Как и чем паять нержавейку в домашних условиях: советы, видео, фото
Пайка нержавейки является достаточно трудоемкой процедурой, однако не вызовет особых проблем, если знать все особенности ее выполнения. Со значительно меньшим количеством трудозатрат можно паять нержавеющие стальные сплавы, которые содержат не более 25% хрома и никеля. Более того, пайка нержавейки с таким химическим составом позволяет получать надежные соединения изделий из разнородных металлов, исключая сплавы с магнием и алюминием.

Отремонтированная методом пайки велосипедная рама
Пайка нержавеющей стали, содержащей в своем составе значительное количество никеля, может вызывать определенную сложность. Это связано с тем, что в таких сплавах при нагреве до температуры 500–700° появляются карбидные соединения. Интенсивность формирования таких соединений зависит от продолжительности нагрева, поэтому пайку следует выполнять максимально оперативно.
Чтобы минимизировать риск образования карбидных соединений в структуре нержавейки при пайке, в состав сплава добавляют титан, а после формирования соединения изделие подвергают термической обработке. Следует очень аккуратно подходить к пайке наклепанных нержавеющих сталей, поверхность которых под воздействием нагретого припоя может покрываться трещинами. Чтобы избежать таких последствий, необходимо исключить нагрузку соединяемых деталей в процессе пайки. Кроме того, можно выполнить предварительный отжиг соединяемых изделий.

Для отжига используйте газовую горелку
На выбор припоя, при помощи которого можно паять нержавейку, оказывает влияние как химический состав сплава, так и условия технологического процесса. Так, если данный процесс осуществляется при повышенной влажности окружающей среды, то следует использовать серебряные сплавы, в состав которых входит незначительное количество никеля. Пайка в условиях печи, а также в относительной сухой атмосфере выполняется с использованием хромоникелевых и серебряно-марганцевых припоев.
Наиболее распространенным типом флюса, который применяется при пайке нержавейки, является бура, наносимая на место будущего соединения в виде пасты или порошка. Расплавление буры на поверхности соединяемых деталей способствует равномерному и наиболее аккуратному нагреву участка будущего шва до требуемой температуры – 850°. Только после того как требуемая температура нагрева достигнута, что можно определить по изменению цвета места будущего соединения до светло-красного, в стык между деталями вводится припой.

Флюс наносится равномерным слоем по всей поверхности, которую необходимо предварительно очистить
После окончания пайки на месте соединения присутствуют остатки флюса, которые удаляются путем промывки водой или пескоструйной обработки. Для выполнения такой процедуры нельзя использовать азотную или соляную кислоты, которые, хотя и эффективно очищают оставшийся на поверхности деталей флюс, оказывают негативное влияние как на основной металл, так и на использованный припой.
Как выполнить пайку в домашних условиях
С такими задачами, как соединение деталей из нержавейки при помощи пайки и пайка нержавейки с медью, нередко сталкиваются и в домашних условиях. Изделия, изготовленные из нержавеющей стали, активно используются в быту уже на протяжении многих лет, поэтому, когда они по каким-либо причинам приходят в негодность, у любого домашнего мастера возникает естественное желание отремонтировать их самостоятельно. Следует сразу сказать, что спаять детали из нержавейки не так уж и сложно, главное – строго придерживаться технологии, а также запастись соответствующими инструментами и расходными материалами.

Освойте технику пайки на простых соединениях, а затем пробуйте работать с более ответственными деталями
Перед тем как приступать к пайке нержавейки, очень желательно не только изучить теоретический материал по данному вопросу, но и более подробно познакомиться с правилами его выполнения при помощи обучающих видео.
Чтобы паять изделия из нержавейки, вам потребуются следующие инструменты и расходные материалы:
- паяльник, работающий от электричества, мощность которого составляет не менее 100 Вт;
- специальная паяльная кислота, которая будет использована в качестве флюса;
- напильник или наждачная бумага;
- припой, специально предназначенный для соединения стальных деталей, основу которого составляют олово и свинец;
- трос, изготовленный из стали;
- металлическая трубка.

