Пайка проводов, автоэлектрика для чайников.

Физкульт-привет, товарищи!
На гуру пайки и электрики я не претендую, но свою машину делаю сам. К помощи старшего коллеги (Стаса Bocohod64 ), я прибегаю только в крайних случаях.
И так, расскажу я вам ребятки, про то, как можно делать аккуратно и красиво электрику, при этом не устраивая короткие замыкания и пожары.
В первую очередь, обсудим оборудование, которое в любом случае вам всегда пригодится для ремонта электрики:
1. Бокорезы
2. Хороший мультиметр.
3. Концелярский нож со сменными лезвиями.
4. Хороший паяльник.
5. Распиновщик клемм
6. Наборы для пайки (припой, флюс, наборы термоусадок и изолента)
Это практически всё, что нужно, чтоб починить любой узел электрики автомобиля.
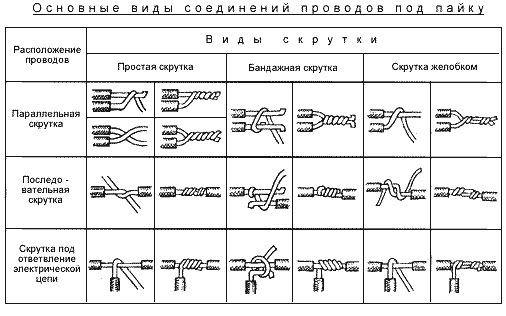
Так же, советую научиться мотать скрутки. Ведь правильная скрутка не хуже пайки!
Рассмотрим инструмент, который нам нужен более детально.

Хорошие бокорезы — залог здоровья вашей нервной системы.
Так как я работаю в сети магазинов «Профи» и у нас есть разные бокорезы в ассортименте, я могу повыбирать и пощупать в руках каждые. Цены начинаются от 100₽ и по наростающей, в зависимости от качества и дополнительных ништяков в виде совмещения с обжимками. Советую выбирать именно хорошие бокорезы! Не экономьте! Возьмите подороже. При выборе обязательно смотрите на сведение режущих кромок, от этого зависит мягкость и точность реза.
Лично я использую эти, что на фото, фирмы Proskit. Ценник кусается, 950₽, но оно того стоит, уж поверь. 2 года верой и правдой служат!

Мультиметр нужен в 99% случаев ремонта электрики. Ценовой разброс у них от 300р до бесконечности, буквально. Самый простой мультиметр, умеющий мерить напряжение, силу тока и имеющий функцию прозвонки (пищалка) — всегда пригодится в хозяйстве. Если вам не нужен очень навароченный аппарат, то советую обратить своё внимание на фирму Mastech. Некогда Германская, а ныне китайская фирма производит достаточно качественные и точные мультметры. Их бюджетная линейка MAS 830, 830L, 838 (отличающиеся наличием подсветки и термопары), весьма надёжные и не дорогие. Ценник варьируется в районе 800-900₽.
3. Канцелярский нож со сменными лезвиями.

Для чего, вы спросите, нам понадобится, данный девайс? Это самый простой и дешёвый способ зачистки проводов! Штуки эти начинаются от 30₽! Многофункциональный инструмент. И зачистить провода можно, и подрезать салонный пластик, при монтаже конопок, и почистить жало паяльника можно.
Нужный инструмент!

Лично я использую в основном советский старый паяльник с медным жалом, мощностью 100W.
Паяльники бывают разные. Как простые паяльники работающие от сети, так и паяльные пинцеты, паяльные пистолеты, паяльные термовоздушные станции, топоры и фены. Применение и задачи у них разные. У меня лично в использовании несколько паяльников. Вышеуказанный советский, поменьше, на 60w и паяльная станция с феном. Для пайки проводов не нужен шибко навороченный. Достаточно того, чтоб он просто хорошо грелся.
Нюансы пайки проводов я опишу далее.
5. Распиновщик клемм.
Вещь, которую можно купить в любом радиомагазине. Можно купить, но я сделал сам из старой маленькой отвёртки. Собственно принцип распиновщика в том, чтоб поджать язычок, фиксирующий мамку/папку. Я просто тоненьтко заточил, чтоб она влазила в фишки.
6. Наборы для пайки.
Ну, это тема не менее интересная. Хочу углубиться в неё и провести лик-без по этой теме.
Начну с простого — припой
Все почему то назначают это оловом. Хотя чисто оловянных припоев со 100% содержанием олова я в продаже не видел никогда. Да и не практично это, так как олово в чистом виде достаточно непрочный металл.
Припои различаются по составу. Есть свинцовосодержащие и бессвинцовые припои.

