Как выбрать 3D-принтер

За прошедшие годы 3D-принтеры превратились из дорогой экзотики в устройства, вполне доступные по цене и удобству использования. Их активно используют для производства и медицины, но популярность растет и среди рядовых пользователей. Многих от покупки удерживает только недостаток знаний о новом виде техники. Чем одни 3D-принтеры отличаются от других, какие у них характеристики и опции — в этом гайде.
Устройство
Существует множество видов 3D-принтеров, отличающихся как принципом печати, так и конструкцией. Но наибольшее распространение получили два вида: филаментный и фотополимерный, отличающиеся технологией формирования слоев.
Технология формирования слоев
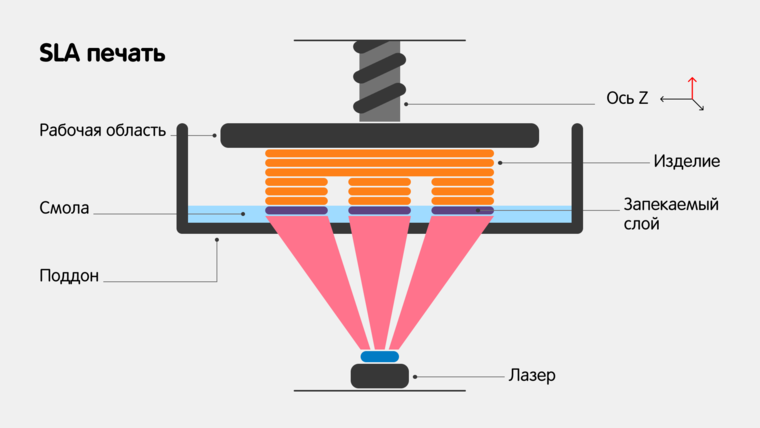
DLP/LCD/SLA — фотополимерные принтеры, в которых используется специальный пластик, затвердевающий под действием ультрафиолетового света. Принтер содержит ванночку с прозрачным дном, расположенную под ним печатающую головку с УФ-лампой и рабочую поверхность, расположенную над ванночкой и способную перемещаться по оси Z.

При работе в ванночку заливается жидкий фотополимер, а рабочая поверхность опускается к прозрачному дну, оставив минимальный просвет толщиной в один рабочий слой. Головка, воздействуя ультрафиолетовым лучом на нужные точки, формирует первый слой, после чего рабочая поверхность приподнимается на толщину нового слоя. И так — до тех пор, пока изделие не будет напечатано. В процессе работы принтер словно «вытягивает» перевернутую фигурку из ванночки.

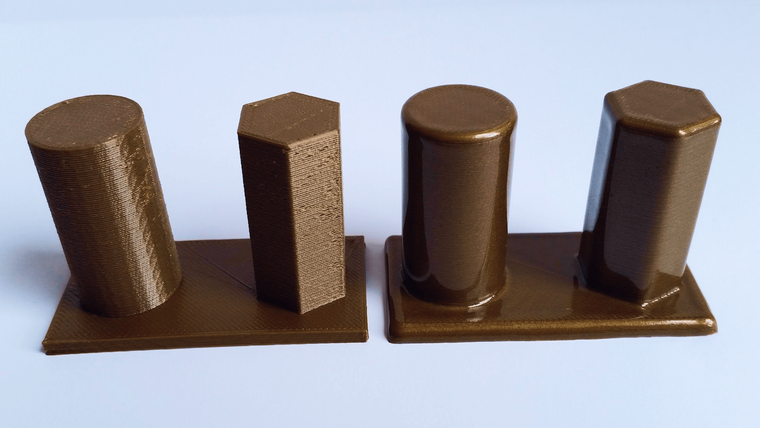
Фотополимерные принтеры дороже филаментных, обладают невысокой скоростью печати, выбор материалов для них невелик и сами материалы дороже. Зато точность печати у фотополимерных принтеров намного выше — отдельные точки и слои почти неразличимы.

Фотополимерные принтеры используются для построения фигур с высокой точностью и высокой детализацией. Они применяются ювелирами для изготовления форм отливок, стоматологами для изготовления зубных протезов, а также для моделирования.
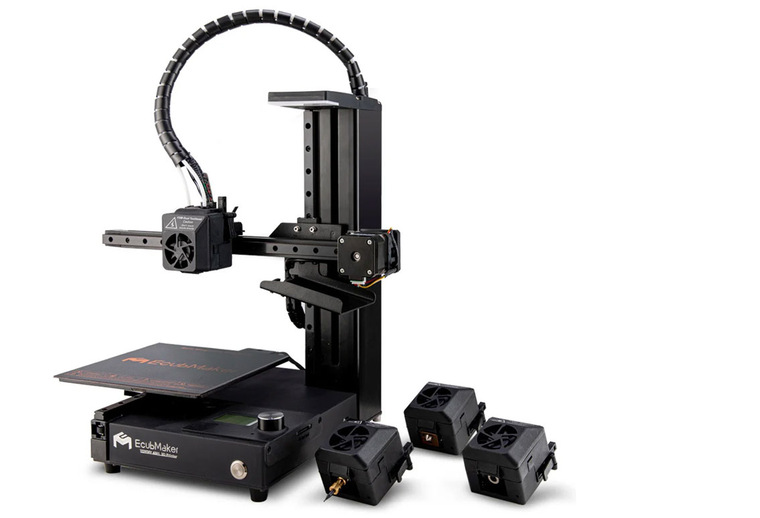
PJP/FDM/FFF — филаментные принтеры, печатающие фигурку пластиком, наплавляя его слой за слоем на рабочую поверхность.

Филаментные принтеры, по сравнению с фотополимерными, дешевле и обладают большей скоростью печати. Для филаментных принтеров предлагается множество пластиков различных характеристик:
- нетребовательных к настройкам базовых параметров, позволяющих быстро перейти к печати.
- прочных, для изготовления нагруженных деталей.
- цветных и многокомпонентных, для изготовления художественной продукции, в т.ч. с имитацией различных материалов (дерева, металла и пр).
Основной недостаток филаментных принтеров — низкая точность печати. Во-первых, на свежераспечатанной фигурке хорошо заметны слои печати. Во-вторых, фигурка и ее элементы могут деформироваться из-за неравномерных температурных воздействий, это надо учитывать при подготовке к печати.
По конструкции филаментные принтеры бывают нескольких типов:

-
Prusa («столодрыги»). У этих принтеров головка движется по горизонтально расположенной раме, в одной плоскости по осям X и Z. Вместо перемещения головки по оси Y сдвигается сам стол.
Конструкция недорогая, но не самая точная — раздельное движение головки и стола добавляет свои погрешности. Такие конструкции обычно имеют открытый корпус, что часто способствует неравномерному охлаждению и деформации фигурки. Также возникают проблемы с высокими массивными фигурками — при движении стола инерция может перекосить модель. Впрочем, последнее «лечится» снижением скорости печати.
Prusa ½ (консольный). В этой модели рама заменена одной вертикальной стойкой. Модель очень компактная, но имеет все недостатки «Пруши» практически без преимуществ. Точность печати еще ниже из-за худшего позиционирования головки.

