Как правильно паять: руководство для начинающих

Умение паять — полезный навык. Можно самостоятельно отремонтировать электрические устройства, при желании — создавать собственные. Научиться этому не так уж и сложно. В этом материале мы расскажем обо всех тонкостях пайки.
Пайка
Паять чаще всего приходится при работе с проводами и электрическими устройствами. Собственно, на это мы и сделаем основной акцент. Однако навык пайки пригодится и в других областях. Например, при изготовлении поделок из жести, проволоки и других материалов. Главное — понять и освоить основные принципы.
При пайке металлических изделий между ними вводится расплавленный припой. После остывания он создает прочное соединение. В отличие от сварки, при пайке плавится только соединяющий металлы припой.
Начнем с алгоритма — а затем подробно разберем каждый шаг.
- Разогрев паяльника до рабочей температуры
- Разогрев спаиваемых металлов (паяльником или на специальных подставках)
- Нанесение флюса на спаиваемые поверхности металла
- Нанесение припоя на жало паяльника
- Лужение спаиваемых поверхностей
- Нанесение припоя на жало паяльника
- Пайка — перенос припоя с жала паяльника на спаиваемые поверхности.
- Остывание спаянных поверхностей
- Смывка остатков флюса со спаянных поверхностей (по необходимости)
Если спаиваемые поверхности весят немного, можно совместить по времени шаги 2 и 5.
Припой
Припой — это специальный металлический сплав. Он в жидком виде проникает между поверхностями спаиваемых металлов. После остывания припой создает прочные соединения — механическое и электрическое.
Обычно это сплав олова и свинца. Разное их соотношение влияет на температуру плавления припоя. Выпускаются как низкотемпературные, так и высокотемпературные припои.
В электротехнике наибольшей популярностью пользуется припой ПОС 60 — припой оловянно-свинцовый с содержанием 60% олова. Для удобства он выпускается в виде трубочки, заполненной флюсом.
Диаметр припоя напрямую связан с размерами используемого жала паяльника — чем больше жало, тем более толстая нужна трубка с припоем.

Расплавленный припой обладает важными физическими свойствами — поверхностным натяжением и текучестью. Поверхностное натяжение помогает припою прилипнуть к жалу паяльника, а текучесть — стечь на место пайки. Наблюдается и обратная картина: припой с места пайки может перетечь на жало паяльника, если на нем гораздо меньше припоя. Происходит равномерное распределение расплавленного припоя между ними.
Именно поэтому на поднесенное сверху жало паяльника прилипает капелька припоя — казалось бы, вопреки закону притяжения. Она уверенно держится на жале паяльника и стекает к месту пайки только при прямом прикосновении с ним.

Главное, чтобы жало паяльника и место пайки были очищены флюсом от окислов. А также — залужены тонким слоем припоя.
Флюс
Основное назначение флюса — удаление оксидной пленки с поверхности спаиваемых металлов. Флюс также снижает поверхностное натяжение жидкого припоя, улучшая растекание по спаиваемым поверхностям. Это повышает прочность соединения.
Наиболее распространенный флюс — канифоль.

Канифоль отлично растворяется в спирте. Продается и в жидком состоянии.
Смесь канифоли со стеарином или техническим вазелином по консистенции напоминает густую мазь. Отсюда ее название — паяльный жир.
Существуют флюсы на основе синтетических смол, а также органические флюсы на основе органических кислот и растворителей.
Флюсы подразделяются на:
- нейтральные;
- активные;
- высокоактивные.
Хотя канифоль на 75-95% состоит из смоляных кислот, она относится к нейтральным флюсам. Ее кислоты удаляют оксидную пленку только при повышении температуры. При остывании остатки неиспользованной канифоли возвращаются в первоначальное аморфное состояние. Они безвредны для паяного соединения. Поэтому остатки нейтральных флюсов на канифольной основе можно не смывать.
Добавки сильных активаторов превращают нейтральные флюсы в активные и высокоактивные. Они быстро удаляют застаревшую оксидную пленку на металле. Но после при работе с ними важно удалять остатки флюса — со временем они могут разрушить паяное соединение.
Лужение
Лужение — это удаление оксидной пленки с поверхности спаиваемых металлов и покрытие их тонким слоем расплавленного припоя. Под воздействием флюса оксидная пленка на поверхности металла замещается молекулами расплавленного припоя.
Возникает прочная связь припоя и металла на молекулярном уровне. Она препятствует образованию новой оксидной пленки. При пайке же молекулы наносимого припоя надежно соединяются со своими «родными» молекулами на луженой поверхности.
Вот пример лужения провода с застаревшей оксидной пленкой различными флюсами.

Для лужения провода с нейтральным флюсом необходимо тщательно очистить провод. При использовании активного флюса такая очистка уже не требуется. Зачищенный провод горячим паяльником окунаем в канифоль, на неочищенный — наносим активный паяльный жир.

Результат лужения практически одинаков.

Инструменты для пайки
Основной инструмент при пайке — паяльник. Он нужен для нагрева спаиваемых металлов и переноса на них расплавленного припоя. Большая часть паяльников — электрическая.
Для работы с микросхемами подойдет паяльник мощностью 10-20 Вт. Для пайки более крупных радиодеталей и тонких проводов достаточно мощности паяльника в 30-40 Вт. Для пайки толстых проводов и крупных деталей нужен паяльник мощностью от 60 Вт. Более подробный гайд по выбору можно найти здесь.

Чем больше припоя на жале паяльника, тем больше его стечет на место пайки. Количество припоя, захватываемое жалом паяльника, зависит от площади его кончика. Отсюда такое разнообразие форм и размеров жала паяльника. Для пайки толстых проводов отлично подходит широкое жало, а для небольших контактов на печатной плате — жало с тонким заостренным кончиком.
Существуют и газовые паяльники. Нагреваются они за счет сгорания газа, а заправляются от бытового газового баллончика. Такие модели компактны и универсальны. С конусной насадкой — это обычный паяльник, без наконечника — небольшой паяльный фен с температурой пламени до 400 °C.

Подставка под паяльник сохранит рабочий стол от капель расплавленного припоя.
В случае серьезного увлечения радиотехникой стоит приобрести паяльную станцию. Зачем она может пригодиться, можно узнать из нашего видео.
Держатель для плат надежно фиксирует плату при пайке мелких деталей. С ним также удобно паять провода.

Подставки под паяльники часто комплектуются губкой для очистки жала паяльника от нагара.

Стрипперы, ножи монтерские и ножи канцелярские понадобятся для зачистки проводов от изоляции.
Для разрезания проводов и удаления с печатных плат излишне длинных ножек радиодеталей обычно применяются бокорезы.
Профессиональные монтажники для очистки проводов от изоляции используют стрипперы. В домашних условиях их вполне заменят монтерские и канцелярские ножи.
Выпаивание деталей, удаление припоя
При ремонте техники часто приходится удалять негодный компонент. Затем надо зачистить контактную площадку для пайки новой детали.
С этой задачей справляется оловоотсос. Этот инструмент используют при демонтаже деталей с печатных плат. Чтобы привести его в рабочее положение, надо нажать на шток поршня.

