Как правильно паять металл
Многие могут спаивать провода и радиодетали, но не каждый паял металл. В этой статье я максимально коротко и с примерами изложу принцип пайки металла.
Введение
Начнём с общих представлений о пайке. Пайка это физико — химический процесс получения соединения в результате взаимодействия припоя и спаиваемого металла. Она имеет сходство со сваркой плавлением, но всё же между ними имеются различия. При сварке в месте шва свариваемые детали плавятся, а при пайке паяемый материал не плавится. Так же в отличие от сварки пайка осуществляется при температурах ниже плавления спаиваемого металла. Формирование шва при пайке происходит путём заполнения припоем зазора между соединяемыми деталями, т.е. процесс происходит за счёт смачивания и капиллярного эффекта.
Встаёт вопрос, зачем же пользоваться пайкой, если сварка лучше скрепляет детали. На это есть свои плюсы:
- Пайка более доступна, чем сварка.
- При пайке соединения получается разъёмными.
- Сварке не поддаются маленькие детали.
Пайка — достаточно прочное соединение, если соблюдать технологию.
Оборудование
Для спаивания металла необходимо следующее основное оборудование:
♦ Паяльник. Мощность зависит от размера спаиваемых деталей. Для пайки небольших деталей (жесть, проволока, болтики) сойдёт паяльник ватт на 60, для более крупных — 100 ватт и выше. Я использую 2 паяльника — на 65 и 100 w, для домашних условий это вполне достаточно.

На том, как залудить паяльник я подробно останавливаться не буду, в интернете есть отдельные статьи про это. Скажу лишь основное:
— При первом включении паяльника ему нужно дать обгореть — выставить включённым его на улицу и подождать когда перестанет вонять и дымиться.
— Далее необходимо напильником зачистить жало до блеска, опустить кончик жала в канифоль, потом расплавить им олово.
— Олово должно равномерно покрыть жало. При нагреве жало будет выгорать, его нужно будет затачивать и заново лудить.
♦ Паяльная кислота и припой. Деревянная палочка используется для нанесения кислоты.
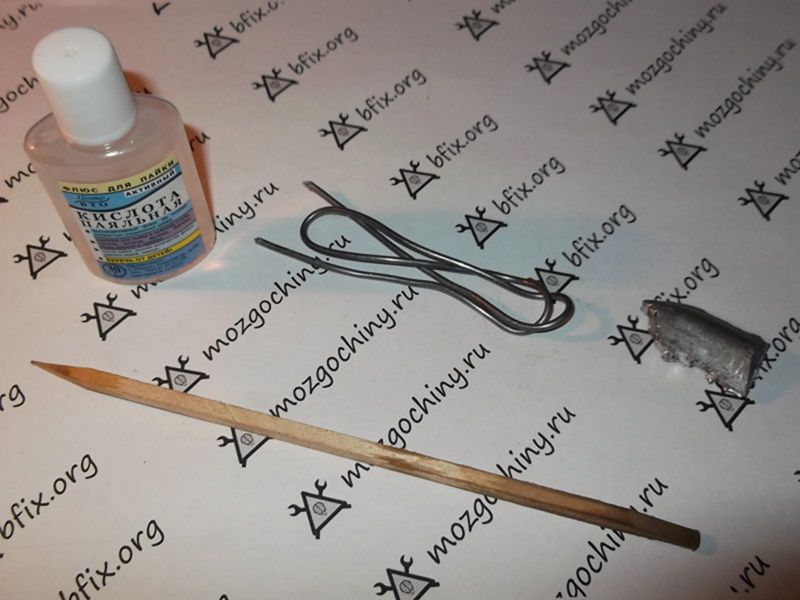
♦ Вспомогательные приспособления. К ним относятся напильник и наждак, необходимые для зачистки паяльника и деталей.
Так же паяльнику нужна подставка. Самое простое что можно использовать в качестве подставки — любой металлический предмет, с которого паяльник не будет скатываться.
Для удержания спаиваемых деталей используются различные инструменты, например тиски и плоскогубцы. Так же детали можно закрепить гвоздиками на доске.
Основы пайки
Давайте теперь разберемся, какие металлы легко поддаются пайке:
- Серебро
- Медь
- Латунь
- Цинк
- Никель
- Железо
- Нержавеющая сталь
Остальные металлы паяют при помощи специальных флюсов и другой технологии. В данной статье эта тема затрагиваться не будет.
С металлами разобрались, теперь приступаем к изучению процесса пайки:
- Зачищаем то место, где будет располагаться шов. Для этого я использую мини шлиф машинку.
- Обезжириваем место спайки, используя ацетон, бензин и т.д.
- Наносим на шов деревянной палочкой паяльную кислоту. Делаем это как можно ровнее, т.к. в дальнейшем ровно по этому место растечётся припой.
- С заранее залуженного паяльника удаляем окислы (если они имеются) и прикасаемся им к палочке припоя. Припой должен лечь на жало ровной каплей. Если этого не происходит, значит паяльник плохо залужен.
- Прикасаемся жалом к месту спайки. Нельзя ожидать, что при первом же прикосновении паяльника произойдет спайка. Для этого необходимо прогревать спаиваемые поверхности до температуры плавления припоя. Тепло от паяльника передается на спаиваемое место не сразу. Жесть, проволоки и другие тонкие части прогреваются довольно быстро, но не моментально. На прогрев толстых материалов нужно сравнительно много времени.
- Для спайки тонких частей надо довольно медленно вести паяльником, передвигая его дальше, когда припой растечется и зальет шов. При спайке толстых предметов приходится относительно долго держать паяльник на одном месте и ждать, пока прогреются спаиваемые поверхности и припой растечется по шву.
- Проведя паяльником на некоторое расстояние, двигают его немного назад, затем снова вперед и опять назад, до тех пор, пока припой не разольется ровной и чистой дорожкой. По мере израсходования припоя, его набирают с палочки. Набирать много припоя не следует, особенно, если спаиваемые поверхности ровно и плотно соединены; избыток припоя приведет к образованию натеков.
- По окончании пайки необходимо смыть остатки кислоты водой. Если кислота плохо смывается, используйте мыло. Не смытая кислота приведёт к окислению металла.
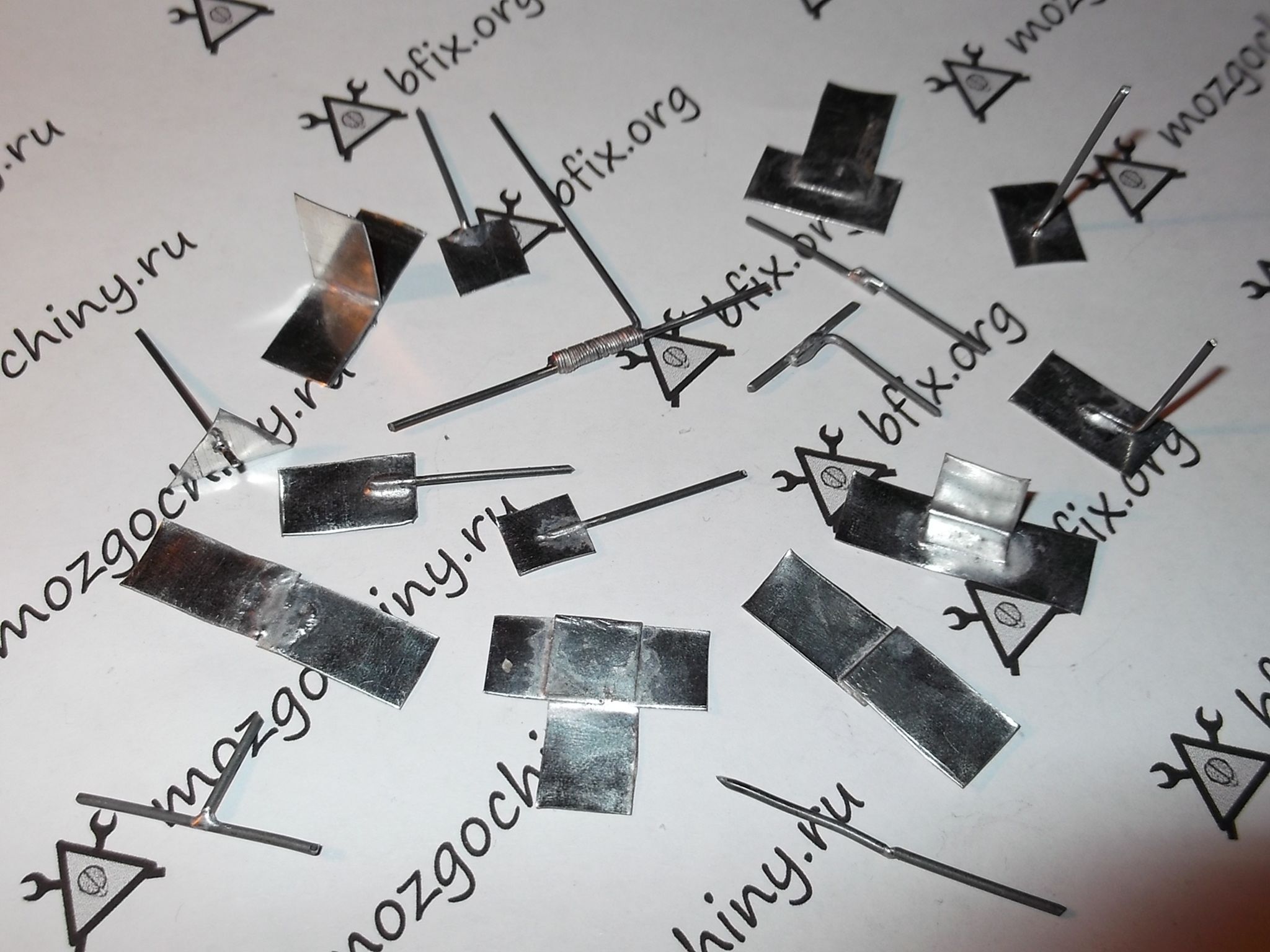
Лучше всего обучаться пайке на белой жести. Её не нужно зачищать, но необходимо обезжиривать. При наличии жира кислота не смачивает поверхность жести. Ниже рассмотрены примеры спаивания проволок и жести. Для обучения можно повторить всё это.
Спаивание жести / листового металла
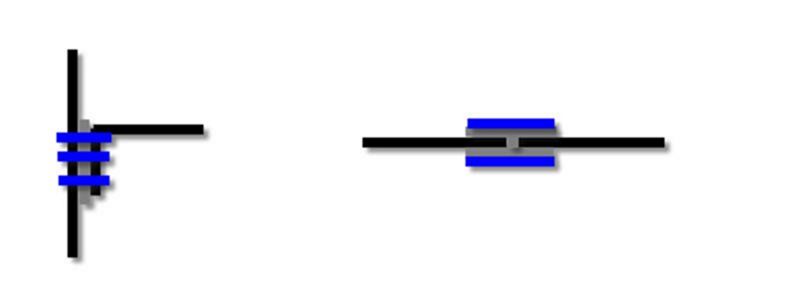
Далее в добавок к фотографиям будут идти схематические изображения. Вот условные обозначения:
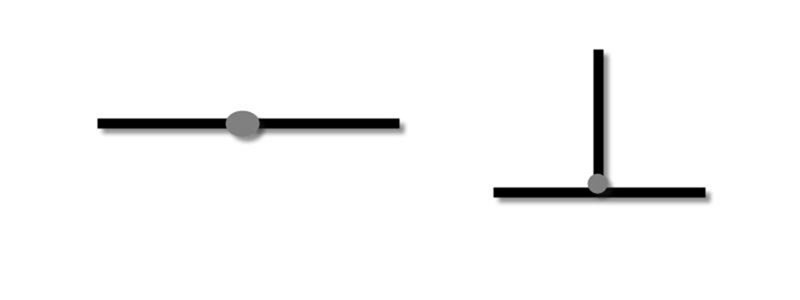
Соединение «Впритык»

