TIG. Учимся варить аргоном.

Давно хотел научиться варить аргонно — дуговой сваркой или с английского TIG (tungsten inert gas). В отличии от других видов сварки (MMA — обычный электрод и MIG — полуавтомат), TIG сварка производится не плавящимся вольфрамовым электродом, что отдаленно напоминает работу паяльником. Так же TIG сваркой можно варить практически все типы цветных металлов, включая наиболее распространенный — алюминий в режиме переменного тока, что не возможно другими видами сварки. В отличии от обычной сварки, TIG сваркой можно варить в закрытом помещении, она более пожаробезопасна, не брызжет и не выделяет дыма (только нужна система вытяжки, что бы не дышать газом).
В общем сделал себе на новый год подарок, и собрал самый бюджетный набор начинающего TIG Сварщика.
Перед этим естественно почитал немного литературы про TIG сварку и посмотрел некоторые ролики на youtube где все достаточно подробно разжевано.
Для начала был приобретен обычный инвертор с функцией поджига дуги при TIG сварке.

Сам инвертор немецкий и вроде как даже немецкой сборки. Мне он достался новый на акции за 9 800 р.
Т.к. аппарат бюджетный, то он варит только в режиме прямого тока DC (Direct Current), т.е. нет возможности варить алюминий. Алюминий варится в режиме переменного тока AC (Alternating Current). Так что если нужно варить алюминий, аппарат должен работать в режиме DC\AC.
Так как я начинающий сварщик, и бюджет мой был ограничен, то было решено в качестве первого знакомства с TIG сваркой взять самый бюджетный вариант и научится варить нержавейку. Тем более у меня стоит первоочередная задача переварить часть выхлопа и сделать 4-е крепление подушки двигателя. Аппарат имеет максимальный ток в 160 А, чего в принципе достаточно что бы варить металл толщиной до 4 мм.
Аппарат работает от розетки 220V, по размерам очень компактный, для него есть даже пластиковый чехол как для дрели=).
Итак аппарат куплен. Далее к нему отдельно были куплены: горелка — 2 950 р, баллон с заправленным аргоном на 10л — 3 900 р, редуктор на баллон для регулировки давления газа — 2 350 р. (не посмотрел и взял с функцией подогрева, ну да ладно), перчатки — 300 р., фитинги — быстросъём для газового шланга. Шлем для сварки у меня уже был, рекомендую брать сразу хамелеон. Итого набор начинающего TIG сварщика мне вышел в районе ± 20 т.р.
Если рассматривать сразу аппараты, с возможность варить алюминий, то это еще где то + 20 т.р.
Горелка обычная с ручным вентилем (про-во Италия). В комплекте сопла 5 и 6, два электрода 1,6 мм и 2,4 мм и цанги к ним. Электроды — имеют серую цветовую маркировку — универсальные. Есть так же целая цветовая палитра электродов под разные задачи (об этом чуть позже). Горелка имеет отдельно шланг под газ и подключается напрямую к редуктору баллона (на более дорогих аппаратах горелка вместе с шлангом для газа подключается к сварочному аппарату). Шланг просто одевается на фитинг редуктора. Отдельно замутил фитинги и сделал быстросъём как на пневмо инструменте.

Редуктор желательно брать с колбой с шариком.

При подключении фитингов и редуктора к балону используйте фум ленту для 100% герметичности. Сам газ — аргон продается в балонах 40, 10, и 5 литров. Я по не знанке купил в интернет магазине новый балон на 10л, и думал что он уже заправлен =), а он был конечно же пустой. Найти контору куда можно просто приехать и заправить балон не удалось, аргон везде продают на обмен (привез пустой, забрал другой полный и заплатил только за газ). Обычно на обмен новые балоны редкость, я нашел чуть чуть Б\У =).


Перед установкой электрода в горелку, его необходимо предварительно заточить. Для этого пришлось еще купить бюджетный точильный станок, но он мне был уже давно нужен. Электроды затачиваются продольно самому электроду — это важно, т.е. полоски от заточки должны идти продольно а не поперек. Длинна заточки — 2 — 2,5 диаметра самого электрода, но я не сильно парился и точил на глаз.

Вылет электрода от сопла зависит от размера сопла, чем шире сопло, тем больше может вылет но и больше нужно расходовать газа. Основная задача — обеспечить работу сварки в среде газа.
Отдельно заказал себе на ebay и aliexpress наборы газовых линз с соплами и отдельно большую газовую линзу для обеспечения цветных швов, а так же золотые и синие наборы электродов на 1,6 мм и 2,4 мм (пока жду посылку).

