Наипростейший способ спаять алюминиевые провода без специальных флюсов

Если у вас хоть раз была надобность спаять между собой алюминиевые провода или с медным проводом, то вы прекрасно знаете, что просто так этого не сделать. Алюминий из-за мгновенного образования стойкой оксидной пленки обычным флюсом припаять практически невозможно, но есть один наипростейший лайфхак как это все таки можно сделать без специального флюса.
Понадобится для пайки
- Наждачная бумага.
- Припой с жилой канифоля внутри (или обычный припой с отдельной канифолью) — http://alii.pub/5l1kkw
- Любое минеральное машинное масло (синтетическое тоже сгодится).
Паяем алюминиевые провода в домашних условиях без специального флюса
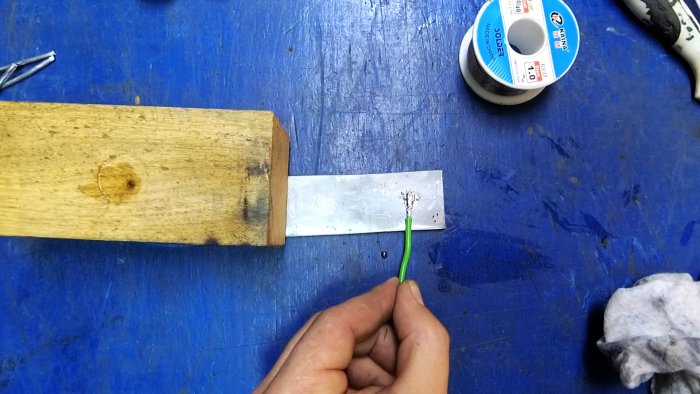
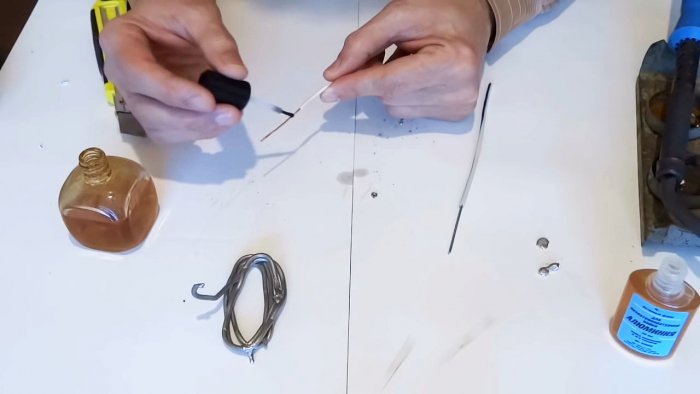
Зачищаем алюминиевые правда в месте пайки при помощи наждачной бумаги. В данном случае заодно снимаем лаковую изоляцию.

Наждачка сделает микроцарапины на месте пайки, что будет способствовать ее надежности.
Макаем кончик проволоки в масло.

Лудим хорошо разогретым паяльником. Только не перегретым, а разогретым, иначе масло быстро испарится, а оно выступает в роли флюса и не дает кислороду попасть в центр пайки.

Секрет заключается в том, что во время лужения необходимо жалом паяльника скоблить провод. Это удалит оксидную пленку и припой прилипнет к алюминию.
Два способа пайки алюминия обычным паяльником
Пайка алюминия осуществляется с помощью оловянно-свинцового припоя. Но процесс осложняется тем, что алюминий трудно залудить. Чаще всего паяются алюминиевые плоские поверхности или алюминиевые провода к алюминию либо алюминий к меди. Причина плохой пайки алюминия связана с тем, что он сам по себе очень активный металл и на воздухе мгновенно покрывается очень тонким, но прочным слоем оксидной пленки, который защищает этот металл от атмосферных воздействий.

Даже если зачистить поверхность металла обычной наждачкой и попытаться ее залудить, то ничего не получится, потому что за считанные секунды металл покрывается той же самой оксидной пленкой.
Два распространенных способа пайки алюминия в домашних условиях
Есть 2 решения этой проблемы: либо зачищать металл под защитной средой, либо использовать специализированные флюсы. В первом случае покрываем поверхность минеральным маслом и пытаемся ее залудить.

Для этого под поверхностью масла начинаем царапать поверхность металла, счищая оксидную пленку. При этом масло не дает кислороду проникать до металла, и он не окисляется.

Маленькую площадку можно очистить при помощи мощного паяльника, поскольку алюминий очень теплопроводный материал, и как только мы нагреваем поверхность, температура на ней начинает падать.