Свинцовосодержащие разлияаются по процентному содержанию свинца и олова. Обычно это 61/39, 40/60, 63/37. Температура плавления варьируется от 180° до 250°
Продаются прутками, катушками, спиралями, гранулами.
Так же есть легкоплавкие припои типа сплава Розе и сплава Вуда.

Проводку делать на них категорически запрещено. Объясню почему. Данные припои выделяют вредные вещества при пайке, без средств защиты дыхательных путей (хорошей вытяжки) работать с ними нельзя. Так же, данные припои очень быстро окисляются и отламываются. Если сделать проводку на этих припоях, то очень скоро такая пайка лопнет и работать перестанет. Либо просто окислится и будет работать плохо. Данные виды припоев нужны для разбавления других припоев, дабы уменьшить температуру плавления и облегчить выпаивание разъёмов и радиоэлементов.
Так же, существуют паяльные пасты.

Бывают в разных фасовках (баночках либо шприцах).
Данная паста представляет собой смесь флюса и припоя. Стоит не дёшево (от 300₽ до 2500-3000₽, в зависимости от состава и производителя), но вещь нужная в хозяйстве. Такой тюбик у меня всегда лежит в походном наборе инструментов. В дороге, если что-то сломалось, я могу просто на нести на провод и нагреть зажигалкой. Вещь нужная, но не необходимая.
Перейдём к флюсам.
Есть активные (кислоты), слабоактивные и нейтральные.
Активные флюсы. К таким относятся ортофосфорная кислота, соляная кислота, гелевые активные флюсы, в состав которых входят кислоты.

Такими флюсами можно паять чёрные металлы и алюминиевые провода. Так же, очень хорошо паять медь. Нюанс при пайке такими флюсами заключается в том, что их нужно обязательно отмывать иначе под действием напряжения такая пайка окислится и отвалится.
Слабоактивные флюсы. Это новомодные флюсы в тюбиках и паяльный глицерин.


К этим флюсам относится и канифоль. Данные флюсы так же нужно отмывать. Лично я использую глицерин и жидкую канифоль, как на фото выше. Для пайки проводов подходит отлично, а отмывать не обязательно. Но только в случае пайки проводов и клемм. Для пайки плат лучше использовать нейтральные флюсы. Такие бывают на основе канифоли или без содержания канифоли. Их великое множество.
Теперь средства изоляции. Для изоляции свежеспаянных проводов используют термоусадочную трубку либо изоленту. Термоусадка (многие по ошибке называют её кембриками, но кембрики это совсем другое), надевается на провод и от нагрева паяльника, зажигалки или фена усаживается на проводе. Бывают разные термоусадки. Обычные, клеевые и усадка с припоем. Про обычную, думаю говорить не стоит и так понятно всё с ней. Клеевая имеет внутри клей, который плавится от нагрева и приклеивается к изоляции. Отлично защищает от попадания влаги. Усадка с припоем усаживается и спаивает провода при нагреве.
Изолента тоже бывает разная. Как обычная ПВХ изолента, так и на матерьчатой основе (как старая советская изолента, помните такую?)). Есть ещё интересные варианты термостойкой изоленты. Думаю, как мотать изоленту рассказывать тоже не стоит. Эта вещь вообще у каждого должна быть с собой всегда.
Плавно переходим к нюансам пайки в целом. Многие люди вообще никогда в руках своих, тяжелее собственного х. не держали, не то что паяльник. Но я скажу вам, что пайка — это очень просто. Справится даже ребёнок!
Рассмотрим на примере:
Имеем какие-то два произвольных отрезка провода, которые нужно надёжно соединить.

Для начала зачищаем изоляцию.


После этого, как только паяльник нагреется до нужной температуры, капаем в место пайки флюс и уже лужёным паяльником прикосаемся в место пайки

Всё! Вы великолепны!��

На примере своего советского паяльника опишу лужение жала.
Если ваш паяльник имеет медное жало, его нужно периодически чистить, затачивать и облуживать.