Отдельно купил б\у канальный вентилятор и замутил вытяжку над рабочим столом.

И так, все готово. Можно начинать делать первые шаги в TIG сварке. Для новичком рекомендуют начинать тренироваться на обычном прямом листе стали, что бы для начала почувствовать горелку в руке, научиться держать электрод над сварочной ванной на нужном расстоянии и вести горелку под правильным углом. У меня валялось два кусочка трубы — нержавейки 1,5 мм, поэтому решил не париться и начать с них.
Выставил аппарат на 35 Ампер, режим TIG. Поджиг дуги осуществляет очень просто — касаешся кончиком электрода об металл и чуть его поднимаешь, дуга образуется мгновенно. Никаких чириканий и прочей херни делать не нужно, кайф))).


Не айс конечно :). Начинать с трубы была не самая лучшая идея, тк нужно вести дугу постоянно меняя угол, что бы обеспечить правильный угол горелки (по мне где-то 60 гр.). Так же нужно выставить правильную силу тока. Т.к. пока опыта нет, и соответственно горелку быстро двигать не получается при этом обеспечивая нужную сварочную ванну, то ток выставлял не высокий. Со временем начинаешь контролировать сварочную ванную и это прям отдельный кайф ))).
Вторая попытка.

С верху что то вырисовывается, а вот изнутри провара нет. Значит нужно добавить тока. Чуть добавил и провар появился.

Если вы начинаете варить и у вас пошли искры как на MMA сварке значит забыли включить газ)))
Вот так это выглядит, буквально за 2 секунды.

А вот так электрод. Еще пару секунд и сопло бы поплавилось.

Мокнуть электроду в сварочную ванну для начинающих дело пустяковое, у меня за пару часов тренировки пару разков получилось. После этого 100% нужно перетачивать электрод, да и по виду все понятно.
Где то читал, что если правильно варить то на кончике электрода образуется маленький круглый шарик. У меня один раз так было. Если не затачивать электрод, то все сразу видно по дуге. Дуга становится не тонкая, а широкая и не сконцентрированная на одном участке, дуга постоянно гуляет по разным точкам металла.
Далее решил потренироваться на обычной пластине металла. После трубы конечно все намного проще. У меня была пару кусочков от крепления, в итоге получились интересные цветные швы. Видимо такой металл.

Слишком мало тока, нет провара.

Поднял ток до 50А,
С третьей попытки получилось даже красиво).


Далее решил вернуться к трубе. Отрезал как попало с большим зазором два кучка трубы нержавейки. В итоге получил такую картинку.

Для начала подумал много тока. Но примерно тоже самое получилось убавив ток с 50 до 35 Ампер. Значит дело не в токе. Просто имея зазор, металл начинал плавиться по зазору. Для этого нужно использовать присадочный пруток. У меня завалялся пруток нержа на 1,6 мм. Остался от ребят которые варили мне выхлоп.
Первые разы сварки с прутком конечно не удобные, пруток в левой руке кажется инородным и не привычно держать. Потом постепенно рука немного начала привыкать и удалось заварить дырку, но шовчик получился жирненьким)))

Жаль конечно что максимально можно 20 фото выложить(, так бы чуть по более накидал.
В завершении скажу, что затея со сваркой мне понравилась и в принципе процесс интересный. Нужно конечно набивать руку и пробовать разные варианты соединений металла. Возможно в будущем поснимаю сам процесс.
В общем продолжение следует однозначно).
Как я аргоном учился варить.