Поэтому берем оловянно-свинцовый припой и затираем его, но даже под слоем масла это сделать очень трудно, тем не менее такой способ все-таки является рабочим, если долго продолжать тереть. После того, как поверхность «залудилась», масло удаляем, и припаиваем медный провод.
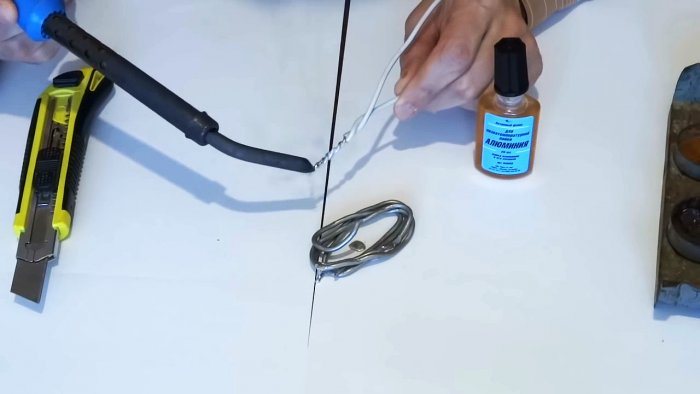
По второму варианту используем специализированный флюс для пайки по алюминию, в котором находятся все элементы, разъедающие оксидную пленку, и реагирующие с самим металлом, что облегчает пайку.

В данном случае это низкотемпературный припой, которым капаем на поверхность, и видим, что происходит шипение, т. е. сам флюс взаимодействует с металлом, и поэтому происходит лужение, и есть возможность припаять провод.

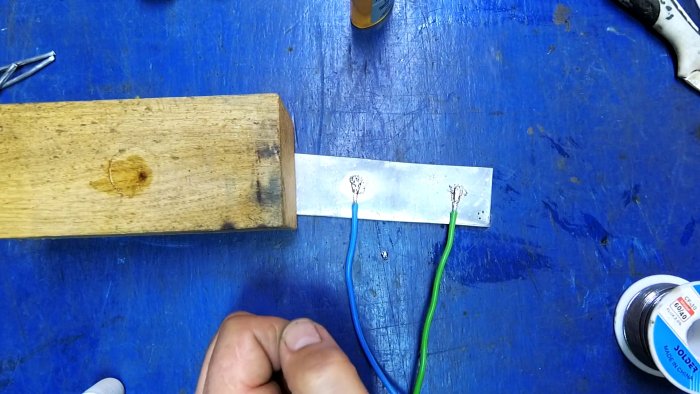
Теперь производим пайку проводов между собой. Отметим, что первый способ под маслом, не подходит для пайки проводов из-за неудобства места и очень трудной организации затирки. А вот флюс для пайки проводов – незаменимая вещь. Если пошло шипение, то лужение состоялось и соединение проводов внахлест произошло.


Далее попробуем соединить провода, когда конец одного провода закручивается в пружину и в него вставляется другой провод. Для их соединения контакт нужно залудить, поэтому покрываем его флюсом и запаиваем.


Проверим качество пайки. При первом и втором способе провода оторвались с трудом. Поэтому оба способа абсолютно работоспособны. Ими можно залудить алюминиевую поверхность, разве что первый способ подходит только для плоских поверхностей, а второй (с флюсом) для пайки проводов.
Пайка скруток из алюминиевого и медного провода
Итак, поговорим о том, как паять алюминий. Те, кто сталкивался с этой задачей, знают, что алюминий плохо поддаётся пайке. Виной тому тонкая оксидная плёнка, быстро образующаяся на поверхности этого металла на открытом воздухе. Поэтому для пайки алюминия применяют специальные флюсы. Процесс пайки алюминия я продемонстрирую на примере облуживания и пайки проволочных скруток.
При монтаже электропроводки я всегда отдаю предпочтение паяным соединениям. Считаю, что этот способ обеспечивает лучший электрический контакт по сравнению с обычной скруткой проводов без пайки или обжимом их в гильзе или наконечнике.
Необходимые инструменты и материалы
- обычный паяльник мощностью 40 Ватт;
- нож для снятия изоляции и зачистки проводов;
- флюс для пайки алюминия (Ф-61А, Ф-59А, Ф-64 и др);
- раствор канифоли в ацетоне или спирте;
- свинцово – оловянный припой;
- обрезки алюминиевых и медных проводов сечением 2,5 – 4 кв. мм.
Приступаем к пайке
Пайка скрутки алюминиевых проводов
Начнём работу с пайки скрученных алюминиевых проводов. Перед тем, как скрутить провода, нужно убедиться в том, что поверхность алюминиевых жил чистая. В противном случае нужно зачистить провод ножом. Поверхность провода должна быть светло – серебристой, а не тёмно – серой.
Делаем скрутку плоскогубцами.
Для пайки алюминия применяем специальный флюс. Он может иметь конкретную марку Ф-61А, Ф-59А, Ф-64 и др, или же просто называться «флюс для пайки алюминия». Флакончик объёмом 25 мл стоит приблизительно 45 рублей и его хватит надолго.

