1.2. Сущность электрохимического метода обработки материалов
История развития электрохимического метода обработки материалов является не только яркой иллюстрацией завоевания мирового технологического пространства наукоемкими технологиями, но и подчеркивает государственную важность обладания такими технологиями, их дальнейшего развития.
Честь открытия почти всех известных в настоящее время процессов, в которых использовано электрохимическое воздействие на заготовку, принадлежит русским и советским ученым. Известный русский химик Е. И. Шпитальный еще в 1911 г. разработал процесс электролитического полирования. В 1928 г. В.Н. Гусевым и Л.А. Рожковым был предложен один из базовых способов электрохимической (ЭХ) размерной обработки — «анодное растворение при высоких плотностях тока с удалением анодных продуктов потоком электролита». Работы, выполненные под руководством В.Н. Гусева (1904-1956 гг.), позволили установить основные закономерности управляемого съема материала при высокоскоростном анодном растворении металлов и сплавов, создать и внедрить в промышленное производство первые образцы соответствующего оборудования.
Электрохимическая обработка это ряд методов, предназначенных для придания обрабатываемой металлической детали определенной формы, заданных размеров или свойств поверхностного слоя.
Электрохимическая обработка осуществляется в электролизерах (электролитических ваннах, электрохимических ячейках специальных станков, установок), где обрабатываемая деталь является либо анодом (анодная обработка), либо катодом (катодная обработка), либо тем и другим попеременно.
Сущность анодного растворения металлов основана на их способности растворяться в результате оксидных реакций, происходящих в среде электропроводного раствора — электролита — под действием на него постоянного электрического тока. Такой химический процесс растворения металлов называют электролизом. Электролиз протекает при наличии источника питания электрическим током, электролита и двух металлических проводников, называемых электродами, каждый из которых находится в электролитической ванне с электролитом.
В электролите свободными электрическими зарядами являются ионы, образующиеся при растворении, например в воде солей, кислот или щелочей. Молекулы таких веществ, взаимодействуя с молекулами растворителя — воды, распадаются (диссоциируют) на положительно и отрицательно заряженные ионы. При этом движение ионов в электролите неупорядоченное. Под действием электрического поля, создаваемого источником питания, между электродом, соединенным с положительным полюсом и называемым анодом, и электродом-катодом, соединенным с отрицательным полюсом, возникает направленное движение ионов — отрицательно заряженные ионы (анионы) движутся к аноду, а положительно заряженные ионы (катионы) — к катоду. В электролите, таким образом, возникает электрический ток, представляющий упорядоченное движение положительно и отрицательно заряженных ионов.
Схема движения ионов в наиболее часто применяемом для ЭХО электролите — водном растворе хлористого натрия NaCl — приведена на рис. 1. При растворении хлористого натрия в воде его молекула распадается на катион натрия Na + и анион хлора С1 — . Вода Н2О при этом также частично диссоциирует на катионы водорода Н + и анионы гидроксила ОН — . При подаче на электроды напряжения от источника питания анионы гидроксила и катионы водорода вместе с анионами хлора и катионами натрия вынуждены под действием сил электрического поля перемещаться соответственно к катоду и аноду. Атомы поверхностного слоя электрода-анода 1, получая от движущихся к нему анионов хлора и гидроксила дополнительные отрицательные заряды, превращаются в положительные ионы железа. Последние под действием сложных катодных и анодных реакций взаимодействуют с ионами гидроксила и образуют гидрат оксида железа Fe(OH)3, который в виде нерастворимого химического соединения выпадает в осадок. Таким образом, происходит электрохимическое анодное растворение железа. Одновременно с этим на катоде выделяется водород, выходящий из электролита в виде пузырьков. Реакции, протекающие на катоде, как правило, не разрушают его, т. е. катод при ЭХО не изнашивается.
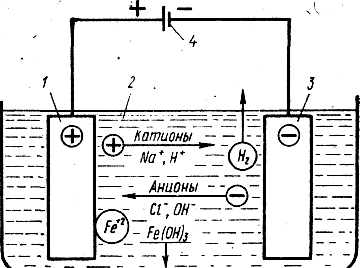
Рис.1. Схема электролиза
28. Электрохимические методы обработки металлов: общая характеристика, электрохимическое полирование, размерная и электроалмазная обработка.
