6. Определение, назначение, принцип работы и устройство барабанного, кулачкового и плоского контроллера.
Контроллером называется многоступенчатый, многоцепной аппарат с ручным управлением, предназначенный для изменения схемы главной цепи двигателя или цепи возбуждения. Кроме того, контроллеры также применяются для изменения сопротивлений, включенных в эти цепи. По своему конструктивному исполнению контроллеры делятся на барабанные, кулачковые и плоские.
Барабанные контроллеры. На рис.1 показан контактный элемент барабанного контроллера. На валу 1 укреплён сегментодержатель 2 с подвижным контактом в виде сегмента 3. Сегментодержатель изолирован от вала изоляцией 4. Неподвижный контакт 5 расположен на изолированной рейке 6. При вращении вала 1 сегмент 3 набегает на неподвижный контакт 5, чем осуществляется замыкание цепи. Необходимое контактное нажатие обеспечивается пружиной 7. Вдоль вала расположено большое число контактных элементов. На одном валу устанавливается ряд таких контактных элементов. Сегментодержатели соседних контактных элементов можно соединять между собой в различных необходимых комбинациях. Определенная последовательность замыкания различных контактных элементов обеспечивается различной длиной их сегментов.
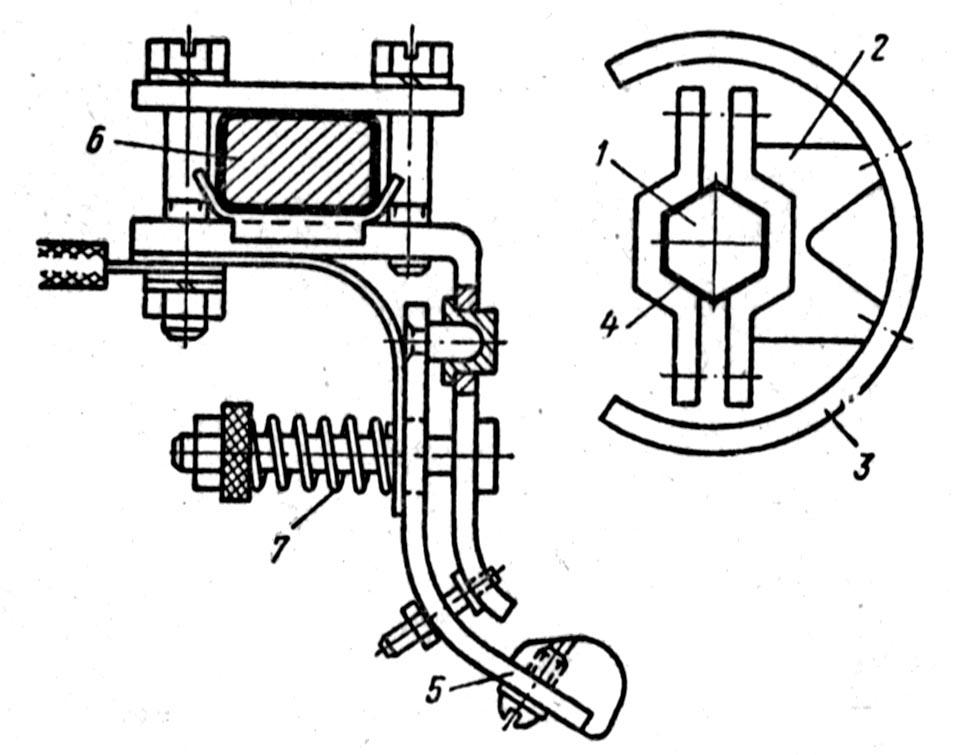
Рис.1. Контактный элемент барабанного контроллера.
Кулачковые контроллеры. В кулачковом контроллере переменного тока (рис.2) перекатывающийся подвижный контакт 1 имеет возможность вращаться относительно центра О2, расположенного на контактном рычаге 2. Контактный рычаг 2 поворачивается относительно центра O1. Контакт 1 замыкается с неподвижным контактом 3 и соединяется с выходным контактом с помощью гибкой связи 4. Замыкание контактов 1,3 и необходимое контактное нажатие создаются пружиной 5, воздействующей на контактный рычаг через шток 6. При размыкании контактов кулачок 7 действует через ролик 5 на контактный рычаг. При этом сжимается пружина 5 и контакты /, 3 размыкаются. Момент включения и отключения контактов зависит от профиля кулачковой шайбы 9, приводящей в действие контактные элементы. Малый износ контактов позволяет увеличить число включений в час до 600 при ПВ-60 %. В контроллер входят два комплекта контактных элементов / и //, расположенных по обе стороны кулачковой шайбы 9, что позволяет резко сократить осевую длину устройства. Как в барабанном, так и в кулачковом контроллере имеется механизм для фиксации положения вала. Контроллеры переменного тока в виду облегченного гашения дуги могут не иметь дугогасительных устройств. В них устанавливаются только дугостойкие асбестоцементные перегородки 10. Контроллеры постоянного тока имеют дугогасительное устройство, аналогичное применяемому в контакторах.