H-bot, Core-XY, Makerbot, Ultimaker. Во всех этих подвидах используется один принцип — стол движется только по оси Z, т.е. вверх-вниз, а головка — в горизонтальной плоскости по осям X и Y. Между собой они отличаются сложностью и точностью механики — самая простая у H-bot, самая сложная — у Ultimaker. В целом конструкция во многом избавлена от недостатков Prusa: принтеры обладают высокой точностью и скоростью, часто расположены в закрытом корпусе — термобоксе, что обеспечивает равномерное охлаждение модели и отсутствие перекосов. Минусы — сложное устройство, высокая цена, большой вес и габариты.
Количество экструдеров
В филаментных принтерах пластик плавится и выдавливается наружу через экструдер, который можно сравнить с печатающей головкой обычного принтера. В большинстве 3D-принтеров экструдер один, но встречаются модели с несколькими. Это дает устройству три дополнительные возможности:
-
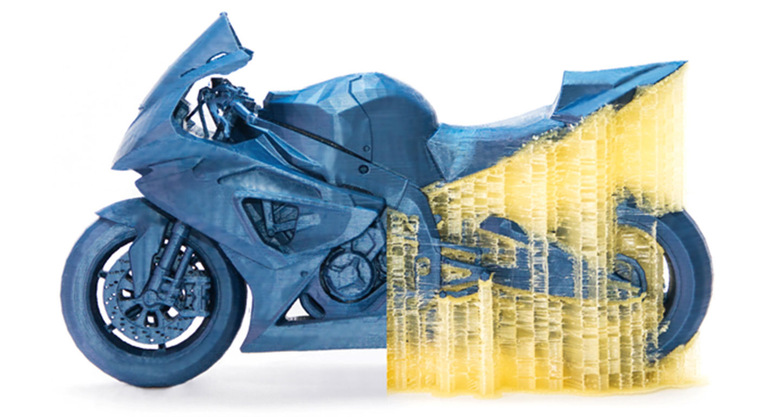
Печать сложных составных фигурок с поддерживающими вставками из легкорастворимого пластика.
Подогреваемая платформа
В филаментном принтере фигурка при печати должна плотно прилегать к подложке стола, если в какой-то момент произойдет отрыв части основания фигурки от стола, ее может перекосить. Плотному прилеганию фигурки способствует покрытие стола, его материал, а также его температура. Подогрев стола обеспечивает лучшую агдезию пластика к столу и намного снижает риск преждевременного «отлипания» фигурки. Подогреваемый стол — важная опция, которой не стоит пренебрегать.
Рабочий материал
От используемого материала во многом зависит как процесс печати фигурки, так и ее будущие характеристики. Перед сменой материала обязательно убедитесь, что ваш принтер его поддерживает.


- PLA — один из самых распространенных базовых пластиков. Он имеет низкую температуру плавления, хорошо держится на столе, им легко печатать, он экологичен и почти не пахнет при печати. PLA довольно прочен, но не любит высокой температуры (выше 50º С) и хрупок (плохо гнется). Большинство PLA-пластиков легко истираются, поэтому нагруженные детали (шестеренки, рычаги) из него делать не стоит.
- ABS — еще один распространенный пластик. Он прочен, устойчив к истиранию, довольно гибок и не боится температур до 150º С. Из ABS-пластика, к примеру, изготавливаются детали LEGO.

Но печатать им сложнее, так как он усаживается при охлаждении, ему нужна высокая температура печати (200–210º С) и подогрев стола. Печатать надо в закрытом корпусе — испарения ABC-пластика вредны для здоровья, кроме того, неравномерное охлаждение ведет к его деформации.

PVA так же, как и HIPS, разработан для поддержки элементов сложных деталей, но намного удобнее в применении, так как растворяется в обычной воде.

Характеристики 3D-принтеров
Высота, глубина и ширина рабочего пространства
Габариты рабочего пространства — один из главных параметров принтера, от которого зависит максимальный размер ваших будущих творений.

Исходите из размеров изделий, которые вы собираетесь изготавливать — для небольших произведений с высокой детализацией будет достаточно рабочего пространства 100х100х100 мм. Для бытового применения — изготовления различных деталей, моделей и игрушек будет достаточно принтера с наиболее распространенным стандартом рабочего пространства — 200х200х200 мм. Для изготовления изделий крупного размера выпускаются принтеры с рабочим пространством 400х400х400 мм, но стоят они уже заметно дороже.
Скорость построения
Параметр измеряется в мм/сек и подразумевает максимальную скорость движения печатающей головки. Реальная скорость зависит от выставленной точности печати, сложности фигурки, модели принтера, используемого материала и других параметров. К примеру, следующая подставка для планшетов размером 14х4х10 см печатается примерно 6,5 часов на скорости 50 мм/сек и 4,5 часа на скорости 100 мм/сек.