Вот так, например, с помощью оловоотсоса можно выпаять аккумулятор из платы электробритвы.
Многим нравится лента для удаления припоя — она сплетена из тонкой медной проволоки и пропитана флюсом. Лента прикладывается к очищаемому от припоя месту и прогревается паяльником. Оплетка работает как насос, вбирая текучий припой и очищая контактную площадку.
Где используют пайку
Пайка проводов
Возьмем самую банальную ситуацию — необходимо соединить оборванный провод.
Перед пайкой концы проводов очищаем от изоляции и наносим на них флюс. Тут все зависит от выбранного флюса: наносим его кисточкой, заостренной палочкой или окунанием в расплавленную канифоль.
Наносим на жало паяльника немного припоя. Движением жала по подготовленным концам провода переносим на них припой с паяльника — залуживаем их.

Применяют два варианта пайки: внахлест и скруткой концов провода.
В первом варианте провода надо приложить друг к другу с небольшим перекрытием по длине. Затем переносим на них припой с жала паяльника. Движением жала вдоль проводов равномерно распределяем нанесенный припой.
Во втором варианте концы проводов предварительно скручиваются. После этого надо нанести на них припой.

В большинстве случаев применяется первый вариант пайки. Но если место спайки будет подвергаться механическим нагрузкам, лучше использовать скрутку.
Места паек изолируем: тут нужна изолента или предварительно надетая на провода термоусадочная трубка.
Удлинение монтажных выводов
С паяльником можно без труда удлинить «родные» монтажные выводы импульсного преобразователя напряжения. Существует два способа это сделать:
- пайка удлинительных проводов к старым монтажным выводам;
- пайка удлинительных проводов непосредственно на плату.

Зачищаем от изоляции концы удлинительного провода, залуживаем их — покрываем флюсом и наносим тонкий слой припоя.
Первый способ: к монтажным проводам внахлест припаиваем удлинительные провода. Предварительно надетыми термоусадочными трубками надежно изолируем места паек.
Второй способ: паяльником расплавляем припой на контактных площадках. Удаляем монтажные провода. На их место припаиваем удлинительные провода.
Ремонтируем аудиоколонку
Если в колонках периодически пропадает звук, возможно, произошел обрыв проводника в месте кабельного входа. Это случается при частых перемещениях колонки без гибкого кабельного входа.

Для начала нужно определить дефект. Проверяем наличие напряжения непосредственно на плате прибора. Вскрываем корпус колонки, сдвигаем динамик в сторону, извлекаем печатную плату.

Находим площадки платы, к которым припаяны жилы кабеля. Проверяем наличие на них постоянного напряжения 5В, подаваемого от порта USB компьютера.

Если его нет, смело отпаиваем кабель от платы — жалом паяльника последовательно нагреваем припой в местах контакта. После его расплавления отсоединяем проводники от платы.
Далее через кабельный ввод удаляем неисправный кабель, заводим в корпус колонки новый. Площадки контактов на плате остались залуженными. К ним мы припаиваем предварительно залуженные жилы кабеля — соблюдая полярность.
Но что делать, если нового кабеля в наличии нет — а ждать доставки вы уже не можете? Проблему тоже можно решить.
Обрезаем кабель в предполагаемом месте обрыва.

Далее освобождаем жилы от изоляции и «прозваниваем» их мультиметром. Убедившись в исправности обрезанного кабеля, залуживаем его жилы. Затем — припаиваем их к плате.
Стяжкой предохраняем кабель от отрыва его жил с монтажной платы.

Устанавливаем плату и динамик на свои штатные места. Работоспособность колонок восстановлена!
Замена разъема RCA («тюльпан»)
При нарушении контактов в кабеле RCA его разъемы можно заменить на новые, сохранив работоспособность кабеля.

Процесс пайки стандартный — оплетка и центральная жила зачищаются от защитной оболочки, залуживаются и припаиваются к выводам «тюльпана».
Центральная жила провода припаивается к выводу оконечника (SIGNAL), оплетка — к корпусу (GROUND) разъема.
Пайка радиодеталей
Спиртовым раствором канифоли обрабатываем контактные площадки

На установленной детали немного разводим в стороны проволочные ножки для фиксации на плате. Наносим на жало паяльника припой с канифолью, затем по очереди припаиваем ножки радиодетали.

После пайки откусываем длинные проволочные ножки.

Пайка проводов к батарейкам
При необходимости к батарейкам можно припаять провода с применением активного флюса — с ним быстрее залуживаются металлические выводы. При работе с нейтральным флюсом батарейки можно перегреть и разрушить.
Что такое припой, виды, характеристики, правила подбора
При ремонте электрооборудования, бытовых приборов, проводки требуется как-то соединять провода и элементы. Делают это при помощи пайки. Это второй по популярности и надежности вид соединения металлов (и не только). В процессе участвует припой для пайки. Что это такое и каким он бывает, как выбирать, по каким параметрам и свойствам — будем выяснять дальше.
Что такое припой, пайка, флюс
Есть два способа соединения металлов — сварка и пайка. При сварке металл в месте соединения деталей плавится, за счет чего получаем неразрывное соединение. Такой тип соединения наиболее надежен, но не все металлы можно сваривать. Для металлов которые сваривать не получается, применяют пайку.

Что такое припой для пайки — это материал, который обеспечивает соединение
Что такое припой и для чего он нужен
Пайкой называют процесс соединения металлов с использованием вспомогательного состава — припоя. Это сплав, который имеет более низкую температуру плавления чем соединяемые детали. В процессе соединяемые детали только нагреваются, но не начинают плавиться. Плавится только припой. Он переходит в жидкое состояние, растекается и заполняет капилляры соединяемых деталей. В результате соединение получается надежным, хоть и менее прочным чем сварка. При сварке получаем, по сути, монолит. При пайке добиться такого эффекта невозможно.

Припой для пайки — это сплав металлов с температурой плавления ниже чем у соединяемых деталей
Итак, припой для пайки — это сплав с температурой плавления ниже, чем у соединяемых деталей. С его помощью получаем прочное соединение. Некоторые виды припоя обеспечивают герметичность, другие дают хорошую электропроводимость. Именно эту группу припоев и используют при ремонте и изготовлении приборов, соединении проводов.
Что такое флюс и что он делает
При пайке плат, проводов, электроники важно достигнуть хорошего электрического контакта, т.е. с минимальным сопротивлением. Это возможно только при соединении чистых металлов без загрязнений и оксидной пленки. А медь и алюминий, которые и приходится обычно паять, как раз активно окисляются. Окислы можно удалять механически, но это занимает время, да и результат слишком зависит от человека. Поэтому обычно применяют флюс — это вещество, которое растворяет окислы и, заодно, улучшает растекаемость припоя. Простейший флюс — это канифоль растворенная в спирте.

Это все припой для пайки
Есть флюсы, которые также служат для защиты от воздействия окружающей среды. Но, в большинстве случаев, они слишком активны и, после пайки, требуется очищение плат и деталей. Иначе остатки флюса разъедают оболочки, саму плату, соединение. Для этого существуют специальные смывки. Обычно это спирты и спиртовые растворы, но некоторые составы смываются водой. Способ удаления обычно указывается в описании к составу.
Формы выпуска припоя для пайки
Чаще всего припой встречается в виде проволоки различной толщины — от 0,3 мм до 3 мм. Это те размеры, которые применяют при пайке электроники и проводов. Припой в виде проволоки наматывают на катушки (бобины) . Длина проволочного припоя — несколько метров, но продают его по весу — на граммы и килограммы. Стандартные варианты расфасовки на катушке — 50, 100, 200, 250 и 500 грамм. Для производственных целей выпускаются катушки с весом припоя от 1 кг и более.