Берём напильник, самый обычный, и обтачиваем жало до блеска. Убираем весь нагар. Правим форму жала под себя. У меня оптимальная форма «топорик».

Берём глицин гидразин (он же паяльный глицин), наливаем в крышку от бутылки или другую удобную тару.

Окунаем в глицерин свеже заточеное чистое жало, которое предварительно нужно разогреть до рабочей температуры. После этого наносим припой на рабочую зону жала. Всё. Жало облужено и паяльник готов к работе.

Пайка — это очень просто. Может быть, меня обвинят в том, что я тут описал очевидные вещи, которые все знают. Но имею много примеров, когда люди просто не умеют паять и думают, что это нечто страшное. Подобный формат написания я пробую впервые. Потому, если вам интересно, то я обязательно продолжу подобное. Могу рассказать об радиоэлементах, принципах подбора тех или иных компонентов, азы ремонта и диагностики электроники автомобиля.
Надеюсь, мой краткий ликбез по теме пайки был полезным.
На этом, я с вами прощаюсь. Не бойтесь ремонтировать свои автомобили и пробовать сделать что-то новое. Удачи на дорогах и пока!)
Пайка проводов паяльником: как сделать правильно
Один из самых надежных способов соединения проводов — пайка. Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.

Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.

Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).

Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:
- Подставка. Может быть она из металла полностью или на деревянной/пластиковой подставке закрепленные металлические держатели для паяльника. Также удобно, если есть небольшая металлическая коробочка для канифоли.

- Напильник. Перед работой затачивают дало паяльника. Оно должно быть ровным и чистым без следов нагара. Тогда паяется легко.

- Пассатижи. Удерживать провода пальцами во время пайки сложно — медь и алюминий имеют высокую теплопроводность, что приводит к быстрому нагреву близлежащих участков. Потому паять паяльником провода удобнее, если их удерживать пассатижами. Только должны инструмент должен быть миниатюрным, с тонкими ручками и губками. В принципе, можно использовать пинцет, но на его верхушку (где держатся пальцами) желательно надеть термоусадочную трубку — сталь тоже быстро нагревается.

Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:

- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
- Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
- Залуженные проводники складывают вместе, поправляя их пальцами — чтобы они плотно прилегали один к другому. Если пайка должна быть большой протяженности, можно сделать скрутку. Придерживая проводники, на жало берут припой, прижимают его к месту пайки, прикладывая некоторое усилие. При этом место пайки разогревается, начинает кипеть канифоль, припой растекается. Когда он покроет всю зону, затечет между проводниками, можно считать что пайка паяльником проводников закончена. Их еще некоторое время удерживают неподвижно — пока припой не остынет (для ускорения процесса на это место дуют).
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.

Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.

Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.

Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут, но болтовое — наиболее простое и надежное.
Правила пайки медных проводов


Одним из лучших способов соединения медных проводов является пайка. Она обеспечивает высокую прочность и электропроводность. При этом пайку легче проводить, чем сварку, и она надежнее простой скрутки. Хотя в распределительных коробках провода часто соединяют с помощью самозажимных клемм типа WAGO, приемы пайки не помешает знать любому электрику.
Научиться паять медные провода можно за несколько минут, имея все необходимые материалы и приборы.
Суть процесса

Суть процесса пайки состоит в том, что металлы соединяются между собой при помощи сплава, имеющего температуру плавления ниже температуры плавления соединяемых веществ.
Во время пайки материалы подвергаются нагреванию до температуры плавления припоя. При этом обеспечивается очень сильная адгезия (прилипание) – свойство материалов сцепляться друг с другом на молекулярном уровне.
Однако не происходит плавление основных деталей и перемешивания их с материалом припоя, как происходит при сварке с использованием присадочного материала.
Паяльник и припой
Для пайки медных проводов традиционно используются паяльники. Существует несколько их видов, в том числе электрические и газовые. Пайка медных проводов осуществляется при помощи электрического паяльника с медным жалом. Этот инструмент представляет собой медный стержень, иногда с никелевым покрытием, который установлен в корпусе нагревательного элемента.