Минимальная толщина слоя
Минимальная толщина слоя — аналог разрешающей способности. Чем больше величина этого параметра, тем грубее получится изделие, и тем больше сил потребуется на его доводку до чистового вида.
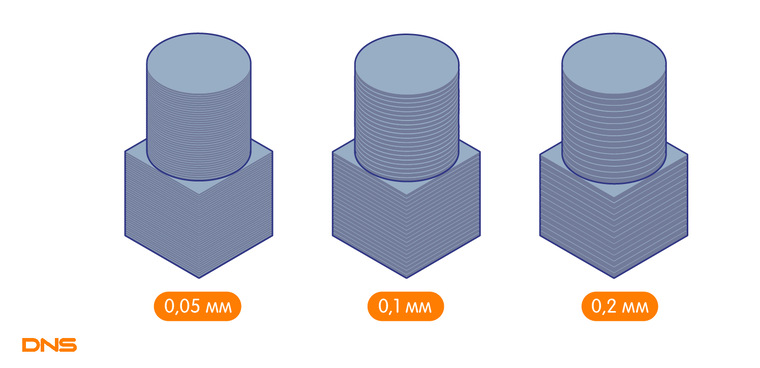
С другой стороны, чем тоньше слой, тем больше времени уйдет на печать. Для большинства задач минимальной толщины в 0,1 мм достаточно.
Максимальная толщина слоя
Не всегда нужна высокая точность при изготовлении детали, для грубых крупных деталей качество поверхности зачастую неважно. В этом случае, чем больше толщина слоя, тем быстрее будет печать. Увеличение толщины слоя в 10 раз во столько же увеличит и скорость печати.
Диаметр сопла
Диаметр сопла влияет на детализацию изделия и на качество гладких поверхностей на нем. Стандартный размер — 0,4-0,5 мм, сопло с меньшим диаметром может обеспечить лучшую детализацию и обеспечить более четкие грани изделия, но чем меньше диаметр сопла, тем меньше скорость печати. Поэтому многие принтеры имеют возможность замены сопла под конкретную задачу.
Основная рабочая программа («родная»)
Для печати в принтер надо загрузить информацию о печатаемом объекте, причем обычная модель, созданная в 3D-редакторе, не годится. У 3D-принтеров своя специфика — модель должна быть «нарезана» на слои и для каждого слоя должна быть информация о движении головки. Программа, которая «нарезает» модель на слои называется слайсером (от англ. slice — слой) и от нее качество изделия зависит не меньше, чем от характеристик принтера.

Обратите внимание на возможность работы на «неродных» программах для выбранного принтера — если она есть, вы всегда сможете воспользоваться проверенной качественной программой стороннего изготовителя. Если же принтер работает только со «своей» программой, обязательно найдите максимум информации про нее, узнайте все про удобство работы с ней и ее качество.
Варианты выбора
Ювелирам, стоматологам и моделистам наверняка понравится точный и простой в использовании фотополимерный принтер.
Для знакомства с 3D-печатью и изготовления несложных фигурок будет достаточно недорогого филаментного принтера.
Для печати деталей из большого ассортимента пластиков, выбирайте среди моделей с подогреваемой платформой.

Если вы собираетесь изготавливать небольшие изделия — шестеренки и другие детали для бытовой техники, миниатюрные модели и т.п., вам подойдет точный филаментный принтер с небольшим размером рабочего пространства.
Для изготовления крупных изделий — корпусов, больших моделей, декоративных изделий — вам потребуется 3D-принтер с большим объемом рабочего пространства.
Пластик и смола: выбираем материалы для 3D-печати

В последнее время 3D-печать набирает все большую популярность. Причины очевидны: технологии развиваются и становятся дешевле. Применение печати ограничивается только фантазией. Она находит применение даже в сложных отраслях: робототехника, архитектурное прототипирование, ювелирное дело, рукоделие. Здесь важно подобрать правильный материал. Его свойства и характеристики должны отвечать предназначению изделия. О наиболее популярных материалах для домашней печати и об их свойствах поговорим в этой статье.
FDM-печать
FDM (Fused Deposition Modeling, моделирование методом наплавления) — технология послойного нанесения. Материал подается в печатающую головку (экструдер) в виде нити. Там нить расплавляется и выдавливается поверх уже застывшего слоя, и так далее.
Эта технология наиболее популярна среди энтузиастов 3D-печати. Материалы для FDM печати называются филаментами (от англ. filament — «нить»). Самые распространенные типы филамента — ABS, PLA, PETG. Рассмотрим их ниже.

ABS-пластик
ABS (акрилонитрил бутадиен стирол) — в прошлом самый популярный вариант. Сегодня широко используется в промышленном производстве. Знаменитый конструктор LEGO изготавливают именно из него.

Характеристики:
- Плотность: 1.02–1.06г/см³;
- Температура плавления: 210–240 °C;
- Температура размягчения: 100–110 °C;
- Температура эксплуатации: -40–90 °C.
Достоинства
Ударопрочность. Изделия из этого пластика не страшно уронить, они не требуют лишней осторожности в эксплуатации.
Термостойкость. ABS-пластик легко держит температуру до 100 градусов и не теряет в жесткости. Другие доступные материалы таким похвастаться не могут. Если изделие нужно использовать при повышенных температурах, ABS — лучший выбор.
Легкая обработка. После печати и затвердевания хорошо полируется наждачкой. С материалом можно работать автоматическими инструментами, не боясь перегрева материала. Пластик можно обрабатывать ацетоном для высокой гладкости и глянцевости.
Стоимость. ABS-пластик — один из самых доступных и многочисленных на рынке материалов.
Недостатки
Сильная усадка. Все материалы изменяют объем при остывании. Это приводит к расслаиванию и деформации формы. У ABS-пластика усадка неравномерная, и потому уровень брака будет высоким. Материал очень чувствителен к резким перепадам температуры во время печати. Поэтому для работы с ним подойдет не каждый принтер. Он должен иметь закрытую камеру или стол с активным нагревом. Они сделают колебания температуры во время процесса печати минимальными.
Также из ABS-пластика сложно печатать изделия большого размера. Чем больше слоев, тем ощутимей усадка скажется на всем изделии в конце.

Сложность в работе. Новичкам сложно спрогнозировать поведение материала. Нужна тщательная подготовка перед печатью и учет многих параметров. Нужен банальный опыт печати.
Токсичность. В результате нагрева ABS-пластика образуются пары акрилонитрила, смертельно опасного для человека. Дозы паров во время печати небольших деталей невелики, но вот головную боль и тошноту заработать можно.
При комнатной температуре материал не представляет вреда. Но контакта с пищей лучше избегать. С осторожностью его нужно использовать под прямыми солнечными лучами и с сильными растворителями (спирт, ацетон).
ABS-пластик — универсальный материал. Он широко применяется для изготовления корпусных деталей, спортивного снаряжения, в автомобилестроении. Из него можно делать игрушки, всевозможные корпусные детали, рычаги, шестеренки и шарниры, крышки, уплотнители или емкости.
Тем не менее, в 3D-печати стоит использовать с осторожностью. Особенно трудно с ним работать будет новичкам. Более простые материалы рассмотрим ниже.
PLA-пластик (полилактид)
Полилактид — наиболее популярный материал для новичков в домашней печати. Причин две: легкость в использовании и относительно низкая цена.