Материалы и инструменты для пайки
Подбирая паяльник для работы с нержавейкой, следует остановить свой выбор именно на инструменте с мощностью 100 Вт. Использование более мощного устройства для выполнения таких работ просто нецелесообразно.
Сам процесс пайки деталей из нержавейки выполняется по следующему алгоритму.
- В первую очередь необходимо тщательно зачистить место будущего соединения, для чего используется наждачная бумага или напильник.
- После подготовки поверхностей соединяемых деталей на них необходимо нанести флюс, в качестве которого, как уже говорилось выше, используется паяльная кислота. Основная задача флюса состоит в том, чтобы обеспечить качественное лужение соединяемых деталей.
- После того как поверхности соединяемых деталей обработаны флюсом, необходимо выполнить их лужение, которое заключается в нанесении на них тонкого слоя припоя, состоящего из олова и свинца. Если выполнить лужение с первого раза не удалось, то необходимо повторить такую процедуру, предварительно разогрев соединяемые детали.
- Даже после нагрева изделий и их повторной обработки флюсом лужение может не увенчаться успехом – припой будет просто скатываться с поверхности деталей, а не ложиться на них тонкой пленкой. В таком случае необходимо воспользоваться кисточкой с металлическими жилами, которую несложно изготовить из трубки и стального троса. Перед использованием такой щетки на поверхность деталей также необходимо нанести флюс (паяльную кислоту) и только затем, нагревая место будущего соединения паяльником, зачищать его при помощи металлической кисточки. Такая несложная методика позволяет эффективно очистить поверхность нержавейки от окисной пленки, которая, как правило, и является основным препятствием для осуществления качественного лужения.
- После того как на соединяемые изделия удалось нанести тонкий слой олова, можно начинать их паять. Выполняется такая процедура при помощи паяльника и припоя, которым заполняют стык между деталями.
Типы припоев
Изделия из нержавеющих сталей можно паять как мягкими припоями, изготовленными на основе олова и свинца, так и твердыми типами присадочного материала, в состав которого входят более тугоплавкие металлы.
Мягкий припой за счет того, что его основу составляет олово, является легкоплавким материалом, отличающимся высокой пластичностью и жидкотекучестью в расплавленном состоянии. Что особенно важно при выполнении пайки изделий из нержавейки, он обладает хорошей раскислительной способностью.

Свойства мягких припоев
Более надежные соединения как в производственных, так и в домашних условиях позволяет получить пайка, выполняемая с использованием твердых припоев. Металлы, из которых их изготавливают, плавятся при более высокой температуре, чем олово, что и позволяет получать с их помощью надежные и долговечные соединения. Очень часто материалы данного типа производят на основе технического серебра, которого в их составе может содержаться до 30%.
Основные марки серебряных припоев
Одним из популярных типов твердого припоя является материал марки HTS-528, который успешно используется для пайки не только нержавейки, но и меди, латуни, бронзы, никеля и других металлов. Удобно, что он выпускается в виде прутка, поверхность которого уже покрыта слоем флюса. Работая с таким припоем в производственных условиях или дома, следует иметь в виду, что температура его плавления составляет 760°.

Припой HTS-528, представляет собой пруток, покрытый флюсом красного цвета. Помимо нержавейки подходит для чугуна и цветных металлов
Приготовление флюса
При пайке нержавейки следует очень внимательно отнестись к вопросу выбора готового флюса или рецептуре его самостоятельного изготовления. Классический состав флюса, который можно приготовить и дома, включает следующие компоненты:
- буру (70%);
- борную кислоту (20%);
- фтористый кальций (10%).
Для пайки изделий, отличающихся небольшими размерами, можно приготовить флюс, который будет состоять только из буры и борной кислоты, смешанных в одинаковой пропорции. Смешав компоненты флюса в сухом виде, его необходимо развести водой и уже полученным раствором обрабатывать место будущего соединения.
Полезные советы
Чтобы выполнить пайку нержавейки качественно, следует воспользоваться рекомендациями опытных специалистов.
- Мощность паяльника, который должен эффективно прогревать соединяемый металл, находится в интервале 60–100 Вт, но лучше остановить свой выбор именно на стоваттном устройстве. Для пайки габаритных деталей, например труб из нержавейки, потребуется не электрический паяльник, а газовая горелка.
- Выбирая электрический паяльник, лучше остановить свой выбор на моделях, оснащенных наконечниками, которые не обгорают.
- Наиболее экономичным и универсальным типом припоя, позволяющим получать качественные соединения изделий из нержавейки, являются оловянно-свинцовые прутки. В том случае, если паять предстоит посуду, которая будет контактировать с пищевыми продуктами или жидкостями, в качестве припоя лучше использовать чистое олово, которое не содержит в своем составе вредных примесей.
- Помещение, в котором выполняются работы по пайке, должно хорошо проветриваться.
- Выполняя пайку, следует обязательно использовать индивидуальные средства защиты, чтобы не навредить своему здоровью.
Что еще следует знать о пайке нержавеющей стали
В тех случаях, когда к паяным соединениям изделий из нержавейки предъявляются особые требования, могут использоваться специальные марки припоев, к числу которых относятся материалы, изготовленные на основе никеля и фосфора, а также никеля, хрома и марганца. Припои второй группы используют, в частности, в тех случаях, когда пайка выполняется в среде защитного газа, состоящего из смеси аргона с трехфтористым бором. При выполнении пайки по такой технологии в качестве припоя может использоваться и чистая медь, которая хорошо смачивает металл и формирует надежное соединение.