Всем привет!
Даже не знаю с чего начать.Наверное будет много букАв.
После очередноговыхлопа сверху vagplus поступил так сказать «приказ» научиться варить аргоном.С меня то что:сказано-сделано!Благо установка для данной «операции» была.Перетарканил сварку к себе в угол и начал так сказать учиться.Варил день…Шов ложиться, но как то глубоко.Как будто перегрев идет.Пробовал иначе не провар.Долго я наверное бы пробовал, пока друг не подошел…Позвонил он своему отцу и по телефону! отец определил:»Ребята, кажется вы на переменке варите».Переключил на постоянку-это же как газосварка.Все горит.Электрод плавится.Оказалось что vagplus настроил на алюмишку.Он по нему я задвигался-я по нержи.
Начал заново учиться и тут…газ закончился!Бл…Каааак?
Учебу пришлось отложить на несколько дней-впереди выходные.
Наконец таки привезли аргон.Как же долго я его ждал!(пару дней казались вечностью).Варю такой ни кого не трогаю.Опять ОН приходит:»Швы должны быть золотыми и не ипет!»Как?Где я столько золота возьму?)))Что это такое?
Целый день пытался вывести «золото»-никак.
Проштудировал интернет-про золото нигде.Даже здесь спрашивал-ноль.
На следующий день на третьем шве вывел золото!Ура!Не тут то было.Дальше все как обычно.Либо в начале шва золото, либо в конце.Целый день пытался понять почему.Все тщетно.Вечером Женя позвал аргонщика, который с легкостью продемонстрировал и золотой шов, и как горелку держать, и сколько газа надо и т.д. и т.п.Уже на следующий день мог слегкостью сварить хоть золотой шов, хоть серебристый))))
Практика пока хромает.Наверстаем.
Теперь алюминий.Дай думаю попробую.Может получится.С первого раза такой шов положил-у меня аж рот открылся.Потом попробовал в стык-так себе.В общем нужна практика.Задние рычаги от туарега пробовал сварить.Шов «жирный» получился.Но.Газ уже заканчивается))))
Все приятного просмотра!
Сварка алюминия аргоном: подробная инструкция для начинающих
Алюминий – не самый легкий материал для металлообработки. Однако, при соблюдении определенных правил и рекомендаций, сварка этого металла не вызывает трудностей. Сварные соединения можно выполнять разными способами, но самый надежный и красивый шов, который не нуждается в дополнительной обработке, можно получить только при использовании аргона.