Нагревательный элемент работает от постоянного или переменного тока. Напряжение питания может варьироваться от 12 до 220 В. Для пайки медных проводов электропроводки в доме подходит самый обычный паяльник мощностью 60 Вт. Если надо спаять тонкие проводки электроприбора, то подойдет и менее мощный инструмент. Важно, чтобы он хорошо прогревал медный материал и расплавлял припой.
Чтобы обеспечить высокое качество пайки и прочность соединения, необходима неподвижность во время остывания расплавленного припоя. Провода можно держать руками, но удобнее использовать пинцет или зажимы.

Для пайки медных проводов применяют оловянно-свинцовый припой. Чаще всего это ПОС-61, но можно взять и ПОС-40. Маркировка указывает на состав – припой оловянно-свинцовый с содержанием олова 61%.

Припой обычно производится в прутках диаметром около 8 мм или в виде паяльной проволоки диаметром 2 мм. Нередко используют универсальный припой для пайки медных проводов, который выглядит как полая трубка из оловянно-свинцового сплава. Внутри такой трубки находится порошок из флюса.
Применение флюса

Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Флюс не только очистит медные провода, но и создаст тонкую защитную пленку, препятствующую окислению материала.
Допускается применять как твердый флюс – сосновую канифоль, так и жидкий – различные виды паяльных кислот или самодельный состав.

Иногда, чтобы правильно и крепко припаять медные провода друг к другу или к какому-либо металлическому предмету, пользуются только жидким флюсом. Приготовить его можно, растворив обычную сосновую канифоль в этиловом спирте. Паяльную кислоту готовят самостоятельно, растворив гранулы цинка в соляной кислоте в пропорции 412 грамм цинка на 1 литр кислоты. Но лучше все-таки купить готовый флюс, соответствующий всем стандартам качества, поскольку принесение кислотных составов для медных проводов нежелательно.
Как правильно паять
Чтобы надежно спаять провода из меди, нужно подготовить паяльник. Если перед работой не облудить жало, то припой будет не прилипать, а скатываться шариками со стержня. Так происходит, потому что жало покрыто слоем оксида меди и нагара, образовавшегося во время предыдущей пайки.
Подготовка паяльника

Некоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.
Необгораемое жало (вечное) ни в коем случае точить нельзя, для него используют специальные губки.
Очищенное механическим способом жало нужно нагреть, а потом залудить. Для этого его покрывают флюсом.
Если флюс твердый (канифоль), достаточно просто погрузить в него наконечник. Канифоль расплавится и покроет разогретую поверхность. После этого паяльником нужно прикоснуться к прутку припоя и разогреть его. Расплавленный припой покроет жало, защитив его от дальнейшего окисления.
Процедуру лужения паяльника необходимо повторять по мере образования нагара на нем. Происходит это потому, что температура жала намного выше температуры плавления припоя, и со временем он начинает подгорать. Чтобы уменьшить вероятность возникновения такого явления, рекомендуется применять паяльник с регулировкой температуры.
Подготовка проводов

Соединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
- нагреть скрутку паяльником;
- покрыть флюсом;
- нанести небольшое количество припоя, распределяя его по поверхности провода.
Действия аналогичны тем, какие совершаются при лужении жала паяльника. Если предстоит пайка многожильных медных проводов, то необходимо обязательно запастись именно жидким флюсом, так как покрыть всю поверхность медных «волосков» расплавленной твердой канифолью будет очень трудно. Чтобы получить качественное соединение, нужно нагреть многожильный провод и затем опустить его в жидкий флюс, который смочит всю поверхность, предназначенную для пайки.


Далее пайка многожильных и одножильных медных проводов осуществляется одинаково. Два или более соединяемых проводника нагреваются вместе, и на них наносится припой. После нанесения его необходимо на время остывания обеспечить неподвижность соединения. Не допускается ускорять остывание путем его смачивания или обдува воздухом.
Соединение меди и алюминия
При соединении пайкой медных и алюминиевых проводов можно столкнуться со множеством трудностей, преодолеть которые возможно будет, только применив альтернативные методы соединений.