Электрохимические методы обработки основаны на законах анодного растворения при электролизе. При прохождении постоянного электрического тока через электролит на поверхности заготовки, включенной в электрическую цепь и являющуюся анодом, происходят химические реакции и поверхностный слой металла превращается в химическое соединение.
Электрохимическое растворение металлов включает в себя две основные группы процессов: принудительное растворение за счет внешнего тока (анодное растворение) и самопроизвольное растворение в результате химического взаимодействия с окружающей средой (коррозионное разрушение).
На аноде происходят следующие реакции:

здесь n – валентность металла. Как видно из реакций, ионизация металла протекает в присутствии иона гидроксила, которые каталитически ускоряют анодный процесс и образуют растворимые в воде соединения.
Кроме водорастворимых веществ, при электрохимическом разрушении образуются пленки нерастворимых слабопроводящих окислов металлов в результате выделения на аноде атомарного кислорода. Образование окисной пленки на поверхности металла ведет к замещению анодного растворения или к полному его прекращению.
Продукты электролиза переходят в раствор или удаляются механическим способом.
Производительность процессов электрохимической обработки зависит в основном от электрохимических свойств электролита, обрабатываемого токопроводящего материала и плотности тока.
Наиболее широко используются следующие виды обработки:
– электрохимическое полирование;– электрохимическая размерная обработка;

Электрохимическое полирование
Электрохимическое полирование выполняют в ванне, заполненной электролитом. В зависимости от обрабатываемого материала электролитом служат растворы кислот или щелочей. Обрабатываемую заготовку подключают к аноду. Электродом-катодом служит металлическая пластина из свинца, меди или стали. Для большей интенсивности процесса электролит подогревают до температуры 40–80º С.
Рис. 8.5. Электрохимическое полирование
При подаче напряжения на электроды начинается процесс растворения материала заготовки-анода. Растворение происходит главным образом на выступах микронеровностей поверхности в следствии более высокой плотности тока на их вершинах. Кроме того, впадины между микронеровностями заполняются продуктами растворения: оксидами или солями, имеющими пониженную проводимость. В результате избирательного растворения, т.е. большей скорости растворения выступов, микронеровности сглаживаются и обрабатываемая поверхность приобретает металлический блеск. Электрополирование улучшает электрофизические характеристики деталей, так как уменьшается глубина микротрещин, поверхностный слой обрабатываемых поверхностей не деформируется, исключаются упрочнение и термические изменения структуры, повышается коррозионная стойкость.
Электрополирование позволяет одновременно обрабатывать партию заготовок по всей их поверхности. Этим методом получают поверхности деталей под гальванические покрытия, доводят рабочие поверхности режущего инструмента, изготавливают тонкие ленты и фольги, очищают и декоративно отделывают детали.
Электрохимическая размерная обработка
Ее выполняют в струе электролита, прокачиваемого под давлением через межэлектродный промежуток, образуемый обрабатываемой заготовкой-анодом и инструментом-катодом.
Струя электролита непрерывно подается в межэлектродный промежуток, растворяет образующийся на заготовке-аноде соли и удаляет их из зоны обработки. Инструменту придают форму, обратную форме обрабатываемой поверхности. Формообразование поверхности происходит по методу отражения (копирования), при котором отсутствует износ инструмента, так как им является струя электролита.
Этим способом обрабатывают заготовки из высокопрочных сплавов, карбидных и труднообрабатываемых металлов.
Для размерной электрохимической обработки используют нейтральные электролиты, такие как растворы солей NaCl, NaNO3, Na2SO4.

Рис. 8.6. Электрохимическая размерная обработка
Электроалмазная обработка

Сущность процесса электроалмазного шлифования состоит в сочетании электрохимического (анодного) растворения обрабатываемого металла, обусловливающего высокую производительность, с алмазным шлифованием, дающим высокое качество и точность шлифования.
Принципиальная схема процесса электроалмазного шлифования.
Электроалмазпое шлифование производится токо-ведущим алмазоносным кругом в среде электролита 3
Источник постоянного тока 5 напряжением 4 — 6 В своим положительным полюсом присоединяется к шлифуемой детали 4, а отрицательным — к шлифовальному кругу 1.В процессе обработки происходит анодное растворение шлифуемого твердого сплава и удаление продуктов анодного растворения алмазными зернами 2, выступающими из шлифовального круга. При этом алмазные зерна снимают механическим резанием тонкий слой твердого сплава.

