сухая концевая заделка кабеля
Сухая заделка кабелей с бумажной изоляцией с применением полихлорвиниловой ленты, полихлорвиниловых трубок и лаков выполняется следующим образом.
Отмеряют необходимую длину разделки.
С конца кабеля снимают оболочку брони и на расстоянии 30 мм от нее свинцовую (или алюминиевую) оболочку и общую изоляцию.
Предварительно на броню накладывают бандаж из мягкой проволоки диаметром
1 мм или из кровельной стали и протирают поверхность свинцовой или алюминиевой оболочки кабеля тряпкой, смоченной в бензине или керосине до полной чистоты.
Операции по надрезу свинцовой оболочки выполняют кабельным ножом типа ПК-1. На расстоянии 2 мм от места среза брони делают на оболочке один кольцевой надрез и, отступив от него на 10 мм, — второй. От второго кольцевого надреза и до конца кабеля делают продольный надрез оболочки. Сначала удаляют часть свинцовой оболочки, заключенной между продольными надрезами, а затем ее снимают полностью, начиная от конца кабеля, до второго кольцевого надреза.
Снятие алюминиевой оболочки выполняется специальным ножом. Вначале делают кольцевые надрезы, а затем от второго кольцевого надреза надрезают по винтовой линии и снимают оболочку до второго кольцевого надреза.
При выполнении надрезов нужно следить за тем, чтобы не прорезать оболочку.
Глубина надреза не должна превышать 2/3 толщины оболочки.
В целях предохранения изоляции от возможных разрывов кольцевой пояс свинцовой или алюминиевой оболочки, заключенной между двумя кольцевыми
надрезами, удаляют только после выполнения «замков» на жилах и надевания на них полихлорвиниловых трубок.
Общую изоляцию от торца оболочки до конца кабеля удаляют путем размотки и обрыва отдельных ее лент.
После разделки конца кабеля удаляют изоляцию каждой жилы на длине 10 — 15 мм, отступая 15 мм от второго кольцевого надреза.
Оголенный участок жил и их изоляцию обезжиривают протиранием чистой тряпкой, смоченной в бензине. Затем нижний участок изоляции жил и оголенный участок покрывают полихлорвиниловым лаком № 2, после чего выполняют «замки», плотно наматывая липкую полихлорвиниловую ленту на голый участок жил. Намотка «замков» должна покрывать голый участок и заходить на изоляцию жил по 5 мм с каждой стороны. Толщина этой намотки должна обеспечивать плотное надвигание на нее полихлорвиниловой трубки.
По окончании намотки «замков» на жилы надвигают полихлорвиниловые трубки. Затем жилы несколько разводят, после чего удаляют кольцевой поясок свинцовой или алюминиевой оболочки, закрывающей ступень общей изоляции. На край изоляции накладывают бандаж из суровых ниток, а поверхность ее (так же как и ступень оболочки) обезжиривают с помощью тряпки, смоченной в бензине.
Пространство между жилами в корешке заделки заполняют полихлорвиниловым лаком № 2, а жилы стягивают в пучок несколькими витками хлопчатобумажной ленты. Затем липкой полихлорвиниловой лентой выполняется обмотка, покрывающая общую изоляцию, участок жил и оболочки кабеля. Ленты этой обмотки должны заходить на оболочку на длине не менее 22 мм и покрывать общую изоляцию и полихлорвиниловые трубки на длине 40 — 45 мм. Обмотка выполняется в 5 — 6 слоев ленты, наматываемой с натяжением и пятидесятипроцентным перекрытием витков. Поверхность обмотки покрывается полихлорвиниловым лаком № 1. Поверх общей обмотки (на всей ее длине) накладывается плотный бандаж из крученого шпагата диаметром 1 — 1,5 мм, который покрывается асфальтовым изоляционным лаком или лаком № 1154.
Для подключения к зажимам аппарата концы полихлорвиниловых трубок и выходящие из них голые жилы кабеля обматывают липкой полихлорвиниловой лентой с заходом ленты на голую жилу и трубку.
Намотка ленты покрывается полихлорвиниловым лаком № 1.
[ВСН 116-65]
Тематики
- электропроводка, электромонтаж
EN
- dry cable termination
Спонсоры
Учебное и справочное пособие по общетехническому письменному переводу EN>RU.
Часть 1. СПЕЦИФИКА ТЕХНИЧЕСКОГО ПЕРЕВОДА.
Учебник-справочник по электротехническому переводу EN>RU. Часть 1
Монтаж вторичных устройств, кабелей — Сухая заделка контрольных кабелей
2-37. Сухая заделка контрольных кабелей с бумажной изоляцией жил
Сухая заделка с применением эмалей или лаков ПХВ (рис. 2-72) или эпоксидных компаундов (рис. 2-73) выполняется в указанной ниже последовательности.
- Производятся разделка конца кабеля и заземление брони и металлической оболочки кабеля.
- Снимается бумажная изоляция с жил кабеля с сохранением участка длиной 30 мм от края металлической оболочки; жилы кабеля разводятся и обезжириваются чистым бензином или ацетоном.
- Удаляется поясок металлической оболочки между кольцевыми надрезами; на обнаженную поясную изоляцию накладывается бандаж из суровых ниток; оставшийся конец металлической оболочки слегка разбортовывается и очищается от заусенцев.
- Жилы кабеля покрываются на длине 250—300 мм от корешка заделки эмалью ПХВ-26 или лаком ПХВ-1 (по второму варианту — эпоксидным компаундом на участке длиной 80—100 мм), после чего на жилы надеваются поливинилхлоридные трубки соответствующего размера; трубки должны иметь снизу косой срез, которым они плотно надвигаются на изоляцию жил.
- Трубки, поясная изоляция и предварительно насеченная металлическая оболочка обильно покрываются эмалью ПХВ-26 или лаком ПХВ-1 (по второму варианту — эпоксидным компаундом); при промазке конец кабеля укрепляется в вертикальном положении для лучшего уплотнения корешка стекающей жидкостью.
- Корешок заделки и металлическая оболочка кабеля плотно обматываются киперной (в 3 слоя) или тафтяной (в 5 слоев) лентой с покрытием каждого слоя эмалью или лаком (по второму варианту — эпоксидным компаундом); длина намотки должна быть 60—70 мм; поверх ленточной намотки накладывается бандаж из крученого шпагата, который также покрывается эмалью ПХВ-26, лаком ПХВ-1 или эпоксидным компаундом.
- После высыхания заделки на нее наносится еще один слой покрытия и заделка просушивается и устанавливается на место; по варианту покрытия эпоксидным компаундом заделка должна быть выдержана при температуре не ниже 8—10° С в течение не менее суток.
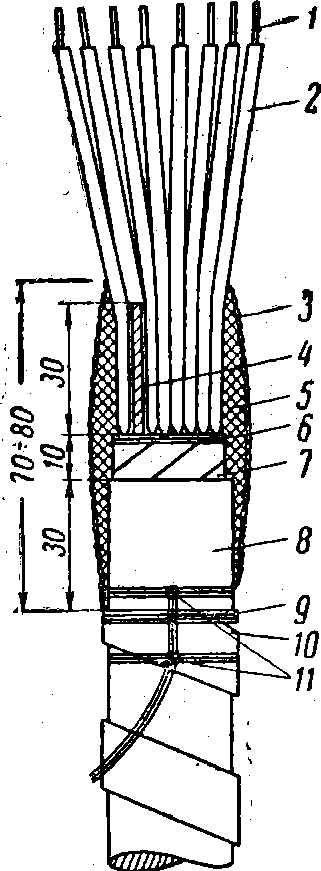
Рис. 2-72. Сухая концевая заделка контрольного кабеля с бумажной изоляцией жил с применением лаков и поливинилхлоридных трубок. 1 — оголенная часть жилы; 2 — трубка поливинилхлоридная; 3 —бандаж из шпагата; 4 — изоляция жилы; 5 — подмотка киперной лентой; 6 — бандаж из суровых ниток; 7 — поясная изоляция; 8 — металлическая оболочка; 9 — проволочный бандаж; 10 — броня; 11 — пайка заземляющего проводника.

