1.2.4. Флюсы для монтажной пайки
Конечным условием надежной пайки является смачивание поверхности соединяемых металлов припоем. Следовательно, главным требованием к флюсу является обеспечение хорошей смачиваемости поверхности паяного шва расплавленным припоем за счет уменьшения поверхностного натяжения припоя и улучшения его растекания по всем зазорам паяного шва. Дополнительные требования состоят в том, что флюс должен:
растворять поверхностные пленки на металле и припое, тем самым активировать поверхности;
предотвращать окисление активированных поверхностей;
обеспечивать и выравнивать передачу тепла в зоне пайки;
уступать припою при смачивании поверхностей (выдавливаться из зоны спая по мере смачивания металла припоем);
не образовывать агрессивных паров, которые могли бы конденсироваться на соседних холодных поверхностях компонентов и элементах электрической изоляции, вызывая впоследствии коррозию и отказы изоляции;
иметь способность к удалению (отмывке) доступными средствами.
Для удаления оксидной пленки с поверхности основного металла и расплавленного припоя флюсы должны отвечать требованиям:
иметь температуру плавления на (50 – 100) °С ниже температуры плавления припоя;
обладать хорошей растекаемостью по поверхности основного металла и припоя для образования сплошной пленки, защищающей эти поверхности;
снижать поверхностное натяжение припоя и обеспечивать полное смачивание соединяемых поверхностей;
Механизм действия флюса заключается в том, что окисные пленки металла и припоя растворяются или разрыхляются и всплывают на его поверхность.
На поверхности очищенного (активированного) металла образуется защитный слой флюса, препятствующий возникновению новых окисных пленок и загрязнений (если сам флюс не разлагается при перегреве). Жидкий припой должен замещать флюс и взаимодействовать с основным металлом. Поэтому смачиваемость припоем спаиваемых поверхностей должна быть больше, чем у флюса.
Химическая активность флюса, используемого для монтажной пайки, должна проявляться только при температуре пайки. При температурах эксплуатации аппаратуры он должен быть нейтрален, чтобы не вызывать коррозионных процессов и разрушения изоляции. Этим свойством среди других при определенных условиях обладают флюсы на основе канифоли.
Классификация флюсов.
Материалы, предлагаемые в качестве флюсов для пайки электронных изделий, могут относиться к смолосодержащим и смолонесодержащим.
Основу смолосодержащих флюсов, как правило, составляет канифоль, представляющая собой смесь органических кислот. Главный компонент этой смеси – абиетиновая кислота. Органические кислоты такие как салициловая, молочная, стеариновая, лимонная, муравьиная и т. д. также могут быть использованы для подготовки поверхности к пайке, однако в силу их большей активности они требуют более аккуратного обращения и тщательной промывки изделий после пайки. Эти кислоты, как и некоторые их соединения, чаще используются в качестве активаторов и добавок к флюсам на основе канифоли.
Уровень кислотности флюса на основе чистой канифоли очень мал, но в результате ее растворения в спирте и в процессе нагрева при пайке происходит ее дополнительная активация. Процесс активации канифоли начинается при температуре около 170 °С. При сильном нагреве (более 270 °С) происходит интенсивное разложение канифоли и потеря ее флюсующих свойств.
Смолосодержащие паяльные флюсы классифицируются по кислотности и активности.
Бескислотные флюсы приготавливаются на основе канифоли и спиртов (одно и многоатомных): этилового, глицерина, этиленгликолей, этилацетата и др. Например, флюсы ФКСп, ФКЭт представляют собой растворы сосновой канифоли в этиловом спирте и этилацетате (соответственно). Эти флюсы приготавливают непосредственно в производстве.
Активируют канифольные флюсы присадками химических активаторов: салициловой кислоты, органическими соединениями галогенов. Например, флюс ФКТ содержит добавку тетрабромида дипентена, а флюс ФКТС – добавку салициловой кислоты.
Использование активных флюсов для монтажной пайки категорически запрещено. Возможные их остатки при неполной отмывке вызывают интенсивное разрушение электронных узлов.