Изготавливается из экологических материалов: в основном, кукурузы, свеклы и сахарного тростника. Поэтому при печати нет резкого химического запаха. В промышленности из PLA изготавливают одноразовую биоразлагаемую посуду.
Характеристики:
- Плотность: 1.2–1.4г/см³;
- Температура плавления: 170–180 °C;
- Температура размягчения: 50–60 °C;
- Температура эксплуатации: -20–40 °C.
Достоинства
Минимальная усадка. PLA при остывании деформируется меньше других пластиков. Из этого материала можно делать крупные детали без страха, что те покосятся.
Легкость в использовании. Поскольку усадка минимальна, для получения результата нужно учитывать меньше параметров. Требований к принтеру также меньше: не нужны термокамеры и столы с подогревом. Также не требуются сложные настройки экструдера. PLA лучше прочих подходит новичкам.
Экологичность. Нет опасных испарений и неприятного запаха. Основное сырье для изготовления — кукуруза. Материал биоразлагаемый, чем не могут похвастаться конкуренты.

Недостатки
Низкая температура размягчения. При температуре выше 50 °C материал теряет жесткость.
Недолговечность. Материал под воздействием воздуха и ультрафиолета со временем теряет прочность. Прямой солнечный свет и открытый воздух сильно уменьшают срок службы.
Гигроскопичность. Материал впитывает влагу из воздуха. Это ухудшает характеристики PLA и делает его более хрупким.
Сложность в обработке. Материал довольно твердый, поэтому его немного сложнее полировать наждачкой. Нужно учитывать, что изделие при обработке может нагреваться. А, значит, деформироваться из-за невысокой температуры размягчения. Обработку автоматическим инструментом следует вовсе исключить.
PLA — действительно «народный» материал. Здесь сложилось все: удобство эксплуатации, доступные цены и экологичность. Идеально подходит для изготовления прототипов, в том числе и достаточно большого размера. Отлично подходит для создания элементов интерьерного декора. Также можно делать посуду для холодных продуктов.
Областей применения PLA — масса. Главное, помните: там, где есть повышенная температура и сильное механическое воздействие, изделия из этого материала не стоит использовать.
PETG-пластик (полиэтилентерефталат-гликоль)
Модификация всем знакомого ПЭТ — самого распространенного пластика в мире (бутылки, пищевые контейнеры). PETG считается компромиссом между ABS и PLA. С ним проще работать, чем с ABS. При этом он более пластичный, долговечный и термостойкий, чем PLA.
Отсутствие запаха и высокая прочность делают такой пластик простым в использовании. Из него часто делают посуду и пищевые контейнеры, крупные макеты и прототипы, интерьерные декоративные элементы.

Характеристики:
- Плотность: 1.2–1.3г/см³;
- Температура плавления: 240–260 °C;
- Температура размягчения: 80–90 °C;
- Температура эксплуатации: -40–70 °C;
Достоинства
Безопасность. При печати не имеет запаха, поэтому печатать можно без закрытой камеры. PETG-пластик вполне подходит для печати изделий, которые могут контактировать с едой.
Высокая ударопрочность. Выше, чем у ABS, хотя материал легче царапается.
Высокая адгезия. Сцепление между слоями после печати из PETG — превосходное. Это гарантирует высокую прочность и долговечность изделий. Из такого материала можно без проблем печатать тонкостенные изделия.
Минимальная усадка. Как следствие — высокая точность печати и возможность печатать крупные изделия.
Недостатки
Прилипает к столу. Высокая адгезия материала иногда может быть и недостатком. Известны случаи, когда напечатанное изделие отрывается вместе с куском стола. Чтобы этого избежать, следует использовать прослойку между столом и изделием.
Гигроскопичность. Материал впитывает влагу из воздуха. При большом отсыревании пластика качество падает многократно, при печати заметны пузырьки, неровности и пропуски. И, конечно, падает прочность.
Если материал отсырел, перед печатью его желательно подсушить. Это можно сделать в духовке, электрической сушилке, закрытой камере принтера.
SLA-печать
Популярная альтернатива филаментной печати — стереолитография. Здесь используются жидкие фотополимерные материалы, затвердевающие под воздействием ультрафиолетового излучения.
Фотополимер наливается в специальную ванночку. В нее погружается рабочая платформа, на которую направлен ультрафиолетовый лазер с профилем текущего слоя. Таким образом, на поверхности платформы материал засвечивается и полимеризуется по профилю лазера.
У метода есть разные варианты, но в целом принцип един для всех стереолитографических технологий.
Почти все фотополимерные смолы для бытовой печати одинаковы. В основном, там используются стандартные материалы. Но в промышленном производстве можно встретить еще два вида смол.
- Медицинские. Как правило, стоматологические — они применяются для печати протезов.
- Инженерные. Они могут иметь самые разные характеристики и свойства (в зависимости от назначения).
Стандартная фотополимерная смола
Фотополимерные смолы зарекомендовали себя в ювелирном прототипировании, декоративном моделировании и других сферах. Из них, в том числе, делают любительские миниатюры.

Характеристики:
- Плотность: 1.05–1.25г/см³;
- Температура тепловой деформации: 80–110 °C;
Достоинства
Высокая детализация изделий. Самый сильный и характерный плюс фотополимерных смол. Изделия из фотополимеров получаются очень гладкими и детализированными. Толщина слоя может достигать 0,01 мм. Это примерно в десять раз тоньше человеческого волоса. Это сильно меньше, чем толщина стандартного слоя при работе с филаментами. Там среднее значение равно 0,2 мм.
Высокая скорость печати. Засвечивание материала лазером происходит по всему контуру слоя практически одновременно. За раз можно печатать несколько деталей, при этом времени уйдет примерно столько же, сколько и на одну деталь.
Недостатки
Постобработка. Печать — это первый, не финальный этап изготовления изделия. Вторым этапом изделие необходимо промыть в спиртовом растворе. Третий этап — финальное засвечивание в ультрафиолетовой камере для окончательного отвердевания.