Рис. 2-73. Сухая концевая заделка контрольного кабеля с бумажной изоляцией с применением эпоксидного компаунда и поливинилхлоридных трубок.
1 — оголенная часть жилы; 2 — трубка поливинилхлоридная; 3 — бандаж из шпагата; 4 — подмотка хлопчатобумажной лентой с промазкой эпоксидным компаундом; 5 — изоляция жилы; 6 — бандаж из суровых ниток; 7 — поясная изоляция; 8 — металлическая оболочка; 9 — бандаж из проволоки; 10 — пайка заземляющего проводника; 11 — броня.
2-38. Сухая заделка контрольных кабелей с резиновой и поливинилхлоридной изоляцией жил
- Монтаж заделки кабеля с резиновой изоляцией жил с применением лака ПХВ и поливинилхлоридных трубок (рис. 2-74) выполняется в следующем порядке:

а) Производится разделка конца кабеля, удаляется поясок металлической или пластмассовой оболочки между двумя кольцевыми надрезами, разбортовывается и зачищается край металлической оболочки и слегка разводятся жилы кабеля.
б) На жилы кабеля надеваются поливинилхлоридные трубки.
Рис. 2-74. Сухая концевая заделка контрольного кабеля с резиновой изоляцией жил.
1 — жила голая; 2 — трубка поливинилхлоридная; 3 — бандаж из шпагата; 4 — подмотка поливинилхлоридной лентой; 5 — пластмассовая оболочка; 6 — бандаж из проволоки; 7 — броня.
в) Корешок заделки закрепляется подмоткой поливинилхлоридной ленты и наложением бандажа из шпагата; бандаж покрывается лаком ПХВ-1.
- Сухая заделка кабеля с резиновой изоляцией жил может быть выполнена и без применения поливинилхлоридных трубок при наличии состава СПО-46.
Монтаж заделки с применением состава СПО-46 выполняется в следующем порядке:
а) Производится разделка конца кабеля; удаляется поясок оболочки между двумя кольцевыми надрезами, а край металлической оболочки разбортовывается и зачищается.
б) Резиновая изоляция жил по всей длине покрывается составом СПО-46 в два слоя и просушивается.
в) Корешок заделки и металлическая оболочка кабеля плотно обматываются киперной (в 3 слоя) или торфяной (в 5 слоев) лентой с покрытием каждого слоя ленты составом СПО-46.
г) На корешок заделки накладывается плотный бандаж из крученого шпагата, который затем покрывается двумя слоями состава СПО-46.
- Сухая заделка кабеля с поливинилхлоридной изоляцией жил (рис. 2-75) выполняется в следующем порядке:
а) Производится разделка конца кабеля.
б) Корешок заделки уплотняется обильной промазкой лаком ПXB-1 или клеем ПЭД-5.

Рис. 2-75. Сухая концевая заделка контрольного кабеля с поливинилхлоридной изоляцией жил.
1 — изоляция жил; 2 — полиэтиленовый оконцеватель; 3 — оболочка кабеля

Рис. 2-76. Полиэтиленовый оконцеватель для заделок контрольных кабелей с поливинилхлоридной изоляцией жил.