В последнее время появился и начал интенсивно распространяться комплекс смолонесодержащих водорастворимых флюсов, поддающихся удалению водными растворами моющих средств. Например, флюс ФТС, содержащий салициловую кислоту, триэтаноламин и спирт этиловый. Смолонесодержащие флюсы могут иметь ионогенные компоненты, от которых платы нужно тщательно очищать.
В бессвинцовой пайке используют флюсы на водной основе, не содержащие VOC (Volatile Organic Compounds – композиции с органическими испаряющимися компонентами). Их преимущества состоят в невоспламеняемости, меньшей интенсивности испарения, способности быть активными в широком температурном диапазоне. Для продления жизнеспособности этот флюс может быть заморожен как сам по себе, так и в составе паяльных паст. Он обеспечивает высокое поверхностное натяжение припоя и способен флюсовать монтажные отверстия.
В качестве примера в табл. 5.3 приведены некоторые типы флюсов, разрешенных к применению в РФ
Марки флюсов, их состав и назначение
Составляющие флюса и их состав, %
Температурный интервал флюсующей активности,°С
Паяемый металл или металличе-
Медь, серебро, олово, цинк, олово – свинец, золото, олово – висмут
Оловянно –свинцовые; оловянно –свинцово –кадмиевые; серебряные
Пайка и лужение
деталей и проводников в изделиях
Медь, серебро, олово, цинк, олово – свинец, золото, олово – висмут
Оловянно –свинцовые; оловянно –свинцово –кадмиевые; серебряные
Консервация в условиях складского хранения
тетрабромиддипситен 0,05 – 0,1;
Медь, серебро, олово, кадмий, цинк, олово – свинец, олово – висмут, золото
Оловянно – свинцовые, оловянно –
Оловянно –свинцовые; оловянно –
Пайка и лужение контактных соединений и поверхно-
стей в изделиях специального назначения
Продолжение табл. 5.3
Сосновая канифоль 15 – 30;
салициловая кислота 3 – 3,5;
триэтаноламин 1 – 1,5;
этиловый спирт 81 – 65
То же, что и ФКТ, кроме серебряных
То же, но при условии полного удаления остатков флюса после пайки
триэтанолзмин 1 – 2;
этиловый спирт 76 – 68
сплавы, олово, серебро, кадмий, цинк, олово–
свинец, олово –висмут
Оловянно – свинцовые; серебряные
Пайка, лужение деталей, проводников в изделиях широкого потребления
этиленгликоль 25 – 50;
этиловый спирт 73 – 46
Медь и ее сплавы, ни кель и его
сплавы, олово, серебро, кадмий, цинк, олово–
Оловянно –свинцовые; оловянно –свинцово –висмутовые; оловянно –свинцово –кадмиевые
Пайка, лужение в
изделиях широкого по требления.
Предварительное лужение выводов в изделиях специального назначения
триэтаноламин 1 – 1,5;
этиловый спирт 95 – 94
серебро, кадмий, цинк, олово–свинец, олово–висмут
Оловянно –свинцовые; оловянно –свинцово –висмутовые
Пайка, лужение контактных соединений и поверхностей в изделиях широкого потребления
Продолжение табл. 5.3
То же, что и ФТС
То же, а также груп-
повая пайка деталей
и оплавление после
Хлористый цинк 4 –5,5;
Хлористый аммоний 9,0;
Сталь, медь и их сплавы, никель и его сплавы
Оловянно –свинцовые; серебряные
Предварительное лужение поверхностей при условии полного удаления остатков флюса после пайки
Цилиндровое масло 52 79 – 81;
ническое связующее 16 – 17;
Сталь, медь и их сплавы, никель и его сплавы
Защита зеркала расплав ленного припоя от окисления в механизиро
ванных установках для пайки
Флюсы на синтетической основе.
В синтетических флюсах используются фенольные, полиэфирные и другие синтетические смолы с фиксированным массово-молекулярным распределением, что позволяет регулировать процесс активации и поликонденсации и получать остатки с заданными свойствами: пластичность, механическая прочность, теплостойкость, влагостойкость и др. В частности, регулируя процессы поликонденсации можно получать остатки флюса с высокой термоустойчивостью – более 125 °С, т. е. выше верхнего предела работоспособности аппаратуры. Это позволяет применять влагозащитные покрытия без удаления остатков флюса после пайки, если соблюсти стерильные условия прохождения плат по сквозному процессу сборки и пайки.