- Размерная ультразвуковая обработка деталей: схемы организации процессов, механизм процесса разрушения материала, режим обработки.
Размерная ультразвуковая обработка материалов является разновидностью механической обработки. Основана на разрушении обрабатываемого материала абразивными зернами или изменении формы материала под ударами инструмента, колеблющегося с ультразвуковой частотой. Источниками энергии служат генераторы тока с частотой 16–30 кГц. Инструмент получает колебания от ультразвукового преобразователя с сердечника из магнитострикционного материала (никеля, феррита и др.). Амплитуда колебания сердечника составляет 2–10 мкм. Для увеличения амплитуды колебания на сердечнике закрепляют резонансный волновод, на выходе которого колебания уже имеют амплитуду 10–60 мкм. На волноводе закрепляют рабочий инструмент – пуансон. Под пуансоном устанавливают заготовку и в зону обработки поливом или под давлением подают абразивную суспензию, состоящую из воды и абразивного материала. Разрушение материала происходит только за счет прямого удара инструмента по зерну абразива, лежащему на поверхности материала. Передача движения торцом инструмента свободной частице абразива и удар ее по поверхности материала не вызывает разрушения. Кавитация также не разрушает материал и не передает энергию абразиву. Размеры откалываемых частиц меньше зерен абразива. Может также образовываться трещина в материале, после чего она расширяется и выкрашивается. Инструмент при УЗО изнашивается за счет вдавливания зерен абразива в его поверхность и выкрашивания его торцов. Рис. 8.8. Ультразвуковая обработка: 1 – инструмент; 2 – деталь; 3 – абразивная суспензия В качестве абразива используется карбид бора (бороуглерод), электрокорунд. Концентрация в суспензии 20–100 тысяч зерен/см 3 . размер зерен 60–200 мкм, абразив является режущим инструментом, поэтому должен обладать высокой твердостью. Весовое соотношение воды и абразива суспензии примерно равное. Материал заготовки должен быть твердым, но хрупким. Лучше всего обрабатываются: стекло, керамика, полупроводниковые материалы, ферриты, твердые минералы, кварц. Хуже обрабатываются твердые металлы. Не поддаются обработке медь, свинец и др. пластичные металлы. Оптимальная амплитуда колебаний инструмента связана со средним размером зерна абразива соотношением: Аузк:dабр=0,6…0,8 При этом достигается максимальная производительность. Увеличение частоты приводит к увеличению производительности, так как увеличивается скорость движения инструмента. Для проведения процесса УЗО требуется постоянное давление на инструмент с целью эффективной передачи импульсов силы абразивным зернам. Увеличение давления увеличивает производительность до некоторого экстремума, связанного с площадью обработки, амплитудой колебания, мощностью станка, размером зерен. Порядок величин статического давления при УЗО – 20–250 Н.
2. Электрохимическая обработка
В основе электрохимической обработки (ЭХО) металлов и сплавов лежит принцип анодного растворения обрабатываемой заготовки в растворе электролита. Для осуществления процесса необходимо иметь два электрода, из которых один — заготовка (анод), другой — инструмент (катод), электролит между ними, а также источник питания. Совокупность двух электродов (анода, катода) и электролита между ними называется электролитической ячейкой. Разновидности ЭХО можно условно разделить на две различные группы:
1.Электрохимическая обработка в стационарном электролите или медленно перемешиваемом.
2. Электрохимическая размерная обработка в проточном электролите (ЭХРО).
К 1 группе могут быть отнесены такие операции, как очистка поверхностей металлов от окислов, ржавчины, жировых пленок и других загрязнений; заострение и затачивание режущего инструмента; электрополирование; гравирование и маркирование по металлам и др.
Отличительной особенностью операций 1 группы являются то, что:
- обработка осуществляется при низких плотностях тока (не более 2 А/см );
- обеспечиваются сравнительно небольшие скорости растворения (10 — 10 мм/мин);
- общий объем удаляемого материала невелик;
- в межэлектродном пространстве отсутствуют (или имеется лишь малое количество) нерастворенных продуктов процесса;
- межэлектродное расстояние достаточно велико и может составлять сотни миллиметров.