Размеры полиэтиленовых оконцевателей для контрольных кабелей с поливинилхлоридной изоляцией, мм (рис. 2-76)
в ) На кабель надевается полиэтиленовый оконцеватель, выбор которого производится согласно табл. 2-100 (рис, 2-76).
Монтаж вторичных устройств, кабелей — Сухая концевая заделка поливинилхлоридной лентой (КВВ)
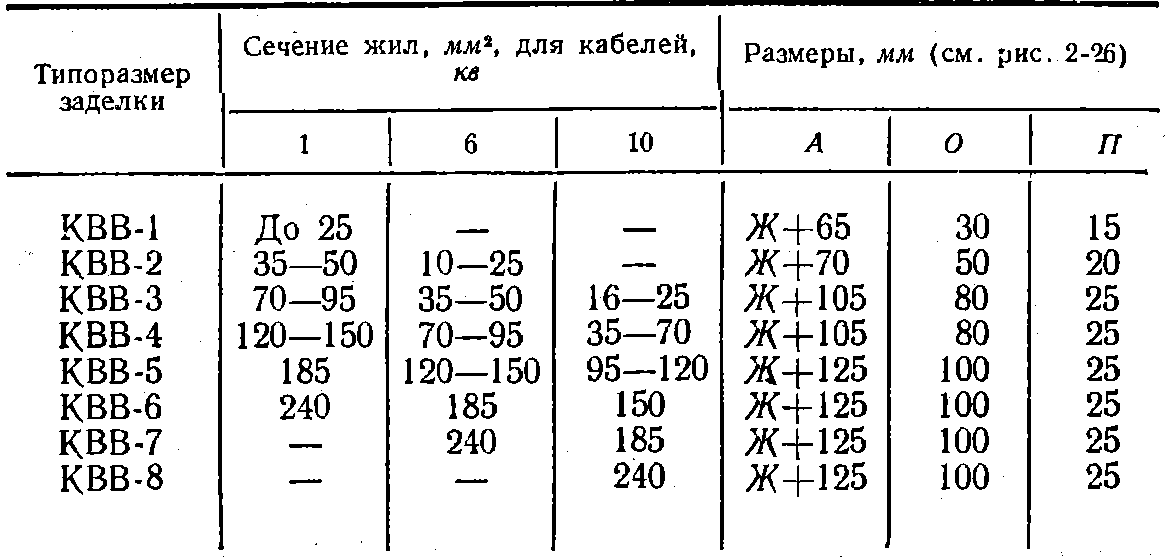
Таблица 2-63
Типоразмеры заделок типа КВВ и размеры для разделки конца кабеля
Примечания: 1. Длина разделанных жил кабеля Ж должна быть принята в зависимости от условий присоединения, но не менее 150 мм при напряжении до 1 кВ, 250 мм при 6 кВ и 400 мм при 10 кВ.
2. Размер Г определяется в зависимости от способа оконцевания жил.
- Типоразмеры заделок типа КВВ и размеры разделок кабеля выбираются согласно табл. 2-63.
- Поливинилхлоридные лаки № 1 (покровный) и 2 (заполнительный) приготовляются из компонентов согласно табл. 2-64.
- Монтаж заделок типа КВВ допускается при температуре окружающего воздуха не ниже +5° С.
- Разделка кабеля выполняется согласно указаниям § 2-19 и табл. 2-63.
Рис. 2-29. Концевая заделка типа КВВ.
1 — броня кабеля; 2 — заземляющий проводник; 3 — проволочный бандаж; 4 — оболочка кабеля; 5 — поясная изоляция; 6 — ниточный бандаж; 7 — жила в заводской изоляции; 8 — оголенный участок жилы; 9 — стаканообразная поясная обмотка; 10 — поливинилхлоридная обмотка по жиле; 11 — выравнивающая подмотка; 12 — кабельный наконечник; 13 — бандаж из крученого шпагата; 14 — место наложения временного бандажа из ленты; 15 — заполнитель; 16 — выравнивающая поливинилхлоридная намотка; 17 — бандаж из крученого шпагата.
Монтаж заделки КВВ (исполнение I) выполняется в следующей последовательности (рис. 2-29):
Монтаж заделки КВВ (исполнение I) выполняется в следующей последовательности (рис. 2-29): а) На жилы разделанного конца кабеля напрессовываются, навариваются или напаиваются кабельные наконечники с герметизацией наконечников лаком ПХВ № 2.
а) На жилы разделанного конца кабеля напрессовываются, навариваются или напаиваются кабельные наконечники с герметизацией наконечников лаком ПХВ № 2.
б) Наружная поверхность поясной и фазной бумажной изоляции протирается смоченной в бензине тряпкой. На жилы накладывается обмотка из ленты ПХЛ шириной 15—20 мм с 50%-ным перекрытием в три слоя при сечении жил кабеля до 95 мм 2 и в четыре слоя при сечении жил более 95 мм 2 .
В местах перехода от защитной оболочки к поясной изоляции и от фазной изоляции к наконечникам делается вспомогательная подмотка лентой ПХЛ шириной 7,5 мм. Лунки наконечников от местного опрессования уплотняются моточками липкой ленты и лаком ПХВ № 2.
в) Подмотки каждой жилы покрываются с помощью кисти слоем лака ПХВ № 2 на участках длиной 70, 100 и 120 мм (считая от торца поясной изоляции) при диаметрах кабеля по оболочке соответственно до 25, 40 и 55 мм. Лак ПХВ наносится только на обращенную внутрь часть жил. При помощи кисти заполняется лаком ПХВ № 2 внутреннее пространство между жилами, после чего жилы сжимаются рукой в общий пучок и закрепляются бандажом из киперной ленты на расстоянии 10 мм от участка жил, покрытого лаком ПХВ № 2.
г) Наружная поверхность пучка жил обмазывается лаком ПХВ № 2 и на участке О оболочки кабеля и участке жил, сжатых в пучок, накладывается поясная стаканообразная обмотка из восьми слоев ленты ПХЛ, закрепляемая бандажом из крученого шпагата диаметром 1 мм. Таким же бандажом закрепляется ленточная обмотка около наконечников. Бандажи покрываются лаком ПХВ № 1.
д) После высыхания заделка окрашивается слоем цветной эмали. Включение заделки под напряжение может быть произведено не ранее, чем через 48 ч после окончания монтажа.
- При монтаже заделок КВВ (исполнение II) лента при намотке на жилы промазывается лаком ПХВ № 1.
- При разности уровней заделок кабелей более 10 м может быть применена заделка КВВ специального исполнения, которая отличается от заделок КВВ I и КВВ II следующим:
а ) подмотка на изоляции жил выполняется из пяти слоев поливинилхлоридной ленты;
б ) уплотнение корешка заделки производится эпоксидным компаундом вместо лака ПХВ № 2;
в ) выравнивающая обмотка между наконечником и изоляцией жил выполняется киперной лентой с обмазкой ее компаундом;
г ) при монтаже корешка заделки в него закладывается тампон из киперной ленты, обильно пропитанной компаундом.