Полимеризующиеся флюсы, не требующие отмывки после пайки, обеспечивают хорошее качество паяных соединений на всех известных финишных покрытиях.
Типы флюсов.
По степени активности флюсы классифицируются 1 :
Тип «R» (англ. rosin – канифоль) представляет собой чистую канифоль в твердом виде или растворенную в спирте, этилацетате, метиленэтилкетоне и подобных растворителях. Это наименее активная группа флюсов, поэтому ее используют для пайки по свежим поверхностям или по поверхностям, которые были защищены от окисления в процессе хранения. В соответствии с рекомендациями ОСТ 4Г0.033.200, эта группа флюсов не требует удаления их остатков после пайки, если потом электронный модуль не покрывается влагозащитным лаком.
Тип «RMA» (англ. rosin mild activated – слегка активированная канифоль) – группа смолосодержащих флюсов, активированных различными комбинациями активаторов: органическими кислотами или их соединениями (диметилалкилбензиламмонийхлорид, трибутилфосфат, салициловая кислота, диэтиламин солянокислый, триэтаноламин и др.). Эти флюсы обладают более высокой активностью по сравнению с типом R. В процессе пайки активаторы испаряются без остатка. Поэтому они считаются абсолютно безвредными. Флюс не требует отмывки.
Тип “RA” (англ. rosin activated – активированная канифоль). Эта группа флюсов рекомендуется при промышленном производстве электронных изделий массового спроса. Несмотря на то, что данный вид флюса отличается более высокой активностью по сравнению с упомянутыми выше, он также не требуюет смывки, поскольку его остатки не проявляют видимой коррозионной активности.
Тип «SRA» (англ. super activated resin) – сверхактивированная канифоль). Эти флюсы были созданы для нестандартных для электроники применений. Они могут использоваться для пайки никельсодержащих сплавов, нержавеющих сталей и материалов типа сплава ковар. Флюсы типа SRA очень агрессивны и требуют тщательной отмывки при любых обстоятельствах, поэтому их использование в электронике строго регламентировано.
Тип «No—Clean» (не требует смывки). Эта группа специально создана для процессов, где нет возможности использовать последующую отмывку плат или она затруднена по каким-то причинам. Основное отличие этой группы состоит в крайне малом количестве остатков флюса на плате по окончании процесса пайки.
Некоторые особенности использования флюсов.
Для обеспечения высокой надежности паяных соединений смачиваемость припоем спаиваемых поверхностей является определяющей. Этому способствует активность флюса в режимах пайки. Поэтому повышенная активность флюса желательна, но при условии, если это не влечет за собой ухудшение электроизоляционных свойств монтажного основания за счет неизбежных ионногенных загрязнений, источником которых являются остатки активаторов флюсов.
Роль остатков активаторов в увеличении поверхностной проводимости в условиях повышенной влажности несомненна. После пайки твердые или вязкие растворы окислов остаются в зоне пайки и, если потом используется влагозащитное покрытие, провоциют осмотические процессы отслоения и пузырения лаковой пленки.
Когда в качестве активаторов используют органические кислоты, возникает определенная опасность того, что оставшиеся на поверхности плат их остатки при взаимодействии с влагой могут ионизироваться. Это приведет к ухудшению электроизоляционных свойств и даже к электрохимическим процессам отказа изоляции.
Традиционно в качестве флюса используются не сухая канифоль, а ее спиртовые растворы. И в этом состоянии она химически активна. Ее главный компонент – абиетиновая кислота – в спиртовом растворе способен растворять окислы металлов с образованием комплексных соединений.
Сухая канифоль имеет нейтральную некоррозионную среду, но ее спиртовые растворы имеют коррозионную агрессивность, проявляющую себя, в частности, в контакте с медью. Продукты коррозии металлов в растворах канифоли имеют характерный для них цвет. Например, продукты коррозии меди имеют зеленый цвет, обусловленный наличием ионов меди в ее соединении с абиетиновой кислотой. Раствор канифоли, как правило, накапливается в капиллярных полостях (например, под изоляционной оболочкой проводов) и герметизируется там высыхающей пленкой флюса на выходе из капилляра. Коррозия проводов в среде флюса уменьшает их сечение, что существенно для тонких проводов.