Выключение рассмотренного контроллера происходит при воздействии на рукоятку и передаче этого воздействия через кулачковую шайбу, включение происходит с помощью силы пружины 5 при соответствующем положении рукоятки. Поэтому контакты удается развести даже в случае их сваривания. Недостаток конструкции заключается в большом моменте на валу за счет включающих пружин при значительном числе контактных элементов. Надо отметить, что возможны и другие конструктивные решения привода контактов контроллера.
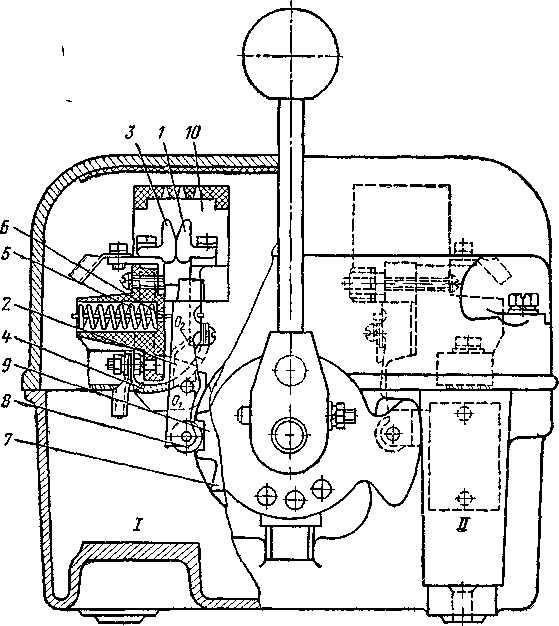
Рис.2. Кулачковый контроллер.
Плоские контроллеры. Для плавного регулирования поля возбуждения крупных генераторов и для пуска в ход и регулирования частоты вращения больших двигателей необходимо иметь большое число ступеней. Применение кулачковых контроллеров здесь нецелесообразно, так как большое число ступеней ведет к резкому возрастанию габаритов аппарата. Число операций в час при регулировании и пуске невелико (10—12). Поэтому особых требований к контроллеру с точки зрения износостойкости не предъявляется. В этом случае широкое распространение получили плоские контроллеры.
На рис.3 показан общий вид плоского контроллера для регулирования возбуждения. Неподвижные контакты 1, имеющие форму призмы, укреплены на изоляционной плите 2, являющейся основанием контроллера. Расположение неподвижных контактов по линии дает возможность иметь большое число ступеней. При той же длине контроллера число ступеней может быть увеличено путем применения параллельного ряда контактов, сдвинутого относительно первого ряда. При сдвиге на полшага число ступеней удваивается. Подвижный контакт выполнен в виде медной щетки. Щетка располагается в траверсе 3 и изолируется от нее. Нажатие создается цилиндрической пружиной. Передача тока с контактной щетки 4 на выходной зажим осуществляется с помощью токосъемной щетки и токосъемной шипы 5. Контроллер рис.3 может одновременно производить переключения в трех независимых цепях. Траверса перемещается с помощью двух винтов 6, приводимых в движение вспомогательным двигателем 7. При наладочных работах перемещение траверсы вручную производится рукояткой 8. В конечных положениях траверса воздействует на конечные выключатели 9, которые останавливают двигатель. Для того чтобы иметь возможность точной остановки контактов на желаемой позиции, скорость движения контактов берется малой: (5—7)10 -3 м/с, а двигатель должен иметь торможение. Плоский контроллер может иметь и ручной привод.

Рис.3. Плоский контроллер.
Преимущества и недостатки разных типов контроллеров.
Барабанные контроллеры.
Вследствие малой износостойкости контактов допустимое число включений контроллера в час превышает 240. При этом мощность запускаемого двигателя приходится снижать до 60% номинальной, из-за чего такие контроллеры применяются при редких включениях.
Кулачковые контроллеры.