Дело в том, что как алюминий, так и медь покрываются на воздухе оксидной пленкой. И если сами по себе эти пленки никак не влияют на состояние проводника и даже обеспечивают довольно неплохую проводимость, то соединяясь вместе, они способствуют возникновению мощной химической реакции. Под действием влаги, содержащейся в воздухе, в месте контакта оксидов алюминия и меди начинается процесс электролиза, то есть образуется электрический ток из-за того, что ионы обоих материалов обладают разными электрическими потенциалами.


Электрический ток является движением заряженных частиц – ионов и при их движении металлы в месте контакта разрушаются. При этом сильнее разрушается алюминий. Разрушение вызывает ухудшение контакта, а впоследствии увеличивается электрическое сопротивление соединения и оно нагревается. При сильной коррозии, когда непосредственный контакт между двумя материалами уже утрачен, возникает электрическая дуга, которая и довершает разрушение.
Соединять медь с алюминием рекомендуется только через третий, нейтральный материал. Чаще всего, для этого применяют стальные клеммники или зажимы.
Как соединять провода
При разводке или ремонте электропроводки, при подключении бытовой техники и еще массе других работ требуется соединять проводники. Чтобы соединение проводов было надежным и безопасным, необходимо знать особенности каждого из них, где и когда, при каких условиях они могут использоваться.
Существующие способы соединения проводников

Для соединения проводов могут быть сделаны несколькими способами:
- сварка – наиболее надежный способ, обеспечивающий высокую надежность соединения, но требующий навыков и наличия сварочного аппарата;
- клеммные колодки – просто выполнимое и довольно надежное соединение;
- пайка – хорошо работает, если токи не превышают нормативные и соединение не греется до температур, выше нормы (65 °C);
- опрессовка гильзами – требует знаний технологии, специальных клещей, но соединение надежное;
- использование пружинных зажимов – wago, СИЗ – быстро устанавливаются, при соблюдении условий эксплуатации обеспечивают хороший контакт;
- болтовое соединение — простое в выполнении, используется обычно в сложных случаях – при необходимости перехода с алюминия на медь и наоборот.
Тип соединения выбирается исходя из многих факторов. Необходимо учитывать материал проводника, его сечение, количество жил, тип изоляции, количество проводников, которые будут соединяться, а также условия эксплуатации. Исходя из этих факторов и рассмотрим каждый из типов соединений.
Сварка – высокая надежность в любых условиях
При соединении проводов сваркой проводники скручиваются, а конец их заваривается. В результате образуется шарик из металла, обеспечивающий стабильное и надежное соединение. Причем надежное оно не только в плане электрических характеристик, но и механически тоже – металл соединенных проводов после расплавления образует монолит и вычленить отдельный проводник невозможно.

Недостаток такого типа соединения проводов – соединение получается на 100% неразъемное. При необходимости что-то изменить, надо отрезать сплавленный кусок и переделывать все заново. Потому для таких соединений оставляют некоторый запас проводов – на случай возможной переделки.
Из других недостатков – необходим сварочный аппарат, соответствующие электроды, флюс и навык работы. К тому же, сварка занимает немало времени, требуется защищать окружающие предметы, а еще неудобно работать со сварочником на высоте. Потому электрики, этот тип соединения практикуют, в исключительных случаях. Если же вы делаете для себя и умеете неплохо обращаться со сварочным аппаратом, можете потренироваться на обрезках. Основной фокус в том, чтобы не расплавить изоляцию, но сварить металл.
После остывания место сварки изолируют. Можно использовать изоленту, можно – термоусадочные трубки.
Соединение проводов опрессовкой
Для опрессовки проводов требуется специальная алюминиевая или медная гильза – она подбирается исходя из размеров скрутки (диаметра пучка), а материал берут тот же, что и у проводников. Оголенные и зачищенные до блеска провода скручиваются, на них надевается трубка-гильза, которая зажимается специальными клещами.