При использовании медного припоя место пайки будет отличатся от нержавейки характерным желтым цветом
Припои, изготовленные на основе никеля, позволяют получать соединения, отличающиеся высокой прочностью. Между тем есть у таких материалов и недостатки, к которым следует отнести невысокую пластичность. Именно поэтому такой присадочный материал не используют для соединения элементов конструкций из нержавейки, которые будут подвергаться ударным и вибрационным нагрузкам в процессе своей эксплуатации. Кроме того, паяный шов из такого материала очень критично относится к низким температурам. Пайку припоями никелевой группы, которые плавятся при температуре, превышающей 1000°, можно выполнять в среде сухого водорода, аргона и в вакууме.
Таким образом, пайка изделий из нержавейки (габаритных труб, эксплуатируемых под давлением, посуды, предметов мебели или интерьера) имеет свои нюансы, которые обязательно следует учитывать при выборе как режимов пайки, так и расходных материалов. Существует множество справочников, руководствуясь которыми, можно оптимально подобрать все необходимые материалы и получить качественное, надежное и красивое паяное соединение.
Как припаять провод к нержавейке?
Если детали не массивные то луди ЛИМОННОЙ КИСЛОТОЙ без канифоли.
Идеальное средство для пайки нержавейки — ОРТОФОСФОРНАЯ КИСЛОТА.
Остальные ответы
Газовой горелкой — лучше всего.
Кислоту надо —прилипнет
Просто взять и припаять. Флюс для нержавейки — 20 руб.
Как следует залудить придётся.
паяльником
специальная паяльная кислота, которая будет использована в качестве флюса.
Так залуди.
Активный флюс + наждачка
Точечная сварка — самое верное и надежное!
А болтовое соединение?
без кислоты никак не залудишь
Попробуй спросить у специалистов тут http://www.rucabel.ru/ ребята очень отзывчивые и уже давно работают в этой сфере, я думаю они ответят тебе на все интересующие вопросы
Источник: http://www.rucabel.ru/
Похожие вопросы
Ваш браузер устарел
Мы постоянно добавляем новый функционал в основной интерфейс проекта. К сожалению, старые браузеры не в состоянии качественно работать с современными программными продуктами. Для корректной работы используйте последние версии браузеров Chrome, Mozilla Firefox, Opera, Microsoft Edge или установите браузер Atom.
Как и чем паять нержавейку в домашних условиях (советы эксперта)
Спайка между собой отдельных деталей, сделанных из нержавеющей стали – достаточно трудоемкая и сложная процедура. Для получения качественного соединительного шва важно правильно выбрать припой, рабочий режим используемого оборудования и соблюдать установленные требования к пайке нержавеющих сталей.

Как паять нержавейку оловом в домашних условиях
Отремонтировать предметы из нержавеющей стали, например, предметы кухонной посуды, вполне реально самостоятельно в бытовых условиях. Паять нержавейку допускается обыкновенным небольшим паяльником с применением припоя на основе олова.
Особенности пайки нержавейки
Пайка нержавейки — это процедура наплавления на участок соединения двух металлических деталей специальной присадки, в качестве которой часто применяют компоненты на оловянной основе. Расходный материал не содержит вредные компоненты для человеческого здоровья, поэтому подходит даже для ремонта кухонной посуды.
Ключевая особенность пайки нержавейки оловом в бытовых условиях – необходимость тщательной обработки спаиваемых поверхностей металла. В процессе спайки, чтобы исключить нагрузки на соединительный участок, опытные мастера используют специальные приемы. Например, для упрочнения соединений наклепанной стали предварительно осуществляют отжиг поверхностей газовой горелкой.