Соединение «Внахлёст»
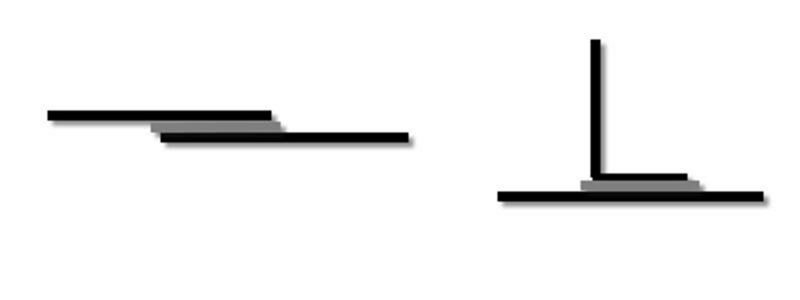
Соединение «В замок»

Качество: Очень прочно
Спаивание проволоки
Соединение «Впритык»
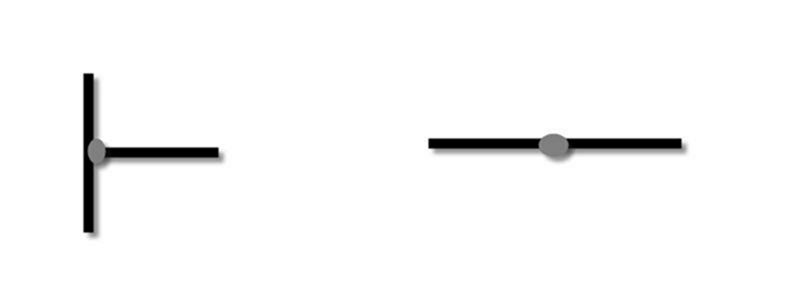
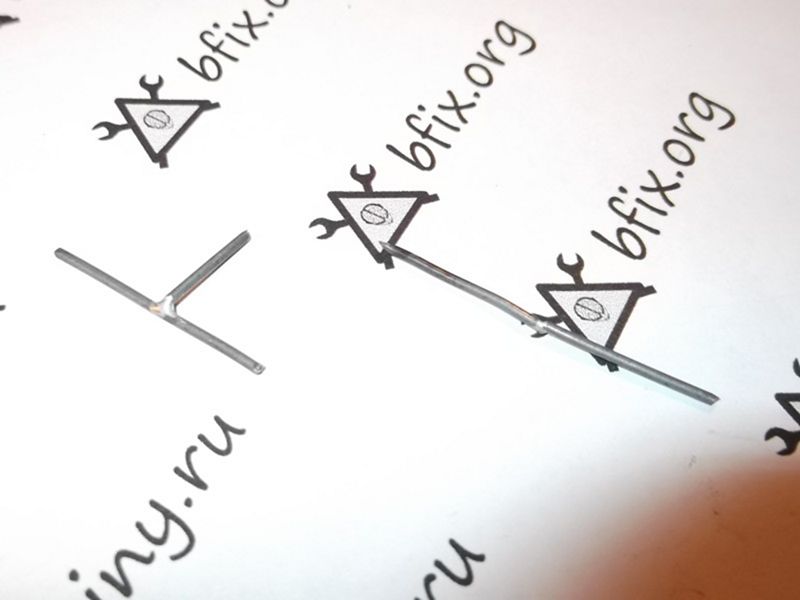
Соединение «Внахлёст»

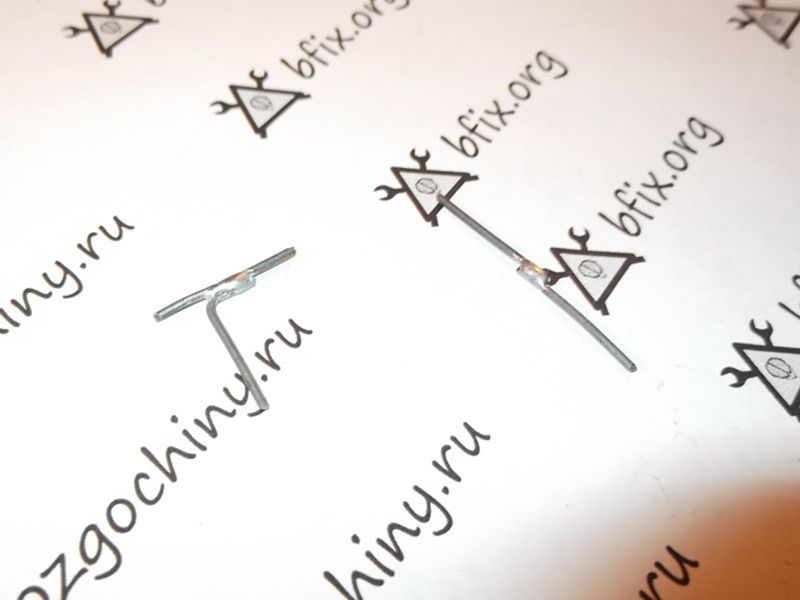
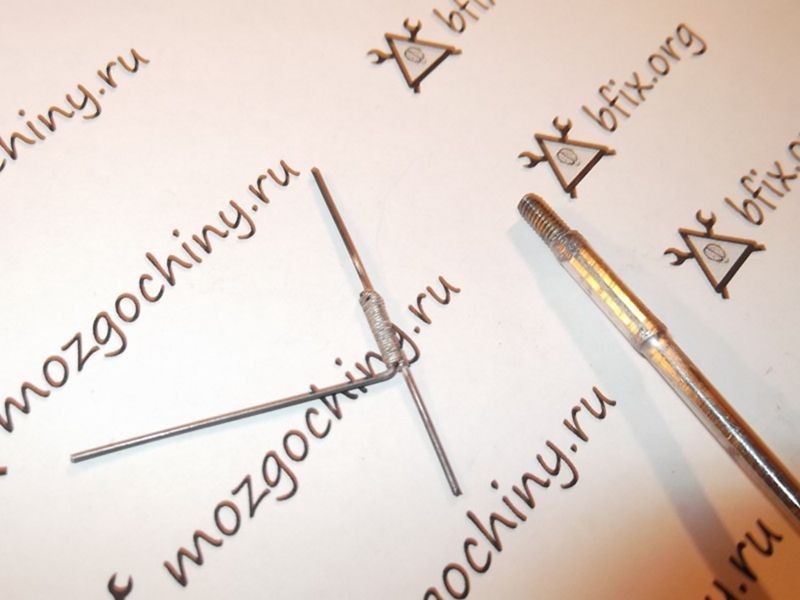
Соединение «С усилением»
Качество: Очень прочно
Для усиления на левом соединении используется намотанная виток к витку медная проволока, на правом — стержень и резьба обёрнуты полоской жести:
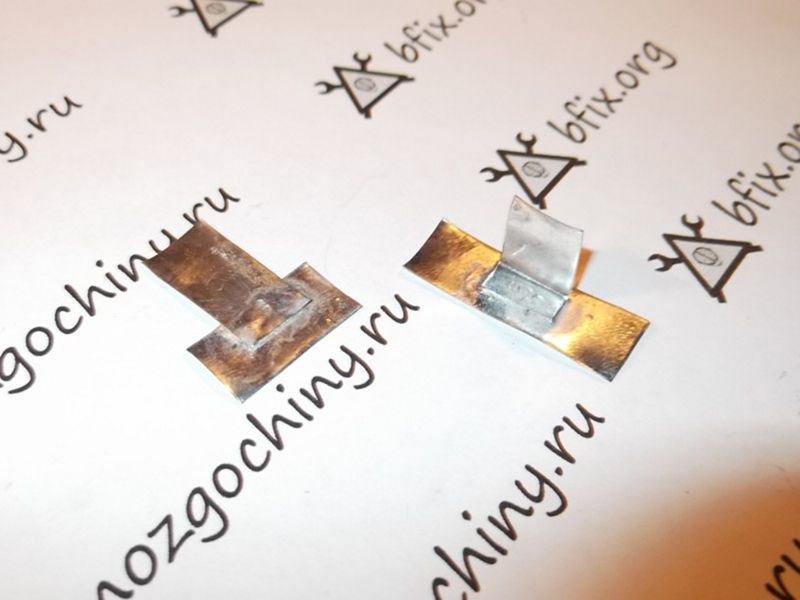
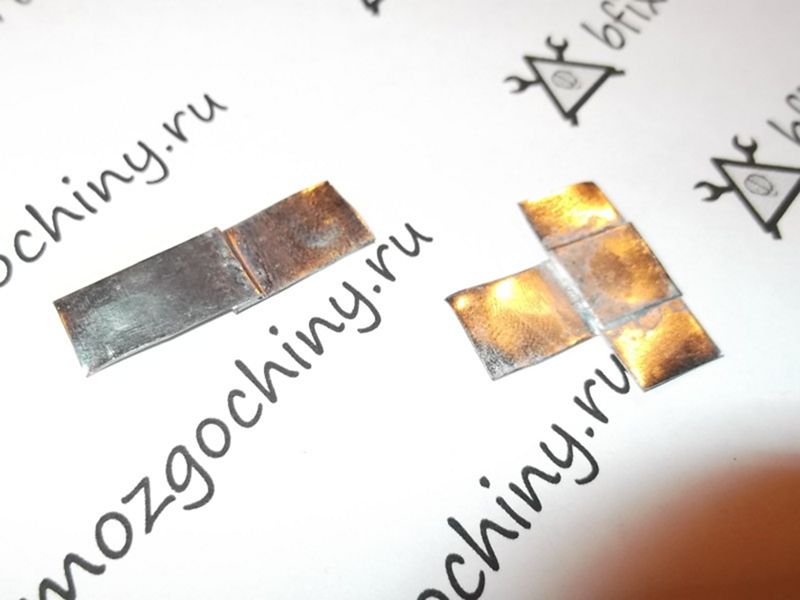
Спаивание проволоки и листового металла
Соединение «Впритык»