Таблица 2-64
Компоненты для приготовления поливинилхлоридных лаков № 1 и 2
2-22. Концевые заделки в резиновых перчатках (КВР)
- Заделка типа КВР (рис. 2-30) состоит из резиновой перчатки и трубок для герметизации жил. Перчатка и трубки изготовляются из найритовой резины марки ПЛ-118-11. Заделки типа КВР изготовляются в заводских условиях и поступают на монтаж в комплекте со всеми необходимыми материалами.
- Выбор типоразмера заделки и размеров разделки кабеля производится по табл. 2-65.

Таблица 2-65
Типоразмеры заделок и размеры разделки конца кабеля для заделок типа КВР
Примечания: 1. Длина разделанных жил кабеля Ж должна быть принята в зависимости от условий присоединения, но не менее 150 мм при напряжении до 1 кВ и 250 мм при 6 кВ.
2. Размер Г определяется в зависимости от способа оконцевания жил кабеля.
- Разделка конца кабеля производится согласно § 2-19 и табл. 2-65.
- После разделки конца кабеля и припайки заземляющего провода на жилы кабеля по всей длине наматывается с перекрытием на 50% поливинилхлоридная лента или лента из маслостойкой лакоткани (рис. 2-31,а).
- Нижняя часть перчатки отворачивается плоскогубцами на длину, равную ширине крепежного хомута (рис. 2-31,б и в), и отогнутому участку перчатки придается напильником шероховатость. Внутренняя поверхность перчатки и трубок очищается от пыли и грязи, после чего перчатка надевается на кабель.
- Удаляется участок оболочки между двумя кольцевыми надрезами на оголенный участок поясной изоляции накладывается бандаж из суровых ниток.

Рис. 2-30. Заделка типа КВР в резиновой перчатке.
1 — жила кабеля; 2 — поясная изоляция кабеля; 3 — оболочка; 4 — броня; 5 — перчатка; 6 — резиновая трубка; 7 — подмотка из прорезиненной ленты; 8 — хомут; 9 — уплотнение маслостойкой резиновой лентой; 10 — наконечник.

Металлическая часть оболочки протирается бензином. Затем на оболочку и отогнутую часть перчатки наносится слой клея № 88Н. Если внутренний диаметр перчатки больше диаметра оболочки кабеля, то на оболочке делается подмотка лентой из маслостойкой резины с промазкой каждого слоя клеем № 88Н.
После подсыхания клея (ориентировочно через 5 мин) отогнутая часть перчатки натягивается на оболочку (рис. 2-31, а). Глубина насадки перчатки на оболочку должна быть не менее:
- Тело перчатки уплотняется на оболочке кабеля с помощью хомута или двух бандажей из стальной оцинкованной проволоки диаметром 1 мм. Под хомут или бандажи накладывается подмотка из двух слоев прорезиненной ленты.
- Производится оконцевание жил кабеля наконечниками с предварительным отгибанием концов найритовых трубок на длину, равную длине цилиндрической части наконечника плюс 8 мм (рис. 2-31, д и е).
- Цилиндрическая часть наконечника и отогнутая часть резиновой трубки протираются бензином, после чего на трубке создается шероховатая поверхность, на которую наносится слой клея № 88Н.

Рис. 2-31. Последовательные операции выполнения кабельной заделки типа КВР.
1 — временная перевязка для защиты поясной изоляции при изгибании жил.
Лунки от опрессовки на теле наконечников заполняются маслостойкой резиновой лентой, промазанной клеем. Из той же ленты делается подмотка на наконечнике для выравнивания его диаметра с диаметром трубки, после чего трубка натягивается на наконечник.
- Поверх резиновых трубок у наконечников накладываются ио два бандажа из металлических полосок, входящих в состав комплекта.
- Хомуты для крепления кабеля размещаются на броне кабеля ниже места припайки заземления.
Концевые заделки кабелей
Сухие концевые заделки кабелей с бумажной изоляцией до 10 кВ | Монтаж кабельных линий