Используемое оборудование
Чтобы сделать качественный ремонт металлического изделия предварительно надо изучить методику спайки, подготовить оборудование и расходники.
Для пайки нержавеющей стали в бытовых условиях понадобятся следующие инструменты и расходники:
- паяльник электрический на 60-100 Вт либо небольшая горелка на пропане;
- припой, сделанный из оловянного сплава;
- флюс;
- надфиль, щетка проволочного типа, наждачная бумага;
- ветошь;
- растворитель для обезжиривания паяемых стальных поверхностей;
- средства индивидуальной защиты: щиток с прозрачной вставкой либо очки, респиратор, перчатки.
При спайке массивных металлических деталей для их первоначального нагревания потребуется паяльник большей мощности. А для более качественной очистки поверхностей соединяемых элементов рекомендуется использовать ортофосфорную кислоту.

Режимы пайки оловом
Опытные мастера рекомендуют следующие режимы спайки нержавеющей стали с использованием оловянного припоя:
- мощность паяльного устройства – от 80 до 120 Вт;
- толщина припоя – от 2 до 4 мм;
- температура пламени – от 232 до 240 °С;
- время нагревания – от 5 до 10 сек.
Для контроля температуры пламени рекомендуется использовать специальный прибор – пирометр.
Флюс для пайки нержавейки и его приготовление
На этапе сваривания деталей можно повредить сплавы металлов, обладающие коррозионной устойчивостью. Поэтому перед тем, как соединить отдельные элементы нержавейки, нужно правильно подобрать флюс. Такие составы необязательно приобретать на строительном рынке, их можно самостоятельно изготовить в быту.
Инструкция, как приготовить флюс в домашних условиях:
- берем по одной части буры и борной кислоты;
- тщательно перемешиваем эти два компонента;
- добавляем в полученный состав воду;
- перемешиваем смесь до формирования однородной массы.
Приготовленный раствор наносят на участок спаивания металла. Когда он высохнет, адгезия стальных поверхностей существенно повысится.
Флюс для пайки, изготовленный на дому, по своим эксплуатационным показателям не уступает заводским составам. А для улучшения схватывания состава поверхности соединяемых металлических деталей рекомендуется предварительно обработать надфилем либо наждачной бумагой.

Припой для нержавейки и его типы
Припой для пайки нержавейки бывает двух типов:
- Мягкий. Для изготовления используют олово (свинец). Эти химические элементы повышают текучесть и пластичность расходника, используемого для формирования сварочного шва. Минус мягких припоев – затвердевшее покрытие имеет низкие прочностные показатели.
- Твердый. В состав изделия входит техническое серебро – 30% от общего объема. Соединение деталей отличается высокой прочностью и долговечностью. Твердые припои часто применяют на производствах, в ремонтных мастерских.
Для самостоятельного спаивания деталей из нержавейки на дому рекомендуется приобретать припои твердой структуры, позволяющие получать крепкие качественные соединения. Их производят из металлов, отличающихся от олова (свинца) высокой температурой плавления. После затвердевания припоя получается твердый и прочный сварной шов, способный выдерживать высокие механические нагрузки.
Самым популярным на рынке является универсальный припой HTS-528, применяемый для соединения чугунных деталей, изделий из нержавейки и цветных металлов. Припой выпускают в форме прута с флюсовым покрытием красного цвета.