Соединение «Внахлёст»

Соединение «Насквозь»

Качество: Очень прочно
Заключение
Пайка — несомненно нужная вещь, использование которой решает многие проблемы с соединением деталей. Напоследок в качестве примера представлю несколько работ, в которых она использовалась:
Читайте также
- Поделки из дерева своими руками: фото, схемы, для начинающих
- Как изготовить неньютоновскую жидкость самостоятельно в домашних условиях
- Как сделать красивые коробки для хранения вещей: из ткани, из картона
- Поделки из гипса для сада и дома своими руками и советы по уходу
- Как сделать деревянную лодку своими руками: пошаговое руководство к действию
- Как установить вентиляционную решетку
- Применение газобетона
Краткий курс по пайке металлов. Паяльники, флюсы, припой. Маленькие хитрости.
Среди вопросов по ремонту и апу в данном разделе форума нередко попадаются просьбы подсказать, как вылечить (собрать, скрепить, усилить и т. д) некое нечто, изготовленное из металла, но при этом нечто такое, при работе с чем невозможно применить винты, заклепки или сварку. Собственно отсюда и вопросы.
Они заставили меня однажды задуматься: а почему народ столь редко вспоминает о таком простом и надежном (хотя и не универсальном) способе, как обыкновенная пайка? Возможно потому, что у многих понятия «паяльник» и «припой» ассоциируются или с радиотехникой, где применяют маломощные паяльники вольт на 25, или с капризными раскаленными шариками, похожими на ртутные, которые, сколько в них ни тыкай жалом, никак не желают смачивать поверхность обрабатываемого металла и равномерно по нему растекаться. Гиморно это и грязно, шпаклевка получается какая-то, да и соединение выходит хреновое, корявое и слабое, ну его фтопку.
В связи с этим я решил написать нечто вроде «краткого курса» о пайке металлов легкоплавким свинцово-оловянным припоем, потому что опыт у меня в этом деле, без дурацкой скромности, очень большой. И вот написал. Надеюсь, эта работа окажется кому-то полезной.
Кое-что из полезных ссылок (спасибо коллегам).
10-4-2008 23:10 gosha-kun
Прежде всего, определимся, для каких случаев подходит метод лужения и пайки оловянным припоем.
Допустим, нам нужно соединить 2 миниатюрных металлических детали, а отверстия в них сверлить по какой-то причине нельзя. Удачным решением в этом случае может стать имено пайка.
Или, например, мы скрепили «навечно» заклепками пару стальных полосок, и опасаемся, что соединение со временем разболтается (например, от вибрации или отдачи). Если его пропаять, проблема будет решена раз и навсегда.
Выкручивается винт или вываливается штифт, который должен сидеть в своем отверстии «бессменно» — опять выручат паяльник и оловяный припой.
Болтается «башка» гамовского поршня, и нас это раздражает — то же самое: стык недолго пропаять.
Нужно заделать в этом поршне отверстие — нет ничего проще. Прекратите вопить «где взять этот чертов поксипол?!», и не суйте туда, христа ради, гвозди и щепки на эпоксидке . Запаять отверстие куда правильнее, а займет это от силы 10 минут, включая время на разогрев паяльника.
Выпекаете «булку», и возникли проблемы с фиксацией каких-то деталей самодельного механизма, передающего усилие на родной СМ — возможно, в вашем случае это решаемо тем же способом.
Необходимо надежно, и притом — без кропотливой и небезопасной для детали сверловки/нарезки резьбы прикрепить шайбу на торец латунного накопителя — решение, опять-таки, «наплаву».
Кроме того, бывает необходимость защитить мелкую деталь от коррозии — опять же, покрытие ее поверхности оловом может оказаться отличным вариантом.
С помощью хорошего паяльника и качественного флюса для пайки можно творить чудеса.

Усиленный «на коленке», с помощью обыкновенной пайки, рычаг «Кросмана-1377». Между половинами рычага вставлено внутреннее кольцо от шарикоподшипника, залуженное оловянным припоем.
(П р и м е ч а н и е: правды ради должен отметить — в данном случае это решение, в приведенном здесь виде, себя не оправдало: нагрузка на кольцо, опиравшееся только на свинцово-оловянное «мясо», оказалась слишком велика, и припой однажды не выдержал. Впоследствии узел был доработан иначе, но опять-таки не без помощи припоя, который теперь не несет нагрузки, но удерживает кольцо от осевого смещения).

Для большей надежности половины дополнительно соединены резьбовой проставкой — винтом М3 с торцами, сточенными заподлицо с плоскостями рычага, и торцы запаяны по месту. Сварщик, без которого типа тут никак, спокойно курит бамбук. Время, затраченное на работу — около часа с перекурами, притом на саму пайку минуты 4 максимум.
О СОЕДИНЯЕМЫХ И ОБЛУЖИВАЕМЫХ ДЕТАЛЯХ
Паять металлы можно не только с помощью олова, но и с помощью медных, серебряных и других припоев. Но речь здесь у меня пойдет только о пайке оловом — ничем иным, кроме самодельного композита «олово/порошок серебра» пользоваться мне не доводилось. Ну просто не возникало такой нужды. Да и паяющий инструмент тут нужен иной: не просто мощный, а очень мощный, и не электрический, а газовый.
Наиболее распространенные в нашем деле металлы, легко поддающиеся пайке (т. е. смачиванию расплавленным оловом), это:
1. Сталь и железо (в т. ч. листовое).
2. Латунь.
3. Медь.
4. Бронза.
Можно паять и цинк, и свинец, и серебро, но такая необходимость в нашем деле возникает крайне редко. Алюминий и дюралюминий пайке поддаются только при использовании специальных флюсов: поверхность этих металлов всегда покрыта тончайшим слоем окислов, которые обыкновенный флюс или канифоль разрушить не в состоянии. Тем не менее, сейчас в продаже можно разыскать соответствующие составы (подробнее об этом ниже).
Отдельный случай — нержавейка. В свойствах нержавеющих сплавов я разбираюсь слабо, однако заметил, что некоторые виды нержавейки при использовании специальных флюсов поддаются лужению с легкостью, а некоторые не поддаются вовсе. Во многих случаях с успехом здесь выручает ортофосфорная кислота, она продается в маленьких флакончиках, как и прочие флюсы для пайки.
Чтобы не пересказывать другими словами собственный текст, просто копирую сюда сокращенные и отредактированные выдержки из своей же статьи о паяльном оборудовании, написанной в свое время по заказу журнала «Обустройство и ремонт».
«Это самый недорогой и наиболее универсальный тип инструмента для лужения и спайки металлов. Купить его можно почти в любом хозяйственном или магазине, торгующем электротоварами. Стоит он недорого — от 80 до 300 рублей.
Основной деталью электропаяльника является паяльный стержень, состоящий из нагреваемой спирали, намотанной на стальную трубку. Она изолирована от корпуса (трубки с отверстиями охлаждения) слоем слюдопласта: материала, хорошо противостоящего высоким температурам. С переднего конца в трубку вставлено паяльное жало: прямой или изогнутый под углом градусов в 30 отрезок катаного медного прутка, заточенный с двух противоположных сторон на плоскость (клиновидное жало). Эта деталь паяльника является сменной (NB: в теории, но об этом ниже). На другом конце паяльника укреплена деревянная или пластиковая рукоять, за которую его удерживают во время работы. При включении паяльника в сеть он разогревается в течение примерно 5-10 минут, и после этого выходит на рабочий режим: то есть жало его, достигнув нужной температуры, обретает способность плавить мягкие припои.
Электропаяльники выпускаются различной мощности. Почему так и зачем это надо?
Дело в том, что видов работ, где необходимо применить пайку, великое множество, и каждый требует соответствующего инструмента. Например, для работы с электронными платами или присоединения тоненьких проводков к микроскопическим клеммам лучше воспользоваться миниатюрным маломощным паяльником мощностью от 5 до 25-45 Вт: это поможет избежать перегрева или отжига деталей, а также передозировки припоя, да и оперировать небольшим инструментом в данном случае будет удобнее. А вот для соединения крупных стальных или тем более медных, латунных, бронзовых деталей, которые прогреваются медленнее, лужения толстостенных трубок понадобится паяльник помощнее — от 80 до 150 Вт. В последнем случае нередко бывает недостаточно и такой мощности, и пропаиваемый участок приходится дополнительно подогревать газовой горелкой или на электроплитке.
Описанный выше инструмент — электропаяльник так называемого непрерывного нагрева: он не имеет встроенного теплорегулятора, и потому температура его жала остается неизменной в течение всего времени работы. И это небезопасно прежде всего для самого инструмента, поскольку может привести к его перегреву и выходу из строя. К тому же медь, из которой сделано паяльное жало, от постоянного сильного нагрева и под действием кислот довольно быстро разрушается, превращаясь в синевато-серую окалину, куски которой, крошась, понемногу отваливаются от жала, сильно замедляя при этом процесс работы, и главное — снижая ее качество».