Подробности Категория: Подстанции
8. СУХИЕ КОНЦЕВЫЕ ЗАДЕЛКИ СИЛОВЫХ И КОНТРОЛЬНЫХ КАБЕЛЕЙ С БУМАЖНОЙ ИЗОЛЯЦИЕЙ НАПРЯЖЕНИЕМ ДО 10 кВ.
Общие сведения
Сухие заделки концов силовых и контрольных кабелей отличаются от других видов заделок меньшими размерами, а для отдельных типов заделок большой герметичностью и негорючестью. • При применении сухих заделок для большинства типов заделок отпадает необходимость в приспособлениях для разогрева кабельной массы. Типы сухих заделок кабелей и область их применения приведены в табл. 4-55 и 4-56.
В целях исключения вытекания пропитывающего состава кабелей у торцов цилиндрической части кабельных наконечников или из самих наконечников оконцевание жил нормально пропитанных проложенных по вертикали или под уклон кабелей выполняется или герметическими наконечниками с удлиненной цилиндрической частью с опрессовкой ее по всей длине (а не местным вдавливанием) или путем напайки нормальных наконечников с обязательной опайкой около них в сплошной массив многопроволочных жил на длине не менее двукратного наружного диаметра кабельного наконечника, т. е. на длине 15—55 aim, в зависимости от сечения жилы. При отсутствии наконечников с удлиненной цилиндрической частью и нежелании применять напайку наконечников или при вводе жил под контактные зажимы без наконечников на жилах кабеля на участках их от места выхода из поясной изоляции до места ввода в кабельные наконечники или в зажимы устраивают так называемые «замки». Для этого жилы на длине 30—60 мм освобождают от заводской бумажной изоляции, проволоки жил на этой длине разводят и промывают бензином или ацетоном, пустоты между проволоками при помощи деревянной лопаточки заполняют пастой (см. п. 3 § 4-8), изготовленной из лака марки К-44 или полихлорвинилового лака-пасты № 2 (см. § 3-4); жилам в месте образования замков придают прежнюю форму. Отдельные жилы по возможности от места выхода их из поясной изоляции и до «замков» обматывают с 50%-ным перекрытием лентой из лакоткани шириной 15—20 мм, нарезанной по диагонали. Поверхность обмотки покрывается двумя слоями цапон-глифталевого лака или другого маслостойкого лака. Необходимость этого специального слоя отпадает в тех случаях, когда дополнительная изоляция жил выполняется из маслостойких лент (лентой из маслостойкой лакоткани на цапон-глифталевом лаке) и когда кабели до 1 кВ заделываются липкой полихлорвиниловой лентой или нелипкой полихлорвиниловой лентой на полихлорвиниловом лаке. Уступы в местах переходов от внешней поверхности цилиндрической части кабельных наконечников на фазную изоляцию жил выравнивают на конус подмоткой из узкой (около 5 мм) полихлорвиниловой лакотканевой ленты, которой в зависимости от способа заделки выполняется внешняя обмотка жил. Конусные подмотки выполняются на длине не менее 15—55 мм, в зависимости от сечения жил. Отдельные слои этих подмоток склеиваются слоями лака.
Уступ в месте перехода со свинцовой или алюминиевой оболочки к поясной изоляции кабеля также выравнивается конусной подмоткой.
Сухая заделка при помощи полихлорвиниловых лент и лаков (утвержденная конструкция)
Конец кабеля подготавливается с соблюдением размеров, приведенных на рис. 4-98 и в табл. 4-57. При этом внешняя поверхность поясной и жильной изоляции жил, свинцовая или алюминиевая оболочка и цилиндрические части наконечников тщательно протираются тряпкой, слегка смоченной в бензине, с целью удаления пропитывающего состава.
Каждая жила от поясной изоляции и до 3/4 длины цилиндрической части наконечников обматывается с 50%-ным перекрытием полихлорвиниловой липкой лентой в несколько слоев. В зависимости от исполнения заделки (табл. 4-58), с учетом указанных в табл. 4-59 напряжения кабеля и разницы уровней между заделками, определяется по табл. 4-60 и 4-61 число слоев ленты. которое надо намотать на жилы и в «корешке» заделки.
У разветвления жил (в «корешке» заделки) отдельные слои указанных обмоток наматываются конусообразно, т. е. в виде ступенек, с тем, чтобы в дальнейшем при сжатии жил в пучок они не получили резкого изгиба.
Поверхность полихлорвиниловых обмоток жил на участке длиной 70, 100 или 120 мм, считая от торца поясной изоляции, соответственно при диаметре кабеля до 25, 40 и 55 мм покрывается толстым слоем полихлорвинилового лака-пасты. При этом во избежание загрязнения рук лаком при последующем сжатии жил в пучок лак наносится только на ту часть поверхности жил, которая обращена внутрь кабеля.
Монтаж соединительных муфт
Получение итогового результата, с подобным продуктом, составляет не более часа при оконцевании, и двухчасового периода при соединении участков электрокабеля. Муфты этой группы применимы для различной электрокабельной продукции и жил. Срок хранения их практически не ограничен.
Термоусаживаемая муфта поставляется в укомплектованном виде
Важно точно знать названия всех ее деталей для увеличения скорости сборки. Примечательно, что большинство комплектующих находятся в упаковке в расширенном состоянии для успешного проведения всех операций
Благодаря этому свойству, их удобно надевать на компоненты кабеля. Особая технология с применением фена или горелки, позволяет добиться их сужения, и, соответственно, безукоризненного подсоединения.Термоусадка не создает опасных для здоровья работающего персонала условий, так как при таком методе монтажа муфт не требуется пайка.
Подготовительный этап
Перед тем, как начать осуществлять поставленные задачи, следует учесть следующие моменты:
- в случае если муфта складировалась в низкотемпературном хранилище, а к таковым по техническим стандартам, относятся помещения, в которых температура не превышает 5-градусной отрицательной отметки, ее необходимо прогреть пару часов, при не менее чем 18-градусном параметре.
- Убедиться в соответствии имеющегося комплекта, техническим характеристикам базовой основы.
- В обязательном порядке следует удостовериться, что специзоляция сухая. Для этого изоленту опускают в разогретый до 150 градусов парафин
- Действия нельзя проводить во влажных помещениях, под дождем.
- Недопустимо попадание в устройство грязевых или пылевых частиц, капель воды
- Поверхности должны быть чистыми и сухими
Популярные статьи Как определить полезную мощность источника тока с помощью физической формулы
Этапы монтажа
Для того чтобы установка кабельных муфт прошла успешно, соблюдают определенную этапность операций:
- Начальные полутораметровые куски электрокабелей выпрямить и расположить электропровода методом внахлест. В центральной опорной точке перехлеста нанести метку По указанной разметке произвести отрезание концов;
- Выполнить бандаж из проволоки. Не более 3 виточных оборотов. На концевой отрезок большего кабеля надевается трубка и кожух, который смещается вдоль кабеля. Трубка предназначается для высокой безопасности. С бронеленты снимается защитный слой, затем ее следует очистить от битума и облудить;
- Делаются надрезы кольцевого типа на удаленности 25 мм от кромки покрова завершающей зоны кабеля;
- Разводятся жилы под оптимальным углом. Жилы покрываются ободом из бумажной изоляции;
- Установить на жилы трубки и сдвинуть тих до удаления защиты. Произвести смещение трубок к электрокабельному краю;
- Проделать описанную последовательность со вторым кабелем. Трубки должны плотно располагаться ближе к крайним частям электропровода
- Наложить бандаж (основа — х/б нитки), отмерив 5 мм от кромки, на бумагу с электропроводящими свойствами. После чего, ее аккуратно удалить до уровня спецбандажа;
- Убрать капли масла с изоляционных структур Многожильные компоненты предельно приблизить друг к другу, и надеть на них перчатку, затем переместив ее к основанию разделки;
- Повторить все этапы для второго концевика;
- Трубки передвинуть к разделке и плотно их усадить;
- На жилы надеть манжеты, отодвинув их на период монтажа в сторону перчаток На концах жильных элементов удалить специзоляцию, отмерив расстояние, равное ½ длине гильзы;
- Зачистить все Соединить жильные края Устранить все неровности Раздвинуть жилы, а затем, вставить по их центру распорку, после чего их предельно сблизить и стянуть, используя намотку ленточного типа;
- Разместить заполнитель посреди жил. Произвести обжатую установку кожушной защиты по направлению к торцу, и выполнить намотку на его внутренней стороне. Применить алюминиевую ленту. Напуск витков — 15 –20 мм, выступ на покрытии – 20 мм Металлоленту на крайних участках укрепить бандажом, соединив ее, таким образом, с термопокрытием. Выровнять металлоленту по контурным очертаниям монтируемой системы в длину. Два конца электропровода заземления растянуть по ширине. Провода закрепить бандажом из проволоки, сделав до трех витков, на облуженном участке бронеленты, и спаять ее с проводом-заземлителем;
- Сгладить неровности Обезжирить комплектующие;
- Провод-заземлитель укрепить при помощи пружины постоянного давления на начальных отрезках кабеля;
- Герметизирующую пластину для узла заземления максимально обжать в точке монтажных действий;
- Внешний кожух, протяженностью 120 сантиметров, надвинуть на муфту по центральной линии;
- Двигаясь от средней точки по линии окружности в сторону торцевых деталей, добиться абсолютного покрытия им всех слоев и защитных механизмов кабеля.
Конструкция МКТ
ТВ, интернет розетки
Конструктивные решения МКТ разнятся в зависимости от предполагаемых условий эксплуатации. Эти отличия могут состоять из небольших изменений в составе и виде материалов. Принципиальная схема строения муфт в основном одинакова.