И гильзы, и клещи бывают разными, видов несколько. Каждый из них имеет свои правила использования, в которых надо ориентироваться. Упаковывать провода надо по определенным правилам, измерять размер полученного жгута, подгонять под требования. В общем, довольно муторное занятие. Потому используют такой вид соединения проводов в основном профессиональные электрики, и то все чаще они переходят на пружинные зажимы.
Клеммные колодки
Одно из самых простых и надежных соединений проводов – через клеммные колодки. Они бывают нескольких типов, но практически везде используется винтовое соединение. Есть с гнездами разных размеров – под разные размеры проводников, с разным количеством пар — от 2 до 20 и больше.
Сама клеммная колодка представляет собой пластиковый корпус, в котором запаяно металлическое гнездо или пластина. В это гнездо или между пластинами вставляется оголенный проводник, зажимается винтом. После того как винт затянут, надо хорошо подергать проводник – убедиться, что он хорошо зажат. Из-за того, что места соединений остаются неизолированными, область применения клеммных колодок – помещения с нормальной влажностью.
Недостаток такого соединения: из-за пластичности металлов – особенно алюминия – со временем контакт ослабевает, что может привести к повышению степени нагрева и ускорению окисления, а это снова ведет к снижению контакта. В общем, периодически соединение проводов в винтовых клеммных коробках необходимо подтягивать.

Достоинства – быстрота, простота, невысокая стоимость, не требует никаких навыков, разве что умение пользоваться отверткой. Еще одно важное достоинство – можно без проблем соединять провода разных диаметров, одножильные и многожильные, медные и алюминиевые. Непосредственного контакта нет, потому нет рисков.
Пайка
Сначала о технологии пайки. Соединяемые проводники очищаются от изоляции, очищаются от оксидной пленки до чистого металла, скручиваются, потом лудятся. Для этого проводники разогреваются паяльником, прикладываются к канифоли. Она должна покрыть место соединения полностью. Залуженные провода скручивают сначала пальцами, затем дожимают, используя пассатижи. Вместо лужения, можно использовать паяльный флюс. Им хорошо смачивают провода, но уже после скрутки.
Затем, собственно, начинается процесс пайки: разогревают паяльником или узкой факельной горелкой место соединения. Когда канифоль или флюс начинают кипеть, берут на жало паяльника некоторую часть припоя, вносят в зону пайки, прижимая жало к проводникам. Припой растекается, заполняя промежутки между проводами, обеспечивая хорошее соединение. При использовании горелки, припой просто вносят понемногу в факел.
Далее, после остывания места пайки, по технологии необходимо смыть остатки флюса (они ускоряют окисление), просушить соединение, покрыть его специальным защитным лаком, после чего изолировать при помощи изоленты и/или термоусадочных трубок.
Теперь о достоинствах и недостатках этого метода соединения проводов. В слаботочных системах пайка – один из самых надежных способов соединения проводов. Но, при разводке электропроводки в доме или квартире, ее критикуют нещадно. Дело в том, что припой имеет температуру плавления 195–210 градусов. При прохождении больших токов соединение нагревается, (если неправильно подобраны или неисправны защитные автоматы) припой расплавляется и застывает. После многократных повторов припой стекает или, становясь пористым, ухудшая контакт. Раз за разом контакт становится все хуже, греется соединение все больше. Если этот процесс не обнаружится, дело вполне может закончиться пожаром.
Второй негативный момент – низкая механическая прочность пайки. Дело снова в олове – оно мягкое. Если проводов в паянном соединении много, и они жесткие, то при попытке упаковать их, часто проводники вываливаются из пайки – слишком велика сила упругости. Потому соединение проводников пайкой при разводке электричества не рекомендуют использовать: неудобно, долго и рискованно.
Пружинные зажимы для соединения проводов
Один из наиболее спорных способов соединения проводов – при помощи пружинных зажимов. Они есть нескольких типов, но самые распространенные два – клеммники wago (ваго) и колпачки СИЗ. Внешне и по способу монтажа они сильно отличаются, но в основе обеих конструкций лежит пружина, которая создает прочный контакт с проводом.
По поводу этой пружины и идут споры. Противники использования wago говорят, что пружина со временем ослабнет, контакт станет хуже, соединение начнет все больше греться, что, опять-таки, приводит к еще более быстрому снижению степени упругости пружины. Через какое-то время может температура подняться настолько, что корпус (пластиковый) расплавится, ну а что может произойти дальше – известно.