Жало, основательно разрушенное высокой температурой и паяльной кислотой.

Далее в этой статье идет абзац, посвященный классификации электропаяльников по мощности, и рассказ о соответстующих областях их применения. Но поскольку здесь речь идет конкретно о «делах наших скорбных», буду краток: для большинства наших случаев самым оптимальным прибором будет паяльник мощностью в 80 или, что лучше, 100 Вт.

Паяльник 100 Вт.
Цена ему — 150-180 р. Несмотря на то, что жало таких паяльников имеет толщину не менее 8 мм., с их помощью можно выполнять самые тонкие, почти филигранные паяльные работы. Нужен только элементарный практический навык, а он приходит очень быстро.

Тонкие стальные полоски-раскладки на этом фото, имитирующие ребра жесткости, припаяны к оцинкованному железу основы паяльником 100 Вт. Последующая обработка соединения заключалась в нескольких прикосновениях скальпеля и легкой шлифовке «нулевкой».

Чашки железных соцветий этого перстня собраны на общем стержне диаметром 1,5 мм. с помощью пайки. Нижний конец стержня загнут и закреплен в проточке на внутренней стороне серебряного кольца заподлицо с ней также с помощью оловянного припоя.
Жало паяльника в процессе долгой работы постепенно истончается и укорачивается, кончик его делается бесформенным и покрывается слоем окалины. Все это сильно снижает комфорт, скорость и эффективность работы. Поэтому время от времени жало нужно затачивать на электроточиле или напильником, и заново облуживать припоем. В теории, укоротившееся до предела паяльное жало можно заменить на новое, но дело в том, что отдельно их нигде не продают. Очевидно, невыгодно. Кроме того, со временем жало прикипает к трубке корпуса, и выдрать его оттуда, не повредив нагревательные элементы, почти нереально. Поэтому, когда от него остается огрызок примерно 1,5 см., паяльник чаще всего приходится просто менять на новый.
Однако если жало, несмотря на «возраст», извлекается из корпуса без труда, нужно время от времени вынимать его, ослабив винт-фиксатор, и очищать от окалины поверхность, контактирующую с нагревательным элементом: это позволяет держать его температуру на должном уровне и повышает срок службы паяльника.
АЛЬТЕРНАТИВА: РУЧНАЯ ГАЗОВАЯ ГОРЕЛКА
(выдержка из статьи)
«Как бы ни был хорош электропаяльник, бывают ситуации, в которых он оказывается бессилен. Например, при отсутствии электросети в помещении, где производятся паяльные работы, в полевых условиях, а также при необходимости очень сильного и одновременно быстрого разогрева запаиваемого участка. Газовый паяльник создает мощный поток ровного, упругого пламени, которое не боится даже сильного ветра. Ценно также и то, что этот инструмент способен выполнять массу иных задач помимо пайки: с его помощью можно закаливать или, наоборот, отпускать стальные детали, отжигать медь и латунь, прогревать «закипевшие» резьбовые соединения, которые нужно развинтить, и т. п.
Отсутствие электрошнура — также немаловажный плюс в смысле комфорта работы: ничто не мешает рукам, не путается под ногами и не стесняет движений.
Наиболее часто применяемый для различных домашних работ газовый паяльник — это универсальная мини-горелка. В ее комплект входит несколько насадок — паяльных жал разного сечения и с разными углами заточки. Заправляют ее с помощью обыкновенного баллончика со сжиженным бутаном, которые продаются в любом табачном киоске и стоят от 50 до 80 рублей. Хватает такого баллона очень надолго.

Ручная горелка за 300 р.

Стандартный комплект насадок для пайки.

Баллончик для заправки газом.
Газовая горелка-паяльник состоит из нескольких простых деталей. Самая большая — газовый резервуар, который одновременно является и рукояткой, за которую инструмент удерживают при работе. В передний торец его ввинчена трубка, по которой газ поступает в расположенную на ее конце форсунку (или сопло), окруженную керамическим изолятором, заключенным снаружи в металлическую оболочку. Между форсункой и резервуаром находится миниатюрный радиатор охлаждения — цилиндрик из дюралюминия, глубоко, почти до основания, надсеченный поперечными проточками: он повышает теплоотдачу форсунки, которая во время длительной непрерывной работы сильно нагревается. Также на переднем торце резервуара смонтирован поворотный регулятор пламени, объединенный в один блок с кнопкой пьезоэлемента, которым осуществляют поджиг газовой струи. В заднем торце резервуара имеется выточенный из латуни заправочный клапан.
Ручная горелка обеспечивает рабочую температуру в 1300 С, поэтому с ее помощью удобно подогревать объемные детали в процессе их спайки обычным электропаяльником.

Заправка.
Для того, чтобы привести инструмент в состояние «боеготовности», нужно насадить носик заправочного баллончика на трубку клапана и надавить на него — клапан откроется, и газ пойдет в резервуар. Цена ручной горелки — 300-400 рублей, ее можно купить на любом строительном рынке».
Отмечу, что у дешевых горелок «но-нейм» нередко быстро отказывает пьезоэлемент. Но это не страшно: поджечь газовую струю можно обыкновенной спичкой или зажигалкой.
О ПРИПОЕ И ФЛЮСАХ
Лужение с помощью паяльника — это смачивание поверхности одного металла другим, находящимся в состоянии текучести. Механические свойства обоих металлов в результате этого процесса не изменяются — если речь идет не о, скажем, пружинках из тонкой проволоки, которая прогревается очень быстро и сильно, и потому запросто может изменить в процессе облуживания свои характеристики. По этой причине, кстати, я не стал облуживать межклапанную пружину накопителя Кросман-1377, которая склонна ржаветь из-за конденсата.
Наиболее распространенная проблема начинающих паяльщиков, из-за которой они нередко отказываются от пайки — неумение добиться ровного, качественного и красивого запая. Олово мажется, как пластилин, или сбегает шариками с обрабатываемой поверхности вместо того, чтобы покрывать ее ровным тонким слоем. Шов получается грубый, а главное непрочный. Между тем олово под жалом паяльника должно приобретать текучесть воды, не ниже: именно это является признаком и гарантией качественной пайки. Хороший запай вообще нет необходимости обрабатывать напильником или наждаком.


Желтыми стрелками отмечены точки пайки.
Как добиться хорошего запая и в чем причины неудач?
Если металл, который вы обрабатываете, в принципе поддается пайке, припой подходящий, а паяльник выбран правильно и хорошо разогрет — их остается всего две:
1. Недостаточный прогрев самих спаиваемых деталей.
2. Использование неподходящего флюса.
Когда металл прогрет слабо, олово просто не способно перейти в состояние текучести. Такое случается, когда спаиваемые детали весьма объемисты, и быстро отнимают у припоя тепло: мощности паяльника оказывается недостаточно. Чтобы решить проблему, нужно дополнительно прогреть их на газовой (электрической) плите, или (наиболее удобный вариант) с помощью описанной выше газовой горелки.

Герметичное соединение пробки и корпуса этой детали (сталь 2 мм.)выполнено паяльником 100 Вт. с предварительным подогревом на электроплитке.
Если же всему виной неподходящий или (что скорее) некачественный флюс — олово будет собираться в шарики и сбегать с поверхности металла, словно капли воды с покрытого жиром стекла. Причина проста: между ним и припоем стоит непреодолимый барьер — жировая пленка. А к ней олово прилипнуть попросту неспособно. Чтобы обеспечить необходимый эффект, эту пленку необходимо разрушить.
(Выдержка из статьи)
«Во время пайки детали, которые нужно соединить или облудить, покрываются слоем припоя — другого, более мягкого и легкоплавкого металла. Растекаясь по железным, стальным, латунным, медным и т. п. поверхностям, оно намертво прилипает к ним: такое покрытие можно отчистить полностью, только превратив в пыль напильником или наждаком поверхностный слой облуженного металла.
Наиболее универсальным и часто применяемым является оловянный и свинцово-оловянный припой. Выглядит он как мягкая проволока тускло-серебряного цвета, и продается скрученным в небольшие бухточки или отрезками длиной в 20-25 см.

При грамотной пайке такой припой обеспечивает надежное и эстетичное внешне соединение. Он бывает разных типов; есть, например, мягкие припои с большим или меньшим содержанием свинца. От количества свинца нередко зависит прочность спайки, потому что он ощутимо более тугоплавок, чем олово в чистом виде, и для качественного соединения при использовании припоя с большим содержанием свинца деталь необходимо сильнее прогревать.
Серебряный припой чаще всего применяют в ювелирном деле. Он более тугоплавок, но зато соединения, выполненные с его помощью, еще надежнее, а сам шов серебряного припоя близок по твердости к сырому железу. Нередко также применяют для пайки комбинацию оловянного и серебряного припоев, такой шов в остывшем виде прочнее и надежнее.
(рассказ о медном припое, приведенный в статье, здесь опущен).
«Попробуйте покрыть машинным маслом, например, консервную банку, а потом покрасить ее нитрокраской. Эффект (точнее, его отсутствие) предопределен: краска попросту не сможет «зацепиться» за поверхность окрашиваемого материала — тонкая пленка масла создала на нем своего рода разделительный слой. Выражаясь научным языком, этот слой препятствует адгезии — прилипанию) частиц краски к поверхности.
То же самое и с тончайшей пленкой окислов и жировых отложений на спаиваемых поверхностях. Расплавленный паяльником припой при попытке перенести его с жала на необработанный флюсом участок будет собираться в шарики, и сбегать с его поверхности, словно дождевые капли с оконного стекла.
Для того, чтобы исключить это явление и обеспечить максимально качественное соединение, пленку посторонних веществ на металле необходимо разрушить. Именно для этого и нужен паяльный флюс.
Самый распространенный вид его — так называемая паяльная кислота. Она продается на строительных рынках, как правило, в тех местах, где торгуют электропроводкой и электротехническим оборудованием. На флакончиках из полупрозрачного пластика или темного стекла, в которые она расфасована, наклеены этикетки, на которых так и написано: «Паяльная кислота».