В контроллере используется перекатывающийся линейный контакт. Благодаря перекатыванию контактов дуга, загорающаяся при размыкании, не воздействует на поверхность контакта, участвующую в проведении тока в полностью включенном состоянии.
Малый износ контактов позволяет увеличить число включений в час до 600 при продолжительности включения 60%.
Конструкция контроллера имеет следующую особенность: выключение происходит за счет выступа кулачка, а включение за счет силы пружины. Благодаря этому контакты удается развести даже в случае их сваривания.
Недостатком этой системы является большой момент на валу, создаваемый включающими пружинами при значительном числе контактных элементов. Возможны и другие конструктивные оформления привода контактов. В одном из них контакты замыкаются под действием кулачка и размыкаются под действием пружины, в другом и включение и отключение совершается кулачком. Однако они применяются редко.
Плоские контроллеры.
Плоские контроллеры получили широкое распространение для плавного регулирования поля возбуждения крупных генераторов и для пуска в ход и регулирования частоты вращения больших двигателей. Так как необходимо иметь большое число ступеней, то применение кулачковых контроллеров здесь нецелесообразно, потому что большое число ступеней ведет к резкому возрастанию габаритов аппарата.
При размыкании между подвижным и неподвижным контактом появляется напряжение, равное падению напряжения на ступени. Для того чтобы не появлялась дуга, допустимое падение напряжения на ступени берется от 10 В (при токе 200 А) до 20 В (при токе 100 А). Допустимое число включений в час определяется износом контактов и не превосходит обычно 10—12. Если напряжение на ступени равно 40—50 В, то применяется специальный контактор, который перемыкает соседние контакты во время перемещения щетки.
В случае, когда необходимо производить коммутацию цепи при токах 100 А и более с частотой включений в час 600 и выше, применяется система, состоящая из контактора и командоаппарата.
Примеры применения контроллеров в электроприводе.
Командоаппаратом называется устройство, предназначенное для переключений в цепях управления силовых электрических аппаратов (контакторов). Иногда они применяются для непосредственного пуска электрических машин малой мощности, для включения электромагнитов и другого оборудования. Командоаппараты могут иметь ручной привод (кнопки, ключи управления, командоконтроллеры) или могут приводиться в действие контролируемым механизмом (путевые выключатели).
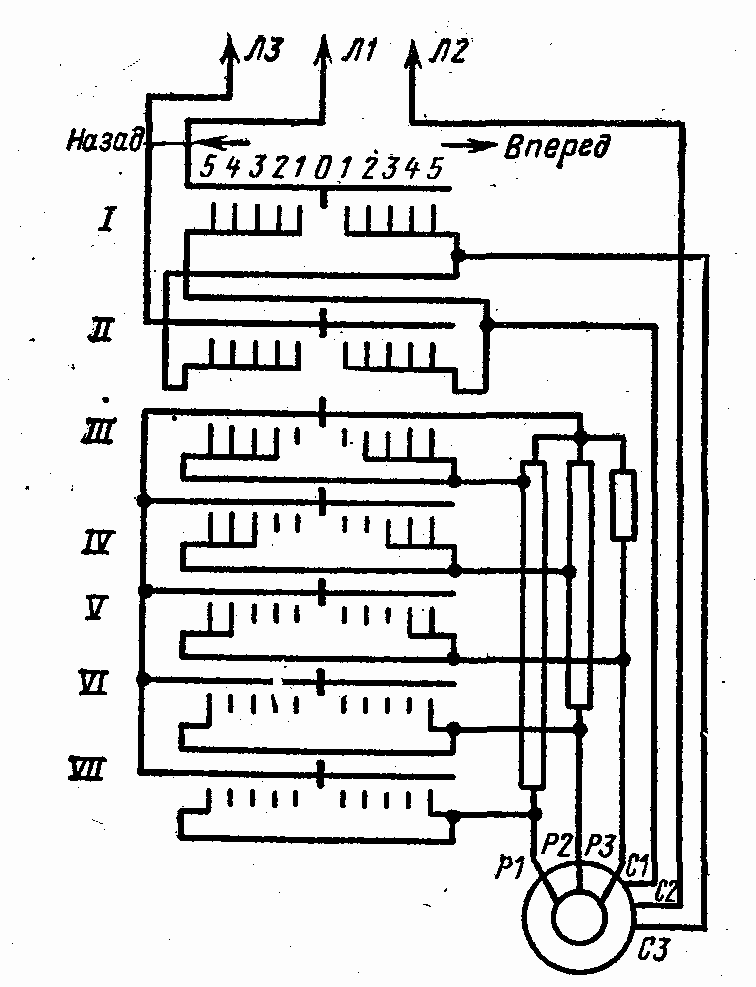
На рис.4 показана схема для пуска асинхронного двигателя с фазным ротором с помощью кулачкового контроллера. Контакты обозначены римскими цифрами, арабскими — позиции вала аппарата. При пуске «вперед» работают контактные элементы, расположенные справа. Рассмотрим третью позицию. В этой позиции замкнуты контакты /, //, ///,IV. При этом статор подключен к сети, а в роторе выведены первые ступени пусковых резисторов в двух фазах. В пятом положении все контакты замкнуты и ротор двигателя закорочен.