Невысокая прочность стандартных смол. Фотополимеры — не лучший вариант для сильно эксплуатируемых изделий. Стандартные смолы в целом не отличаются высокой прочностью. Прочность материала зависит от времени засветки и последующей обработки (как и некоторые другие свойства).
Не подлежит восстановлению. Неудачные дубли, опорные конструкции, обрезь при обработке — в случае с ABS или PLA можно использовать повторно. Не без сложностей, но тем не менее. Можно переплавить брак в филамент и снова использовать. С фотополимерами так не получится. Многие важные компоненты после полимеризации восстановить до прежнего смолообразного состояния невозможно.
Заключение
Это далеко не исчерпывающий перечень материалов, но с другими материалами в любительской печати работают реже. Выбор сырья для печати в первую очередь зависит от целей. Чтобы подобрать правильный материал для работы, прежде всего, изучайте характеристики материалов.
Краткий обзор производителей расходных материалов для FDM 3D-принтеров
На сегодняшний день развитие технологий 3D-печати сделало возможным не только коммерческое применение 3d принтеров, но и приобретение их частными лицами для домашнего использования. Многие китайские, европейские и американские компании предлагают достаточно широкий спектр принтеров, ценами от нескольких десятков тысяч до миллионов рублей. Я уверен, что пройдет не так много времени, и 3D-принтеры появятся почти в каждом доме! Уже сегодня многие используют домашние 3D-принтеры для эффективного воплощения своих идей в реальность.
На сегодняшний день существует множество технологий 3д печати, и Вы можете найти принтер для любых своих целей, однако самое широкое распространение на сегодняшний день получила технология послойного нанесения расплавленной пластиковой нити (FDM). Такие принтеры можно встретить практически повсеместно, где говорится о «3D-печати». Метод отличает относительная простота и дешевизна, как принтеров, так и расходных материалов для них. Ниже мы поговорим о расходных материалах для FDM 3D-принтеров.
Типы материалов
Рассмотрим, какие материалы мы сможем найти на сегодняшний день у российских поставщиков:
ABS-пластик:
Классический полимерный материал, с которым Вы встречаетесь каждый день: Из него делаются бампера и внутренние панели автомобилей, корпуса многих приборов, износостойкие пластиковые детали.
Являясь сополимером стирола (полистирол), бутадиена (каучук) и акрилонитрила (SAN-пластики) он собрал в себя все достоинства этих полимеров, фактически без недостатков: он очень прочен механически, ударопрочен, термостоек, устойчив к растворам щелочей кислот, спиртов, однако легко может быть подвергнут как механической, так и химической (обработка парами ацетона) обработке, легко склеивается ацетоном, при этом образуя, фактически, монолитную структуру.
PLA-пластик:
Являясь новым материалом в тренде «биоразлагаемости» материал может спокойно простоять на полке несколько месяцев, а то и лет, без каких бы то ни было признаков разложения, так как разлагается он только при высокой влажности и повышенной щелочности, например, при попадании в почву. Пластик абсолютно безопасен при поглощении «внутрь».
Являясь полимером молочной кислоты ПЛА обладает одним очень важным свойством: очень низкой усадкой при печати. Именно из ПЛА пластика можно печатать большие объекты даже на дешевых китайских принтерах. Однако у ПЛА пластика есть и оборотная сторона медали: низкая термостойкость его приводит к тому, что просто нагревшаяся на солнце модель может потечь, а низкие механические характеристики (такие как прочность и ударопрочность) делают его слабо приспособленным для любых бытовых применений кроме декоративного. Высокая твердость затрудняет механическую обработку, а химическая обработка оказывает пагубное влияние: почти все растворители приводят к растрескиванию, помутнению и потере цвета напечатанной детали.
HIPS-пластик:
Ударопрочный полистирол — самый обычный пластик, который мы используем каждый день в виде деталей ручек, корпусов, электроизоляционных материалов. Не обладая такими высокими механическими свойствами, как АБС пластик все же называется ударопрочным, так как, в сравнении с обычным полистиролом, явно превосходит его по данному показателю. Хрупкий. Единственное, чем он лучше АБС пластика, это его прекрасные электроизоляционные свойства, поэтому, если вы хотите использовать в своем проекте напряжения свыше 1 кВ, HIPS-ваш материал.
PC-пластик:
Поликарбонат вы наверняка знаете и каждый день вдели в качестве пластика, похожего на стекло. Используется во многих рекламных конструкциях, очень светостоек, обладает хорошими механическими свойствами. Термостоек, но, как и достоинство, термостойкость также и недостаток: печать можно производить только при температуре не ниже 280 градусов, при которой он уже начинает окисляться.
PMMA:
Полиметилметакрилат, он же «Plexiglass», он же известное нам с детства оргстекло. Прекрасная светопропускная способность делает этот материал хорошим для печати различных декоративных изделий и поделок, но есть несколько минусов: от температуры пластик коробит, и со временем его прозрачность падает, а цвет становится ближе к коричневому.
Nylon:
Нейлон — прекрасный, хорошо зарекомендовавший себя как тканевый эластичный материал. Прекрасные электроизоляционные и достойные механические свойства, свой, характерный только для нейлона, цвет и фактура. Печать нейлоном непроста, однако же модели обладают, кроме всех перечисленных достоинств ещё и низким трением, поэтому из него возможно изготавливать даже втулки скольжения. Но есть одно но: он очень дорогой.
Производители
На сегодняшний день пластик можно приобрести непосредственно у трех российских производителей:
Не могу с полной уверенностью утверждать, что упомянул всех российских производителей, однако эти три компании занимают определенно подавляющую часть розничного рынка пластика в России.
Два самых широко распространенных китайских, известных в России:
-PP3DP. Являясь производителем закрытых принтеров UP! Компания PP3DP, видимо, преследует своей целью достижение максимального качества печати именно на их принтерах, показатели текучести и термостойкости подобраны так, чтобы добиваться максимального качества только на принтерах UP!, а сами принтеры печатают в одном режиме: максимального качества печати пластиком PP3DP.
— ESUN. Широко распространен в России пластик компании ESUN, почти вся нить под наименованием страны производителя «китай» продается именно под торговой маркой ESUN.
Что же можно сказать о качестве? При довольно привлекательных ценах пластик (если заказывать напрямую из Китая) ESUN не так плох! С первого взгляда и не скажешь, что он «типичный китай»:
— пластик немного пахнет «жженой бутылкой», но незначительно (есть некоторая вероятность, что используется втор.сырье).
— Слои ложатся довольно ровно, места разрыва нити встречаются не часто,
— В среднем, раз в катушку сопло забивается небольшими посторонними включениями, однако сбои по вине «кривых рук», по крайней мере, у меня, случаются много чаще!
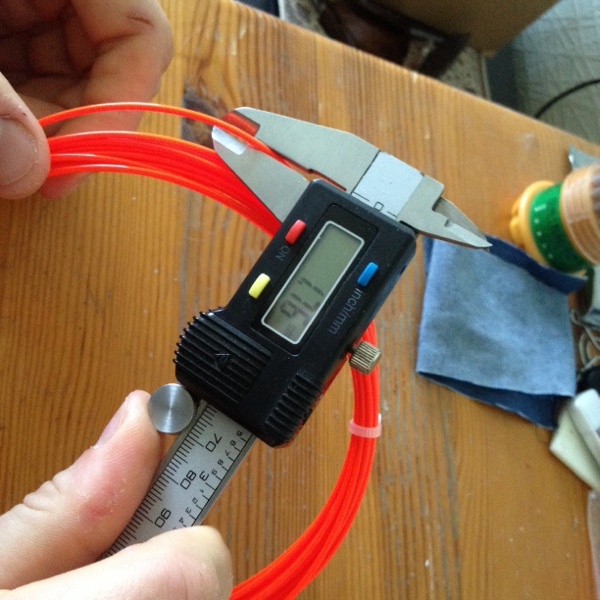
— диаметр нити стабилен, в пределах 1,72-1, 77 мм, однако мной лично были выброшены две почти пустых катушки(оставалось около 300 грамм), одна из-за характерного непрокраса, вторая- потому что диаметр нити начал бить все рекорды! (до 2,2 мм!). и забил сопло.