Специфические свойства алюминия
Прежде чем на практике осваивать сварку в аргоне соединений «летучего» металла, следует хорошо понимать его свойства и обязательно учитывать их. Такие характеристики, как небольшой удельный вес, высокая прочность и стойкость к коррозии, позволяют создавать легкие и надежные конструкции. Но несмотря на то, что алюминий легко поддается механической обработке и формовке, создание неразъемных соединений с ним имеет свои особенности:
- Алюминий — высоко активное вещество. При взаимодействии с кислородом он окисляется. На его поверхности образуется «защитный» слой в виде оксидного покрытия, для нагрева которого нужна температура свыше 2 тыс. градусов, тогда как t плавления самого металла в зависимости от его чистоты составляет 640-660 ⁰C.
- Из-за высокой теплопроводности данного цветного металла происходит интенсивный отвод тепла от места сварки в соединяемые детали и глубина провара становится меньше. Чтобы такого не происходило, заготовку предварительно нагревают.
- Когда алюминий плавится, то не меняет цвет, что создает определенные трудности. Потому как визуально невозможно оценить нагрев соединяемых элементов. Из-за чего случаются прожоги и утечки.
- При проведении сварочных работ необходимо учитывать значительный коэффициент линейного расширения алюминия. В следствие литейной усадки могут возникать деформации и трещины внутри соединительного шва. В этом случае выполняют его модификацию или увеличивают расход проволоки.
Еще один важный момент — определить расход газа. Чем толще материал, тем он выше.
Чтобы металл при взаимодействии с кислородом не окислялся, рабочую зону защищают аргоновым куполом. Если использовать сварочные полуавтоматы, то две задачи решаются одновременно: непрерывная подача проволоки и защита зоны плавления от внешнего воздействия.
Сварка алюминия. Основные способы
Металлообработку алюминия в большинстве случаев проводят полуавтоматом, аргоном, инвертором.
При сварке полуавтоматическим аппаратом (MIG/MAG) вместо электрода используется сварочная проволока. Она бывает двух видов: омедненная и флюсовая. Поскольку проволока подается автоматически, то нет необходимости следить за расстоянием между горелкой и металлом. Оно постоянно.
Шов получается доброкачественным, хотя скорость выполнения ниже, чем при втором способе.
При аргонодуговой сварке (TIG) работают с электродами из вольфрама. Детали нагреваются посредством электрической дуги, которая горит между электродом и местом соединения. В область расплавления металла подается алюминиевый провод, благодаря чему формируется сварочный шов.
Варить такой материал, как алюминий, инвенторными аппаратами не всегда удобно, поскольку сложно контролировать качество. При использовании плавящихся электродов с покрытием сварка выполняется постоянным током, где держатель с электродом присоединяется к плюсовой клемме инвентора. В случае с вольфрамом используется переменный ток.
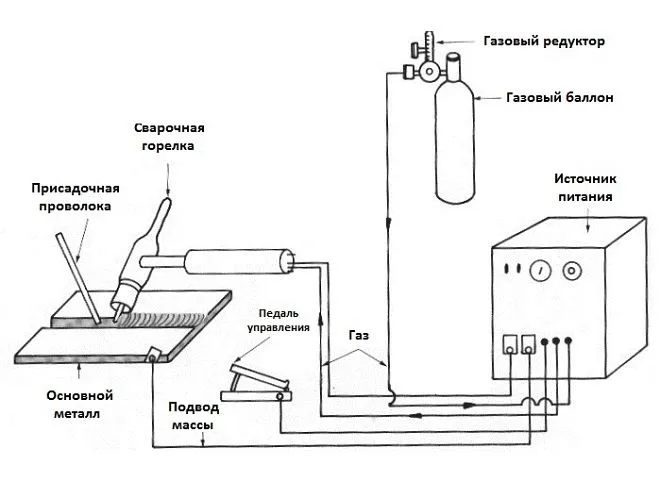
Технология аргоновой сварки
Данная технология применяется там, где важен вид и качество сварного соединения. Для её выполнения потребуется источник тока, баллон с аргоном, подающее устройство, которое проталкивает присадочную проволоку в рабочую зону, и аппарат. Если он двухрежимный, то необходимо выбрать режим переменного тока (АС). Первоначально работают с большой силой тока, чтобы быстрее прогреть металл. Затем её уменьшают, во избежание пережогов.
Чтобы снизить расход аргона, необходимо укомплектовать горелку газовой линзой со специальной сеткой.
Настройка аппарата
Алюминий и его сплавы свариваются на прямой полярности, на электроде минус. Сварку выполняют переменным током.
Настройка аппарата производится следующим образом:
- Непосредственно перед работой выставляют давление газа (6-12 л). Оно зависит от условий (помещение или открытый воздух) и диаметра сопла. Нужно учитывать такое понятие как турбулентность. Когда из сопла выходит большой напор газа, он перемешивается с воздухом, и защита зоны снижается.
- Далее определяются с режимом работы.
- Устанавливают продувку шва (сек) и ток старта (А).
- Возрастание тока (2 сек).
- Затем выставляют основной ток, который зависит от вида и толщины материала.
После чего приступают к настройкам переменного тока. Как правило, это частота в 200 Гц и баланс переменного тока 40% при небольшой ширине шва.
Устанавливают режим «заварка кратера» (усадочная раковина, возникающая в результате резкого обрыва дуги), время спада, ток завершения и обдув шва. По определению кратера быть не должно. Есть замок и он не должен отличаться от основного шва, но это зависит от мастерства сварщика.
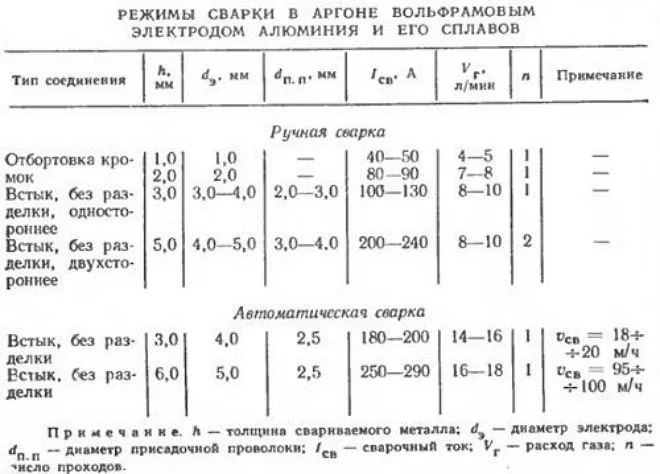
| Режимы аргонодуговой сварки алюминия вольфрамовым электродом | ||||
| Толщина металла, мм | Диаметр, мм | Сила тока, а | ||
| Вольфрамового электрода | Присадочной проволоки | В аргоне | В гелии | |
| 1-2 | 2 | 1-2 | 50-70 | 30-40 |
| 4-6 | 3 | 2-3 | 100-130 | 60-90 |
| 4-6 | 4 | 3 | 160-180 | 110-130 |
| 6-10 | 5 | 3-4 | 220-300 | 160-240 |
| 11-15 | 6 | 4 | 280-360 | 220-300 |
Горелки и расходные материалы