Рис.4. Схема соединений кулачкового контроллера для
пуска асинхронного двигателя с фазным ротором.
Кнопки управления. Простейшим командоаппаратом является кнопка управления. Кнопка используется для различных схем пуска, остановки и реверса двигателей путем замыкания и размыкания обмоток контакторов, которые коммутируют главную цепь, а также для управления самыми различными схемами автоматики. Основной частью кнопки является кнопочный элемент, разрез которого показан на рис.5. Для повышения надежности работы контакты выполняются из серебра.
Что такое промышленные контроллеры
Термином «промышленный контроллер» характеризуют класс средств промышленной автоматики, которые выполнены в специальном конструктивном исполнении, имеют развитый набор устройств связи с объектом и обязательно программируются на языках общего применения (не проблемно ориентированных).
Это означает, что элементная база центрального процессора может быть любой начиная с 8-разрядных однокристальных и заканчивая коммуникационными процессорами. Однако, следуя концепции открытых систем, производители средств промышленной автоматики (но не телемеханики и коммуникационных технологий) в значительной степени перешли на IBM PC-совместимую элементную базу. Поэтому в большинстве случаев под определением «промышленный контроллер» в узком смысле скрывается PC-совместимый контроллер модульного исполнения, ориентированный на решение задач локального управления с минимальной реализацией функций человеко-машинного интерфейса. Промышленный контроллер — это чаще всего м одульный программируемый контроллер для решения сложных задач автоматического управления.
Большой обучающий курс:
Следует выделить две линии развития аппаратных средств PC-совместимых промышленных контроллеров:
1. Максимальное сохранение архитектуры IBM PC в области малогабаритных встраиваемых систем. Наиболее известными изделиями этой линии являются модульные контроллеры в стандарте РС/104 (стандарт предложен фирмой «А mpro «) и контроллеры в стандарте micro PC, производимые фирмой «Octagon Systems».
Оба упомянутых стандарта в наименьшей степени отошли от первоначальной концепции персональных компьютеров. Оба стандарта имеют модульный принцип построения, при котором конечная конфигурация изделия определяется включенным в его состав набором функциональных плат (модулей). Именно поэтому изделия рассматриваемых стандартов в разной конфигурации могут быть с одинаковым успехом отнесены и к промышленным компьютерам, и к промышленным контроллерам.

Рис. 1. Плата центрального процессора промышленного контроллера в стандарте micro PC (модель 5066-586 фирмы «Octagon Systems»)
2. Максимальное сохранение архитектуры и конструктивных решений ПЛК с заменой процессорного модуля на PC-совместимый с открытым программным обеспечением. Девиз изделий этой линии «все достоинства PC и PLC в одном изделии». Причем ведущие фирмы-производители подошли к такому решению с разных сторон.
Так, законодатели в области ПЛК фирм «Siemens» и «Festo» на основе уже готовых решений Power-PLC с развитой библиотекой интеллектуальных периферийных модулей предложили альтернативные решения с заменой блока центрального процессора. И у ПЛК большого формата фирмы «Siemens» Simatic S7-400″ появился собрат Simatic М7 с процессором FM456-4.
Фирма «Festo» в набор процессорных модулей ПЛК FPC400 ввела модуль РС-совместимого процессора FPC406. Причем допускается одновременная работа в составе FPC400 модуля процессора ПЛК FPC405, который предназначен исключительно для функций управления технологическим процессом, и модуля FPC406, который используется для хранения и обработки данных и визуализации технологического процесса.