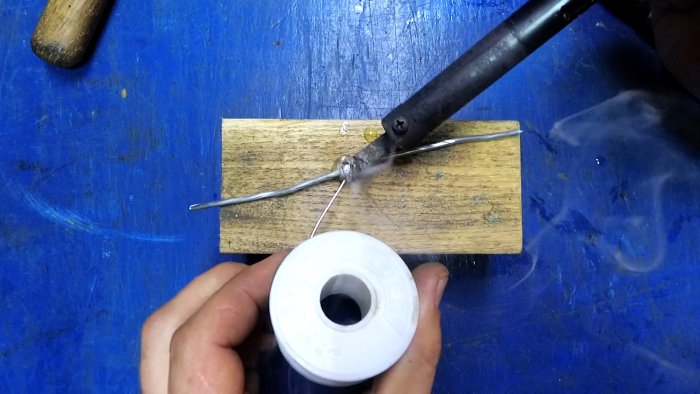
С помощью кисточки наносим флюс тонким слоем на скрутку со всех сторон.
Разогретое до рабочей температуры жало паяльника смачиваем припоем, слегка дотронувшись до него. Поглаживая скрутку рабочей поверхностью жала, наносим на неё припой.
Припой и алюминий похожи цветом, но это не мешает наблюдать, как припой растекается по поверхности проводов, заполняя щели между ними. Перебарщивать с количеством припоя не стоит, достаточно тонкого слоя на поверхности алюминия, застывших капель следует избегать.
Пайка медной скрутки

Медные скрутки я паяю таким же способом, только флюсом в этом случае служит раствор канифоли в ацетоне. Готовлю я его следующим образом. Во флакончик заливаю около 30 мл ацетона и постепенно засыпаю в него канифоль, предварительно измельчённую в порошок. Перемешиванием добиваюсь полного растворения канифоли. В результате раствор должен приобрести цвет некрепкого чая. Наношу флюс также кисточкой, расход канифоли при этом мизерный, а благодаря текучести ацетона раствор проникает в самые мелкие щели. Если использовать нерастворённую канифоль, получается не так аккуратно, её излишки потом приходится удалять.

Скрутка из медного и алюминиевого провода
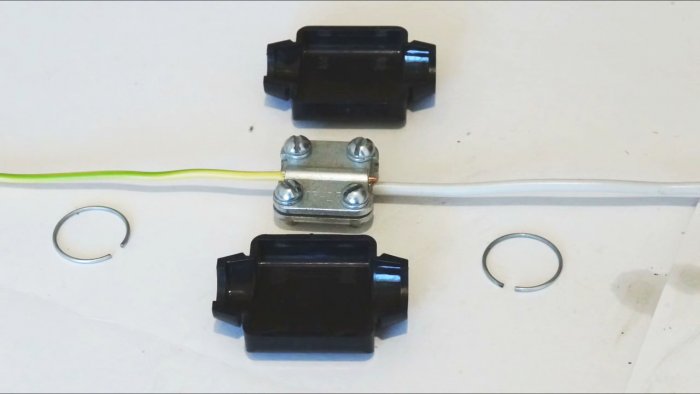
При монтаже электропроводки выполнять непосредственное соединение проводов с токоведущими жилами из меди и алюминия запрещено. В результате электрохимических процессов на границе соприкосновения этих металлов образуется окисная плёнка, которая увеличивает переходное сопротивление. Присутствие влаги активизирует протекание реакции. В результате переход начинает нагреваться, что ещё более ускоряет процесс коррозии. Медь с алюминием соединяют через третий металл. Обычно применяют болтовое соединение с установкой между проводами стальной шайбы, либо специальные зажимы, исключающие непосредственный контакт проводов.

При необходимости произвести соединение проводов с медной и алюминиевой жилой, я поступаю следующим образом.