Пищевые припои
Технология спайки с использованием пищевых припоев аналогична спаиванию металлов прочими присадками. Единственное требование – запрещено применение металлических сплавов со свинцам, например, оловянно-свинцовых материалов (ПОС). Свинец относится к токсичным химическим элементам.
При использовании ортофосфорной кислоты паяльный процесс затягивать не рекомендуется, так как через 10-15 секунд на поверхности свариваемых элементов образуется фосфатная пленка, препятствующая процедуре пайки. В итоге чтобы запаять металл придется зачищать его поверхность заново. Поэтому флюс рекомендуется наносить непосредственно перед запайкой изделий.
Пайка с помощью газовой горелки
При самостоятельном выполнении пайки нержавейки в домашних условиях с применением газовой горелки важно соблюдать установленные требования безопасности.
- применение негорючего экранирующего покрытия в рабочей зоне – листовой асбест и прочие материалы;
- рабочее помещение должно иметь качественную вентиляцию, тщательно проветриваться;
- с горелкой надо уметь правильно обращаться, рекомендуется задействовать припой многокомпонентного состава, какой не требует дополнительного нанесения флюса на спаиваемые металлы;
- в пламени горелки не допускается лишний кислород, он способствует окислению металлических поверхностей, а соединение получается недостаточно прочным.
Перед началом спайки газовой горелкой поверхности металлических деталей тщательно зачищают и обезжиривают. Далее свариваемый участок прогревают, пока металл не покраснеет. При этом постоянно нужно контролировать цвет пламени горелки. Светло-синий оттенок говорит об опасных излишках кислорода.
После прогревания элементов из нержавейки к линии их спайки подносят прут твердого припоя. Важно чтобы пламя горелки с этим участком напрямую не контактировало. Продолжают прогревать металл, пока из стыковочного шва не начнет выходить расплавленный припой. После завершения пайки по всей линии соединения изделие охлаждают и визуально проверяют наличие дефектов.
Преимущества
Спайка изделий из нержавеющей стали с применением твердых припоев считается самой качественной и долговечной, если сравнивать с другими вариантами. Такую технологию применяют в промышленной сфере для соединения деталей, которые эксплуатируются в тяжелых условиях с повышенными механическими нагрузками и при высоких температурах.
Основные преимущества технологии:
- короткий подготовительный этап;
- простота соединения деталей небольших размеров;
- получение качественного соединительного шва;
- доступность расходного материала.
Процедура спайки деталей из нержавейки не требует особых подготовительных мероприятий. Соединение элементов осуществляется достаточно быстро. В отличие от сварочных работ при пайке рабочая температура значительно ниже, поэтому риски деформации обрабатываемого металла сводятся к нулю. Эту технологию используют в станкостроении для ремонта деталей. Ее легче освоить, чем сварку, поэтому к ней прибегают чаще домашние мастера.
Недостатки
Спайка изделий из нержавеющей стали оловом кроме преимуществ имеет ряд недостатков:
- более трудоемкая процедура соединения деталей, если сравнивать с другими типами припоя;
- не каждый инструмент способен выдавать необходимую температуру для соединения металла, поэтому в бытовых условиях такая процедура становится трудноосуществимой;
- большинство твердых сплавов достаточно дорогие, как и процедура пайки из-за большого расхода требуемых ресурсов;
- готовое соединение не отличается высокими прочностными показателями;
- олово – жидкотекучий химический элемент, что существенно затрудняет процесс спайки металлов;
- максимальная эксплуатационная температура запаянного металлического изделия падает до температуры пластичности олова.
Стоит отметить, что высокая текучесть олова не позволяет сделать качественный вертикальный шов при спайке в бытовых условиях. С такой задачей сможет справиться только опытный спайщик.
Отличия высокотемпературной пайки от низкотемпературной
При низкотемпературной пайке нержавеющей стали участок соединения нагревают электрическим источником, при высокотемпературной процедуре – газовой горелкой. Отличается и температура плавления используемых припоев, что впоследствии отражается на качестве соединения, условиях эксплуатации спаянного изделия.
После низкотемпературной спайки деталь выдерживает значительно меньшую эксплуатационную температуру, чем после высокотемпературной. Но высокий температурный режим при запаивании конструкции способен повлиять на изменение структуры металлического сплава, температура плавления которого близка температуре пайки.
Также стоит отметить, при использовании этих двух режимов предметы из нержавеющей стали спаивают оборудованием разной мощности.

Почему пайка может не получиться
Качественная спайка металлических деталей может не получиться из-за ошибок мастера. Обязательно на этапе запаивания конструкции надо периодически очищать наконечник используемого паяльного устройства. Не рекомендуется использовать в присадки канифоль либо другие составы с повышенным содержанием свинца.
Самые распространенные ошибки
Из часто допускаемых ошибок во время спайки деталей выделяют следующие:
- Некачественная зачистка поверхностей спаиваемых предметов. При плохой обработке кромок соединяемых деталей из нержавейки присадка не задерживается на поверхности металла, скатывается с нее. В результате кромки свариваемых изделий требуют повторной механической обработки.
- Некачественное обезжиривание спаиваемых изделий. Припой также будет плохо удерживаться на металлической поверхности и паяться.
- Недостаточный нагрев металла. При недостаточной температуре спайки не удастся раскалить металл и перевести твердый припой в текучее состояние.
- Применение паяльного устройства с обгораемым наконечником. Жало паяльника нужно периодически очищать от нагарообразования, что препятствует непрерывному прогреванию соединяемых металлических элементов.
- Использование вместо флюса канифоли. Такой припой не эффективен для нержавейки.
- Применение припоя, содержащего большое количество свинца. Для спаивания нержавейки рекомендуется покупать припои с повышенным содержанием олова.
- Преждевременная проверка качества соединительного шва. Если жидкий припой не успел полностью затвердеть, можно нарушить качество соединения. В результате пайку изделия придется осуществлять заново, начиная с зачистки металлической поверхности.
- Пайка без предварительного лужения разных видов металла. Не удастся соединить изделие из нержавейки с деталью из меди либо латуни без специальной обработки участка спайки. Его предварительно надо залудить.
- Применение паяльного устройства для значительной площади. В данной ситуации флюс быстро окисляется. Поэтому для спайки металлических изделий большой площади применяют исключительно газовую горелку. Опытные мастера рекомендуют использовать горелки с двумя соплами.
Ознакомившись предварительно с перечисленными ошибками и рекомендациями специалистов вполне можно качественно спаять изделия из нержавейки в бытовых условиях своими руками.
Контроль качества шва
Есть несколько вариантов, как проверить качество спайки изделий из нержавейки:
- трансформаторный;
- параметрический;
- люминесцентный;
- оптический;
- цветной;
- визуальный.
На дому часто используют визуальный способ. Опытные мастера рекомендуют дать соединению полностью остыть, затем попробовать поковырять отверткой либо шилом. Если шов качественный, на его поверхности останется небольшая царапина. В случае некачественной спайки изделия припой отслоится, соответственно процедуру придется повторить.