Аналогичные решения предлагаются известными производителями ПЛК уже на уровне micro PLC. Примером может служить ПЛК FEC фирмы «Festo» и ПЛК DL205 фирмы «Direct Logic». Подходя к аналогичному решению, законодатель в области промышленных компьютеров фирма «Advantech» предложила серию контроллеров ADAM5000, которая по числу обслуживаемых дискретных входов-выходов соответствует micro PLC, но имеет открытую архитектуру центрального процессора.

Рис. 2. ПЛК FEC FESTO

Рис. 3. ПЛК DirectLOGIC DL205
Рис. 4. Промышленный контроллер ADAM5000
Российские производители промышленных контроллеров пытаются найти свою нишу среди широкой номенклатуры средств, предлагаемых всемирно известными производителями.
Телеграмм канал для тех, кто каждый день хочет узнавать новое и интересное: Школа для электрика
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Не пропустите обновления, подпишитесь на наши соцсети:
1.1.5. Контроллеры
Контроллер – от английского глагола «to control» — управлять.
Контроллером называется многоступенчатый аппарат управления с ручным приво-
дом, подвижные контакты которого переключаются по заданной программе при повороте его приводного вала.
В зависимости от назначения, контроллеры делятся на два вида:
- силовые ( чаще – просто «контроллер» );
- командоконтролеры.
Силовыми называются контроллеры, предназначенные для коммутации силовых
цепей. Токи в силовых цепях составляют единицы – десятки ампер. Например, контролле
ры серий КВ1 и КВ2 коммутируют токи от 10 до 60 А.
Командоконтроллерами называются контроллеры, предназначенные для коммута-
ции цепей управления. Токи в таких цепях составляют десятые доли — единицы ампер.
Например, командоконтроллеры серий КВ0, КН и КТ рассчитаны на ток 10 А.
Силовые контроллеры
Силовые контроллеры применяют для пуска, реверса, регулирования скорости, торможения и остановки двигателей в электроприводах грузоподъёмных механизмов при мощности двигателя до 10…12 кВт и электроприводах якорно-швартовных механизмов при мощности до 20 кВт.
Различают два вида силовых контроллеров:
Силовой барабанный контроллер
Силовой барабанный контроллер изображен на рис. 25.

Рис. 25. Силовой барабанный контроллер: 1 – медные сухарики; 2 – неподвижные контакты; 3 – стальная рейка; 4 – зажимы; 5 – маховик; 6 – вал; 7 – кулачковые шайбы; 8 – медные пластины
Контроллер имеет литой корпус, закрытый крышкой с резиновым уплотнением. С
маховиком 5 механически связан вертикальный вал 6, на котором смонтированы кулачко-
вые изоляционные шайбы 7 с привинченными к ним медными подвижными контактами 8.
Эти контакты выполнены в виде сегментов разной длины, напротив которых распо
ложены на стальной рейке 3 изолированные от нее неподвижные контакты 2. Каждый та-
кой контакт на одном конце конце имеет сухарик – привинченный медный съемный кон-
такт 1, а на другом – зажимы 4 для подключения кабелей.
Сегменты расположены по высоте барабана в определенном порядке.
Принцип действия контроллера состоит в следующем.
При повороте барабана сухарики 1 cкользят по сегментам 8, замыкаясь или размы-
каясь с ними, что приводит к необходимым переключениям в схеме управления электро-
Барабанные контроллеры имеют следующие недостатки:
1.большой вес и габариты;
2.недостаточно плотный скользящий контакт между подвижными и неподвижны-
В 60-е годы ХХ века на смену барабанным контроллерам пришли кулачковые.
Силовой кулачковый контролер
Устройство силового кулачкового контроллера показано на рис.26.
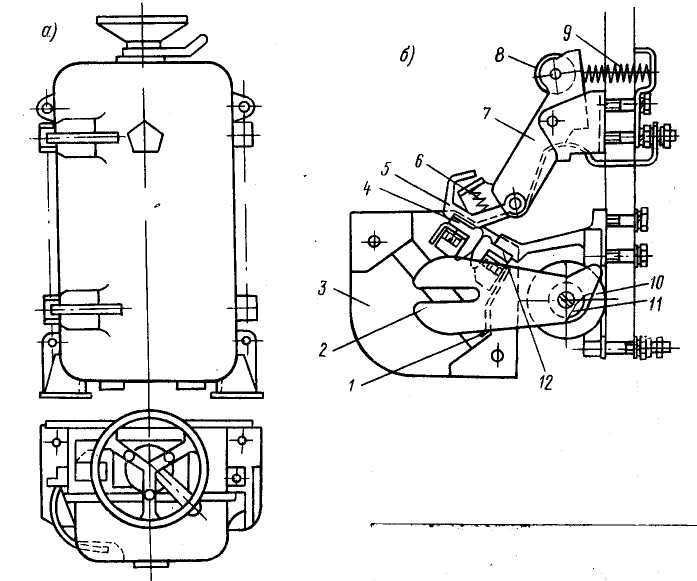
Рис. 26. Силовой кулачковый контроллер: а – общий вид; б – контактное устройст-
1 – дугогасительный рог; 2 – полюсные наконечники; 3 – асбоцементная камера;
4 – подвижный контакт; 5 – суппорт; 6 – пружина контакта; 7 – рычаг; 8 – ролик;
9 – пружина; 10 – дугогасительная катушка; 11 – сердечник катушки; 12 – непод-
С маховиком контроллера в виде штурвала ( рис. 26, а, нижняя проекция ) механи
чески связан вал, на котором смонтированы кулачковые шайбы с переменным профилем
( отсюда название этого типа контроллера – кулачковый ).