На рис. 2.1 показана принципиальная схема электрохимической обработки в стационарном электролите для наиболее типичной операции — электролитического полирования, которая широко применяется при изготовлении различных деталей приборов (например, сильфонов, зубчатых колес, упругих элементов, полупроводниковых подложек для интегральных схем и др.). Прохождение электрического тока через электролит 3 и электроды 1 и 5 сопровождается растворением поверхности анода 5 в электролите 3 и образованием продуктов растворения 6, которые задерживаясь в углублениях шероховатой поверхности, изолируют последние от проходящего тока, сосредотачивая силовые линии 2 на незащищенных выступах поверхности анода. Выступы растворяются значительно быстрее впадин и сглаживаются. Процесс протекает при режимах: напряжение на электродах U =7-15 В, температура электролита (20-90) °С, плотность тока (2,5-100) А/дм . Из многих электролитов для полирования наиболее употребительными являются растворы на основе ортофосфорной, серной кислоты и хромового ангидрида, которые применяются при обработке черных и цветных металлов. С целью интенсификации процесса анодного растворения в 1928г. советские инженеры В.Н.Гусев и Л.П.Рожков предложили непрерывно обновлять электролит в межэлектродном промежутке. Их работы послужили основой для развития способов группы, которые объединены общим названием электрохимическая размерная обработка в проточном электролите (ЭХРО) (см. рис. 2.2). Эта обработка осуществляется при напряжении на электродах (5-35) В и характеризуется:
- интенсивной циркуляцией электролита в межэлектродном пространстве (скорость электролита 5-50 м/с);
- малым межэлектродным зазором (0,8-0,1 мм);
- большой анодной плотностью тока ( от 10 А/см до 500 А/см );
- высокой скоростью растворения (съема) металла (до 10 мм/мин);
- большим объемом удаляемого металла в единицу времени по сравнению с обработкой в стационарном электролите.
Изготовление изделий с использованием способов ЭХРО имеет ряд преимуществ по сравнению с другими известными видами размерной обработки:
- принципиальная возможность обработки почти всех токопроводящих материалов — независимо от их химического состава и механических свойств;
- производительность ЭХРО деталей сложных форм в 5-15 раз выше, чем при обработке резанием, а себестоимость операции — в 2-7 раз ниже;
- электрод-инструмент не изнашивается;
- обеспечивается высокое качество поверхности: шероховатость выработанной поверхности Ra=2,5-0,32 мкм, отсутствуют остаточные напряжения и упрочненный поверхностный слой после обработки. Существуют, однако, следующие недостатки использования этого процесса, которые несколько ограничивают область его применения:
- высокая энергоемкость процесса (8-25 кВт-ч/кг), обусловленная переходом металла в качественно новое (ионное) состояние, на что тратится большое количество энергии;
- необходимость надежной антикоррозионной защиты элементов оборудования;
- в ряде случаев относительно низкая точность обработки.
Таким образом, при определении целесообразности использования ЭХРО необходимо учитывать не только преимущества, но и недостатки процесса, при этом окончательное решение о выборе метода обработки должно основываться на экономическом сравнении различных вариантов технологического процесса изготовления детали. 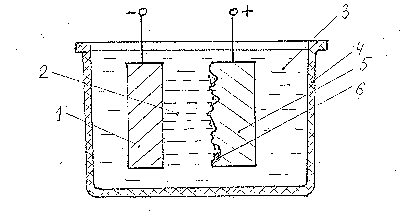 Рис. 2.1 Схема электролитического полирования (обработка в стационарном электролите):
Рис. 2.1 Схема электролитического полирования (обработка в стационарном электролите):
- катод, 2- силовые линии тока, 3- электролит, 4- ванна, 5- заготовка (анод), 6- продукты растворения.
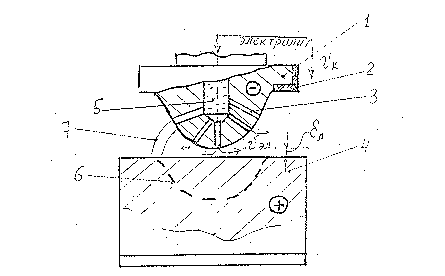 Рис. 2.2 Схема электрохимической размерной обработки: 1- инструмент-катод, 2- электроизоляционное покрытие, 3- каналы для подачи электролита, 4- заготовка, 5- электролит, 6- профиль обработанной поверхности, 7- силовые линии тока.