Стандартная концевая термоусадочная муфта состоит из следующих материалов и деталей:
- термоусаживаемые трубки;
- изоляторы;
- бандажная нить и проволока;
- изоляционная лента;
- термоусадочные манжеты;
- наконечники со срывающимися головками болтов;
- металлическая косичка для заземления.

Основные детали муфты
Комплектность может варьироваться с включением разных дополнительных материалов. Каждый изготовитель представляет состав поставки МКТ по своему усмотрению.

Устройство МКТ для 3-х фазного кабеля
Концевые кабельные муфты и заделки
В начале и конце кабельной линии необходимо жилу кабеля соединить с соответствующими устройствами линии электропередачи. Для оконцевания кабелей вне помещений применяют кабельные муфты, а внутри помещений – концевые заделки.
Концевые муфты
. Перед монтажом концевой муфты с конца кабеля на определенной длине снимаются защитные покровы и металлическая оболочка. Далее на жиле кабеля монтируется выводное устройство.
В местах обрыва экрана по изоляции кабеля в концевых муфтах размещается дополнительная изоляция. Дополнительная изоляция в муфтах кабелей с бумажной пропитанной изоляцией выполняется вручную в виде подмотки рулонами из предварительно пропитанной кабельной бумаги. В муфтах на напряжения 1-35 кВ бумажная подмотка с успехом заменяется литой эпоксидной изоляцией.
В муфтах кабелей с пластмассовой изоляцией на напряжения 1-10 кВ дополнительная изоляция накладывается на кабель в виде подмотки из самосклеивающихся лент, в муфтах на напряжение 35 кВ и выше используются детали из пластмассы или дополнительная изоляция из полиэтилена или этиленпропилена, которая накладывается на кабель методом экструзии.
Для защиты изоляции кабеля и дополнительной изоляции муфты от влаги и загрязнений конец кабеля с подмоткой помещается в фарфоровый изолятор.
Пространство между подмоткой и фарфоровым изолятором заполняется специальными изоляционными компаундами: битумными или маслоканифольными составами (для муфт на напряжение до 35 кВ), кабельными маслами (для маслонаполненных кабелей). Концевые муфты кабелей с пластмассовой изоляцией могут заполняться кремнийорганическими жидкостями и т.д.
На рис.1 показана трёхфазная концевая муфта для кабелей на напряжения 6 и 10 кВ, а на рис.2 – концевая эпоксидная муфта для кабелей на напряжение 35 кВ.

Рис. 1. Трёхфазная концевая муфта наружной установки
для кабелей напряжение 6 и 10 кВ
1 – свинцовая манжета; 2 – изолятор; 3 – наконечник; 4 – головка контакта; 5 – медный колпачок; 6 – латунное полукольцо; 7 – корпус; 8 – заземляющий провод; 9 – конус
Рис. 2. Концевая эпоксидная муфта для кабелей напряжением 35 кВ










1 – контактный наконечник; 2 – крышка; 3 – изолятор; 4 – конус; 5 – изолятор; 6 – фланец; 7 – подмотка стекловатой; 8 – заливка эпоксидным компаундом
Концевые заделки
. Конструкции концевых муфт значительно упрощаются, если они применяются на класс напряжения до 10 кВ и расположены в закрытых помещениях. В этих случаях для оконцевания кабелей применяются так называемые концевые заделки. На рис.3 показана конструкция термоусаживаемой концевой муфты (заделки) внутренней установки ТЕРМОФИТ-10КВТП, выпускаемые ЗАО «ТЕРМОФИТ» г. Санкт-Петербурга.
Популярные статьи Полярность аккумулятора
Рис. 3. Термоусаживаемая концевая заделка внутренней установки ТЕРМОФИТ-1-КВТП для кабелей напряжением 6-10 кВ
Заделки ТЕРМОФИТ –10КВТП предназначены для оконцевания трёхжильных силовых кабелей с бумажной пропитанной и пластмассовой изоляцией напряжением 6-10 кВ. Они предназначены для установки внутри помещений всех категорий влажности. При установке вышеназванной заделки на кабели с бумажной пропитанной изоляцией предельно допустимая разность уровней – 25 м. Допускаемая температура окружающего воздуха при монтаже и эксплуатации муфты от –50 до +60ОС. Монтаж основан на прогреве (термоусаживании) деталей из модифицированного полимера. Термоусаживание выполняется газовой горелкой или высокотемпературным феном. При достижении температуры 120-140ОС деталь сжимается по диаметру (усаживается) до контакта с изолируемой поверхностью. При остывании до температуры окружающего воздуха её новая форма сохраняется. Усаженные детали должны прилегать к элементам кабеля и не иметь морщин и складок.
Технология заделки кабеля в стальных воронках
Перед тем как начать процесс заделки кабельных концов в стальной воронке ее тщательно очищают от загрязнений и одевают на кабель со стороны, предполагаемой для обработки и немного смещают по длине, заранее обернул воронку защитной бумагой, чтобы предотвратить загрязнения.