На самом деле, это не «кислота» в полном смысле этого слова, а жидкий состав на основе хлористых солей цинка. Он годится для эффективной пайки черных металлов (железо, сталь), латуни, меди, бронзы, никелевых и серебряных сплавов.
А вот нержавеющая сталь, алюминий или дюраль с его помощью не облудить и не запаять. Поверхность этих металлов очень тяжело поддается смачиванию припоем — здесь не поможет никакой дополнительный подогрев, и потому для их пайки необходимо применять другие специальные флюсы. Они также продаются на строительных рынках, и флакончики, их содержащие, снабжены этикетками, на которых указана область применения данного вещества. Например: «Для пайки алюминия и его сплавов», или «Для пайки нержавеющих сплавов». Нередко в тех же местах можно увидеть и флюсы, на этикетках которых написано: «Для пайки меди, латуни, бронзы» — но практика показывает, что для обработки этих металлов перед пайкой прекрасно подходит обычная «Кислота паяльная». Но это, в сущности, и неважно: паяльные флюсы стоят на рынках очень недорого — от 20 до 50 рублей за флакон объемом 30 мл.
Состав для эффективной пайки металлов можно приготовить и самостоятельно; для этого необходимо использовать раствор цинка в концентрированной серной или соляной кислоте. Насыщают раствор, опуская в емкость с кислотой кусочки цинка или покрытых им металлов (что менее предпочтительно). Как только цинк погружается в нее, начинается реакция насыщения: от его поверхности начинают отделяться мелкие пузырьки. Окончание этого процесса свидетельствует о том, что раствор насыщен, и его можно использовать по назначению.
Однако все же лучше воспользоваться любым готовым покупным составом — тем более, что купить его сейчас куда проще, чем соляную или серную кислоту. Но главное — это гораздо безопаснее: серная и соляная кислоты — вещества очень едкие, вдыхать их пары небезопасно для здоровья, а при случайном соприкосновении с кожей они вызывают сильные химические ожоги.
Канифоль — это твердое смолистое вещество, остаточный продукт отгонки летучего скипидарного масла от живицы, добываемой из хвойных деревьев. Это один из самых древних паяльных флюсов, но далеко не самый универсальный и эффективный. Канифоль применяют в основном для тонкой радиотехнической и электротехнической пайки — там, где не нужен и даже вреден чересчур сильный прогрев металла, а также есть опасность повреждения клемм или тончайших проводков трудноудалимыми остатками более «жестких» активных флюсов. Толстые же металлические заготовки с помощью канифоли паять практически невозможно — однако при пайке с использованием паяльной кислоты канифоль, которой наполняют трубчатые оловянные и оловянно-свинцовые припои, оказывает небольшой дополнительный эффект в обезжиривании поверхностей».
В процессе пайки вам придется касаться жалом паяльника оловянного прутка. Для того, чтобы к припою не примешивались гарь и грязь, сильно снижающие эффективность работы, положите его на твердую и ровную, негорючую поверхность, например, на керамическую плитку. Я использую обыкновенное чайное блюдце: его загнутые вверх края не позволяют капелькам расплавленного олова, которые ведут себя подобно каплям ртути, убегать далеко от паяльного столика, портить пол, обжигать колени и другие полезные части тела . Если в качестве материала такой площадки использовать дерево, оно будет обугливаться при соприкосновении с расплавленным оловом, гарь, смешавшись с ним — попадать на обрабатываемые поверхности. Все это приведет к некачественному и некрасивому запаю.

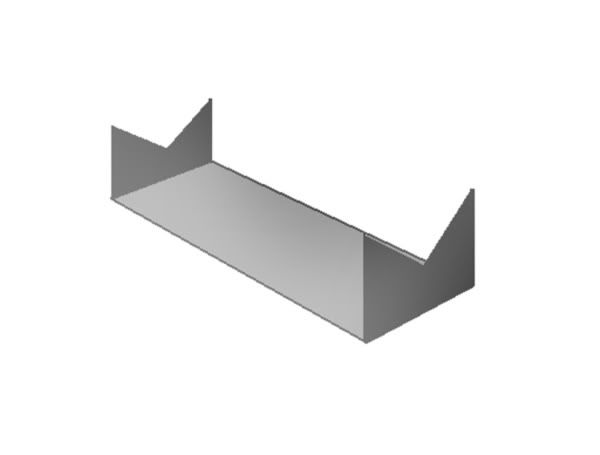
Раскаленный паяльник на деревянный стол не положишь. Но можно купить или изготовить специальную подставку. Например — просто вырезать из оцинкованного железа полосу с 2 прорезями, и согнуть ее в виде буквы П.
Можно, конечно, использовать для этой цели и магнит. Например такой, какими снабжены мощные радиодинамики. Однако паяльник, когда его нужно взять в руку, придется отрывать от него с изрядным усилием — и если жало облужено, раскаленная капля припоя может сорваться с него и полететь в совершенно непредсказуемом направлении.
Смачивать спаиваемые детали флюсом или кислотой удобно с помощью обыкновенной маленькой кисточки.
Удерживать мелкие детали в соединении друг с другом перед началом спайки удобно с помощью хирургического кронцаргового зажима.


СОБСТВЕННО ПАЙКА. ПРОЦЕСС.
Итак, вы знаете, какие инструменты, средства и приспособления вам нужно использовать, чтобы аккуратно, быстро, качественно и красиво соединить методом пайки две (или больше) металлических детали. Осталось рассказать о самом процессе.
У вас в руках новый паяльник на 80 или 100 Вт. Жало его девственно чисто и еще не тронуто разрушением. На паяльном столике — подставка, отрезок припоя, кисточка, керамическая плитка (или блюдце), открытый флакон с паяльной кислотой.
Включите паяльник в сеть. Через 5-8 минут он будет полностью готов к работе. Далее сделайте вот что: обмакните его жало в паяльную кислоту, и тут же, прикоснуквшись им к прутку припоя, облудите его. Именно «тут же» — иначе рабочие плоскости его быстро покроются тонким слоем окалины, и олово прилипать к ним уже не захочет.
Надежно прижмите спаиваемые детали друг к другу. Возможно, их контактные поверхности придется предварительно облудить.
Обмакнув кисточку в паяльную кислоту, покройте ею точку пайки. Заливать, как из душевой лейки, не нужно — это лишняя грязь и лишние вредные испарения.
Прикоснувшись жалом паяльника к отрезку припоя, наберите на него каплю олова. Количество, необходимое для каждого случая, определяется интуитивно: это умение приходит с опытом. Почувствовав перебор, лишнее можно просто стряхнуть обратно в блюдце. Если стряхнули слишком много — подцепите жалом один-два из тех шариков, в которые эти излишки превратились.
Коснитесь жалом с набранным на него припоем точки соединения. Если все сделано правильно, олово тот час же разогреет детали и растечется по обрабатываемым поверхностям подобно воде. Через три-четыре секунды припой на деталях утратит яркий «никелевый» блеск, сделается матовым: это признак того, что он, хотя еще и горяч, уже достаточно охладился для того, чтобы соединение не развалилось.
ПРИМЕЧАНИЕ: словосочетание «сделается матовым» в ДАННОМ случае обозначает лишь одно: станет несколько МЕНЕЕ БЛЕСТЯЩИМ, чем свежерасплавленное олово. Застывшее олово хоть и блестит, но все же не так сильно, как жидкое в процессе пайки. Серо-матовая же, тусклая и как бы «шершавая» для взгляда поверхность запая означает, что олово кристаллизовалось: такой шов ненадежен и недолговечен, поскольку склонен к быстрому растрескиванию.
Далее очень важный момент. Спаянные детали — вне зависимости от того, сколько именно паяльной жидкости в процессе пайки на них потрачено — совершено необходимо промыть с мылом (или моющим средством) под струей воды. Паяльная кислота — это состав на основе хлористых солей цинка, обладающий кислой реакцией. Концентрированная кислота — она и вовсе.. . э.. . кислота. А мыло, как известно — наиболее доступная нам щелочь, которая способна нейтрализовать кислотные осадки. Если этого не сделать — со временем они могут повредить поверхности не только спаянных, но и соседних с ними
деталей. Мелкие белесые хлопья, образующиеся на деталях при обработке мылом в тех местах, где они были покрыты кислотой — характерный признак нужной нам реакции нейтрализации.
П р и м е ч а н и е. Применяя в качестве паяльного флюса любые кислоты, будьте особенно аккуратны с соседними воронеными стальными и железными участками обрабатываемой поверхности. Воронение — не что иное, как слой оксидов, а кислота именно их-то и разрушает. В случае с вороненой поверхностью это означает, что капля кислоты, попавшая на нее, разъест этот слой добела — т. е. до металла.
Далее соединенные детали нужно протереть насухо или высушить, и если есть возможность — протереть щелочным маслом (например, «Тайгой», применяемой для чистки ружейных стволов: она отлично нейтрализует последние остатки кислоты).
На этом «краткий курс паяльщка» можно считать завершенным. Все остальное — дело исключительно практики.
ЗЫ: На все вопросы в комментариях, на которые знаю ответ, готов отозваться сразу же по их прочтении. Все учесть и вспомнить сразу непросто, если у кого-то есть что добавить — велкам. Топик, возможно, будет со временем пополняться фотографиями и полезными советами.
Всем удачи.
Чем и как паять нержавейку в домашних условиях: припои, флюсы, рекомендации
При обсуждении вопроса, чем паять нержавейку, речь идет не о сварке. Конкретно нас интересует вопрос соединения тонколистовой нержавеющей стали припоем с использованием минимального набора оборудования. Пайка заметно проще и позволяет соединять мелкие изделия из нержавейки с почти ювелирной точностью и качеством шва.