Рис. 2.2 Схема электрохимической размерной обработки: 1- инструмент-катод, 2- электроизоляционное покрытие, 3- каналы для подачи электролита, 4- заготовка, 5- электролит, 6- профиль обработанной поверхности, 7- силовые линии тока.
Электрохимическая обработка заготовок: определение, принципы и преимущества
В данной статье мы рассмотрим основные принципы и преимущества электрохимической обработки заготовок, а также примеры ее применения в различных отраслях промышленности.
Электрохимическая обработка заготовок: определение, принципы и преимущества обновлено: 27 ноября, 2023 автором: Научные Статьи.Ру
Помощь в написании работы
Введение
В электрохимической обработке заготовок используются электрохимические процессы для изменения формы, размеров и поверхности материалов. Эта технология является эффективным способом обработки различных материалов, таких как металлы, пластмассы и керамика. Она позволяет достичь высокой точности и качества обработки, а также улучшить механические свойства заготовок. В данной статье мы рассмотрим основные принципы, преимущества и применение электрохимической обработки заготовок.
Нужна помощь в написании работы?
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Наша система гарантирует сдачу работы к сроку без плагиата. Правки вносим бесплатно.
Определение электрохимической обработки заготовок
Электрохимическая обработка заготовок – это процесс, основанный на использовании электрохимических реакций для изменения поверхностных свойств и формы заготовок. В этом процессе электрический ток применяется для управления химическими реакциями, происходящими на поверхности заготовки.
Основной принцип электрохимической обработки заключается в том, что электрический ток, проходящий через электролитическую среду, вызывает химические реакции на поверхности заготовки. Эти реакции могут приводить к удалению материала с поверхности (электрохимическое травление), осаждению нового материала на поверхности (электрохимическое осаждение) или изменению состава поверхности заготовки (электрохимическое легирование).
Электрохимическая обработка заготовок может быть использована для различных целей, таких как очистка поверхности от загрязнений, улучшение адгезии покрытий, изменение микроструктуры поверхности, создание микрорельефа и т.д. Этот процесс обладает рядом преимуществ, таких как высокая точность обработки, возможность обработки сложных форм и материалов, минимальное воздействие на объем заготовки и возможность автоматизации процесса.
Принципы электрохимической обработки заготовок
Электрохимическая обработка заготовок основана на использовании электрохимических реакций для изменения состояния поверхности материала. Основные принципы этого процесса включают:
Электролитическое растворение
Электролитическое растворение – это процесс, при котором металл или его соединение растворяется в электролите под воздействием электрического тока. Во время этого процесса на поверхности заготовки образуется окисно-восстановительная реакция, которая приводит к растворению материала. Электролитическое растворение может использоваться для удаления слоя окиси, очистки поверхности от загрязнений или создания определенного профиля поверхности.
Электрохимическое осаждение
Электрохимическое осаждение – это процесс, при котором металл или его соединение осаждается на поверхности заготовки из электролита под воздействием электрического тока. Во время этого процесса на поверхности заготовки происходит окисно-восстановительная реакция, которая приводит к образованию покрытия. Электрохимическое осаждение может использоваться для создания защитных покрытий, улучшения адгезии покрытий или изменения свойств поверхности.
Электрохимическое легирование
Электрохимическое легирование – это процесс, при котором на поверхности заготовки изменяется состав материала под воздействием электрического тока. Во время этого процесса на поверхности заготовки происходит окисно-восстановительная реакция, которая приводит к изменению состава материала. Электрохимическое легирование может использоваться для улучшения свойств материала, таких как повышение коррозионной стойкости или механической прочности.
Все эти принципы основаны на использовании электрического тока и электролита для взаимодействия с поверхностью заготовки и изменения ее состояния. Электрохимическая обработка заготовок является эффективным и точным методом, который может быть применен для различных целей в промышленности и научных исследованиях.