Алгоритм заделки кабельного изделия:
- Выполняют разделку кабельных концов.
- Нагретой до 125 С мастикой МП-1 д образом обрабатывают наружный участок.
- Изолируют жилы проклейкой поливинилхлоридными лентами методом виткового перекрытия.
- Перемещают воронку на обработанный конец кабельного изделия и размыкают жилы в разные стороны.
- Отмечают месторасположение горловины, и заново передвигают ее.
- Прикрепляют бандажом заземляющий провод к кабельной оболочке и ее броне, методом пайки соединяют его.
- Удаляют лишний бандаж в зоне, где будет располагаться горловина воронки, наматывают конусообразно ряд слоев смоляной ленты, чтобы обеспечить плотное наложение горловины.
- Выполнив 4 слоя, продевают заземляющий провод, воронку ставят на нужное место, усиленно продвигая на намотку, и фиксируя хомутами, с последующим заземлением.
- К жилам приваривают наконечники, изгибают и отдаляя их от воронки и между собой на одинаковые промежутки.
- Прогревая воронку до 55 С, наполняют ее разогретой кабельной массой с уровнем не доходящим до верха на 10 мм.
- Выполняют антикоррозионные мероприятия, прокрашивают эмалью удерживающую конструкцию с хомутом и воронкой.
- Выполняют маркировку стальной воронки с обозначением регистрационного номера и размера сечения кабельной продукции.
Последовательность монтажа термоусадочной муфты
Независимо от вида кабельной муфты, в первую очередь к монтажу готовится кабель, его концы разделывают по определенной методике. Последовательно снимаются слои изолирующих бронированных оболочек до токопроводящих жил, с которых изоляция на первом этапе не снимается. Длину разделки конца кабеля определяет несколько параметров:
- в первую очередь — марка кабеля;
- сечение и материал токопроводящей жилы;
- количество жил и много других параметров, которые зафиксированы в справочных материалах, специалисты их знают и успешно пользуются.
После разделки кабеля к монтажу готовится кабельная муфта:
На конец кабеля одевается термоусадочная трубка.
- Заземляющий провод в концевых и соединительных муфтах, обеспечивающий непрерывную цепь с контуром заземления, крепится специальным комплектом, который не предусматривает пайки.
- Места контактов перемычки заземления с бронированной оболочкой обматываются герметизирующей лентой.
- Проводники для перемычек заземления в муфтах используются медные с сечением 16 мм2, при сечении жил в кабеле 120–240 мм2 устанавливаются перемычки 25 мм2.
- Одеваются термоусадочные трубки на концы остальных проводов кабеля.
- В соединительной муфте соединяются фазные и нейтральный провода, соединение осуществляется обжимными гильзами или болтами со съемной головкой.
- На места соединений сдвигаются термоусадочные трубки, нагреваются газовой горелкой до полного обжатия проводов.
- Провода укладываются в ячейки каркасной кассеты и закрываются.

Комплектация соединительной термоусадочной муфты На последнем этапе на кассету надвигается внешняя термоусадочная трубка и нагревается до полной усадки. Все элементы для соединения находятся в муфтовых комплектах.
Кабельные муфты с холодной усадкой устанавливаются еще проще, первичные операции по присоединению заземляющего проводника, соединению фаз остаются прежними. На конечном этапе на муфту надвигается пружина с резиной EPDM, после чего пружина удаляется, а резина герметично обтягивает муфту.
Концевая заделка — кабель
Концевые заделки кабелей и проводов выполняются в местах подвода их к щитам, пультам, соединительным коробкам, приборам и другим средствам АСУ ТП.
| Концевая заделка проводов.| Разделка кабеля для концевой заделки. |
Концевые заделки кабелей могут быть сухими или с заполнением кабельной массой в воронках. Наложив бандаж 2 из бронеленты, джутовую оболочку удаляют.