Против каждой кулачковой шайбы на неподвижной изоляционной панели располо-
жены контактные устройства ( рис. 26, б ).
Контактное устройство представляет собой рычаг 7, на одном конце которого на оси закреплен подпружиненный суппорт 5 с подвижным контактом 4. На втором конце рычага размещён ролик 8, находящийся во впадине шайбы. На этот конец рычага давит пружина 9, заставляя подвижный контакт 4 надавливать на неподвижный контакт 12.
При повороте маховика ролик 8 выходит из впадины шайбы и попадает на её вы-
ступ. При этом шайба надавливает на ролик, заставляя рычаг повернуться по часовой стрелке вокруг оси. Верхний край рычага сжимает пружину 9, а нижний отводит подвиж-
ный контакт 4 от неподвижного 12, контакты размыкаются.
Углы поворота вала с шайбами фиксируются в определенных положениях с помо-
щью храпового устройства. Профиль кулачковых шайб определяет программу управления электроприводом – пуск, первая скорость, вторая скорость, остановка и т.п.
Дугогасительное устройство постоянного тока состоит из последовательной искро
гасительной катушки 10, сердечника катушки 11, полюсных наконечников 2, дугогаситель
ного рога 1 и асбестоцементной камеры 3.
На переменном токе дугогашение обеспечивается установкой между кулачковыми элементами асбестоцементных перегородок, которые препятствуют перекрытию дугой рядом расположенных полюсов аппарата.
Контактные устройства цепей управления устроены и работают аналогичным обра
зом, но их контакты – не пальцевые, а мостиковые и без дугогашения.
Командоконтроллеры
Командоконтроллер – это командоаппарат ручного управления, предназначенный для частого переключения контактов в цепях управления.
В зависимости от типа, командоконтроллеры имеют до 12 рабочих положение и до 12 цепей. Каждому рабочему положению соответствует определенный рабочий режим, например, «травить», «лево», «скоростной спуск», «выбирать», «право», «тяговый подъ-
ем» и т.п. Число цепей определяется схемой управления электропривода – чем больше функций выполняет схема, тем больше число цепей.
Основным элементом контроллера является переключающее устройство ( рис. 27 ).
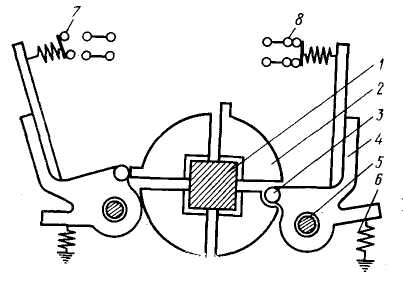
Рис. 27. Переключающее устройство командоконтроллера: 1 – вал; 2 – кулачковая шайба; 3 – ролик; 4 – пластмассовый рычаг; 5 – ось; 6 – пружина; 7 – подвижные контакты
8 – неподвижные контакты
Переключающее устройство состоит из вала квадратного сечения 1, который пово-
рачивается вручную рукояткой управления. На валу закреплены пластмассовые кулачко
вые шайбы 2 определенного профиля. Контактная система включает неподвижные контакты 8 и подвижные контакты мостикового типа 7, закрепленные на пластмассовом рычаге 4, который прижимается к кулачковой шайбе пружиной 6. Рычаг сидит на оси 5.
Поворот рукоятки управления вызывает поворот вала 1 с кулачковыми шайбами 2. Если при этом ролик 3 попадает во впадину шайбы, подвижный и неподвижный контакты замыкаются ( на рис. 27 — правая пара контактов ). Выход ролика из впадины приводит к размыканию контактов ( на рис. 27 – левая пара контактов ).
