрывами (рисунок 50).
Частичные изображения и изображения с разрывами ограничивают сплошной волнистой линией, соединяющей соответствующие линии контура.


Таблица 8 – Данные к заданию «Цапфа»