Техника безопасности
При самостоятельной пайке изделий из нержавейки на дому обязательно нужно соблюдать следующие правила безопасности:
- используемый припой для пайки бытовых предметов из пищевой нержавейки не должен содержать свинец и цинк;
- нельзя брать голыми руками разогретый металл до его полного охлаждения;
- газовый баллон надо размещать на достаточном удалении от открытого огня;
- работы нужно выполнять исключительно в индивидуальных защитных средствах и тщательно вентилируемом помещении.
Для соединения металлических изделий без сварки в бытовых условиях рекомендуется использовать маломощные паяльные устройства – от 60 до 100 Вт, лучше паяльник на 100 Вт.
Соединение металлических труб рекомендуется выполнять с помощью газовой горелки. Электрическим паяльником достаточно сложно припаять друг к другу громоздкие элементы конструкции, даже при использовании оборудования с не обгорающим наконечником.
Пайка нержавеющей стали

Пайка нержавейки — удобный и доступный способ соединения металла, используемый при мелком бытовом ремонте, в проведении монтажных работ, при скреплении деталей из разных сплавов. Несмотря на распространенность материала, мало кто знает, как правильно работать с ним в домашних условиях, в мастерской, используя твердый или мягкий припой. О том, как должна происходить пайка нержавеющей стали с латунью, медью и другими цветными или черными металлами, стоит поговорить более подробно.
Особенности процесса
Нержавеющая сталь — это сплав железа с углеродом, содержащий специальные легирующие компоненты для повышения коррозионной стойкости материала. Обычно в качестве добавок выступают такие металлы, как молибден, никель, хром. Многокомпонентность состава и создает основные сложности в работе с ним.
Пайка нержавейки — процесс, при котором соединение металла производится путем наплавления на его поверхность присадок. Чаще всего используется обычный оловянный или твердый серебряный припой, безопасный даже для посуды. Сплавы нержавеющей стали довольно хорошо поддаются соединению с другими металлами, кроме тех, что содержат алюминий и магний.
Чем выше объемы легирования никелем и хромом, тем легче выполняется пайка, но таким изделиям противопоказан длительный нагрев до температуры свыше 500 градусов Цельсия.
Несмотря на то что нержавейка считается сложным в работе материалом, она высоко ценится за свои превосходные антикоррозионные свойства. Посуда для приготовления пищи, медицинские приборы, предметы интерьера — все это широко применяется в быту. Пайка как способ ремонта в домашних условиях в этом случае применяется довольно часто, осуществляется с использованием паяльника или газовой горелки. В промышленности эти процессы протекают в условиях защищенной газовой атмосферы с использованием чистой, беспримесной меди.
К особенностям бытовой пайки можно отнести тщательную механическую обработку. Иногда применяются специальные приемы для исключения нагрузок на область соединения деталей в процессе работы. В некоторых случаях для упрочнения, особенно при работе с наклепанными сталями, производят предварительный отжиг газовой горелкой.
В целом процесс не вызывает затруднений, если внимательно подойти к выбору расходных материалов, следовать инструкциям и учитывать состав нержавейки.
Типы припоев
Все припои, при помощи которых может осуществляться пайка нержавейки, делятся на две большие группы: мягкие и твердые. Одни из них подходят для посуды пищевого назначения, поскольку не содержат опасных соединений. В эту категорию входят оловянные припои без свинца в составе. Все остальные изделия можно соединять составами марки ПОС. Они довольно эффективно скрепляют детали из нержавейки технического назначения.
Листовую сталь, сплавы с медью (латунь, бронзу, чугун), другие разнородные металлы соединяют при помощи твердых многокомпонентных или серебряных припоев. Это наиболее простое решение, позволяющее получить прочное крепление элементов между собой. Чтобы лучше разобраться в особенностях каждой группы, стоит обратить внимание на популярные типы и марки составов.
Мягкие