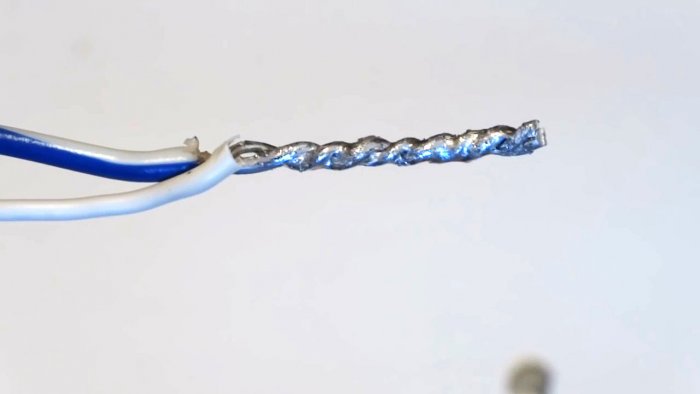
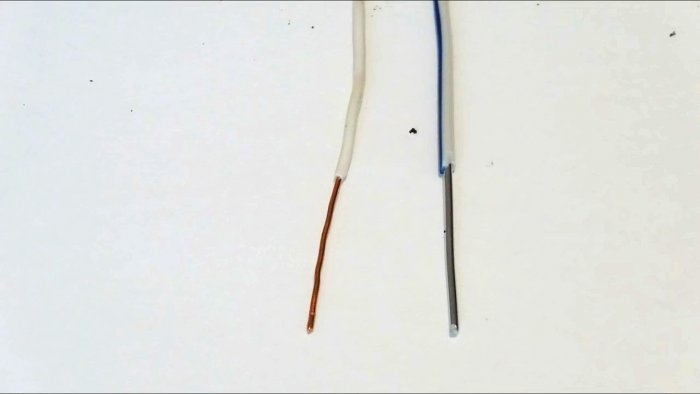
Медные и алюминиевые провода, которые требуется соединить, я предварительно облуживаю, то есть, покрываю тонким слоем припоя.

При этом для каждого металла использую свой флюс, а припой применяю один и тот же. После этого я скручиваю провода и пропаиваю скрутку снаружи. В результате медный и алюминиевый провод соединяются через слой разделяющего их припоя. Олово и свинец, входящие в состав припоя химически нейтральны к меди и алюминию, что исключает протекание электрохимической коррозии. Наружный слой припоя, нанесённый на скрутку, герметизирует контакт и защищает его от внешних воздействий.

Иногда можно услышать мнение, что пайка скруток несёт в себе потенциальную опасность. Считается, что при перегреве скрутки припой плавится и, капая, повреждает изоляцию других проводов. Давайте разберёмся с этим.
Сама по себе скрутка, тем более пропаянная, обеспечивает площадь электрического контакта, в разы превышающую сечение основного провода. А это значит, что при перегрузке электропроводки, нагревание скрутки будет наименьшим. В этом случае будет происходить перегрев провода по всей его длине, что может привести к оплавлению изоляции гораздо раньше, чем к расплавлению припоя. Причиной возникновения подобной ситуации является не наличие скрутки, и не её пайка, а отсутствие автоматического выключателя или неправильный его выбор.
Что же касается «разрушительного» действия расплавленного припоя, то в процессе пайки вы можете убедиться, что случайно упавшие с жала паяльника его капли не прожигают даже газету на столе.
Заключение
- поражение электрическим током в случае его неисправности (пробоя фазы на корпус и жало паяльника);
- возможность получения ожога (температура плавления свинцово – оловянных припоев составляет около 200°С).
Как паять алюминиевые провода?