Растворяя окислы, канифоль образует с ними соединения, называемые резинатами. Они приобретают характерный для растворенных окислов цвет. Например, резинат меди имеет голубой цвет. В холодном состоянии резинаты малоактивны, но при нагреве могут проявлять коррозионную агрессивность. Поэтому отмывка узлов после пайки – обязательная процедура для технологического обеспечения надежности изделий, работающих в экстремальных условиях. За счет содержания спирта композиция канифоли в условиях даже умеренного увлажнения приобретает способность к гидролизу (омылению).
Продукты гидролиза тоже создают проводимость. Последствия гидролиза остатков канифоли наблюдаются в виде белесого налета на поверхности плохо отмытого монтажного узла. Нужно отметить, что сухие остатки канифоли гидрофобны и не поддаются гидролизу, белесость проявляется именно на недостаточно отмытых от канифоли участках платы.
Если платы покрывают электроизоляционным лаком, остатки канифоли (тем более активаторов), продуктов ее гидролиза и другие загрязнения в условиях увлажнения приводят к осмотическим явлениям, завершающимся отслоением и пузырением лакового покрытия. Пузыри оказываются наполненными влагой и создают канал проводимости изоляции.
Флюсы характеризуются также минимальной температурой активации, при которой они еще эффективно работают в процессах пайки. Верхний температурный предел ограничен температурой разложения и потерей флюсующих свойств. То есть все флюсы имеют вполне определенный температурный интервал флюсующей активности. Например, спиртовой раствор канифоли (флюс ФКСп) начинает работать при температуре 200 °С и разлагается при 300 °С. Минимальную рабочую температуру имеет флюс ФКТС – 130 °С. С ним можно паять сплавом Розе. Таким образом, рабочие температуры пайки определяются не только металлургическими свойствами припоев, но и температурной активностью флюсов. Составы флюсов и припоев были стандартизованы.
Режим пайки волной припоя при переходе от Sn/Pb к бессвинцовым припоям изменился незначительно. В таких системах могут быть использованы прежние флюсы. При бессвинцовой пайке волной более предпочтительны водорастворимые флюсы.
Температура бессвинцовой пайки несколько выше (примерно на 30 °C), что следует учитывать при выборе флюса. Для высокотемпературных припоев используются флюсы исключительно на основе канифоли.
1.2.4. Флюсы для монтажной пайки
Конечным условием надежной пайки является смачивание поверхности соединяемых металлов припоем. Следовательно, главным требованием к флюсу является обеспечение хорошей смачиваемости поверхности паяного шва расплавленным припоем за счет уменьшения поверхностного натяжения припоя и улучшения его растекания по всем зазорам паяного шва. Дополнительные требования состоят в том, что флюс должен:
растворять поверхностные пленки на металле и припое, тем самым активировать поверхности;
предотвращать окисление активированных поверхностей;
обеспечивать и выравнивать передачу тепла в зоне пайки;
уступать припою при смачивании поверхностей (выдавливаться из зоны спая по мере смачивания металла припоем);
не образовывать агрессивных паров, которые могли бы конденсироваться на соседних холодных поверхностях компонентов и элементах электрической изоляции, вызывая впоследствии коррозию и отказы изоляции;
иметь способность к удалению (отмывке) доступными средствами.
Для удаления оксидной пленки с поверхности основного металла и расплавленного припоя флюсы должны отвечать требованиям:
иметь температуру плавления на (50 – 100) °С ниже температуры плавления припоя;
обладать хорошей растекаемостью по поверхности основного металла и припоя для образования сплошной пленки, защищающей эти поверхности;
снижать поверхностное натяжение припоя и обеспечивать полное смачивание соединяемых поверхностей;
Механизм действия флюса заключается в том, что окисные пленки металла и припоя растворяются или разрыхляются и всплывают на его поверхность.