Проволочный припой в бобинах — наиболее удобная для применения форма. Популярностью пользуется продукция немецкой компании Stannol
Мелкая фасовка может быть и без катушки.

Припой ПОС-61 с каналом канифоли. Продается без катушки, так как вес всего 10 грамм
Обратите внимание, что проволочный припой может с флюсом/канифолью — трубочка из припоя, заполненная флюсом. Количество флюса — 1-8%. Такой вариант идеален, так как компоненты подобраны оптимально (у хороших марок) и дают хорошее качество пайки.

Трубчатый припой с флюсом — внутри трубки находится канифоль
Процентное содержание флюса указывается на наклейке.

Согласно информации на наклейке, содержание флюса составляет 2,2%
Есть еще следующие виды выпуска припоя:
- Прутки. Диаметр — 5-10 мм, но продают тоже по весу.
- Порошок. Обычно для промышленного применения.
- Гранулы. Тоже чаще для производств.
- Фольга. Такая форма выпуска хороша для тонкопленочных (СМД) деталей.
- Паяльная паста. Паяльной пастой удобно работать и с обычными, но мелкими деталями. Но она разрабатывалась для СМД электроники.

Припой в виде пасты в тюбике, фольги и гранул. С такими удобнее работать при пайке СМД компонентов
Наиболее распространенная форма выпуска припоя — проволока. Различная толщина позволяет брать то количество материала, которое требуется для данного типа деталей. Да и хранить катушку проще чем, скажем моток, порошок и т.д. Удобна еще паяльная паста, которая продается в тюбиках. Но такая форма выпуска в разы дороже. Так что ее обычно применяют целенаправленно — для тонкопленочных деталей.
Технические характеристики
В процессе пайки деталей важно чтобы жидкий припой был не настолько горячим, чтобы вывести из строя деталь или расплавить изоляцию. Второй важный момент — чтобы он хорошо «ложился» на соединяемые детали. Ну и третий — чтобы контакт в месте пайки был надежным. Еще часто обращают внимание на блеск — это свидетельство того, что пайка была выполнена с соблюдением технологии. За все эти параметры отвечают следующие технические характеристики припоя:
-
Смачиваемость. При пайке важно чтобы припой хорошо растекался и обволакивал соединяемые фрагменты и не стекал с них. Это возможно при хорошей смачиваемости. Это именно свойство растекаться, оставаться в то же время на деталях.

Свойство растекаться и «сцепляться» с деталями называют смачиваемостью припоя
Это все технические характеристики, по которым подбирают припой для домашнего использования. И именно эти два момента отмечают, когда рекомендуют или нет ту или иную фирму. Больше упирают на температуру. И, вот что странно, один и тот же состав, но разных фирм, нагревать требуется по-разному. Смачиваемость можно откорректировать при помощи флюса — он улучшает этот показатель. А вот с температурой плавления бороться никак не получается. Поэтому удобство пайки определяется тем, насколько легко припой плавится.
А вообще, учитывается прочность, упругость, твердость, электропроводность. Прочность и упругость важна там, где могут возникнуть механические нагрузки. Это больше относится к пайке медных труб и других подобных изделий. Твердость показывает насколько легко повреждается зона пайки. Электропроводность важна для обеспечения электрического контакта.
Виды припоя
Принято делить припой на твердый и мягкий. Но для пайки «мягкость» не тот показатель, который определяет выбор. Больше важна температура плавления. Так вот, мягкие припои имеют более низкую температуру плавления, чем твердые. Мягкие плавятся при температуре ниже 300°С, твердые — выше. Поэтому еще в ходу название тугоплавкий и легкоплавкий припой.

В этом припое есть добавка меди, золота и серебра. Припой MSolder SUPREME SilverGold с флюсом обеспечивает самую высокую проводимость и имеет самую высокую текучесть в линейке припоев MUNDORF, но обладает самой высокой температурой плавления. Этот припой является наилучшим для использования в ламповой технике и других устройствах высшего класса, а также для соединения высококачественных аудио кабелей, фольги, используемой в катушках индуктивности, и прочих компонентов.
Делают припой из свинца, олова, меди, никеля, кадмия, серебра. Их добавляют в различных пропорциях. Для придания определенных свойств вводят добавки:
- сурьма, медь, кадмий, алюминий, серебро, цинк — улучшают растекаемость;
- сурьма, никель, железо , кобальт, цинк, кремний, бор — повышают прочность;
- серебро, литий, кадмий и висмут — для более низкой температуры плавления;
- никель и медь повышают стойкость к коррозии;
- кремний, цирконий, ванадий, кобальт, вольфрам повышают жаропрочность.
Выбирают припой по виду соединяемых металлов, их температуры плавления (припой должен расплавиться раньше), требуемой прочности соединения.
Мягкие припои
Для пайки печатных плат, проводов и других работ нужна невысокая температура. Многие радиодетали просто не переносят высоких температур, от перегрева выходят из строя. Не переносит нагрева и изоляция проводов. Поэтому припой для пайки этой категории выбирают из мягких и легкоплавких. Причем, желательно чтобы плавился припой при 200°C или чуть ниже.

Внешне отличить припои для пайка с большим содержанием свинца можно по серому цвету
ПОС: виды. типы, применение
Наиболее распространенный мягкий припой для пайки — ПОС (Припой Оловянно-Свинцовый). Состоит он из олова и свинца в разных пропорциях. Процентный состав отображается в названии — после ПОС идет цифра, в которой указывается процент олова. Например, в ПОС 40 содержится 40% олова. В ПОС 61 — 61%, в ПОС 90 — 90% и т.д.