Концевые заделки кабелей с поливинилхлоридной и полиэтиленовой изоляцией для наружных установок конструктивно отличаются от оконцеваний для внутренних установок. Жилы обматывают двумя слоями хлопчатобумажных лент, покрывают их эпоксидным компаундом и заключают в эпоксидные концевые муфты типа КНЭ и ПКНЭ ( рис. 11.31), заливаемые эпоксидным компаундом. На жилах, выходящих из муфты, закрепляют на уплотняющей подмотке специальные изоляторы из эпоксидного компаунда: до 1 кВ — один изолятор, 6кВ — два и 10 кВ — три. Обмотка лентами придает жилам жесткость, а изоляторы обеспечивают необходимые мо-кроразрядные характеристики концевой заделки кабелей в условиях наружной установки.
Концевые заделки кабелей с полихлорвиниловой и полиэтиленовой изоляцией для наружных установок ( рис. 11 — 32) отличаются от оконцеваний для внутренних установок. Жилы обматывают двумя слоями хлопчатобумажных лент, покрывают их эпоксидным компаундом и заключают в эпоксидные концевые муфты типа КНЭ, КНЭГ и ПКНЭ, заливаемые эпоксидным компаундом. На жилах, выходящих из муфты, закрепляют на уплотняющей подмотке специальные изоляторы из эпоксидного компаунда: до 1 кВ — один изолятор, 6 кВ — два и 10 кВ — три.
Концевые заделки кабелей с пластмассовой изоляцией выполняются с помощью поли-винилхлоридных лент и лаков по типу заделок КВВ.
Концевые заделки кабелей с резиновой изоляцией жил выполняют по типу заделок КВВ.
Концевые заделки кабелей и проводов выполняют в местах подвода их к щитам, пультам, соединительным коробкам, штепсельным разъемам, приборам и средствам автоматизации.
Популярные статьи Светодиодное освещение в офисе – эффективность, экономичность и комфорт для сотрудников
| Разделка кабеля в металлической оболочке. |
Концевые заделки кабелей с резиновой или пластмассовой изоляцией жил могут быть выполнены сухими или с применением воронок.
| Общий вид сухой заделки кабеля перед. |
Концевые заделки кабелей с бумажной изоляцией на напряжение выше 1000 В во взрывоопасных зонах класса В — l должны выполняться только заливкой кабельной массой МВМ-1 или МБМ-2, а в зонах остальных классов — с применением липкой поливинилхлоридной ленты. Монтаж концевых заделок кабелей на напряжение выше 1000 В должен производиться обученными монтерами-кабельщиками 5 — 6-го разряда под контролем инженерно-технического персонала.
| Разделка кабеля СБ.| Разделка кабеля ОСБ. |
Концевые заделки кабелей во всех случаях заземляются. На кабельных линиях выше 1000 В корпус муфты, свинцовая ( или алюминиевая) оболочка и стальная броня соединяются между собой и заземляются. Алюминиевая оболочка не должна соприкасаться с чугунным кожухом муфты.
Концевые заделки кабелей и проводов выполняются при поД — воде электропроводки к сборкам зажимов щитов, пультов, соединительных коробок, к контактам приборов и средств автоматизации.
Монтаж термоусаживаемых муфт
Отличительная особенность такого вида муфт это их долговечность. Они не нуждаются в замене, как минимум, на протяжении 30–летнего срока эксплуатации. Удобны тем, что при их монтаже, подача электронапряжения на КЛ осуществляется без промедления, сразу по окончанию фиксации.
Условия проведения
Все монтажные работы по запуску силовых сетей осуществляются специалистами с соответствующим уровнем профессиональной подготовки. Предварительно проводится инструктаж по технике безопасности.
Температурный режим в помещении, где осуществляется стыковка, не может иметь минусовых показателей. Рекомендуемая влажность – 80 %. Предусматривается проветривание. При подключении на открытых пространствах исключается дождь и снег.
Схема монтажа термоусаживаемой муфты
Рис 1. Монтаж термоусаживаемфх муфт : а — усадка жильных трубок; б — намотка ленты-регулятора; в — усадка перчаток; г — соединение жил болтовыми соединителями с оборачиванием их пластинами регуляторами; д -усадка подкладных манжет; е — усадка изолирующих манжет; ж — усадка шланга; з — закрепление проводника заземления и обмотка экранной лентой; и — намотка ленты-герметика; к — усадка защитного кожуха
Способы герметизации
Для герметизации ввода в частном доме или коттедже чаще всего используют противопожарную полиуретановую пену, равномерно распределяя ее в трубе вокруг кабеля. После затвердевания монтажную пену обрезают и частично трамбуют, вдавливая в трубу. Получившееся углубления штукатурят цементным раствором. Пример такого варианта герметизации кабельной линии предоставлен на фото ниже:











Также можно попробовать использовать дедовский метод: ветошь нарезанная тонкими лоскутами, жидкий цементный раствор и обильно им смоченный лоскут тряпки трамбуют деревянной палочкой в зазор между кабелем и трубой.
Еще один часто используемый способ — применение герметика, который заполняет неровности и пустоты между отверстием и закладной гильзой, как правило, из фиброцемента, металла либо пластика. Герметизация ввода кабеля по данной методике имеет преимущество в том, что герметик не затвердевает, благодаря чему вводное отверстие является пригодным для ремонта.

Помимо этого на рынке присутствуют специализированные профессиональные материалы для уплотнения и производства герметичных вводов. Для герметичного прохода в щитовой шкаф или исполнительный механизм чаше всего используют гермоввод кабельный — сальник PG, изображенный на фото ниже:

Большая номенклатура моделей и различных размеров делают данное решение простым и универсальным. Разборная конструкция кабельного гермоввода позволяет установить его в совершенно разных и удобных для обслуживания местах. При этом наличие резинового уплотнителя и правильно подобранного размера кабеля и гермоввода позволит добиться высоких показателей герметичности, степень защиты IP54-IP68.

Следует дополнительно отметить такой способ герметизации кабельного ввода, как применение уплотнителя, который бетонируется в опалубке, и системной крышки. С виду такой способ защиты выглядит следующим образом:

Существуют также специализированные уплотнители, позволяющий выполнить надежную герметизацию ввода кабеля посредством термоусадки, надувных проходов, перчаток и т.д. Все эти приспособления, как правило, являются импортными, поэтому стоимость такого способа защиты является достаточно высокой. В этом случае рациональнее рассмотреть простые, но эффективные и проверенные временем варианты.

На видео ниже наглядно показываются несколько методов, как можно герметизировать место введение кабельной линии в здание либо колодец:
Вот мы и рассмотрели способы герметизации кабельных вводов. Как вы видите, существуют достаточно множество действенных вариантов защиты уязвимого места от попадания влаги. Надеемся, предоставленная информация была для вас полезной и интересной! Если возникнут вопросы, вы всегда можете электрику!
Рекомендуем также прочитать:
- Как соединить провода в распределительной коробке
- Как защитить светодиодную ленту от влаги
- Как провести электропроводку в трубах
Нравится 0)Не нравится 0)
Сферы применения
Особенности применения и устройства сварочных трансформаторов
Для каждого вида концевого выключателя свойственно использование в различных сферах деятельности. По применению их можно разделить на:
- Защитные, которые установлены с целью защитить механизм или персонал от непродуманных действий. Например, клетка, спускающая людей в шахту, не начнёт движение пока все двери её не будут закрыты, тем самым обеспечивается безопасность шахтёров.
- Функциональные. Они регулярно включают или отключают освещение или другой электрический механизм. Самый наглядный пример такого устройства известный каждому это включение света в холодильнике при открытии двери.
В общем применение концевых выключателей зависит от возможности механизма его использования и фантазии конструктора или дизайнера. Люди даже и не подозревают как часто им приходится сталкиваться с этим электрическим механизмом:
- в быту и бытовой технике;
- в автомобиле и в автомобилестроении;
- в мебельной продукции;
- на производстве для решения самых различных задач.