В защиту использования пружинных зажимов для соединения проводов можно сказать, что если они использованы в соответствии с рекомендациями производителей, проблемы встречаются очень и очень редко. Хотя есть немало подделок и wago, и СИЗ-ов, а также достаточное количество фоток их в расплавленном виде. Но, в то же время многие их используют, и при нормальных режимах работы работают они годами без нареканий.
Зажимы для проводов wago
Появились на нашем рынке они несколько лет назад и наделали много шума: с их помощью соединение происходит очень быстро и легко, имеет при этом высокую надежность. Есть у производителя конкретные рекомендации по использованию этой продукции:

- wago применять только для одножильных или многожильных проводников сечением от 0,5 мм 2 до 4 мм 2 ;
- для фиксации и соединения многожильных и проводов малых диаметров использовать зажим CAGE CLAMP — от 0,08 мм 2 до 35 мм 2 ;
Внутри этих устройств есть металлическая пластина, которая обеспечивает должный контакт. Форма пластины и ее параметры разрабатывались и тестировались специально. Тесты проводились на вибрационном стенде в течение многих часов, затем нагревались-охлаждались. После чего проверялись электрические параметры соединения. Все тесты были пройдены на отлично и фирменная продукция показывает себя всегда отлично.
Вообще, ассортимент продукции фирмы Wago очень широкий, но для монтажа электропроводки или подключения домашней бытовой техники, осветительных приборов, используют два варианта зажимов для проводов: серии 222 (разъемные) с возможностью перезаделать или изменить соединение и серий 773 и 273 – которых называют неразъемными.
Разъемные
Пружинные зажимы для электропроводки Wago 222 серии имеет некоторое количество контактных площадок – от двух до пяти – и столько же флажков-фиксаторов. Перед началом соединения флажки поднимаются и в них вставляются зачищенные от изоляции проводники (до упора), после чего флажок опускается.

При необходимости можно соединение перезаделать – поднять флажок-фиксатор и вынуть проводник. Удобно, быстро и надежно.

Использоваться 222 ваго серия может для соединения двух или трех, даже пяти проводников из меди или алюминия (можно соединять разные металлы в одной клемме). Провода могут быть одножильными или многожильными, но с жесткими проволоками. Максимальное сечение – 2,5 мм 2 . Мягкие многожильные провода можно соединять сечением от 0,08 мм 2 до 4 мм 2 .
Неразъемные
Есть другой тип зажимов, который не предусматривает возможности переделать соединение проводов – серии 773 и 273. При использовании этих клемм работа вообще секундная: зачищенный провод вставляется в соответствующее гнездо. Имеющаяся там пружина зажимает его, обеспечивая контакт с пластиной.

Данные подпружиненные зажимы для проводов можно использовать для соединения одножильных алюминиевых или медных проводов с площадью поперечного сечения от 0,75 мм 2 до 2,5 мм 2 , многожильные с жесткими проволоками – от 1,5 мм 2 до 2,5 мм 2 . Мягкие многожильные проводники при помощи таких коннекторов соединять нельзя.

Для улучшения контакта перед соединением провода необходимо очистить от оксидной пленки. Чтобы окисление в дальнейшем не продолжалось, производители wago выпускают также контактную пасту. Ею заполняют внутренность зажима и, она сама разъедает оксидную пленку, а затем защищает провода от окисления в дальнейшем. В таком случае в предварительной зачистке нуждаются только сильно окисленные, темные проводники, а корпус зажима заполняется пастой.
Кстати, производители говорят, что при желании провод из зажима можно вытащить. Для этого одной рукой берутся за провод, второй держат клеммную коробку и вращают их туда-сюда с небольшим диапазоном, в противоположных направлениях, растягивая в разные стороны.
Зажимы для ламп (строительно-монтажные клеммы для светильников)
Для быстрого и удобного подключения ламп или бра, у wago есть специальные клеммы 224 серии. С их помощью можно соединять алюминиевые или медные провода разного сечения и типа (одножильные или многожильные с жесткими проволоками). Номинальное напряжение этого соединения 400 В, номинальный ток:

- для медных проводников – 24 A;
- 16 A для алюминиевых.
Сечение подключаемых проводников с монтажной стороны:
- медные 1,0 ÷ 2,5 мм2 – одножильные;
- алюминиевые 2,5 мм2 – одножильные.
Сечение проводников со стороны люстры или бра: медные 0,5 ÷ 2,5 мм2 – одножильные, многожильные, луженые, опрессованные.
При соединении алюминиевых проводов обязательно использование контактной пасты, а медные провода необходимо зачищать вручную до чистого металла.
Есть у этой продукции два недостатка. Первый – цена на оригинальные клеммы высокая. Второй – есть масса подделок по меньшей цене, но качество их значительно ниже и именно они горят и плавятся. Потому несмотря на дороговизну, покупать лучше оригинальные изделия.
Колпачки СИЗ
Колпачки СИЗ (расшифровывается как соединительные изолирующие зажимы) – очень простые в использовании устройства. Это пластиковый корпус, внутри которого имеется пружина, имеющая коническую форму. В колпачок вставляются зачищенные от изоляции проводники, колпачок прокручивается по часовой стрелке несколько раз. Вы почувствуете, что он перестал прокручиваться, значит, соединение готово.

Данные соединители проводников выпускаются многими производителями, есть разных размеров, под разные диаметры и количество соединяемых проводников. Чтобы соединение проводов было надежным, размер надо подобрать правильно, а для этого необходимо разобраться в маркировке.
После букв СИЗ идет несколько цифр. В зависимости от производителя меняется количество цифр, но обозначают они одинаковые вещи. Например, есть такой тип маркировки: СИЗ-1 1,5-3,5 или СИЗ-2 4,5–12. В этом случае следующая сразу за буквами цифра обозначает тип корпуса. «1» ставят, если корпус – обычный конус, на поверхность которого могут быть нанесены канавки – для лучшего захвата. Если стоит CИЗ-2, значит, на корпусе есть небольшие выступы, за которые удобно браться пальцами и крутить.
Все остальные цифры отражают суммарное сечение всех проводников, которые могут быть соединены, при помощи этого конкретного колпачка СИЗ.

Например, СИЗ-1 2,0–4,0. Это значит, что корпус соединительного колпачка обычный, конусообразный. С его помощью можно соединить два проводника с поперечным сечением не менее 0,5 мм 2 (в сумме они дают 1 мм, что соответствует минимальным требованиям – смотрите таблицу). Максимально в колпачок входят проводники, общее сечение которых не должно быть более 4 мм 2 .

Во втором варианте маркировки после аббревиатуры СИЗ стоит только цифра от 1 до 5. В таком случае просто необходимо помнить какой из них пригодится для какого сечения проводов.

Кстати, колпачками СИЗ можно соединять только провода из меди – алюминиевые жилы, как правило, более толстые чем максимально допустимые для данных соединителей.
Болтовое соединение
Это соединение собирается из болта любого диаметра, подходящей гайки и одной, а лучше — трех, шайб. Собирается быстро и просто, служит довольно долго и надежно.

Сначала проводники зачищаются от изоляции, при необходимости снимается верхний окисленный слой. Далее из зачищенной части формируется петля, внутренний диаметр которой равен диаметру болта. Чтобы было проще — можно провод обернуть вокруг болта и закрутить (средний вариант на правом рисунке). После все это собирается в таком порядке:
- На болт надевается шайба.
- Один из проводников.
- Вторая шайба.
- Другой проводник.
- Третья шайба.
- Гайка.
Соединение затягивается сначала руками, затем при помощи ключей (можно взять пассатижи). На этом все, соединение готово. Используется, в основном, если надо сделать соединение проводов из меди и алюминия, можно применять и при соединении проводников разного диаметра.
Как соединить алюминиевые и медные проводники
Кстати, напомним, почему нельзя напрямую соединять медный и алюминиевый провода. Причин две:
- Такое соединение сильно греется, что само по себе очень плохо.
- Со временем происходит ослабевание контакта. Это происходит потому, что алюминий имеет более низкую электропроводность, чем медь, в результате при прохождении тех же токов он греется сильнее. При нагревании он расширяется сильнее, отжимая медный проводник — соединение становится все хуже, греется все больше.
Чтобы избежать подобных неприятностей медные и алюминиевые проводники соединяют при помощи:
- клеммных колодок;
- wago;
- болтового соединения;
- ответвительные зажимы (делают соединения проводов на улице).
Другие типы коннекторов использовать нельзя.
Как соединять провода разного диаметра
Если надо соединить проводники, имеющий разный диаметр, для получения хорошего контакта не должна присутствовать скрутка. Значит, можно использовать следующие виды:
- клеммные колодки;
- wago;
- болтовое соединение.