Преимущества электрохимической обработки заготовок
Электрохимическая обработка заготовок имеет ряд преимуществ, которые делают ее привлекательным методом в промышленности и научных исследованиях. Вот некоторые из них:
Высокая точность и контроль
Электрохимическая обработка заготовок позволяет достичь высокой точности и контроля над процессом. Это особенно важно при обработке сложных форм и мелких деталей. Метод позволяет точно контролировать глубину обработки, форму и размеры заготовки.
Минимальное воздействие на материал
При электрохимической обработке заготовок минимально воздействуется на материал. Это означает, что нет необходимости в механической обработке, что может привести к деформации или повреждению заготовки. Таким образом, метод позволяет сохранить интегритет и качество материала.
Улучшение свойств материала
Электрохимическая обработка заготовок может использоваться для улучшения свойств материала. Например, метод может повысить коррозионную стойкость, механическую прочность или твердость материала. Это делает его полезным для производства деталей, которые должны быть стойкими к агрессивным средам или высоким нагрузкам.
Экономическая эффективность
Электрохимическая обработка заготовок может быть экономически эффективной. Метод позволяет сократить время обработки и использовать меньше ресурсов, таких как энергия и материалы. Кроме того, он может быть автоматизирован, что увеличивает производительность и снижает затраты на рабочую силу.
Возможность обработки различных материалов
Электрохимическая обработка заготовок может быть применена к различным материалам, включая металлы, сплавы, керамику и полимеры. Это делает метод универсальным и применимым в различных отраслях промышленности.
В целом, электрохимическая обработка заготовок предлагает ряд преимуществ, которые делают его привлекательным методом для достижения высокой точности, контроля и улучшения свойств материала. Он также экономически эффективен и может быть применен к различным материалам.
Технологии электрохимической обработки заготовок
Электрохимическое полирование
Электрохимическое полирование (ЭХП) – это процесс удаления поверхностных дефектов и неровностей с помощью электрохимической реакции. В этом процессе заготовка является анодом, а катодом служит электролитический раствор. При подаче постоянного тока на заготовку происходит окисление поверхности, что приводит к удалению неровностей и получению гладкой поверхности.
Электрохимическое осаждение
Электрохимическое осаждение (ЭХО) – это процесс нанесения покрытия на поверхность заготовки с помощью электрохимической реакции. В этом процессе заготовка является катодом, а анодом служит материал, из которого будет осаждаться покрытие. При подаче постоянного тока на заготовку происходит редокс-реакция, в результате которой на поверхности образуется покрытие.
Электрохимическое травление
Электрохимическое травление – это процесс удаления поверхностного слоя материала с помощью электрохимической реакции. В этом процессе заготовка является анодом, а катодом служит электролитический раствор. При подаче постоянного тока на заготовку происходит окисление поверхности, что приводит к удалению материала и получению гладкой поверхности.
Электрохимическое шлифование
Электрохимическое шлифование – это процесс удаления материала с поверхности заготовки с помощью электрохимической реакции. В этом процессе заготовка является анодом, а катодом служит абразивный материал. При подаче постоянного тока на заготовку происходит окисление поверхности и одновременное удаление материала с помощью абразивных частиц.
Электрохимическое фрезерование
Электрохимическое фрезерование – это процесс удаления материала с поверхности заготовки с помощью электрохимической реакции. В этом процессе заготовка является анодом, а катодом служит инструмент с электрохимическим покрытием. При подаче постоянного тока на заготовку происходит окисление поверхности и одновременное удаление материала с помощью инструмента.
Технологии электрохимической обработки заготовок предлагают широкий спектр возможностей для достижения высокой точности, контроля и улучшения свойств материала. Они могут быть применены в различных отраслях промышленности, включая автомобильную, аэрокосмическую, медицинскую и электронную промышленность.
Применение электрохимической обработки заготовок
Электрохимическая обработка заготовок имеет широкий спектр применения в различных отраслях промышленности. Вот некоторые из них:
Автомобильная промышленность
В автомобильной промышленности электрохимическая обработка заготовок используется для удаления окислов, ржавчины и других загрязнений с поверхности металлических деталей. Она также может применяться для создания декоративных покрытий на деталях автомобиля.
Аэрокосмическая промышленность
В аэрокосмической промышленности электрохимическая обработка заготовок используется для удаления окислов и загрязнений с поверхности металлических деталей, а также для создания покрытий, улучшающих коррозионную стойкость и механические свойства деталей.