Килограммовая бухта ПОС 40 — для солидных объемов работ. Выпускается по ГОСТу 21931-76
Для улучшения/изменения характеристик в состав могут вводиться в небольшом количестве добавки. Тип добавки и ее процентное содержание прописывается в конце маркировки припоя. Например, дописка к ПОС 61 Sn61Pb37Ag2 обозначает, что припой состоит из следующих компонентов:
- Sn61 — 61% олово;
- Pb37 — 37% свинец;
- Ag2 — 2% серебро.
Этот припой для пайки хорошо растекается и дает почти зеркальный блеск. Но серебро — недешевая добавка, что и отразится на цене.
ПОС и ПОССу: технические характеристики
Есть одна популярная разновидность ПОС — ПОССу. А обозначает оно «припой оловянно-свинцовый с добавкой сурьмы» (две последние буквы «Су» и обозначают наличие этой добавки в составе). Сурьма повышает прочность пайки, так что такие составы применяют там, где требуется повышенная прочность соединений.
| Марка припоя | Олово Sn в % | Сурьма Sb в % | Медь Cu в % | Серебро Ag в % | Температура плавления солидус/ликвидус | Временное сопротивление разрыву, кгс/мм2 | Применение |
|---|---|---|---|---|---|---|---|
| ПОС-90 | 89-91 | 0,05 | 0,05 | 0,02 | 183/220 | 4,9 | Пищевая посуда и медицинская аппаратура |
| ПОС-61 | 59-61 | 0,05 | 0,05 | 0,03 | 183/190 | 4,3 | Электро-радио приборы |
| ПОС-40 | 39-41 | 0,05 | 0,05 | 0,03 | 183/238 | 3,8 | Электро-радио приборы, оцинкованная сталь |
| ПОС-10 | 9-10 | 0,05 | 0,05 | 0,03 | 268/299 | 3,2 | Лужение контактных дорожек, пайка приборов, реле |
| ПОССу-61-0,5 | 59-61 | 0,05-0,5 | 0,08 | 0,03 | 183/189 | 4,5 | Аппаратура и детали с жесткими требованиями по температуре |
| ПОССу-40-0,5 | 39-41 | 0,05-0,5 | 0,08 | 0,03 | 183/235 | 4,0 | Жесть, обмотки, кабели, монтаж электроэлементов, радиодеталей, медных трубок |
Пару слов насчет характеристик, отраженных в таблице. Температура плавления дана двумя цифрами — солидус и ликвидус. Первая — это начало плавления. При нагреве до этой степени переходят в жидкое состояние самые легкоплавкие компоненты состава. Ликвидус — это температура полного плавления. Именно она нужна при пайке — жало должно быть чуть «горячее». Например, чтобы паять ПОС 61, паяльник надо разогреть до 190°C или около того. Точный нагрев паяльника подбирается экспериментальным путем, так как флюсы, детали, потери тепла отличаются. Но общий принцип одинаков: чуть выше чем точка плавления.
Как отличить, каким припоем выполнена пайка? По степени блеска контактной площадки. Чем больше олова в составе, тем более блестящей получается поверхность. Свинец придает тусклый серый цвет. И это видно невооруженным глазом.
| Марка припоя | Температура плавления солидус/ликвидус | Плотность, г/см3 | Удельное электросопротивление Ом*мм2/м | Временное сопротивление разрыву кгс/мм2 | Относительное удлинение % | Ударная вязкость кгс/см2 | Твердость по Бринеллю, НВ |
|---|---|---|---|---|---|---|---|
| ПОС 90 | 183/220 | 7,6 | 0,120 | 4,9 | 40 | 4,2 | 15,4 |
| ПОС 61 | 183/190 | 8,5 | 0,139 | 4,3 | 46 | 3,9 | 14,0 |
| ПОС 40 | 183/238 | 9,3 | 0,159 | 3,8 | 52 | 4,0 | 12,5 |
| ПОС 10 | 268/299 | 10,8 | 0,200 | 3,2 | 44 | 3,2 | 12,5 |
| ПОС 61М | 183/192 | 8,5 | 0,143 | 4,5 | 40 | 1,1 | 14,9 |
| ПОСК 50-18 | 142/145 | 8,8 | 0,133 | 4,0 | 40 | 4,9 | 14,0 |
| ПОССу 61-0,5 | 183/189 | 8,5 | 0,140 | 4,5 | 35 | 3,7 | 13,5 |
| ПОССу 50-0,5 | 183/216 | 8,9 | 0,149 | 3,8 | 62 | 4,4 | 13,2 |
| ПОССу 40-0,5 | 183/235 | 9,3 | 0,169 | 4,0 | 50 | 4,0 | 13,0 |
| ПОССу 35-0,5 | 183/245 | 9,5 | 0,172 | 3,8 | 47 | 3,9 | 13,3 |
| ПОССу 30-0,5 | 183/255 | 8,7 | 0,179 | 3,6 | 45 | 3,9 | 13,2 |
| ПОССу 25-0,5 | 183/266 | 10,0 | 0,182 | 3,6 | 45 | 3,9 | 13,6 |
| ПОССу 18-0,5 | 183/277 | 10,2 | 0,198 | 3,6 | 50 | 3,6 | — |
| ПОСу 95-5 | 234/240 | 7,3 | 0,145 | 4,0 | 46 | 5,5 | 18,0 |
| ПОССу 40-2 | 185/229 | 9,2 | 0,172 | 4,3 | 48 | 2,8 | 14,2 |
| ПОССу 35-2 | 185/243 | 9,4 | 0,179 | 4,0 | 40 | 2,6 | — |
| ПОССу 30-2 | 185/250 | 9,6 | 0,182 | 4,0 | 40 | 2,5 | — |
| ПОССу 25-2 | 185/260 | 9,8 | 0,185 | 3,8 | 35 | 2,4 | — |
| ПОССу 18-2 | 186/270 | 10,1 | 0,206 | 3,6 | 35 | 1,9 | 11,7 |
| ПОССу 15-2 | 184/275 | 10,3 | 0,208 | 3,6 | 35 | 1,9 | 12,0 |
| ПОССу 10-2 | 268/285 | 10,7 | 0,208 | 3,5 | 30 | 1,9 | 10,8 |
| ПОССу 8-3 | 240/290 | 10,5 | 0,207 | 4,0 | 43 | 1,,7 | 12,8 |
| ПОССу 5-1 | 275/308 | 10,2 | 0,200 | 3,3 | 40 | 2,8 | 10,7 |
| ПОССу 4-6 | 244/270 | 10,7 | 0,208 | 6,5 | 15 | 0,8 | 17,3 |
В этой таблице собраны припои на основе олова, которые можно встретить в магазинах. Как видим, самый легкоплавкий — ПОСК 50-18 — плавится при 145°C. Самый прочный и жесткий — ПОССу 4-6, самый «тягучий» — ПОССу 50-0,5, чуть менее растяжимый ПОС 40.
Припой для пайки ПОС 61
По совокупности характеристик, радиолюбители, да и профессионалы, чаще всего применяют ПОС 61 либо его импортный аналог Sn63Pb37. Их температура плавления 183/189. Но называют его часто ПОС 60. Но смотрите, сплав именно с таким составом — Sn60Pb40 — плавится при 191°C. Так что не обманывайтесь названием. Нужен 61% олова, хотя по ГОСТу допустима вилка 59-61%. Именно поэтому «одинаковые» припои разных фирм по-разному плавятся. В них по-разному выдержано процентное соотношение, хотя, изготовлены они по ГОСТу. Ну, и из-за добавок, конечно.

ПОС 60 имеет температуру плавления выше чем у ПОС 61
Вот какие добавки могут вводиться в ПОС 61:
- Сурьма — не более 0,1 %;
- Алюминий — не более 0,002 %;
- Медь — не более 0,05 %;
- Сера — не более 0,02 %;
- Мышьяк — не более 0,02 %;
- Железо — не более 0,02 %;
- Висмут — не более 0,02 %;
- Никель — не более 0,02 %;
- Цинк — не более 0,002 %.