Аргоновая горелка TIG, как правило, входит в комплект поставки аппарата. Для большинства видов работ её будет достаточно. Но когда планируют работать с алюминием продолжительное время, то лучше приобрести или изготовить самостоятельно блок жидкостного охлаждения. Тем самым продлевают срок службы горелки. Они бывают двух видов: американские с круглой ручкой и европейские, довольно сложные в плане эргономики. Есть и российский вариант, но излишне тяжелый и громоздкий.
Расходники к горелкам:
- Электроды из вольфрама диаметром 2,4 мм используются для решения большинства задач. Для токов свыше 150 А можно приобрести электрод 3,2 мм. Этих диаметров будет вполне достаточно.
- В комплекте поставляются обычные сопла без газовых линз. Но если хотите сэкономить на газе и повысить газовую защиту, то её лучше поставить.
- Самое ходовое сопло № 7, для алюминия больше брать не рекомендуют.
- Для тех, кто собирается заниматься ремонтной сваркой, нужно иметь колпачки разных размеров.
Можно приобрести сразу комплект с расходными материалами. Стоит он недешево, зато надолго закроет проблему с расходниками.
Подготовка соединяемых деталей к работе
Части, которые будут свариваться между собой, делают максимально ровными и плоскими. Если имеется ленточный гриндер (станок для финишной обработки материала), то для удаления зазоров можно воспользоваться им или болгаркой. Края обрабатывают напильником или металлической щеткой с мелким ворсом.
Детали должны быть чистыми. С их поверхности удаляют любые загрязнения (грязь, пыль, жир), используя моющие средства. Оксидную пленку снимают щеткой с жесткой щетиной. После чего детали промывают чистой водой и обезжиривают при помощи ацетона или любого другого растворителя, который должен высохнуть сам по себе.
Если размер заготовок небольшой, их помещают в нагретый до 60⁰C щелочной раствор, и держат в нем несколько минут. Затем поверхность шлифуется металлической щеткой.
Подготовительные работы проводятся непосредственно перед началом операции, пока не начались окислительные процессы.
Почему используют переменный ток
Сварочные работы аргоном выполняют на переменном токе. И первая его цель при работе с алюминием – разрушение оксидной пленки. В каждом аппарате эта настройка называется по-своему: баланс переменного тока, очистки, обратной полярности. Но по факту это баланс переменного тока, то есть регулировка времени включения обратной полярности.
Обычно выставляется процентное соотношение 50/50. Верхняя цифра – прямая полярность, нижняя — обратная. Надо понимать, что регулируется не сила тока, а время нахождения в обратной полярности. Когда его убавляют, улучшается глубина проплавления, сужается дуга, увеличивается её стабильность, но качество разрушения оксидной пленки снижается.
Когда время нахождения в обратной полярности увеличивают, то дуга расширяется, как и зона зачистки, оксидная пленка разрушается быстрей, но уменьшается глубина провара и стабильность дуги. Она начинает рыскать.
Обратная полярность влияет на физическое состояние вольфрамового электрода. При увеличении времени возрастает нагрузка на него, что приводит к разрушению (оплавлению).
Если убавить баланс обратной полярности, то превышение амперных нагрузок приведет к тому, что от вольфрама будут отрываться частички и улетать в деталь. Электрод при этом расслаивается и разрушается. Вот почему важно поймать баланс переменного тока.

Некоторые особенности металлообработки в среде аргона
Сваривание элементов начинают с прихвата, с одной и другой стороны. Затем переворачивают заготовку и делают два дополнительных прихвата, а в случае большой длины – 3-4.
Если есть педаль, то регулировать подачу тока удобней ей. Пока металл не разогрет и нет расплавленного алюминия, присадку не подают. Присадку подбирают по толщине материала. Расстояние между электродом и заготовкой должно быть не больше 3 мм, чем меньше, тем лучше, но это для продвинутых.
Горелку держат немного под наклоном. Самый лучший угол – прямой, потому как позволяет получать симметричную ванну, а она в свою очередь имеет максимальную газовую защиту. Но в этом случае не видно самого процесса сварки. Поэтому горелку слегка наклоняют, примерно на 15 градусов. Так делают в случае стыкового шва. При варке таврового соединения, если детали одной толщины, то угол наклона электрода составляет 45 градусов, причем он ставится строго между двух деталей, чтобы плавить их равномерно. Если одна деталь толще (чаще всего основание), то наклон электрода выполняют на толстый металл.
Чтобы получить качественный и красивый шов, присадку подают понемногу. Разогрели, двинули, подали. Сварка спешки не любит. Необходимо поймать момент движения горелки и подачи присадки. Подавать нужно в хорошую сварочную ванну. При недостаточном токе слышится характерный треск, как при жарке сала. Его быть не должно. Значит алюминий еще холодный, необходимо увеличить ток. А если треска нет, но ванна начинает расползаться и её невозможно контролировать, величину тока нужно уменьшить. Только тогда будет образовываться красивая чешуйка.
По поводу защиты сварочной ванны. Аргон должен быть качественным, поэтому гостовский лучше не использовать. В идеале брать аргон высокой чистоты – 99,998%. Чтобы ламинарный поток газа был правильный (не перемешивался и не пульсировал) и максимально выполнял свою функцию, на горелку устанавливают газовую линзу, а поверх нее – керамическое сопло.
Итак, подведем итог. В начале процесса подается газ и только после этого приступают к сварке, а в конце операции действия выполняются наоборот с задержкой до 5 с.