В подтверждение своих слов я сфотографировал(простите, на айфон) процедуру измерения диаметра:

Пластик, естественно, дешевле всего покупать непосредственно в Китае, но и идти он оттуда будет соответственно, а также у российских поставщиков (очевидно, почти в 2 раза дороже), коих на сегодняшний день насчитывается великое множество.
И, самое главное, у ESUN можно приобрести, фактически, все типы нити. Не просто все, которые вы знаете, а просто — все. Их ассортимент необычайно богат, хитрые китайцы не сидят сложа руки и постоянно придумывают новые типы пластиков, среди них флуоресцентные, люминесцентные и hips и abs и… да что угодно! Пластики на любой вкус и кошелек.
-REC. Зайдя на сайт РЭК вы обязательно обратите внимание на то, как хорошо он сделан: Вас приветствует огромный логотип, символизирующий 3д печать, все кнопки подсвечиваются, обилие скриптов делает навигацию по сайту удобной и простой. Вкупе с красиво оформленной коробкой создается впечатление о крупном российском производителе качественного материала но… Это впечатление улетучивается сразу после первой печати, потому что единственный, по сути, недостаток этого пластика губит все его достоинства. Я говорю, конечно, о диаметре нити.
Диаметр гуляет в пределах от 1,60 до 1.88 мм, а это значит, что ни на чем, кроме самых дешевых RepRap принтеров, этот пластик печатать качественно не будет. В принтер Replicator 2, например, пруток толщиной свыше 1.82 мм не пройдет физически, а пруток толщиной 1,65 не будет захватываться механизмом подачи. Механизм подачи можно усовершенствовать, но- разве именно переделок собственного принтера, застревающего прутка и неравномерных слоёв Вы ожидаете от по-настоящему качественного прутка? Сомневаюсь.
И, чтобы не быть голословным:


В остальном же, когда попадается более или менее равномерный участок нити, пластик REC ведет себя хорошо, правда сопло забивает чаще, чем ESUN. Не имеет сильного запаха жженого пластика, в отличии от китайского продукта.
Еще один интересный момент, который радует глаз на сайте REC – сертификат на продукцию и технические условия. Сертификатом компания представляет письмо, в котором сказано, что данный тип продукции не подлежит сертификации. Технические условия написаны самой компанией, что позволяет ей делать все что угодно и продавать это как нить для 3д-печати.
-SEM. Сайт компании предоставляет крайне скудную информацию о своей продукции, однако немного интересной информации по полимерам представлено. Проблемы с диаметром прутка, хоть и встречаются, однако на качество печати влияют слабо.

Так что этот пластик можно использовать для печати на достаточно дорогих машинах. Упаковка простая, без изысков, катушка замотана в стретч-пленку. В целом, упаковка отдаёт «кустарщиной», но разве мы за упаковкой гонимся? Спектр представленных материалов широк: Поликарбонат, HIPS, TPE пластики, все материалы печатают, проблем с диаметром я не нашел. Запаха при печати почти не заметно.
Что касается АБС, то пластик с небольшим количеством инородных включений, которые редко забивают сопло. Представлено много разных цветов. Печатать им удобнее всего на температуре выше 250 градусов.
Оговорюсь об одном моменте: все российские производители используют одни и те же катушки, но, почему-то, у SEM на неё влезает килограмм, в то время как у РЭК и BestFilament — 750 грамм.
-BestFilament. Последний, но не по значению, производитель пластика, которого мы сегодня рассмотрим. В отличие от двух других российских находится не в Москве, пластик делают суровые ребята из Сибири из г. Томска (медведь в комплекте не прилагается). Сайт представлен длинной простыней с товарами, что не очень удобно, но вполне приемлемо. Детального описания пластика у них нет, т.к. видимо, рассчитывают на ознакомленную аудиторию.
Компания реализует только АБС и ПЛА пластики в катушках по 750 грамм. Пластик довольно хорошо упакован, катушка дополнительно запакована в термоусадочную ПВХ пленку, Что порадовало – пластик почти не пахнет в отличие от китайского. Диаметр стабильный: 1,72-1,77, что также можно назвать необходимым минимумом для печати на хороших принтерах.
Температура печати АБС пластика не завышенная, в сравнении с SEM, что позволяет немного снизить термоусадку (за счет меньшей разницы температур).
В общем, для производства в Сибири – очень достойный продукт.
И традиционное фото:
Немного о ценах
На сегодняшний день пруток для печати можно приобрести если не на каждом углу, то, как минимум, в нескольких десятках специализированных интернет-магазинов. Ценник варьируется в довольно широких пределах, но, что не удивительно, у производителя-дешевле. Все три производителя продают свой пластик в розницу через официальные сайты, заказ от одной катушки.
На июль 2014 ситуация по центам такая:
ESUN (Aliexpress) ~ 800 руб/кг;
REC ~ 1000 руб/750 г (Цена у официальных дилеров);
BestFilament ~ 750 руб/750 г (заказ напрямую на сайте или через Вконтакте);
SEM ~1100 руб/1000 г (заказ на сайте или через Вконтакте).
Вместо заключения
Рынок 3D-печати сегодня – это один из наиболее быстроразвивающихся рынков, поэтому будем надеяться, что расходники будут дешеветь с каждым днем, а качество их будет расти экспоненциально.
Ну и пожелаем удачи российским производителям, ведь бороться с Китаем – задача не из легких.
От воска до металла: обзор основных материалов для 3D-печати

Основные материалы для профессиональной и промышленной 3D-печати – это пластики в виде нитей/гранул или порошка, фотополимерные смолы, металлические порошки, воск и гипс. Обладая исключительно высокими качественными характеристиками, они с успехом используются в различных отраслях для прототипирования и изготовления функциональных деталей, и с развитием аддитивного производства их становится все больше.