Наиболее популярный припой для пайки ПОС 61
Олово составляет 59-61%, а свинец «все остальное» (38,7-40,7%). Конкретный «набор» добавок определяет конечные свойства припоя. Именно этим и отличается изделия разных фирм — количеством и составом добавочных элементов. Хотя всё называется ПОС 61, «работается» по-разному.
Легкоплавкие припои
Некоторые компоненты нагревать до температуры выше 100°C противопоказано. Другие едва переносят нагрев до 80°C, есть и еще более «нежные». Для таких применяют особо легкоплавкие виды припоев. Это сплав Розе (плавится при 94°C), Вуда (60,5°C), Д’арсенваля (79°) и некоторые другие.
| Название или марка припоя | Висмут Bi, в % | Свинец Pb в % | Олово Sn в % | Кадмий Cd в % | Температура плавления |
|---|---|---|---|---|---|
| Припой Вуда | 50 | 25 | 12,5 | 12,5 | 60,5 |
| Припой Розе | 50 | 25 | 25 | — | 94 |
| Припой д’Арсенваля | 45,3 | 45,1 | 9,6 | — | 79 |
| Припой Липовицы | 50 | 26,67 | 13,33 | 10 | — |
| ПОСВ 33 | 33,3 | 33,4 | — | — | 130 |
| ПОСК 50-18 | 32 | 49,8 | 18,2 | 145 |
Самая высокая температура плавления из этой группы у ПОСК 50-18. Он содержит много кадмия (буква К в маркировке именно об этом и говорит), что делает его токсичным. Его можно использовать только при хорошей вытяжке. Чуть меньше нагревается ПОСВ-33. Это олово, свинец и висмут в равных долях. Температура плавления — 130°C. Оба этих состава применяют для лужения дорожек печатных плат, пайки чувствительных к перегреву компонентов.
Для монтажа/демонтажа SMD-компонентов применяют припой Вуда и Розе. Они плавятся при температуре ниже 95°C. Применяют их и для лужения дорожек, но стоимость этих составов высока.
Бессвинцовые припои
Так как свинец токсичен (способен вызвать отравление), в некоторых странах значительно ограничивают его применение. По этой причине стали разрабатывать бессвинцовые припои. Их делают на основе олова, к которому добавляют серебро, медь, висмут, цинк, золото, индий. По перечню компонентов можно понять, что дешевыми сплавы не будут. Мало того, они не очень удобны в работе. Они безопасны, но плавятся с трудом. Именно этим и не нравятся — слишком сильно надо разогревать паяльник.
Демонтаж элементов, припаянных бессвинцовыми составами, нелегкое занятие. Надо не перегреть, но и недогреть не получается. Процесс идет быстрее и проще, если взять каплю припоя со свинцом и «разбавить» места пайки.

«Серебряный припой» Audio Note Silver Solder — бессвинцовый. Содержит 91% олова, 6% серебра, 2% меди и 1% сурьмы
Практичны следующие составы на основе олова и серебра:
- с медью
- Sn96,5Ag3Cu0,5 и Sn96,5Ag3,5 — плавятся при 221°C;
- Sn96,7Ag2Cu0,8Sb0,5 — 216-222°С;
- Sn95,5Ag3,8Cu0,7 — 217°C;
- Sn90,5Ag2Bi7,5 — 207-212°C;
- Sn93,5Ag3,5Bi3 — 206-213°C;

Часто наносится соответствующая криптограмма
Бессвинцовый припой индий+висмут и состав на основе олова с теми же добавками — более легкоплавкие из этой группы. Но цена на них не ниже, чем с серебром, так как металлы редкие.
- Bi67In33 — 107-112°C;
- Sn70Bi20In10 — 143-193°C.
При использовании припоев с серебром, пайка получается более прочной. Эти составы хороши там, где может быть высокая механическая нагрузка. Как известно, серебро хорошо проводит электрический ток. И составы с высоким его содержанием также отличаются повышенной электропроводимостью. Так что применяют серебряный припой при пайке средств связи.
Как отличить хороший припой
Что такое «хороший припой» применительно к бытовому использованию? Есть определенные критерии, по которым можно сделать оценку:
- Хорошо смачивает плату и деталь.
- Плавится при не очень высокой температуре.
- Дает блестящую пайку.
Блестящая пайка — это не капризы эстетики. Это показатель того, что состав качественный и что температура нагрева была достаточной, но и без перегрева.
Надо сказать, что цена на одну и ту же марку припоя у производителей отличаться может в разы. Но лучше не экономить, так как расход припоя не слишком большой, а время, затраченное на выполнение той же работы, отличается существенно. А еще нервы.
Вот какие производители «трубчатого» припоя считаются хорошими:
- TELECORE;
- LUKEY;
- ASAHI (АСАХИ);
- Radiel (многими считается лучшим припоем);
- Rexant;
- польский Cynel;
- польский LP;
- польский Topex;
- ALPHA FLUITIN;
- Balver Brilliant.

Высокочистые припои Radiel Fondam (Франция) можно считать эталоном качества