Чистое олово и оловянно-свинцовые припои обладают определенными преимуществами при пайке нержавеющей стали. Мягкие металлы имеют малую температуру плавления, позволяют не перекаливать сплав. Процесс подготовки к пайке занимает минимум времени. Соединение получается довольно прочным, но для значительных механических нагрузок не годится.
Среди мягких припоев общего назначения выделяются составы ПОС. Они широко распространены, выпускаются в различных формах и объемах. Наиболее популярными считаются следующие варианты.
- ПОС-18. В составе присутствует 18% олова, сурьма в пределах 2,5%, среди других легирующих добавок – висмут, мышьяк, медь. Остальной объем занимает свинец.
- ПОС-30. Здесь доля олова достигает 30%, сурьмы – 1,5%.
- ПОС-40. Доля свинца не превышает 58%, олово занимает около 40%, 2% объема приходится на сурьму.
Чистое олово в прутках или проволоке применяют для пайки там, где нужно исключить контакт со свинцовыми соединениями.
Твердые
При создании соединений на ответственных, нагружаемых участках, при скреплении листового металла более эффективным решением становится использование твердых припоев. Они изготавливаются из смеси серебра, цинка и меди, в некоторых случаях в качестве добавок здесь используют также палладий, кадмий, фосфор, никель. Объемная доля благородного металла здесь варьируется от 10 до 80%, но наиболее часто применяют варианты с долей от 25 до 45%. Включение кадмия в состав в основном связано с необходимостью понижения температуры, при которой металл способен оплавляться.
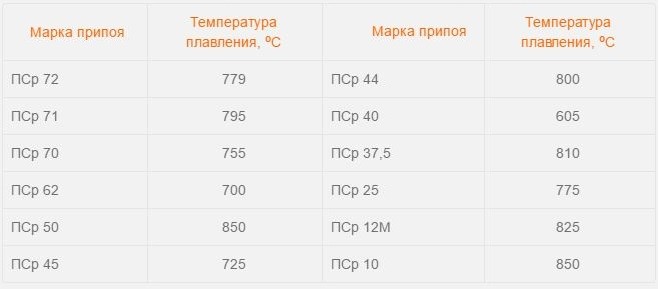
Среди популярных марок таких припоев можно выделить следующие варианты:
Важно учесть, что цифра в маркировке соответствует объему серебра в составе. Чем она выше, тем ниже будет температура плавления. Например, у ПСр 10 она составляет 850 градусов по Цельсию, а у ПСр 72 – всего 779. Наличие фосфора в составе позволяет, не применяя флюсов, паять омедненные нержавеющие стали. Никель и кадмий помогают повысить текучесть припоя.
Выбор флюса
Наиболее простым флюсом для пайки нержавеющей стали является бура. Ее в виде пасты или порошка наносят на соединяемые детали. При нагреве металла бура расплавляется, обеспечивая удаление окислов, препятствующих качественному спаиванию. При пайке в домашней мастерской принято использовать составы в жидком виде. Они наносятся кистью, распределяются равномерно.
При самостоятельном приготовлении обычно применяют составы с содержанием 50% буры и такого же количества борной кислоты. Компоненты смешивают в сухом виде, разводят водой. Готовые флюсы более сложные по своему составу. Бура здесь занимает до 70% объема, остальная доля приходится на борную кислоту и фтористый кальций.
При пайке чистым оловом флюс тоже нужен особенный. Если речь идет о лужении посуды, лучшим компонентом для ее предварительной обработки станет ортофосфорная кислота. Она химически безвредна, не влияет на безопасность материалов, соприкасающихся с водой или пищей.
Как и чем лучше паять?
Процесс пайки нержавеющей стали во многом зависит от правильности выбора необходимого оборудования. При самостоятельном выполнении работ стоит приготовить:
- паяльник мощностью от 80 Вт или газовую (пропановую) горелку;
- флюс для удаления следов окисления;
- растворитель для обезжиривания;
- абразивы для зачистки металла (щетку, надфиль, наждачную бумагу);
- припой на оловянной или серебряной основе;
- ветошь или х/б ткань;
- СИЗ.
Этого комплекта хватит для того, чтобы осуществить пайку нержавеющей стали дома или в мастерской. При работе с массивными деталями прогрев может осуществляться более мощным паяльником. Кроме того, можно совмещать в работе несколько горелок, а также применять инструмент с несколькими соплами.
Паяльником
Для работы с нержавеющей сталью понадобится паяльник с тонким необгораемым жалом. Следует также подготовить ПОС или олово в прутках толщиной 2-4 мм. Рассмотрим порядок действий.
- Зачистить поверхность металлических деталей. В зависимости от размера элементов может применяться наждачная бумага, напильник или УШМ с соответствующими дисками. Нужно убрать все пятна, следы повреждений, другие возможные дефекты.