Каждое положение рукоятки аппарата фиксируется специальным храповым устрой
ством, состоящим из подпружиненного ролика и шестерни в виде звездочки. Ролик свя-
зан с корпусом аппарата, а звездочка находится на валу 1. Фиксированное положение рукоятки наступает при попадании ролика внутрь выемки на звездочке.
Командоконтроллеры могут иметь 4, 6 или 12 кулачковых элементов ( пар контак-
тов ) и от 1 до 6 положений рукоятки в одну сторону.
Командоконтроллер серии КМ-200 в сборе показан на рис. 28

Рис. 28. Командоконтролер типа КМ-200: 1 – вал; 2 – кулачковые шайбы; 3 – пружина; 4 – ось рычага; 5 – рычаги; 6 – ролики; 7 – контакты
Положение контактов и их количество указывается в специальной таблице замыка-
ний контактов ( рис. 29 ).

Рис. 29. Таблицы замыканий контактов: верхняя – с крестиками; нижняя – с точками
Эту таблицу можно изобразить двумя равнозначными способами:
- в виде таблицы с крестиками;
- в виде таблицы с точками.
Таблица с крестиками ( рис. 29, верхняя часть ) состоит из колонок и строчек.
В крайней левой колонке указаны номера подвижных контактов от 1 до 7. В осталь
ных колонках указаны номера нулевого и рабочих положений рукоятки командоконтрол-
лера. Нулевое положение обозначено цифрой «0», а рабочие положения – цифрами 1, 2, 3 и 4 в обоих направлениях — «Назад» и «Вперед».
В строчках напротив номеров контактов крестиками или пустыми клетками обо-
значается состояние контакта, а именно: если в каком-либо положении рукоятки контакт замкнут, в клетке стоит крестик, если контакт разомкнут – клетка пустая.
Например, контакт №1 замкнут только в нулевом положении ( «0» ) и разомкнут во всех рабочих ( «1», «2», «3», «4» в направлениях «Выбирать» и «Травить»).
Контакт №2 разомкнут в нулевом положении, но замкнут во всех рабочих.
Контакт №3 разомкнут в нулевом положении и в положениях 1, 2, 3 и 4 в направле
нии «Назад», но замкнут в положениях 1, 2, 3 и 4 в направлении «Вперед», и т.д.
Таблица с точками ( рис. 29, нижняя часть ) состоит из вертикальных пунктирных линий и строчек с точками. Номера вертикальных линий 0, 1, 2, 3 и 4 ( в обе стороны ) соответствуют положениях рукоятки командоконтроллера, а точки равнозначны крести-
кам — если в каком-либо положении рукоятки контакт замкнут, на вертикальной линии стоит точка, если контакт разомкнут – точки нет.
Например, контакт №1 замкнут только в нулевом положении, т.к. на вертикальной линии «0» стоит точка, и разомкнут во всех рабочих «1», «2», «3», «4» в направлениях «Выбирать» и «Травить» — на вертикальных линиях точки отсутствуют.
О промышленных контроллерах «на пальцах» для «чайников»
Что такое и какие задачи решает контроллер (регулятор) для промышленности? Каким может быть контроллер и что такое система с микропроцессорным управлением? Подробные ответы на эти вопросы вы найдёте в статье ниже.
Для начала нужно четко понять, что целью любого промышленного контроллера, в том числе программно-логического (с программируемой логикой) является управление оборудованием и/или процессом, а решаемые контроллером задачи в каждом конкретном случае могут быть разными — контролировать последовательность событий, поддерживать постоянство некоторой переменной, следовать какому-то заданному изменению и т. д.
Так, например, система управления автоматическим сверлильным станком может включить опускание сверла, когда заготовка находится в нужном положении, начать собственно сверление, когда сверло достигает заготовки, остановить процесс сверления, когда выполнено отверстие требуемой глубины, поднять сверло, выключить его до момента замены заготовок и повторения операции.

В то же время система управления конвейером может использоваться для контроля количества предметов, движущихся по конвейерной ленте, и направления их в упаковочный ящик, причем о наличии предмета на ленте может поступать сигнал от фотодатчика, датчика температуры, веса, а контроллер будет управлять электродвигателем, перемещающим конвейерную ленту, клапанами проходов/переходов и т. д.