Обычный (не трубчатый) ПОС 61 можно брать и отечественный, но под него нужен хороший флюс. Не факт что получится эта пара дешевле. Просто для пайки разных деталей надо иметь, как минимум, два-три разных диаметра трубчатого припоя. Если вы используете его редко, смысла в этом нет. А обычный припой с хорошим флюсом можно «дозировать» по желанию. Но только если у вас есть какой-то опыт. Если его, пока мало или нет совсем — берите припой с флюсом. Проще работать.
В видео ниже сравнивается рабочая температура плавления припоя ПОС 61 с китайскими аналогами Sincon, Kaina, Kaisi, Mechanic, noname.
Припой припою рознь, или Несколько слов о флюсах
Общаясь сейчас со связистами на предмет «сообщите, кому какой припой нужен», получил достаточно типовой ответ — «хороший, чтобы всё паял». Углублённое обсуждение вопроса вынесло на поверхность несколько запомнившихся людям торговых марок — в первую очередь Asahi — но и только. Про флюсы и их различия сказано ничего не было.
Спектр задач по пайке при этом у связистов простирается от антенно-фидерного хозяйства (кабели, разъёмы), через аксессуары (зарядки, гарнитуры) и до ремонта собственно радиоаппаратуры (SMD-компоненты).
В связи с этим я не только провёл краткий ликбез и показал пару табличек, но и хочу написать про это здесь, чтобы потом было удобно давать ссылку 🙂
Итак: какие бывают флюсы в припоях, что лучше — ORL0 или ROM1 (я проверил гуглем, обе аббревиатуры на Хабре встречались 0 раз), где искать эту информацию и зачем вообще это надо.
Как известно, припой для радиомонтажных работ бывает проволокой или трубчатый — с флюсом внутри. Второй намного удобнее в большинстве случаев, так как требует меньше операций для работы (при хорошем флюсе предварительно чем-либо смазывать паяемые поверхности вообще не требуется), лучше смачивает спаиваемое соединение, более толерантен к передержке и перегреву места пайки, и так далее.
Вместе с тем, флюсы в припоях — как и вне припоев — очень существенно различаются по своим свойствам, простираясь от обычной канифоли до пригодных для лужения кастрюль агрессивных составов. И мало того, что магазины — но и производители ширпотребных припоев часто вообще не указывают, что именно за флюс они применяют (впрочем, обычно это оказывается просто канифоль, как самая дешёвая).
Между тем, нас на практике интересуют по сути только две характеристики флюса: наличие остатков и агрессивность. По крайней мере, если рассматривать только обычные оловяно-свинцовые или оловяно-медно-серебряные припои для пайки РЭА, а не специфических металлов и сплавов типа алюминия.
Наличие остатков определяет вид места пайки после, собственно, её завершения. Идеальный флюс оставляет после себя полностью прозрачный или слегка желтоватый остаток, который — даже без отмывки — минимально портит внешний вид места пайки. Флюс похуже оставляет после себя коричневый, хорошо заметный остаток, который очень хочется так или иначе отчистить.
Наличие остатков и их цвет зависит от базового материала флюса.
Агрессивность определяет, насколько хорошо флюс помогает паять не идеально чистые поверхности — то есть покрытые тем или иным слоем окислов — без предварительной механической зачистки. С другой стороны, агрессивный остаток, не отчищенный с платы после пайки, может вызвать коррозию дорожек и выводов (особенно при работе устройства в среде с высокой температурой и влажностью), а также уменьшить сопротивление между соседними выводами, вплоть до фатальных сбоев устройства.
Агрессивность определяется содержанием во флюсе галогенов (фтора и брома).
Чтобы быстро понять, куда применяется тот или иной флюс, человечество разработало довольно удобную 4-символьною систему обозначений:
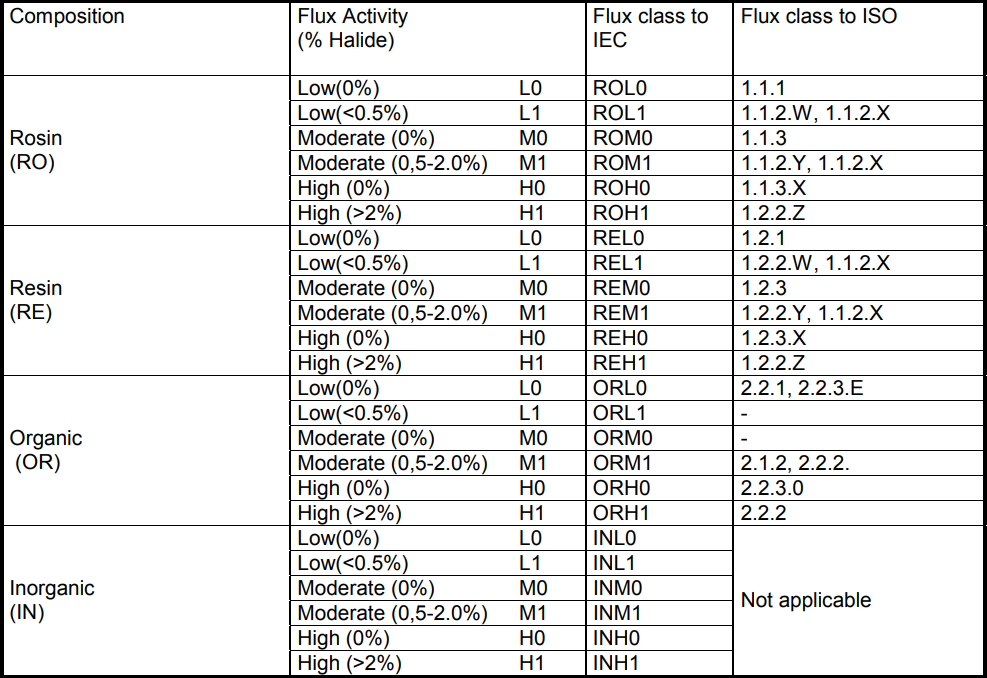
Первые две буквы означают базовый материал флюса, то есть, дают нам примерное понимание количества и качества остатков.
- RO — rosin — канифоль. Та самая, тёплая и ламповая, по сию пору остаётся основным базовым материалом для флюсов. Увы, даёт тот самый характерный коричневый остаток.
- RE — resin — смола. Сюда относятся натуральные смолы (канифоль же — не смола, а получаемый из неё продукт).
- OR — organic — синтетическая органическая основа. Вторая по популярности основа флюсов, и большое её преимущество — отсутствие тёмного остатка после пайки.
- IN — inorganic — синтетическая неорганическая основа.
Третья буква означает класс активности флюса: от низкой (L) через среднюю (M) к высокой (H).
Четвёртый символ — для разнообразия, цифра — означает содержание галогенов. 0 — отсутствуют, 1 — присутствуют в количестве, определяемом классом активности (до 0,5 % в L, от 0,5 до 2 % в M, более 2 % в H).
Практические последствия высокой активности с точки зрения применимости флюса также несложно пояснить:

Флюсы класса L не вызывают коррозии и проходят тест на минимальное сопротивление более 100 МОм даже без отмывки их после пайки. Их можно использовать без последующей отмывки.
Флюсы класса M могут вызвать незначительную коррозию места пайки, но по-прежнему проходят 100-МОм тест. Их желательно смывать с платы после пайки.
Флюсы класса H вызывают серьёзную коррозию и без отмывки не проходят тест на сопротивление. Их необходимо смывать с платы после пайки.
Что из этого на практике мы можем встретить в магазинах?
ROL0
Большинство дешёвых припоев не имеют внятной (или никакой вообще) сопроводительной документации относительно используемого флюса, но обычно это просто канифоль — что, очевидно, относит их к классу ROL0. К таковым, например, относятся распространённые, недорогие и в целом вполне приличные отечественные припои ООО «ПМП».
Официальное указание на класс ROL0 из отечественных припоев имеет, например,«Изагри» с флюсом ФВК 525-2-T1 (обратите внимание, у «Изагри» именно последняя цифра в маркировке определяет активность флюса!).
Из зарубежных — широко известны припои Asahi с флюсами FC5000 и FC5005 (если вам интересна разница, то первый допускает низкотемпературную пайку от 270 °С, а второй только для 320 °С и выше), а также Felder ISO-Core EL (не путать с ISO-Core ELR) и Stannol HF32-SMD.
Эти припои хорошо паяют только чистые поверхности (более-менее свежее лужение, иммерсионное золочение и т.п.), кроме того, после них остаётся некрасивый коричневатый остаток подгоревшей канифоли.
Замечу, что хороший припой в этой категории уже будет отличаться от плохого: так, Asahi, Stannol и Felder в пайке ощутимо превосходят продукцию ПМП, подозреваю, из-за наличия в их флюсе дополнительных присадок. Между собой, впрочем, они тоже отличаются — у Felder содержание флюса аж 3,5 %, у Asahi 2,0 %, у Stannol всего 1,0 %.
ORL0
Перестановка букв даёт нам припои с флюсом без канифоли — к таковым на российском рынке относятся «Изагри» ФР 544-2-Т1, а также припои Felder серии ISO-Core ELR.
Скажу честно — ISO-Core ELR однозначно является моим любимым припоем для ручной пайки вот уже много лет, вытеснив в этом качестве Asahi FC5005. Во-первых, в нём физически мало флюса, всего 1 %, соответственно, немного и остатков. Во-вторых, он обеспечивает великолепную паяемость чистых поверхностей. В-третьих, не оставляет чёрных горелых остатков.
ROL1 и ORL1
Встречаются довольно редко — например, теоретически есть «Изагри» ФРК 525-2-Т4 с активированной канифолью с добавлением галогенов, но практически в руках его держать не доводилось.
Впрочем, производители второго эшелона довольно часто указывают в качестве флюса «activated rosin» — что это значит и к какому классу относится, ROL1 или уже ROM, остаётся только гадать (а также не брать эти припои ни для чего, кроме ёлочных гирлянд и одноразовых поделок в радиокружке).
ROM0
Встречаются нечасто, хотя весьма интересны для пайки выводных компонентов, разъёмов и т.п. деталей на платах в не очень хорошем состоянии — так как, с одной стороны, имеют активность выше припоев категории L, а с другой, не требуют отмывки и не содержат галогенов.
Тем не менее, при некотором желании найти можно, например, «Изагри» выпускает модель ФРК 525-2-Т2, а Asahi — припой с флюсом HF-532.
ROM1
Хороший вариант для проводов, разъёмов, контактов и прочих крупных элементов, которые некритичны к отмывке слабокоррозионного флюса, абсолютно некритичны к сопротивлению этого флюса, но зато часто бывают в той или иной степени окисленными и сопротивляющимися пайки.
Паять же платы флюсами группы **M1 в принципе можно, но не нужно — такая степень окисления, чтобы не справился **L0, на живых печатных платах встречается редко.
К этой группе из встречающегося в продаже относятся, например, Felder ISO-Core RA — характерные зелёные катушечки, в отличие от синих ELR.
ROH1
Агрессивные флюсы для
лужения кастрюльпайки сильно окисленных поверхностей. Высокое содержание галогенов, тщательная отмывка после пайки крайне желательна или строго обязательна (зависит от конкретного флюса) — иначе будет и коррозия, и пониженное до единиц мегаом сопротивление между соседними ножками компонентов, и все прочие прелести жизни.Исходя из этого — если говорить прямо, применение ROH1 обосновано довольно редко. При этом ROH1 — чуть ли не на втором месте по распространённости в розничной продаже после дешёвых канифольных ROL0. Например, Asahi CF-10 составляет большую часть ассортимента Чип-и-Дипа по этой марке. Да и сегодняшняя беседа со связистами началась со ссылки на CF-10 на Алиэкспресс. Причиной тому цена или впечатление «да он вообще всё паяет» у начинающих радиогубителей — сходу сказать трудно.
С тем же CF-10 делает припои и «Изагри», и многочисленные китайцы.
Спасает CF-10 в основном довольно низкая коррозионная активность флюса после пайки: у него твёрдые негигроскопичные остатки, не склонные вступать в химические реакции с окружением. Тем не менее, если вы паяли CF-10 печатную плату, лучше будет протереть места пайки растворителем или помыть всю плату в УЗ-ванночке.
Помимо CF-10, Asahi делает ещё и водосмываемый ROH1 флюс C6. И казалось бы, виден его очевидный плюс — собственно заключающийся в отсутствии необходимости использовать для смывания изопропиловый спирт или иные специальные растворители. Однако, если с CF-10 производитель настаивает на том, что даже его остатки удалять не всегда обязательно, то вот C6 гигроскопичен и электропроводящ, поэтому тщательное удаление его остатков категорически необходимо — включая механическое, если это требуется. В качестве его достоинства указывается, что это допустимо сделать «в течение нескольких часов после завершения монтажа», а не немедленно.
TL;DR
- для пайки SMD-компонентов и сложных печатных плат — флюсы категории ROL0 и ORL0. Если надо дёшево — то можно взять припои «ПМП» с канифолью, если есть средства — Stannol HF32-SMD, Asahi FC5005, Felder ISO-Core EL, а ещё лучше — Felder ISO-Core ELR.
- для пайки печатных плат и компонентов в не очень хорошем состоянии — флюсы категории ROM0 и ROM1. Felder ISO-Core RA, Asahi HF-532. Желательно, но не обязательно протереть или промыть место пайки после завершения работ.
- для пайки силовых проводов и разъёмов в плохом состоянии — флюсы категории ROH1. Asahi CF-10 и его аналоги, причём обратите внимание: если CF-10, несмотря на свою активность, довольно толерантен к нарушению техпроцесса и сохранению остатков флюса, то кажущиеся удобными водосмываемые флюсы на самом деле могут доставить куда больше проблем.
Что же касается трубчатых припоев других моделей и производителей — как правило, у серьёзных производителей есть даташиты, в которых указан класс флюса, условия его применения, температурные режимы, способы удаления.
Если же такого документа нет, а проводить самостоятельно тестирование на остаточное сопротивление (включая сопротивление через неделю работы устройства в тёплой влажной среде, а не только сразу после пайки), коррозию, содержание галогенов и так далее вы не готовы — таким припоем не стоит пользоваться ни для чего, кроме грубых работ или одноразовых поделок.
- Производство и разработка электроники
- DIY или Сделай сам
- Электроника для начинающих
Припои и флюсы для пайки