Как паять нержавейку оловом в домашних условиях
Такое соединение выгодно тем, что даже в домашних условиях процесс пайки нержавейки можно освоить буквально за полчаса. На то, чтобы научиться правильно варить нержавеющую сталь, потребуется несколько десятков человеко-часов.
Паять нержавейку в домашних условиях несложно при наличии соответствующего оборудования:
- мощного электропаяльника и электрического нагревателя-печки, если планируется паять посуду из тонкой нержавейки;
- газовой инжекционной горелки, если нужно паять относительно простые детали твердыми марками припоя с температурой плавления до 800 о С;
- пропан-кислородной горелки, если требуется высокопрочное соединение с помощью латуни или никель-серебряного припоя.
Кроме того, нужно будет купить соответствующую марку припоя и марку флюса. Для каждого вида пайки существует свой оптимальный вариант пары «припой-флюс». Кроме того, нужно сделать паяльную подставку, на которой будут греть соединяемые детали. Обычно используется небольшой блок из строительного газобетона или шамотный кирпич.
Важно! Казалось бы, какая разница, на чем паять нержавейку. На самом деле выбор подложки или подставки для пайки деталей влияет на качество соединения. Если попытаться паять на листе металла, то нагреть нержавейку до нужной температуры не удастся.
Еще одно правило: паять нержавейку нужно только под вытяжкой, можно использовать гараж, мастерскую или балкон, но только не внутри квартиры.
Особенности пайки нержавейки
Чтобы правильно паять нержавейку, нужно учитывать следующее.

- Состав нержавеющей стали намного сложнее обычной углеродистой. Нержавейку нельзя перегревать или греть долго. Паять нужно быстро, и желательно не допускать длительного воздействия высокотемпературного пламени на небольшой участок поверхности.
- У нержавейки большой коэффициент теплового расширения и относительно низкая теплопроводность. Если паять металл с сильным перегревом, то место пайки обязательно покроется микротрещинами. То есть можно удачно спаять две трубки из нержавеющей стали, но затем на испытаниях или под нагрузкой одна из них лопнет, причем не по паянному шву.
Для того чтобы получить высокое качество пайки, нужно придерживаться нескольких основных правил:
- Нержавейку обязательно зачищают механически с помощью наждачной бумаги, щеткой, абразивной обработкой (часто пескоструйкой) удаляют слой окислов на поверхности. Причем сделать это нужно непосредственно перед тем, как паять металл.
- Нержавеющую сталь нужно быстро и сильно нагревать до температуры плавления припоя. Флюс должен наноситься на поверхность, нагретую на 90% от рабочей температуры, или использоваться вместе с припоем. При совместном нанесении флюс выполняется в форме обмазки прутка припоя или заделывается внутрь его.
- Для прочных высокотемпературных припоев желательно сначала обработать раскаленную поверхность нержавейки флюсом. Чтобы химически активный реагент успел глубоко растравить поверхность нержавейки, убрал налет от газового пламени, и только после этого паять детали.
Обычно последовательной обработкой предпочитают паять нержавейку с высоким содержанием хрома и никеля. Оловом выполнять соединение сложно, но можно использовать латунь и никель-медный П-81. Хотя в продаже можно купить готовые прутки в флюсовой обмазке BRASS FLAME 18 XFG, которыми можно паять нержавейку при 870 о С.
Сам процесс пайки сводится к тому, чтобы правильно растаскивать расплав припоем по раскаленной поверхности так, чтобы он равномерно заполнял стык. В это время приходится подогревать нержавейку горелкой, пока весь шов не заполнится расплавом.
На длинных линейных и кольцевых швах место пайки греют периодическими движениями. Как известно, расплав сам перетекает из более холодной зоны в более горячую, поэтому можно без проблем разогнать припой по всей длине шва, лишь умело подогревая линию стыка горелкой.
Используемое оборудование
Нержавейку можно паять низкотемпературными оловосодержащими припоями. Для этого достаточно электропаяльника на 100 Вт и небольшой электроплитки. Плитку используют только для разогрева детали до температуры нанесения флюса, а паять можно электропаяльником.

Часто электроплитка выручает, когда нужно запаять несколько трещин на посуде из нержавейки. С ее помощью удобно поддерживать требуемую температуру пайки, не оборачивая посуду в алюминиевую фольгу.
Тип горелки выбирается в зависимости от марки используемого твердого припоя и флюса. Если требуется паять высокопрочными медно-никелевыми или латунными припоями, то лучше всего использовать ручную пропан-кислородную горелку типа «MICRO DM 284» или аналогичные модели.
Микрогорелка подключается к редукторам (через пламегаситель) на пропановом и кислородном баллонах. Такую установку можно сделать своими руками даже в домашних условиях. Ею можно паять все высокотемпературные припои.
Для медно-серебряных припоев достаточно ручной инжекционной горелки с баллоном картриджем.

Ею можно паять нержавейку серебросодержащими твердыми припоями с температурой плавления до 700 о С.
Режимы пайки оловом
Припоями на основе оловянных сплавов можно паять с использованием кислоты. Вопрос в том, как паять нержавейку оловом:
- Поверхностный ремонт трещин в тонколистовой нержавейке. Оловом затягивают поверхность металла на всю длину трещины. Механическую нагрузку такой шов практически не держит. Паяют для обеспечения герметичности на протекание воды.
- Заполнение стыков и угловых швов коробчатых корпусов, лотков и коробок из нержавейки. Паяют для усиления соединения вальцовкой и обеспечения герметичности стыка.
В обоих случаях шов (трещину) на нержавейке предварительно обезжиривают и зачищают. Если металл толстый, то можно обжечь горелкой. Далее деталь нагревается до 280 о С и обрабатывается флюсом.

Для тонких трещин на посуде рекомендуется использовать спиртовой раствор канифоли. Если нужно паять непищевую тару или короба, то можно использовать паяльную кислоту. Но, по отзывам, более высокое качество на нержавейке дает флюс из ортофосфорной кислоты.
Припой для нержавейки и его типы
Для низкотемпературной пайки можно использовать традиционные оловосодержащие материалы. Их много, лучшее качество показывают специальные ремонтные припои для заделки трещин и лужения меди.