На поверхности очищенного (активированного) металла образуется защитный слой флюса, препятствующий возникновению новых окисных пленок и загрязнений (если сам флюс не разлагается при перегреве). Жидкий припой должен замещать флюс и взаимодействовать с основным металлом. Поэтому смачиваемость припоем спаиваемых поверхностей должна быть больше, чем у флюса.
Химическая активность флюса, используемого для монтажной пайки, должна проявляться только при температуре пайки. При температурах эксплуатации аппаратуры он должен быть нейтрален, чтобы не вызывать коррозионных процессов и разрушения изоляции. Этим свойством среди других при определенных условиях обладают флюсы на основе канифоли.
Классификация флюсов.
Материалы, предлагаемые в качестве флюсов для пайки электронных изделий, могут относиться к смолосодержащим и смолонесодержащим.
Основу смолосодержащих флюсов, как правило, составляет канифоль, представляющая собой смесь органических кислот. Главный компонент этой смеси – абиетиновая кислота. Органические кислоты такие как салициловая, молочная, стеариновая, лимонная, муравьиная и т. д. также могут быть использованы для подготовки поверхности к пайке, однако в силу их большей активности они требуют более аккуратного обращения и тщательной промывки изделий после пайки. Эти кислоты, как и некоторые их соединения, чаще используются в качестве активаторов и добавок к флюсам на основе канифоли.
Уровень кислотности флюса на основе чистой канифоли очень мал, но в результате ее растворения в спирте и в процессе нагрева при пайке происходит ее дополнительная активация. Процесс активации канифоли начинается при температуре около 170 °С. При сильном нагреве (более 270 °С) происходит интенсивное разложение канифоли и потеря ее флюсующих свойств.
Смолосодержащие паяльные флюсы классифицируются по кислотности и активности.
Бескислотные флюсы приготавливаются на основе канифоли и спиртов (одно и многоатомных): этилового, глицерина, этиленгликолей, этилацетата и др. Например, флюсы ФКСп, ФКЭт представляют собой растворы сосновой канифоли в этиловом спирте и этилацетате (соответственно). Эти флюсы приготавливают непосредственно в производстве.
Активируют канифольные флюсы присадками химических активаторов: салициловой кислоты, органическими соединениями галогенов. Например, флюс ФКТ содержит добавку тетрабромида дипентена, а флюс ФКТС – добавку салициловой кислоты.
Использование активных флюсов для монтажной пайки категорически запрещено. Возможные их остатки при неполной отмывке вызывают интенсивное разрушение электронных узлов.
В последнее время появился и начал интенсивно распространяться комплекс смолонесодержащих водорастворимых флюсов, поддающихся удалению водными растворами моющих средств. Например, флюс ФТС, содержащий салициловую кислоту, триэтаноламин и спирт этиловый. Смолонесодержащие флюсы могут иметь ионогенные компоненты, от которых платы нужно тщательно очищать.
В бессвинцовой пайке используют флюсы на водной основе, не содержащие VOC (Volatile Organic Compounds – композиции с органическими испаряющимися компонентами). Их преимущества состоят в невоспламеняемости, меньшей интенсивности испарения, способности быть активными в широком температурном диапазоне. Для продления жизнеспособности этот флюс может быть заморожен как сам по себе, так и в составе паяльных паст. Он обеспечивает высокое поверхностное натяжение припоя и способен флюсовать монтажные отверстия.