Преимущества и недостатки аргоновой сварки
Создание неразъемных соединений деталей из цветных металлов и их сплавов при помощи аргона имеет свои плюсы и минусы.
- В отличие от прочих технологий, этот способ позволяет получить надежные и визуально красивые швы небольшой толщины при незначительном нагреве свариваемых элементов. Поскольку деформация минимальная, то данный метод применяют для сварки заготовок, имеющих сложную конфигурацию, и тех металлов, что не свариваются никакими другими способами.
- Аргон, являясь инертным газом, тяжелее воздуха, поэтому при соблюдении технологического процесса атмосферные газы не попадают в зону расплавленного металла.
- Электрическая дуга короткая и имеет высокую тепловую мощность, следовательно, при достаточном уровне подготовки работы проводятся качественно и не требуют большого количества времени.
- При должном усердии, учитывая основные требования и нюансы, освоить процесс нетрудно.
- Если работы проводятся на открытом воздухе, то при порывах ветра газ может улетучиваться, что отрицательно скажется на качестве соединительного шва. Тогда нужно воспользоваться закрытым помещением, где установлена принудительная вентиляция.
- Высокая стоимость и сложность оборудования, работа с которым требует специальных знаний и определенных навыков.
- При использовании высокоамперной сварки необходимо заранее предусмотреть дополнительное охлаждение.
Как можно заметить, минусы незначительные и при желании устраняемые.
Главная ошибка новичков при сварке алюминия
Движение электронов происходит от минуса к плюсу или наоборот. И когда присадка подсовывается в воздух, её оплавляет температура от сварочной ванны. Она окисляется, и капля попадает в ванну. В результате появляется чернота на швах, и новички не могут понять причину. Это ошибка 80% начинающих сварщиков.
Присадка, пока она находится в воздухе, не имеет никакого заряда. Когда она касается детали, то получает тот же заряд, что и заготовка. Электроны, которые летят от вольфрамового электрода к детали, не огибают препятствие (присадку), а пробивают его. Таким образом, тепло дуги и движение электронов срезают кусочек проволоки, забирая его в ванну и нагревая.
Второй момент, это когда присадка касается сварочной ванны, последняя отдает тепло, что облегчает и ускоряет забор присадочной проволоки.
Такие мелкие нюансы обязательно нужно учитывать в процессе обучения.

Рекомендации для начинающих
Нельзя делать резких движений держателем и отводить горелку от рабочей зоны, иначе газовая защита исчезнет и в неё попадет воздух. Что приведет к появлению пор и окислов в сварочном шве. Соединение разорвется в любой момент или в нем появятся трещины.
Если шов округлой или овальной формы, то можно говорить о недостаточной глубине провара. Поэтому всегда нужно следить за сварочной ванной. В идеале она имеет удлиненную форму, с небольшим валиком.
Электрод смотрит только вперед, а присадка подается ему навстречу и обязательно равномерно. Если она поступает с перерывами, то дуга станет нестабильной, а значит увеличится расход газа и электроэнергии.
Как пользоваться аргонной сваркой

Уже давно металлические детали свариваются между собой. Среди профессионалов и любителей одинаково популярна ТИГ сварка. Вот и я когда-то был начинающим сварщиком, но со временем набрался опыта. Теперь хочу им с вами поделиться, рассказав, что это за сварка, о ее достоинствах и недостатках, где она применяется и как выполняется. Еще узнаете, какое используется оборудование при проведении TIG-сварки.

Применение TIG-сварки
Источник pwpind.com
Понятие ТИГ-сварки
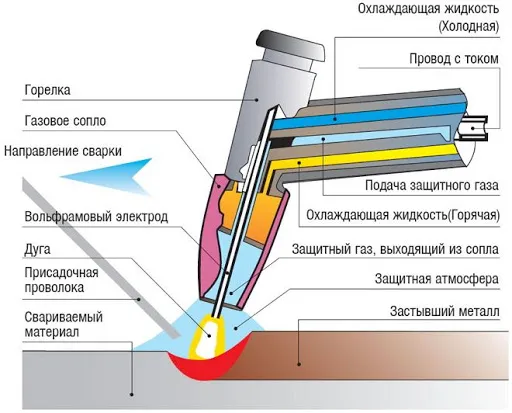
В самом начале поста считаю правильным дать расшифровку аббревиатуры, так как именно в ней скрывается вся суть данного способа соединения металлов. Итак, TIG на английском и немецком языке означает Tungsten Inert Gas. Переводится данное выражение, как вольфрамовый инертный газ. Это означает, что режим сварки TIG предполагает соединение металлов в инертной газовой среде при использовании неплавящегося электрода, который изготовлен из вольфрама. При этом для недопущения доступа кислорода в рабочую зону, когда ток подается между электродом и металлической поверхностью для образования сварочной дуги, поступает аргон.
Если бы газ не поддавался, тогда металл горел бы. Кроме того, качество шва не удовлетворило бы ни одного сварщика. Благодаря подаче инертного газа, который перекрывает доступ кислороду, исключается образование микроскопических трещин и пустого пространства в расплавленной металлической среде. Поэтому удается сделать монолитный и более прочный сварочный шов.