- Выполнить обезжиривание. Оно осуществляется при помощи органических растворителей. Можно использовать ацетон или уайт-спирит.
- Нанести флюс. Его в жидком виде равномерно распределяют по поверхности нержавеющей стали. Слой должен быть тонким. Флюс не понадобится, если он уже входит в состав припоя.
- Залудить спаиваемые детали. Металлические поверхности в зоне соединения прогреваются до температуры плавления припоя, затем при помощи паяльника на них наносится припой. Он нагревается, становится текучим, покрывает нержавейку ровным слоем.
- Выполнить пайку. После лужения нержавеющая сталь уже полностью готова к пайке оловом. Достаточно просто прогреть область соединения, а затем подать в нее подготовленный припой. Важно, чтобы текучесть он приобретал не от контакта с паяльником, а от тепла заготовок.
- Завершить работу. Пайка считается выполненной правильно, если из рабочих зазоров между заготовками начинают выступать капли расплавленного металла.
По завершении работ важно дать соединению остыть, чтобы шов набрал прочность. Не рекомендуется смещать или проверять скрепленные детали на разрыв. Остатки флюса с нержавеющей стали убирают, смывая его водой. Излишки припоя можно счистить при помощи инструментов для механической обработки.
Газовой горелкой
Использование газовой горелки в домашних условиях требует соблюдения норм техники безопасности. Обязательным условием для пайки является использование негорючего экранирующего слоя на рабочей поверхности. Это может быть листовой асбест и другие материалы. Дома нужно обеспечивать тщательное проветривание помещения для пайки.
Правильно обращаться с пропановой горелкой тоже нужно уметь. В этом случае лучше использовать многокомпонентный припой, не требующий предварительного нанесения флюса. Сначала металл зачищается, обезжиривается. Затем его прогревают до того момента, пока он не станет красным. Важно контролировать цвет пламени – при опасном избытке кислорода пламя станет светло-синим.
Заготовку из нержавеющей стали прогревают, затем подносят к месту пайки брусок твердого припоя. Нужно исключить прямой контакт пламени с этой областью. Прогрев продолжают до того момента, как припой начнет выходить из стыков в месте формирования шва. После этого пайку завершают, остужают соединение, производят осмотр на наличие дефектов.
Распространенные ошибки
Процессу пайки нержавеющей стали могут помешать ошибки самого мастера, выполняющего работу. Можно выделить ряд часто встречающихся проблем.
- Низкое качество зачистки. Плохо обработанная перед началом пайки нержавеющая сталь приведет к тому, что припой просто будет скатываться с поверхности, не задерживаясь на ней. При появлении такого эффекта нужно заново выполнить механическую обработку, тщательно удаляя следы окисления с металла.
- Плохое обезжиривание. Оно также может негативно повлиять на то, как именно будет ложиться припой любого типа.
- Слабый прогрев. Если детали не удается раскалить достаточно интенсивно, паяльные составы останутся в твердой форме, не переходя в текучее состояние. Исправить ситуацию можно, увеличив силу прогрева.
- Выбор паяльника с обгораемым жалом. Его поверхность придется очищать — это помешает непрерывному прогреву металлических заготовок.
- Выбор канифоли в качестве флюса. При работе с нержавеющей сталью она совершенно бесполезна.
- Использование припоя с высоким содержанием свинца. Лучше отдать предпочтение вариантам, где выше процент олова.
- Преждевременная проверка соединения. Шов, в котором жидкий припой еще не успел схватиться, может утратить прочность. Пайку придется проводить повторно.
- Спаивание разнородных металлов без предварительного лужения. Соединить медь и нержавеющую сталь без дополнительной обработки не получится.
- Использование паяльника при соединении деталей с большой площадью соприкосновения. Флюс здесь будет слишком быстро окисляться. Нужно использовать газовую горелку, лучше с несколькими соплами.
Учитывая все эти моменты, можно произвести работы по пайке нержавеющей стали в домашних условиях без особенных затруднений.
В следующем видео рассказывается о пайке нержавеющей стали.