Остановимся подробнее на каждом из материалов, применяемых в следующих технологиях:
- Моделирование методом послойного наплавления полимерной нити или гранул (FDM);
- селективное лазерное спекание пластиков (SLS);
- стереолитография с использованием фотополимеров (SLA/DLP/LCD);
- селективное лазерное плавление металлов (SLM);
- послойное склеивание композитного порошка связующим веществом (Binder Jetting);
- многоструйная 3D-печать воском или фотополимером (MJP);
- полноцветная печать гипсом (CJP).
Пластик
Пластик – один их самых востребованных расходных материалов для аддитивного производства. Ассортимент термопластиков и композитов, предназначенных для FDM-печати, исключительно разнообразен и позволяет выбрать, исходя из поставленных задач, наиболее подходящие по физико-механическим свойствам материалы.
В этом разделе мы рассматриваем расходные материалы FDM-принтеров. Это так называемые филаменты – пластики в виде нитей, намотанных на катушки. Иногда они выпускаются в виде гранул.
FDM-технология лежит в основе не только домашних, но и профессиональных и промышленных 3D-принтеров, поэтому пластики активно используются на производстве, для изготовления прототипов и функциональных изделий в таких отраслях, как автомобилестроение, авиационная промышленность, бытовые товары, электроника, архитектура, медицина, наука и образование.
- широкий диапазон применений;
- разнообразие цветов и фактур материала;
- легкость механической обработки;
- удобство в использовании;
- гибкая структура материала;
- возможность печати крупных цельных изделий;
- относительно невысокая стоимость.
Основные виды пластиков
ABS-пластик. Обладает множеством положительных характеристик, включая повышенную ударопрочность при высокой эластичности и мягкости материала, а также простую механическую обработку. Высокая растворимость в ацетоне позволяет легко склеивать детали и сглаживать внешние поверхности изделий. Обычно ABS-пластик непрозрачен, но при необходимости легко окрашивается в любые цвета. Конечные изделия без окрашивания чувствительны к воздействию ультрафиолета и наделены невысокими электроизоляционными свойствами.
PLA-пластик. Имеет одни из самых низких температурных требований к 3D-принтеру. Ключевые составляющие PLA-пластика – это сахарный тростник и кукуруза, а в основе материала лежит молочная кислота. Регулируя ее уровень при производстве, можно получить различные свойства полимера, тем самым расширяя области его использования. Изделия из PLA-пластика обладают ровной и скользящей поверхностью. Материал нетоксичен, благодаря чему широко применяется для производства различных игрушек и сувениров. Имеет лишь один недостаток – недолговечность эксплуатации. Готовое изделие из пластика может прослужить до нескольких лет при минимальном использовании и температуре до +50 градусов.
PETG / PET / PETT-пластик. PET, или полиэтилентерефталат, – наиболее распространенный вид пластика. Для 3D-печати «чистый» PET используют редко, применяя в основном его разновидность – PETG. PETG более долговечен и обладает гораздо меньшей температурой переработки. Еще одной версией PET является PETT – более жесткий и достаточно популярный материал за счет своей прозрачности.
PC-пластик (поликарбонат). Обладает высокой прочностью и износостойкостью, а также повышенным сопротивлением физическим воздействиям и термостойкостью. Выдерживает температуру до 110°C. Материал прозрачный, гибкий, легко гнется и не деформируется. Отлично подходит для использования в автомобилестроении, медицине и приборостроении.
Полиамид и полистирол

Полиамид доступен в виде как нити (гранул), так и порошка, спекаемого лазером. Список полиамидов обширен и включает в себя как самые простые пластики, так и специальные материалы, среди которых в 3D-печати используются:
- стеклонаполненные полиамиды, улучшающие физические свойства напечатанной модели;
- угленаполненные полиамиды, которые позволяют уменьшить вес конструкции, сохраняя при этом физико-механические свойства изделия;
- металлонаполненные полиамиды, необходимые в качестве барьерных материалов, например, при экранировании радиации.
Этот вид материалов для трехмерной печати задействован в таких областях, как машиностроение, аэрокосмическая отрасль, производство потребительских товаров и дизайн.
Полиамиды используются для изготовления конечных изделий, функционального тестирования и мелкосерийного производства, обеспечивая стабильную производительность и повторяемость изделий. Они дают возможность создавать конечные изделия с уникальными свойствами за один производственный цикл без последующей логистики и сборки компонентов.
Технологии печати, в которых применяются полиамиды, – FDM и SLS.
Еще один порошковый материал, используемый в 3D-печати по технологии SLS, – полистирол. Он представляет собой узкоспециализированное решение для промышленного литья и служит для создания форм и моделей с максимально качественной поверхностью. Этот материал дает возможность печатать изделия с разной геометрией на единой платформе, а выращенная из полистирола модель выжигается с минимальной зольностью.
Оборудование в каталоге iQB Technologies: ProtoFab, Sharebot
Материалы в каталоге iQB Technologies: Sharebot
Фотополимеры
Фотополимерная смола – один из самых перспективных и активно использующихся в аддитивном производстве материалов. Ее главное преимущество – универсальность. Под воздействием ультрафиолетового света или лазера фотополимеры, изначально находящиеся в жидком состоянии, затвердевают и могут приобретать совершенно разные механические свойства и характеристики.
Жесткие, эластичные, ударопрочные термопластики, прозрачные, полупрозрачные или разноцветные материалы – учитывая такое разнообразие, сферы применения изделий из фотополимеров практически безграничны.
- Качество. Изделия из фотополимерной смолы получаются гладкие и детализированные.
- Точность. Напечатанные на фотополимерном 3D-принтере объекты сложной геометрии могут иметь очень тонкие части – до 0,025 мм на 25,4 мм детали.
- Стабильность. Готовые модели и прототипы отличаются превосходными физическими и механическими свойствами.
- Легкая обработка. Фотополимерные модели легко склеиваются, шлифуются, красятся и т.д. – с ними можно делать буквально всё что угодно.