Для пайки нержавеющей стали твердыми припоями лучший шов дает швейцарский Castolin ECO BRAZ 38230F. Содержание серебра — до 30%. Цена может быть до 400 долл. за пачку. Но качество очень высокое даже для новичков и пайки в домашних условиях. Паять можно при температуре 670-750 о С.
Кроме того, шов получается пластичным и вязким. Кроме нержавейки, им часто паяют детали велосипедных рам, декоративную облицовку раритетных авто. Лучше всех выдерживает вибрации. В качестве альтернативы можно использовать серебросодержащий L-A9.
Можно использовать латунный материал, Castolin 18XVG дает самое прочное паяное соединение на нержавейке. Но латунью, даже швейцарского качества, паять нержавейку тяжело. Шов требует нагрева до 900 о С, паяный шов получается прочным, но слишком жестким, непластичным. Вибрации держит плохо, его используют в ремонте автомобильной и бытовой техники.
Медь-цинк-никелевый припой П-81 стоит на порядок дешевле серебросодержащих марок. Паять нержавейку тяжело, требуется температура нагрева до 950 о С. Шов очень жесткий, твердый, обладает повышенной коррозионной стойкостью.
В качестве флюса используют универсальный ПВ-209. Можно паять смесью буры и борной кислоты, но качество чуть хуже.
Пищевые припои
Из безопасных материалов для низкотемпературной пайки посуды из нержавейки можно рекомендовать припои ПОС-1 или ПОСу95-5. Несмотря на то, что висмут — тяжелый металл и обладает определенной токсичностью, в целом шов получается достаточно безопасным для кипячения питьевой воды или приготовления еды в посуде из нержавеющей стали.
Из твердых припоев можно использовать серебросодержащие материалы при условии, что содержание меди не превышает 10%.
Категорически нельзя паять пищевую нержавейку припоями с сурьмой и свинцом, независимо от их процентного содержания в паяльном материале.
Пайка с помощью газовой горелки
Существует несколько стандартных схем выполнения паяного соединения двух деталей из нержавейки:
- пайка двух трубок;
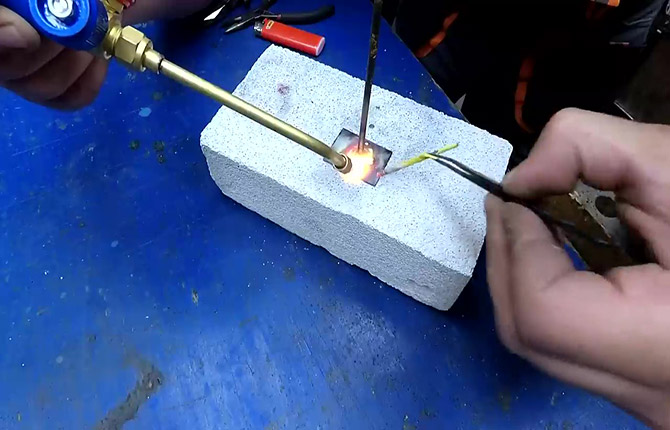
- пайка стального стержня к листовой нержавейке;
- пайка двух листов встык.
Самый простой вариант — паять две трубки. Это может быть соединение двух деталей трубопровода из нержавейки или сборка пайкой дополнительного патрубка к основному корпусу цилиндрической формы.
В любом случае паять нужно не в стык, с осадкой одной детали внутрь другой. Поэтому трубки обычно разного диаметра, одна запрессовывается внутрь другой хотя бы на 10 мм.
Если требуется припаять боковой патрубок к основному корпусу из нержавейки, то предварительно нужно будет сделать отверстие, равное диаметру отвода.
В обоих случаях после зачистки детали из нержавейки собирают и нагревают пламенем газовой горелки. Как только на поверхности появятся пятна, место шва, обрабатывают флюсом и продолжают нагрев еще несколько минут. Последний этап — стык обводят концом прутка припоя, не прекращая нагрев горелкой. Как только материал полностью заполнит шов, нагрев убирают.
Пайка двух листов из нержавейки выполняется по той же схеме, обязательно с предварительным обжигом и зачисткой кромок. Далее листы укладываются нахлестом и нагреваются газовой горелкой до появления побежалости. Теперь можно обработать кромку флюсом, прогреть и прутком флюса растянуть расплав по всей длине стыка.
Важно! Качественный припой и флюс затекают глубоко внутрь нахлеста. Недорогие материалы обычно из-за плохой текучести прихватывают только наружный стык.
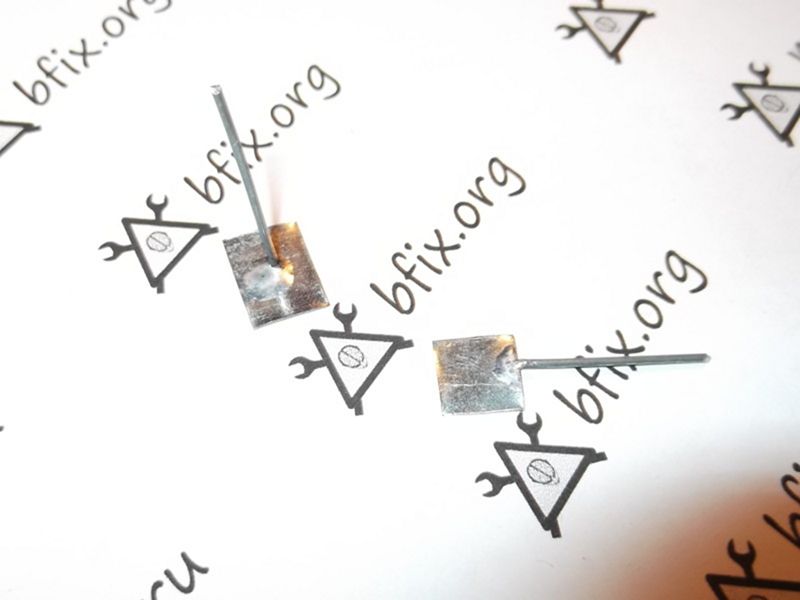
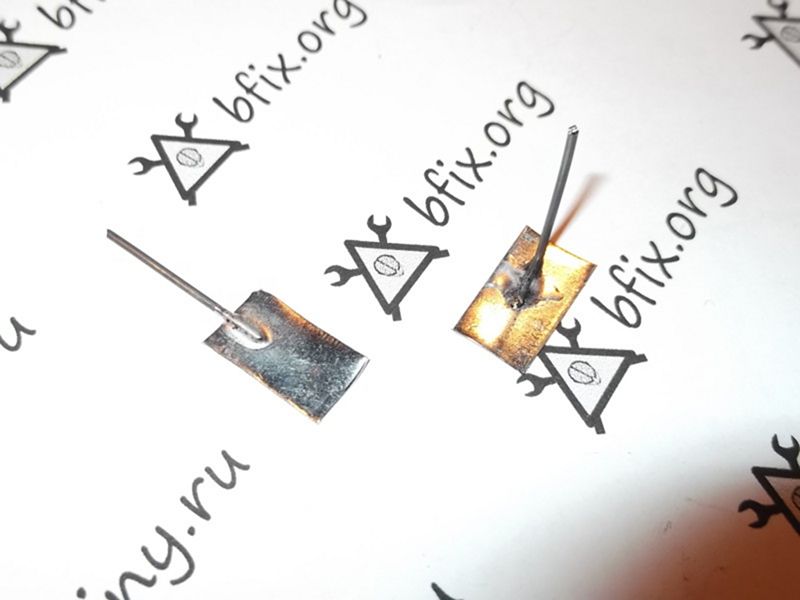
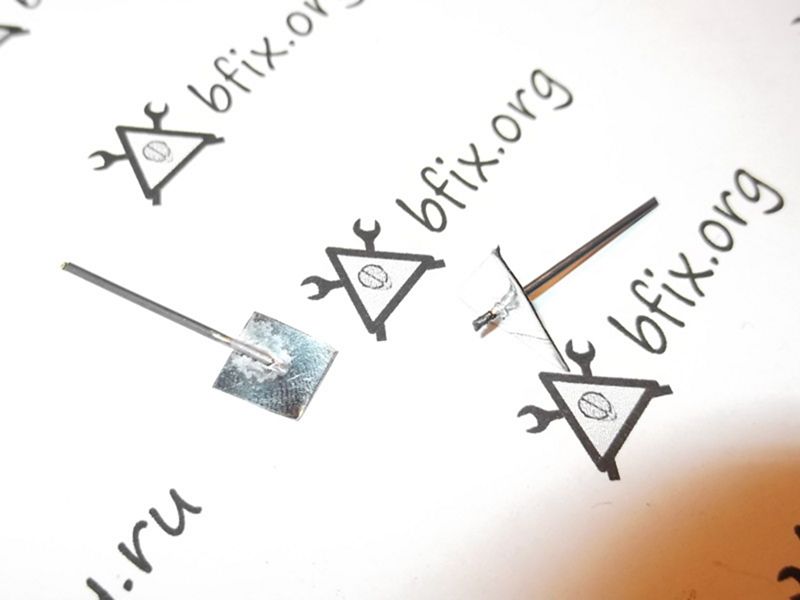
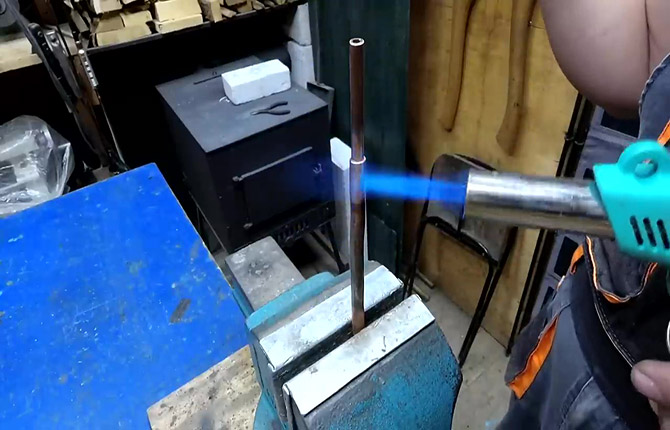
Чуть сложнее паять стержень из нержавейки перпендикулярно к листу металла. В первую очередь нужно зачистить обе детали по сопрягаемым поверхностям.
Далее стержень устанавливают вертикально на лист, сразу же обрабатывают небольшим количеством флюса, после чего обе детали нагревают горелкой до высокой температуры. Расплав должен зайти встык под стержень, но припой более вязкий и может туда не попасть.
Как только флюсовая масса будет полностью расплавлена, можно лудить припоем основание стержня. Причем паять нужно с избытком припойного материала, чтобы вокруг образовалась ванночка из расплава. Теперь на секунду нужно оторвать стержень от листа нержавейки, чтобы залудить торец и сразу же вернуть его на место. Еще несколько секунд детали из нержавейки прогревают горелкой и выключают нагрев.
После остывания образуется очень прочное паяное соединение латунью.

Прочность шва получается на уровне сварки.
Отличия высокотемпературной пайки от низкотемпературной
Паять нержавейку горелкой достаточно дорого, так как качественные припои на основе серебра стоят в несколько раз дороже, чем сварка углекислотным полуавтоматом или аргоном. Паять латунью или медно-никелевым П-81 в домашних условиях достаточно сложно, так как требуется специальная кислород-пропановая горелка и определенный опыт в обращении с ней.
Но у высокотемпературной пайки есть два важных преимущества:
- можно паять очень тонкие, почти ювелирные детали, ремонтировать и восстанавливать технику без потери качества;
- шов от твердого серебряного или латунного припоя получается сплошным, герметичным, без пор и каверн.
Поэтому мастера в процессе ремонта техники часто предпочитают паять нержавейку, особенно тонколистовую, чем использовать сварку.
Низкотемпературная пайка не обеспечивает высокую прочность соединения. Но обычно прочности стыка, спаянного оловянным ПОС, достаточно для обеспечения герметичности и жесткости детали. Кроме того, паять оловом намного проще, не требуется специальных горелочных устройств и дорогостоящих припоев.
Самые распространенные ошибки
Чаще всего проблемы возникают из-за нарушения технологии паяного соединения. Причин довольно много, и самые распространенные — спешка в работе и попытка сэкономить на материалах.
Неправильный нагрев
Наиболее распространенной ошибкой можно считать попытку выполнить пайку на еще холодных заготовках. Инжекторная горелка греет быстро и эффективно, нагреть спаиваемый стык можно за несколько минут.
Но если работы проводятся в неотапливаемом помещении при низких температурах, то заготовка, например лист нержавеющей стали, остывает очень быстро. Поэтому паять нужно с помощником либо дополнительно подогревать заготовку паяльной лампой или электроплиткой.