Припой — это легкоплавкий сплав металлов, предназначенный для соединения проводов, выводов, деталей и узлов пайкой. Ранее припои обозначали тремя буквами — ПОС (припой оловянно-свинцовый), за которыми идет двузначное число, показывающее содержимое олова в процентах, например ПОС-40, ПОС-60.
Лучший припой — чистое олово. Однако оно дорогое и используется в исключительных случаях. Во время радиомонтажа чаще применяют оловянно-свинцовые припои. По прочности спаивания они не уступают чистому олову. Плавятся такие припои при температуре 180 — 200 °С.
Выбор припоя для пайки
Выбор припоя производят в зависимости от таких факторов: от соединяемых металлов или сплавов, от способа пайки, от температурных ограничений, от размера деталей, от требуемой механической прочности, от коррозийной стойкости и др.
Для пайки толстых проводов используют припой с температурой плавления более высокой, чем для пайки тонких проводов.
В некоторых случаях необходимо учитывать и электропроводность припоя (напоминание: удельное сопротивление олова равно 0,115 Ом х мм2/м, а свинца — 0,21 Ом х мм2/м).
Разновидности припоев.
Припои разделяются на три группы: тугоплавкие, легкоплавкие и сверхлегкоплавкие. Тугоплавкие припои (радиолюбители их практически не используют). К тугоплавким относятся припои с температурой плавления свыше 500 °С, создающие очень высокую механическую прочность соединения (сопротивление разрыву до 50 кг/мм2). Недостатком их является именно то, что они требуют высокой температуры нагрева и, хотя прочность такой пайки получается весьма высокой, интенсивный нагрев может привести к нежелательным последствиям: можно, например, «отпустить» стальную деталь.
Недостатком твердых припоев является то, что они требуют высокой температуры нагрева, и хотя прочность такой пайки весьма высока, интенсивный нагрев может привести к весьма нежелательным последствиям: можно перегреть дорогостоящую деталь и вывести ее из строя (например, транзистор или микросхему), можно «отпустить», например, стальную деталь (пружину).
Легкоплавкие (радиолюбительские) припои. К этой категории относятся припои с температурой плавления до 400 °С, имеющие сравнительно невысокую механическую прочность (сопротивление разрыву до 7 кг/мм2). При радиотехнических монтажных работах применяются главным образом легкоплавкие припои. В их состав входят олово и свинец в различных пропорциях, например, припой ПОС-61 , который содержит 61% свинца, 38 % олова и 1% различных присадок.
Сверхлегкоплавкие (радиолюбительские) припои. Существуют также сплавы, в состав которых, кроме олова и свинца, входят висмут и кадмий. Эти сплавы наиболее легкоплавкие: у некоторых из них температура плавления менее 100 °С. Механическая прочность соединения у таких сплавов весьма невелика. Раньше их применяли для пайки кристаллов в кристаллических детекторах. В настоящее время легкоплавкие кадмий-висмутовые сплавы находят применение при ремонте печатного монтажа. Используются они также для пайки транзисторов, так как по техническим условиям их рекомендуется паять припоем с температурой плавления, не превышающей 150 °С.
Для пайки транзисторов можно применять так называемый сплав Вуда с температурой плавления 75 °С, в состав которого входят: олово — 13%, свинец — 27%, висмут — 50%, кадмий — 10%. Сплав Вуда можно приготовить по указанному рецепту самому или купить в аптеке. Пайка ведется слабо нагретым паяльником. В качестве флюса используется канифоль.
Форма радиолюбительских припоев
В прошлом веке порекомендовали оловянный прут сечением 10 мм. Сейчас для пайки пользуются припойной проволокой сечением от 1 до 5 мм. Наиболее распространены 1,5—2 мм многоканальные припои. Многоканальность означает, что внутри оловянной проволоки расположены несколько каналов флюса, который обеспечивает образование ровной блестящей и надежной пайки.
Продается такой припой в мотках — на радиорынках, в колбах — в которых он находится свернутым в спираль, и в бобинах (в них количество припоя такое, что его хватит не на один год). Рекомендуется приобретать в виде проволочки, толщиной со спичку — удобнее паять.
При пайке монтажных проводов радиоаппаратуры удобно пользоваться оловянно-свинцовыми припоями, отлитыми в виде тонких прутков диаметром 2 — 2,5 мм. Такие прутки можно изготовить самому, выливая расплавленный припой в сосуд, в дне которого заранее проделано отверстие. Сосуд при этом следует держать над листом жести или металлической плитой. После остывания прутки следует разрезать на куски необходимой длины.
Современные припои, используемые при пайке электронных схем, выпускаются в виде тонких трубочек, заполненных специальной смолой (колофонием), выполняющей функции флюса. Нагретый припой создает внутреннее соединение с такими металлами, как медь, латунь, серебро и т. д., если выполнены следующие условия: поверхности подлежащих пайке деталей должны быть зачищены, то есть с них необходимо удалить образовавшиеся с течением времени пленки окислов, деталь в месте пайки необходимо нагреть до температуры, превышающей температуру плавления припоя. Определенные трудности при этом возникают в случае больших поверхностей с хорошей теплопроводностью, поскольку мощности паяльника может не хватить для ее нагрева.
Самостоятельное приготовление припоя
Для самостоятельного приготовления припоя компоненты состава (олово и свинец) отвешивают на весах, расплавляют смесь в металлическом тигле над газовой горелкой и, перемешав расплав стержнем из стали, стальной пластинкой снимают пленку шлака с поверхности расплава. Затем осторожно разливают расплав в формы — желоба из жести, дюралюминия или гипса.
Плавку необходимо выполнять в хорошо проветриваемом помещении, надев защитные очки, перчатки и фартук из грубой ткани.
Флюсы для пайки
Для чего при пайке нужен флюс? Во время пайки температура соединяемых деталей значительно повышается. При этом скорость окисления металлических поверхностей возрастает. В итоге припой хуже смачивает соединяемые детали. Поэтому необходимо использовать вспомогательные вещества, флюсы.
Что такое флюс? Флюс — это вспомогательный материал, который призван во время пайки удалять оксидную пленку с деталей, подвергаемых пайке, и обеспечивать хорошее смачивание поверхности детали жидким припоем. Без флюса припой может не прикрепиться к поверхности металла. Назначение флюсов: надежно защищают поверхность металла и припоя от окисления, улучшают условия смачивания металлической поверхности расплавленным припоем.
Действие флюса зависит от его состава, имеемые флюсы: или растворяют окисные пленки на поверхности металла (а иногда и сам металл), или предохраняют металл от окисления при нагреве. Таким образом, флюс образует защитную пленку над местом пайки.
Флюс уже содержится в современном припое в виде тонкого сердечника. При расплавлении припоя он распределяется по поверхности жидкого металла. Флюсом покрывают поверхности уже залуженных металлов также и перед их соединением (собственно пайкой). При этом флюс является ПАВ, то есть Поверхностно Активным Веществом. После соприкосновения деталей избыток флюса между ними вылезает наружу и все время испаряется потому, что температура его испарения ниже, чем у припоя.
Флюсы бывают разные. Например, для ремонта металлической посуды пользуются «паяльной кислотой» — раствором цинка в соляной кислоте. Паять радиоконструкции с таким флюсом нельзя — со временем он разрушает пайку. Для радиомонтажа надо применять флюсы, в которых нет кислоты, например, канифоль.
Требования к радиолюбительским флюсам
Выбор флюса — важный вопрос. Раньше использовалась только канифоль, другого флюса не было. Чем плоха канифоль — канифоль, спиртовой канифольный флюс относятся к категории активных флюсов. Первый недостаток — при высоких температурах удаляется не только оксид металла, но и сам металл. Второй недостаток — очистка платы после пайки с канифолью является большой проблемой. Смыть остатки можно только спиртом или растворителями (да и то, порой проще отковырять чем-то острым).
Остатки флюса на плате не только некрасиво с эстетической точки зрения, но и вредно. На платах с малыми зазорами между проводников возможен рост дендритов (проще говоря, замыканий) вызванных гальваническими процессами на загрязненной поверхности. Каков же выход — на современном рынке материалов можно найти широкую гамму флюсов, которые смываются обычной водой, не разрушают жало паяльника и обеспечивают высокое качество пайки. Продаются такие флюсы, как правило, в шприцах, что очень удобно для использования.
Независимо от того, какой флюс используется, готовую пайку нужно обязательно протирать тряпочкой, смоченной в спирте-ректификате или ацетоне, а также прочищать жесткой щеточкой или кисточкой, смоченной растворителем, для удаления остатков флюса и грязи. В некоторых исключительных случаях вместо канифоли можно пользоваться ее заменителями:
— канифольным лаком, имеющимся в продаже в хозяйственных магазинах. Его можно применять как жидкий флюс взамен раствора канифоли в спирте. Этот же лак можно использовать и для антикоррозийного покрытия металлов.
— живицей — смолой сосны или ели — доступным материалом, особенно любителям, живущим в сельской местности. Такой флюс можно приготовить самому. Набранную в лесу с деревьев смолу нужно растопить в жестяной банке на слабом огне (на сильном огне смола может воспламениться). Расплавленную массу разлить в спичечные коробки.
— таблеткой аспирина, имеющейся в любой домашней аптечке. Недостаток этого флюса — неприятный запах дыма, выделяющийся при плавлении аспирина.
Сейчас выпускается большое количество разнообразных, так называемых «безотмывочных», флюсов, как жидких, так и в виде полужидкого геля. Особенность их такова, что они не содержат компонентов, вызывающих окисление и коррозию соединяемых деталей, не проводят электрический ток и не требуют промывки платы после пайки. Хотя все равно лучше после завершения пайки удалять с припаянных деталей все остатки флюса.
Для нанесения жидкого флюса можно воспользоваться кисточкой, ватной палочкой или просто спичкой, но удобнее пользоваться так называемым «флюсапликатором». Можно попробовать купить фирменный флюсапликатор стоимостью примерно 20—30$, но куда проще и дешевле сделать его самому. Для этого потребуется кусочек силиконового или резинового шланга с внутренним диаметром 5 — 6 мм и одноразовый медицинский шприц.
Шприц разрезается на 2 части. Обе части вставляются в резиновую трубку. Иголка слегка укорачивается, ее можно для удобства пользования слегка изогнуть. Слегка нажимая на шланг, выдавливаем из кончика капельку флюса на припаиваемые детали и производим пайку. При хранении, чтобы не засыхала иголка внутрь нее можно вставлять тонкую проволоку. Так же удобно пользоваться флюсом в виде геля или пасты. Для его нанесения тоже можно воспользоваться одноразовым шприцем, только из-за его густоты иголку шприцевую придется взять потолще.
Другие статьи из цикла про пайку:
- Как выбрать паяльник и организовать рабочее место для пайки
- Что такое пайка? Безопасность при пайке
- Тросовая электропроводка
Надеюсь, что эта статья была для вас полезной. Смотрите также другие статьи в категории В помощь начинающим электрикам, Электрообзоры
Подписывайтесь на наш канал в Telegram: Домашняя электрика