Каким может быть контроллер
Для автоматического сверлильного станка можно использовать электрические цепи, в которых замыкание или размыкание выключателей приводило бы к включению двигателей или срабатыванию клапанов. Так замыкание одного переключателя может активировать реле, которое, в свою очередь, включает ток на двигатель и заставляет сверло вращаться, а другой переключатель — использоваться для активации реле и подачи тока на пневматический или гидравлический клапан, что приводит к переключению давления привода поршня в цилиндре и, соответственно, к перемещению заготовки в требуемое положение.
В свою очередь для контроля количества предметов, направленных конвейером в упаковочный ящик, тоже можно использовать электрические цепи, включающие датчики и двигатели, однако действия контроллера для конвейера и сверлильного станка будут разными и зависят от логики оптимального управления процессом.

Здесь под логикой следует понимать правильную последовательность действия контроллера по завершению события (сигналу от датчика). По сути, контроллер действует в полной аналогии с логикой или мыслительным процессом квалифицированного профильного рабочего, который при ручном сверлении сначала размещает заготовку, потом включает двигатель, опускает сверло, выполняет сверление на заданную глубину, поднимает сверло, выключает двигатель, меняет заготовку. А значит в контроллер необходимо изначально «вложить» эту логику, что может быть сделано с помощью жесткой зависимости переключателя/реле от датчика или путем программирования «умного» контроллера с микропроцессором.
Что такое система с микропроцессорным управлением
По сути, вместо того, чтобы жестко использовать каждую цепь переключений для каждой ситуации, более целесообразно создать одну и ту же базовую систему с набором переключателей, реле, датчиков и микропроцессором, а затем для определенного процесса подготовить программу, которая будет «инструктировать» микропроцессор, как реагировать на каждый входной сигнал и куда подавать управляющие команды. Т. е., упрощенно, это может быть программа вида: «если переключатель «A» замыкается подать сигнал на цепь двигателя, если переключатель «B» замыкается — сигнал на цепь клапана» и т. д.
Изменяя инструкции в программе, можно использовать одну и ту же микропроцессорную систему для управления самыми разными ситуациями, как, например, современная бытовая стиральная машина — входные сигналы в нее поступают от циферблатов, используемых для выбора требуемого цикла стирки, переключателя, сигнализирующего, что дверца машины закрыта, датчиков температуры и уровня воды. На основе этих входных данных микропроцессор запрограммирован на выдачу выходных сигналов, которые включают двигатель барабана и регулируют его скорость, открывают или закрывают клапаны холодной и горячей воды, включают сливной насос, управляют водонагревателем и дверным замком, чтобы машину нельзя открывать, пока цикл стирки не завершится.
Программируемый логический контроллер (ПЛК) — это особая форма микропроцессорного контроллера, который использует программируемую память для хранения инструкций и реализации таких функций, как логика, последовательность, синхронизация, вычисления для управления машинами и процессами. ПЛК изначально разрабатываются инженерами, возможно, с ограниченным знанием компьютеров и языков программирования, но с квалификацией, обеспечивающей создание устройства, которое можно программировать узкопрофильным IT-специалистам по заданному техническому заданию в зависимости от конкретного технологического процесса.

Или проще, контроллеры с пакетом входов и выходов создаются инженерами, а программируются по изначально заданной логике, которая определена конкретным технологическим процессом, программистами, например, если происходит A или B, включается C, если происходит A и B, включается D и т. д. Причем изначально тандемом инженер-программист в контроллер закладывается возможность изменения параметров регулирования, телекоммуникация с системами автоматики, диспетчерским пунктом, пользовательскими терминалами и пр.
Большое преимущество ПЛК заключается в том, что один и тот же базовый контроллер можно использовать с широким спектром систем управления, а, чтобы изменить систему и правила действий нужно всего-то ввести другой набор инструкций. В целом ПЛК похожи на компьютеры, но в то время как компьютеры оптимизированы для задач расчета и отображения, контроллеры с программируемой логикой — для задач управления в промышленной среде, а потому они:
- прочные, надежные, инертные (в допустимых пределах) к вибрациям, шуму, изменениям температуры, влажности;
- имеют интерфейс для входов и выходов уже внутри контроллера;
- легко программируются;
- как правило, имеют понятный язык программирования, который в первую очередь связан с логикой и операциями переключения.
Об основных комплектующих, входах, выходах, интерфейсе контроллеров в следующих материалах.
�� Подписывайтесь на Elec.ru. Мы есть в Телеграм, ВКонтакте и Одноклассниках