Поток газа не допускает кислород к сварочной ванне
Источник takorest.ru
Думаю, теперь лучше стало понятно такое понятие, как аргоновая сварка TIG, что это такое. Хотя считаю обязательно еще уточнить необходимость затачивания вольфрамового неплавящегося электрода перед его использованием. Это нужно, чтобы образовывалась стабильная дуга и ровный сварочный шов.
Именно вольфрамовый электрод представляет собой ключевой элемент в TIG сварке. Его температура плавления составляет 3500-4000 °C.
Итак, когда применяется ТИГ сварка, принцип работы ее заключается в горении электродуги обычно в самом дешевом защитном газе – аргоне. Он способен достаточно легко проникать к месту сваривания металлических деталей. Это происходит потому, что аргон весит больше, чем воздух. Данный газ препятствует образованию оксидной пленки. Поэтому у шва наблюдается хорошее качество.

Качественный шов после ТИГ-сварки
Источник dolfab.com
Достоинства и недостатки
У каждой технологии существуют свои плюсы. Не является исключением и рассматриваемый способ сваривания металлов. Поэтому для лучшего понимания такого понятия, как TIG сварка, что это такое и для чего она нужна, расскажу для начала об ее достоинствах. Итак, во время этого процесса:
- не происходит разбрызгивание расплавленного металла;
- снижается внутренняя напряженность, которая обязательно появляется при сварке, когда не используется защитная газовая среда;
- удается соединить между собой детали из большинства известных металлических сплавов;
- образуется достаточно узкая зона прогрева, из-за чего металлические заготовки практически не деформируются;
- оказывается минимальное негативное воздействие на природу.

ТИГ-сварка не вредит природе
Источник dugovik.ru
Кроме того, после сваривания металлов данным методом обычно не приходится осуществлять механическую доработку созданного шва. Однако у этого способа также существуют минусы, зная которые удастся лучше понять популярный тип сварки TIG, что это за метод. Итак, к недостаткам относится:
- сложность сварочного процесса при ветре, потому что происходит выдувание аргона, из-за чего возрастает расход инертной газовой среды;
- необходимость выполнения скрупулезной подготовки заготовок, чтобы на металлических кромках не было грязи, масляных и жирных остатков;
- сложность работы на труднодоступных участках, потому что используемые горелки не предназначены для сварки в таких местах, так как недопустимо, чтобы они находились под острым углом к заготовке;
На заметку!
Некоторые сварщики увеличивают или уменьшают вылет электрода, но любой из вариантов снижает скорость сварочного процесса и уменьшает качество шва.

Большой вылет электрода уменьшает скорость ТИГ-сварки
Источник weldingtipsandtricks.com
- необходимость зачистки места за пределами сварочной зоны, где происходит розжиг электродуги при активации функции «TIG lift» в сварочном аппарате, так как в этой точке всегда будет оставаться след.
Используемое оборудование
При соединении металлов сделать шов ожидаемого высокого качества удастся, если точно знать, что нужно для ТИГ сварки. В частности, при проведении сварочного процесса в защитной инертной среде при использовании неплавящегося электрода из вольфрама я применял инвертор TIG.
Такое сварочное оборудование ТИГ дополнено специальным блоком. Он предназначен для выработки прямого или переменного тока, что позволяет повысить функциональность аппарата. Другими словами, данное оборудование использовал для соединения алюминия, стали, различных металлических сплавов. Именно такая TIG сварка для начинающих рекомендована к применению.
Еще используют сварочные выпрямители. Данное оборудование является источником постоянного тока. Аппараты его преобразуют из переменного электротока. Выпрямители ТИГ используют обычно профессионалы.