Популярность медных проводов в строительстве постепенно падает. Лидерские позиции на сегодняшний день занимают кабели из алюминия по причине дешевизны. Алюминий используют как для изготовления проводов, так и кабелей больших сечений.
Методы
Главная проблема, которая возникает при использовании алюминиевых проводников, заключается в быстром окислении материала. Пленка оксида, образующаяся на поверхности, перекрывает путь электрическому току при соединениях проводов.
Чтобы предотвратить возникновение или распространение этого процесса, провода пропаивают.
Существуют два метода пайки алюминиевых проводов.
- С помощью паяльника. Сложность этого метода заключается в том, что не удается подобрать подходящую температуру для выполнения процесса. В случае работы с алюминием легко может произойти как перегрев соединения, так и его недогрев.
- С помощью газовой горелки. В этом случае регулировать температуру работы проще, однако применение такого метода потребует более тщательной подготовки алюминиевой поверхности.
В большинстве случаев паяют алюминиевые провода посредством использования горелки.
Подготовка
Для проведения процедуры потребуется подготовить следующие инструменты и материалы.
- Паяльник. Его мощность не должна превышать 40 Вт.
- Нож. Необходим для зачистки материала и снятия верхнего слоя изоляции.
- Флюс. Используется для проведения основного процесса.
- Канифоль. Этот компонент должен быть в растворе из спирта или ацетона.
- Припой. Вещество, сделанное из свинца и олова.
А также будут необходимы обрезки проводов из алюминия или меди. Сечение проводов не должно превышать 4 кв. мм.
Перед тем как приступить к пайке, следует подготовить материал. Стоит отметить, что алюминий – легкоплавкий металл. Температура его плавления – 660 градусов по Цельсию. Поэтому при неосторожном нагреве алюминий легко разрушить.
Еще одна сложность, которая может возникнуть при выполнении процесса, – это быстрое окисление материала на воздухе. Пленка окиси, покрывающая поверхность, защищает материал от воздействия внешних факторов. И она же становится препятствием для образования адгезии припоя с материалом. Именно поэтому ее необходимо удалять. Собственно, в этом и заключается процедура обработки проводов.
Снять пленку механически не получится, если под рукой нет подходящего оборудования. Объясняется это тем, что материал моментально окислится и покроется новой пленкой.
Удалить окись можно с помощью масла, которое перед проведением процесса необходимо будет прокалить до 200 градусов по Цельсию. Это требуется для того, чтобы удалить из состава активный кислород.
Удаление пленки окисла с помощью масла – сложный и неудобной процесс при пайке металла в домашних условиях. Использование канифоли или других флюсов тоже не поможет достичь нужного результата. Поэтому обычно прибегают к обработке концов проводников одновременным использованием флюса и механического способа.
Обработку металлов следует проводить после того, как провода будут скручены. В противном случае впоследствии не получится очистить всю поверхность провода механически. Только обработанные концы проводников можно будет спаять друг с другом.
Описание процедуры
Пайка алюминиевой проводки происходит в несколько этапов.
- Сначала выполняют подготовку необходимых инструментов и расходных материалов. Важно положить их таким образом, чтобы они всегда были под рукой. Дополнительно на данном этапе освобождают рабочее пространство, убирая из него лишние предметы.
- Дальнейшие действия заключаются в непосредственной обработке металла. Поверхность проводов зачищают и обрабатывают специальным флюсом. Кроме того, проводят лужение и другие процедуры.
- Третий этап – настройка техники. С помощью регулировок устанавливают оборудование на требуемый режим. Это позволяет обеспечить надежное выполнение поставленной задачи и сохранить целостность заготовки во время пайки.
- Следующий шаг представляет собой основной процесс. Точными и быстрыми движениями заготовки спаивают друг с другом. Для этого подносят небольшую часть припоя к проводам и наносят на концы специальный состав, который соединяет изделия. Предварительно осуществляют скрутку заготовок.
Последний этап заключается в том, чтобы дать металлу остыть. Дополнительно по окончании работ проверяют прочность соединения.
Техника безопасности
В процессе пайки требуется соблюдать правила техники безопасности. В основном к ним относятся общие меры предосторожности при работе со следующим оборудованием и веществами:
- электрическими нагревателями;
- открытым пламенем;
- агрессивными жидкостями.
К последним относятся флюсы. При выполнении поставленной задачи запрещается использовать неисправную технику. Важно предварительно осмотреть, не нарушена ли у паяльника изоляция, а при необходимости заменить устройство.
Также правилами техники безопасности запрещено применение горелок вблизи легковоспламеняющихся предметов. В помещении, где проводятся работы, необходимо организовать принудительную вентиляцию.
Полезные советы
Чтобы процедура пайки прошла успешно, рекомендуется принять во внимание несколько простых советов.
- Оловянный припой быстро покроется ржавчиной в процессе эксплуатации, если не позаботиться о его обработке. После соединения изделий рекомендуется нанести на поверхность материала лакокрасочное покрытие. Оно обеспечит защиту от окисления.
- Если соединить детали с помощью обычного припоя не удается, можно воспользоваться усовершенствованным вариантом процедуры. Высокотемпературный припой состоит из алюминия и кремния. Это позволяет обеспечить более надежное соединение, однако следует помнить о том, что для его использования потребуется достижение температуры работы 600 градусов по Цельсию.
- Перед проведением работ стоит убедиться, что на рабочем столе находятся требуемые материалы и инструменты, а также нет ничего лишнего. Если это не предусмотреть, риск получения травмы или плохого результата припоя повышается.
Учет перечисленных советов позволит спаять алюминиевые заготовки быстро и качественно.
Как паять алюминиевые провода, смотрите далее.