Благодаря всем этим качествам предприятия авиационной, автомобильной, ювелирной промышленности, оборонного комплекса, машиностроения и других отраслей по достоинству оценили 3D-печать с использованием фотополимеров. Прототипы деталей самолетов, новых разработок двигателей – всё это изготавливается быстро и просто, в зависимости от поставленных задач, по технологиям стереолитографии (SLA/DLP/LCD) или многоструйной печати (MJP). Свойства и качество напечатанных изделий, а также нюансы процесса печати зависят от особенностей каждого из вышеупомянутых аддитивных методов.
Оборудование в каталоге iQB Technologies: ProtoFab, RAYSHAPE, Wiiboox, Sharebot
Материалы в каталоге iQB Technologies: ProtoFab и Sharebot
Металлические сплавы

Металл для аддитивных установок выпускается в виде мелкодисперсных сферических гранул с величиной зерна от 4 до 80 микрон. Применяемая технология заключается в сплавлении металлических порошков при помощи иттербиевого лазера и носит название селективного лазерного плавления (SLM).
Сегодня доступно около 20 материалов из металла, и их число будет расти. Это не только стандартные сплавы, но и уникальные высокотехнологичные материалы, которые предприятие может заказать для решения конкретных задач.
Из металлических порошков изготавливаются функциональные детали и технические прототипы, штампы, прессовые вставки, элементы пресс-форм для литья и другие изделия. Напечатанная на металлических 3D-принтерах продукция находит применение в аэрокосмической, нефтегазовой, автомобильной, пищевой промышленности, машиностроении, электронике, медицине.
Виды сплавов, используемых в 3D-печати:
- нержавеющие (17-4PH, AISI 410, AISI 304L, AISI 316L, AISI 904L);
- инструментальные (1.2343, 1.2367, 1.2709);
- никелевые (Inconel 625, Inconel 718);
- цветных металлов (CuSn6);
- кобальт-хром (CoCr);
- алюминиевые (AlSi12);
- титановые (Ti6Al4V, Ti6Al4V).
Главное преимущество селективного лазерного плавления – это возможность создавать изделия исключительно высокой плотности и точности. Плотность напечатанных деталей в 1,5 раза выше, чем при литье. Кроме того, из металлических порошков можно вырастить мельчайшие детали сложных форм и фактур. 3D-печать металлами позволяет сократить цикл изготовления и уменьшить производственные расходы.
Материалы в каталоге iQB Technologies: SLM Solutions
Воск

Это незаменимый материал для создания высокоточных выплавляемых моделей. Основные отрасли применения 3D-печати воском – ювелирное дело и литейное производство.
Раньше создание восковок и мастер-моделей было трудоемкой задачей, решение которой включало несколько этапов. С появлением восковых 3D-принтеров эта технология постепенно уходит в прошлое.
Воск идеально подходит для печати в ювелирной отрасли благодаря своим свойствам – хорошей выплавляемости (при t от 60°С) и легкости в постобработке. Еще один плюс восковой 3D-печати заключается в том, что стандартными методами производства вы при всем желании не сможете изготовить два совершенно идентичных образца. А 3D-принтеру такая возможность доступна.
Пожалуй, единственный недостаток воска – его хрупкость. При создании мастер-моделей сложных форм с тонкими стенками постобработку следует выполнять аккуратно.
Восковые мастер-модели отличаются точностью и высоким качеством поверхности. 3D-печать воском основана на технологии многоструйной печати (MultiJet Printing, MJP).
Оборудование в каталоге iQB Technologies: FlashForge WaxJet 400/410
Песок
Песок используется как расходный материал в 3D‑принтерах на основе технологии Binder Jetting. Основное назначение – создание высокоточных сложных форм для литья металлом. Выпускается в виде порошка, который в процессе печати послойно склеивается связующим агентом. Использование этого аддитивного метода для изготовления песчаных литейных форм дает сильное конкурентное преимущество компаниям различных отраслей, в том числе машиностроения и автомобильной промышленности.
К видам песка, применяемым в аддитивном производстве, относятся кварцевый, хромированный, керамический, циркониевый и др. Чаще всего для изготовления песчано-полимерных форм используют кварцевый песок. Связующим веществом при 3D‑печати является фурановая смола, поэтому песчаную форму не требуется запекать – она сразу готова к литью.
Используя BJ‑принтеры, предприятие сможет значительно сократить сроки и расходы на подготовку производства новых и серийных изделий и создавать сложные детали – как небольшие, так и крупногабаритные. Время, необходимое для изготовления форм и деталей, может быть сокращено на 75% по сравнению с традиционным производством, поскольку изделие можно отливать сразу после 3D‑печати формы.
Оборудование в каталоге iQB Technologies: Robotech
Гипс

Гипс – материал в виде порошка, который используется в аддитивном производстве для создания:
- сувенирной продукции;
- моделей для презентаций;
- архитектурных и конструкторских макетов;
- дизайнерских арт-объектов;
- прототипов деталей.
Преимущества гипса – в простоте, эффективности и универсальности его использования в 3D-печати для изготовления различных изделий. Материал распределяется по поверхности рабочего стола, сверху наносится клеящее средство, после чего снова наносится тонкий слой гипсового порошка. Напечатанные на 3D-принтере гипсовые изделия могут иметь любые цвета: белый, синий, красный, фиолетовый и т.д. Цветовой спектр в отдельных принтерах достигает 6 миллионов оттенков.
Гипсовая печать выполняется по технологии ColorJet Printing (CJP). Максимальный на сегодня размер камеры построения аддитивной установки – 508381229 мм (в профессиональном 3D-принтере ProJet 860 Pro компании 3D Systems). При этом изделия из гипса можно склеивать между собой, тем самым получая изделия гораздо большего размера, чем предусматривает камера построения.
Статья опубликована 03.11.2017 , обновлена 30.11.2023
Об авторе
Алексей Чехович Технической директор компании iQB Technologies. Девиз Алексея – «Доверяйте профессионалам!», и вы в полной мере можете положиться на его высокую квалификацию и уникальный опыт, который охватывает и традиционные методы производства, и . В его послужном списке множество успешных проектов, среди которых он особо выделяет изготовление модельной оснастки для отливки колоколов Храма Христа Спасителя. Хобби Алексея – история и археология.