Пример сварочного выпрямителя
Источник galagar.com
Рекомендую подбирать оборудование, учитывая сплав деталей.
Итак, когда я сваривал металлические заготовки, подготовил:
- аппарат для сварки;
- присадочную проволоку;
- аргон – распространенный газ для TIG сварки;
- редуктор.
На заметку!
Если в планах выполнять сварочные работы на профессиональном уровне, нужно выбирать оборудование с несколькими режимами функционирования. Необходимо также обратить внимание на горелку. Ведь она может предназначаться для сваривания исключительно тонкого металла или для соединения деталей со средней или большой толщиной.
Полноценная качественная сварка методом TIG без газа аргона возможна только при его замене другой благородной газовой средой. Во время сваривания металлов способом ТИГ используют еще гелий. Он прекрасно подходит для соединения высокотеплопроводных деталей. К ним относятся алюминиевые и медные заготовки. При использовании гелия также сваривают тяжелые металлы и стали в автоматическом режиме. Благодаря такому благородному газу удается повысить скорость процесса.

Баллоны гелия для сварки
Источник yarnovosti.com
Хочу еще обязательно отметить, что производители изготавливают многофункциональные ТИГ аппараты, которые позволяют выполнять даже холодную сварку. Она применяется, когда соединяется очень тонкий металл. Холодная сварка ТИГ для начинающих и опытных мастеров также подходит, если нужно сильно не нагревать заготовки.
Применение
Я использовал рассматриваемый метод при строительстве дома, обустройстве прилегающей территории и даже для ремонта электрического и другого инструмента, так как прекрасно уже знал, что это такое ТИГ сварка на инвентаре. В частности, мною иногда применяется данный способ для починки отопительных радиаторов.
Сварка Tungsten Inert Gas стала популярной благодаря возможности соединять цветные сплавы, углеродистую сталь. Метод позволяет работать с изделиями из титана, чугуна, алюминия и его сплавов. Этим способом сварки можно сделать особенно красивые швы, когда соединяются детали из нержавеющей стали. В этом случае получается сразу чистые швы. При этом их не приходится чистить, потому что отсутствуют брызги и шлак.

ТИГ-сварки алюминия
Источник mehanik35.ru
Особенности выполнения ТИГ-сварки
Перед тем как варить ТИГ сваркой, я сначала подготовил расходный материал и оборудование. Во время данного процесса выполнил следующие действия:
- Заточил неплавящиеся электроды из вольфрама. При этом для заточки рабочего стержня использовал надфиль.
- Вставил вольфрамовый заточенный электрод в горелку. Его крепление осуществил с помощью зажима цангового типа.
- Приоткрыл вентиль на газовом баллоне.
- Установил необходимый расход аргона при помощи регулятора. У меня газ расходовался в количестве 12 л/мин.
- Присоединил массу к свариваемому металлу.
- Произвел пуск осциллятора.
- Поднес горелку к металлической поверхности.
- Нажал на клавишу включения, чтобы появилась искра, и открыл поступление аргона на горелке.

Начало процесса ТИГ-сварки
Источник shopify.com
Во время сварки выдерживал минимум 3 мм между концом вольфрамового электрода и металлической поверхностью. Когда соединял детали с небольшой толщиной, тогда двигал горелку справа налево. Если мне нужно было сделать широкий шов, то увеличивал расстояние между электродом и металлическими деталями. Когда же требовалось выполнить корневой шов, плавно перемещал вольфрамовый наконечник. При этом уменьшалась глубина проварки.
При проведении сварочных работ по технологии ТИГ необходимо следить, чтобы расстояние от дуги до заготовки было одинаковым в течение всего процесса.
С особенностями сварки по технологии ТИГ познакомитесь, посмотрев данное видео:
Коротко о главном
Сварка по технологии ТИГ – процесс соединения металлов электродом из вольфрама в среде инертных газов. Чаще всего используется аргон. Этот метод позволяет получить качественный сварочный шов без трещин и пустот. Во время процесса не происходит разбрызгивание металла, снижается внутренняя напряженность, образуется зона прогрева небольшой ширины, не оказывается отрицательное воздействие на природу. При этом такую сварку сложно выполнять в труднодоступных местах и перед ней нужно тщательно подготавливать соединяемые детали.
Применяется данная сварка во время домостроения и не только. С ее помощью соединяют углеродистую и нержавеющую сталь, цветные сплавы. Для выполнения сварки заранее подготавливают ТИГ сварочник, присадочную проволоку, баллон с аргоном, редуктор. Перед выполнением процесса сначала затачивают электрод. Потом устанавливают расход аргона. Затем присоединяют массу к металлу и выполняют сварку.
Напишите в комментариях, как думаете – выгоднее применять аргон или гелий при ТИГ-сварке?