Медицинская промышленность
В медицинской промышленности электрохимическая обработка заготовок используется для создания биосовместимых покрытий на медицинских инструментах и имплантатах. Это позволяет улучшить их стерильность, антибактериальные свойства и совместимость с тканями организма.
Электронная промышленность
В электронной промышленности электрохимическая обработка заготовок используется для создания микроэлектродов, микроконтактов и других микроэлектронных компонентов. Она также может применяться для удаления окислов и загрязнений с поверхности электронных компонентов.
Это лишь некоторые примеры применения электрохимической обработки заготовок. Эта технология имеет большой потенциал и может быть использована во многих других отраслях промышленности для улучшения качества и свойств материалов и деталей.
Примеры электрохимической обработки заготовок
Электрохимическое полирование
Электрохимическое полирование – это процесс удаления неровностей и окислов с поверхности металлической заготовки с использованием электролитического раствора и электрического тока. Во время процесса заготовка является анодом, а катодом служит электрод из инертного материала, такого как платина или нержавеющая сталь. Под действием электрического тока происходит растворение поверхностных слоев металла, что приводит к получению гладкой и блестящей поверхности.
Электрохимическое осаждение
Электрохимическое осаждение – это процесс нанесения металлического покрытия на поверхность заготовки с использованием электролитического раствора и электрического тока. Во время процесса заготовка является катодом, а анодом служит электрод из металла, который должен быть осажден на поверхность. Под действием электрического тока ионные частицы металла осаждаются на поверхности заготовки, образуя равномерное и прочное покрытие.
Электрохимическое травление
Электрохимическое травление – это процесс удаления поверхностных слоев материала с использованием электролитического раствора и электрического тока. Во время процесса заготовка является анодом, а катодом служит электрод из инертного материала. Под действием электрического тока происходит растворение поверхностных слоев материала, что позволяет удалить неровности, окислы и другие дефекты с поверхности заготовки.
Электрохимическое оксидирование
Электрохимическое оксидирование – это процесс образования оксидного покрытия на поверхности металлической заготовки с использованием электролитического раствора и электрического тока. Во время процесса заготовка является анодом, а катодом служит электрод из инертного материала. Под действием электрического тока происходит окисление поверхности металла, что приводит к образованию прочного и защитного оксидного покрытия.
Это лишь некоторые примеры электрохимической обработки заготовок. Каждый из этих процессов имеет свои особенности и применяется в различных отраслях промышленности для улучшения качества и свойств материалов и деталей.
Таблица по теме “Электрохимическая обработка заготовок”
- Позволяет достичь высокой точности обработки
- Улучшает качество поверхности заготовки
- Может быть применена для различных материалов
- Экологически безопасна
- Использует электрический ток для изменения состояния поверхности заготовки
- Может быть контролируема для достижения требуемых результатов
- Может быть применена для удаления окислов, неровностей и других дефектов поверхности
- Позволяет достичь высокой точности обработки
- Улучшает качество поверхности заготовки
- Может быть применена для различных материалов
- Экологически безопасна
- Используются различные методы и реагенты для достижения требуемых результатов
- Могут быть автоматизированы для повышения производительности
- Могут быть применены для различных форм и размеров заготовок
- Используется для обработки различных деталей и компонентов
- Позволяет достичь требуемых характеристик поверхности
- Улучшает долговечность и эстетический вид изделий
- Примеры конкретных процессов и их применение
- Демонстрируют возможности электрохимической обработки заготовок
Заключение
Электрохимическая обработка заготовок является эффективным методом, который позволяет достичь высокой точности и качества обработки. Она основана на использовании электрохимических реакций для удаления материала с поверхности заготовки. Этот процесс имеет множество преимуществ, таких как возможность обработки сложных форм, минимальное воздействие на структуру материала и возможность обработки различных материалов. Технологии электрохимической обработки заготовок находят применение в различных отраслях, включая автомобильную, медицинскую и электронную промышленность. Примеры таких технологий включают электрохимическое полирование, электрохимическое шлифование и электрохимическое травление. Все это делает электрохимическую обработку заготовок важным инструментом для достижения высокой точности и качества в производстве.
Электрохимическая обработка заготовок: определение, принципы и преимущества обновлено: 27 ноября, 2023 автором: Научные Статьи.Ру