Попытки использовать материалы неизвестного состава и качества
Серебросодержащие припойные сплавы стоят очень дорого — от 30 тыс. руб. и выше. Но иногда просто нет альтернативы, если требуется высокое качество паяного шва.
Качественно запаять латунью с бурой или старыми припоями неизвестного состава могут лишь мастера с большим опытом работ. Кроме того, потребуется исправная кислородная горелка. Если уже есть необходимость сделать паяное соединение латунью, то желательно хотя бы арендовать микрогорелку на пару дней, а вместо буры использовать ПВ-209.
Неправильный выбор припоя
Перед пайкой определенным припоем нужно обязательно убедиться (прочитать инструкцию на пачке), что данный материал по своим особенностям однозначно подходит для нержавейки. Многие не знают, например, что медно-фосфорные не подходят для нержавеющей стали.
Часто допускают ошибку, когда серебряным припоем соединяют детали, подверженные большой статической нагрузке и вибрациям одновременно. Серебросодержащие сплавы очень мягкие и пластичные, поэтому стык со временем под нагрузкой «тянется» вплоть до разрушения.
В такой ситуации рекомендуется выполнять двойную пропайку. Первоначально серебром, затем сразу же медно-никель-цинковым припоем. Двойная пайка сложнее, но если освоить ее, то можно паять нержавейку толщиной в 0,1 мм с прочностью, не уступающей сварному соединению. При этом герметичность стыка будет на порядок выше.
Плохая подготовка
Многие проблемы от плохого очищения поверхности. Зачищать нужно очень долго и качественно, возможно, предварительно обжечь. На нержавеющей стали окислы и поверхностные карбиды держатся очень прочно, поэтому металл чистят абразивом и металлическими щетками до блеска (не полировать).
Итоги
Выбрать, чем паять нержавейку, не так уж и сложно, на рынке существует довольно много всевозможных припоев на основе серебра и латуни. Выбор большой, но прочность соединения на 90% зависит от качества материалов. Поэтому экономить не стоит.
Расскажите о своем опыте пайки. На какие особенности процесса нужно обратить особое внимание? Также сохраняйте статью в закладки и делитесь ею в соцсетях.
Как паять железо оловом — можно ли это делать
У металлической чашки оторвалась ручка, пожилой дедушка смотрит на нее, кивает головой и с укоризной в голосе заявляет: «Однако, паять надо». Для того, чтобы при фразе «пайка металла» не делать удивленное лицо, мы рекомендуем Вам прочитать данную статью. В ней мы подробно опишем, что такое пайка стали и черных металлов, а также расскажем о всех нюансах этого процесса.
Отличия пайки металла от сварки
Пайка отличается от сварки технологией процесса. При сварке кромки поверхности оплавляются, а пайка производится на двух холодных поверхностях, оплавлением припоя – оловянного фрагмента, который при остывании и свяжет металлические элементы между собой.
Что к чему можно паять
В основном паяют однородные поверхности, то есть произведенные из одного металла. Пайка металла оловом производится в домашних условиях, но также возникает целесообразность соединения двух и более конструкций из разных металлов, например бронза и сталь, латунь и сталь и т.п.
Важно! Оловянный припой нежелательно использовать при пайке цветных металлов, в этом случае используются специальные прутки из медных сплавов.
Как производится пайка стали
Пайка стали оловом не производится, так как олово не скрепит стальные поверхности. Для припоя используется бронзовый пруток, а процесс осуществляется в следующей последовательности:
- На столе с антипожарным покрытием раскладываются: паяльник, припой в виде бронзового прутка, сосновая канифоль, кислотный растворитель и конструкции для пайки.
- Кислотой обезжириваются поверхности будущей пайки.
- К одной из кромок прикладывается оловянный пруток, который расплавляется паяльником, кончик которого предварительно был опущен в канифоль.
Важно! Если не обработать кончик канифолью, то расплавленная бронза не будет захватываться кончиком паяльника, а будет просто стекать с него.
- Два элемента прижимаются друг к другу, стыкуются. Выжидается время отвердения расплавленного прутка. При застывании возникает прочное соединение.
Читайте также: Пайка медных проводов — в распределительной коробке
Чем лучше всего паять изделия из стали
Поскольку сталь отличается высокими характеристиками на износ и разрушение по шкале Бринелля или Роквелла, то к припою предъявляются особые требования. Стальные элементы нельзя соединить оловом и прочими легкоплавкими сплавами, и металлами, лучше всего зарекомендовали себя латунь и бронза.
Являясь мягкими сплавами, латунь и бронза, позволяют формировать единую структуру со сплавом, соединяясь на уровне кристаллических решеток в расплавах.
Типы нагревателей
Нагревательные элементы паяльников – это рабочая часть инструмента, которой непосредственно воздействуют на припой. Востребованы следующие виды, которые будут перечислены ниже:
- Нихром. Нихром представляет собой тугоплавкий сплав с высокой степень теплопередачи. Нагрев производится электрическим током.
- Керамика. В данном случае используется керамический электрод, к которому подводятся электроконтакты от сети 220V.
- Индукционные. Для подачи напряжения на «жало» паяльника используется катушка индуктивности, которая состоит из электрода и двух обмоток – первичной и вторичной.
- Импульсные. Электрод металлический, но его нагрев производится только при нажатии кнопки подачи электрического импульса. Если кнопку отпустить, то импульс прекратится.
- Газовые. В этом случае вместо электрода используется электрофакельное устройство, которое подает и воспламеняет горячий газ, например аргон.
- Инфракрасные. Самый сложный вид нагревателей, который использует генератор инфракрасного излучения для нагрева металлического припоя, размещенного на двух конструкциях под припайку.
- На открытом огне. Это самые первые паяльники, которые появились на свет из кузнечных цехов. «Паяло» или наконечник паяльника нагревается на открытом огне до красна, а после воздействует на материал припоя.
Пайка черного металла может быть осуществлена практически любым видом, перечисленных нагревателей.
Выбор припоя
Выбор припоя зависит от спаиваемых материалов, но, как правило, подбираются следующие припои:
- Латунь.
- Олово.
- Медь.
- Свинцово-кадмиевые сплавы.
- Свинцово-сурьмяные составы.
Первые три припоя считаются бессвинцовыми, но в любом случае все виды используются в виде прутка с сечением не более 2-3 мм.
Как паять сталь обычным оловом
Паять сталь обычным оловом тоже возможно, но следует отметить, что это допустимо только для бытовых изделий. Пайка запчастей и конструкций отдельных механизмов из стали оловом не рекомендуется ввиду недолговечности соединения.
Читайте также: Флюс для пайки алюминия — низкотемпературной и высокотемпературной
Припой для проведения домашних работ, его состав и свойства

Оловянный припой
Раньше мастера использовали целые бруски олова и хранили их в отдельном месте, в настоящее время припой реализуется в виде прутка, который намотан на катушку. Он отличается превосходными свойствами связности.
Для производства домашних работ используются припои со следующим составом:
- Простой латунный – «проволока» золотистого цвета.
- Оловянно-сурьмяный – «проволока» серебристого цвета.
Такой припой быстро расплавляется любыми видами нагревателей и имеет хорошие свойства связности.
Оборудование для проведения работ в домашних условиях
Для того чтобы пайка железа оловом в домашних условиях была выполнена правильно, необходимо оборудовать рабочее место, которым может стать кухонный стол, но при этом надо настелить на него антипожарную пленку или положить лист металла. Далее потребуются следующие инструменты:
- Паяльник с газовым нагревателем или индукционным «стержнем» — они позволяют быстрое расплавление припоя.
- Соляная кислота в качестве растворителя.
- Канифоль, если применяется индукционный нагрев.
Как правильно паять паяльником с кислотой
Как уже было сказано, при пайке в ряде случаев применяется кислота, в основном соляная или ортофосфорная, которая выжигает на поверхности металлов оксиды и липидные соединения.
Кислотные растворы
Применяют не концентрированную кислоту, так как она опасна для хранения и во время применения, как правило, используются 40-50% растворы соляной, плавиковой, серной или сернистой кислоты.
Применение кислот
Пайка оцинкованного железа применяется с растворителем из плавиковой кислоты – она безвредна для цинка, но при этом «сжигает» пленку оксидов, которая в процессе пайки может ослабить будущее соединение.
Пайка без паяльника
Процесс без применения специальных инструментов возможен только с присадкой специальной паяльной пасты. Она состоит из алюминиевой или свинцовой пудры, цинковой пудры, флюса и прочих связующих компонентов, которые делают ее жидкой, но практически не текучей.
Паста незаменима при пайке микросхем, когда все контакты миниатюрных диодов, тиристоров и прочих «штучек» впаиваются в тонкий слой пасты, формирующей единую токопроводящую магистраль.
Читайте также: Пайка медных проводов — в распределительной коробке
Как готовится паяльная паста
Паста готовится в заводских условиях и представляет собой ферромагнитный состав, который проводит ток. Если есть необходимость приготовить пасту в домашних условиях, то необходимо:
- Из оловянного бруска получить большое количество опилок при помощи надфиля.
- Опилки ссыпаются в мерку и покрываются слоем паяльного жира или флюса. Перемешиваются до однородной не текучей консистенции.
- В готовую смесь добавляется несколько капель глицерина.
Пайка посуды
Как паять железо оловом, в частности, посуду? Поскольку в посуде главное – не пропускать жидкости, то необходимо просто использовать большое количество припоя и канифоли.
Важно! Желательно использовать специальный пищевой припой, который практически не окисляется и полностью безвреден.
Инструкция по пайке посуды:
- Место под наложение припоя очищается наждачкой и обрабатывается растворителем.
- Наносится слой канифоли.
- Паяльником разогревается место будущей пайки.
- Вносится пруток припоя, который оплавляется паяльником.
Важно! Если одного раза недостаточно, то место снова покрывается канифолью и процедура повторяется.
Каким металлом паяют посуду? Чаще всего это олово, но при спайке нержавеющей стали можно использовать и латунный припой, при этом лучше применить газовый нагреватель.
Советы по правильной и прочной пайке металлов
Далее мы дадим несколько полезных советов на тему, как паять сталь и получать качественные и надежные соединения:
- Перед работой требуется очистить рабочее «жало» паяльника. Если на нем имеются следы сильного загрязнения, то их можно счистить напильником. Для удаления застывшего флюса можно применить небольшой кусочек картона.
- Для того чтобы паяльник не «заискрил» статикой, корпус изделия лучше заземлить проводком с антистатическим браслетом, который одевается на руку.
- При разогреве паяльник опускают «носиком» в канифоль, как только он начнет ее оплавлять – устройство готово.
Мы разобрались не только в конструкции паяльника и его видах, но также ответили на такие вопросы, как: чем паять сталь, какие припои лучше применить и как сделать всю работу правильно. Используя нашу статью, можно в короткие сроки овладеть теорией пайки, а купив самый простенький паяльник – перейти к практике и добиться решительных результатов.