В качестве примера в табл. 5.3 приведены некоторые типы флюсов, разрешенных к применению в РФ
Марки флюсов, их состав и назначение
Составляющие флюса и их состав, %
Температурный интервал флюсующей активности,°С
Паяемый металл или металличе-
Медь, серебро, олово, цинк, олово – свинец, золото, олово – висмут
Оловянно –свинцовые; оловянно –свинцово –кадмиевые; серебряные
Пайка и лужение
деталей и проводников в изделиях
Медь, серебро, олово, цинк, олово – свинец, золото, олово – висмут
Оловянно –свинцовые; оловянно –свинцово –кадмиевые; серебряные
Консервация в условиях складского хранения
тетрабромиддипситен 0,05 – 0,1;
Медь, серебро, олово, кадмий, цинк, олово – свинец, олово – висмут, золото
Оловянно – свинцовые, оловянно –
Оловянно –свинцовые; оловянно –
Пайка и лужение контактных соединений и поверхно-
стей в изделиях специального назначения
Продолжение табл. 5.3
Сосновая канифоль 15 – 30;
салициловая кислота 3 – 3,5;
триэтаноламин 1 – 1,5;
этиловый спирт 81 – 65
То же, что и ФКТ, кроме серебряных
То же, но при условии полного удаления остатков флюса после пайки
триэтанолзмин 1 – 2;
этиловый спирт 76 – 68
сплавы, олово, серебро, кадмий, цинк, олово–
свинец, олово –висмут
Оловянно – свинцовые; серебряные
Пайка, лужение деталей, проводников в изделиях широкого потребления
этиленгликоль 25 – 50;
этиловый спирт 73 – 46
Медь и ее сплавы, ни кель и его
сплавы, олово, серебро, кадмий, цинк, олово–
Оловянно –свинцовые; оловянно –свинцово –висмутовые; оловянно –свинцово –кадмиевые
Пайка, лужение в
изделиях широкого по требления.
Предварительное лужение выводов в изделиях специального назначения
триэтаноламин 1 – 1,5;
этиловый спирт 95 – 94
серебро, кадмий, цинк, олово–свинец, олово–висмут
Оловянно –свинцовые; оловянно –свинцово –висмутовые
Пайка, лужение контактных соединений и поверхностей в изделиях широкого потребления
Продолжение табл. 5.3
То же, что и ФТС
То же, а также груп-
повая пайка деталей
и оплавление после
Хлористый цинк 4 –5,5;
Хлористый аммоний 9,0;
Сталь, медь и их сплавы, никель и его сплавы
Оловянно –свинцовые; серебряные
Предварительное лужение поверхностей при условии полного удаления остатков флюса после пайки
Цилиндровое масло 52 79 – 81;
ническое связующее 16 – 17;
Сталь, медь и их сплавы, никель и его сплавы
Защита зеркала расплав ленного припоя от окисления в механизиро
ванных установках для пайки
Флюсы на синтетической основе.
В синтетических флюсах используются фенольные, полиэфирные и другие синтетические смолы с фиксированным массово-молекулярным распределением, что позволяет регулировать процесс активации и поликонденсации и получать остатки с заданными свойствами: пластичность, механическая прочность, теплостойкость, влагостойкость и др. В частности, регулируя процессы поликонденсации можно получать остатки флюса с высокой термоустойчивостью – более 125 °С, т. е. выше верхнего предела работоспособности аппаратуры. Это позволяет применять влагозащитные покрытия без удаления остатков флюса после пайки, если соблюсти стерильные условия прохождения плат по сквозному процессу сборки и пайки.
Полимеризующиеся флюсы, не требующие отмывки после пайки, обеспечивают хорошее качество паяных соединений на всех известных финишных покрытиях.
Типы флюсов.
По степени активности флюсы классифицируются 1 :
Тип «R» (англ. rosin – канифоль) представляет собой чистую канифоль в твердом виде или растворенную в спирте, этилацетате, метиленэтилкетоне и подобных растворителях. Это наименее активная группа флюсов, поэтому ее используют для пайки по свежим поверхностям или по поверхностям, которые были защищены от окисления в процессе хранения. В соответствии с рекомендациями ОСТ 4Г0.033.200, эта группа флюсов не требует удаления их остатков после пайки, если потом электронный модуль не покрывается влагозащитным лаком.
Тип «RMA» (англ. rosin mild activated – слегка активированная канифоль) – группа смолосодержащих флюсов, активированных различными комбинациями активаторов: органическими кислотами или их соединениями (диметилалкилбензиламмонийхлорид, трибутилфосфат, салициловая кислота, диэтиламин солянокислый, триэтаноламин и др.). Эти флюсы обладают более высокой активностью по сравнению с типом R. В процессе пайки активаторы испаряются без остатка. Поэтому они считаются абсолютно безвредными. Флюс не требует отмывки.
Тип «RA» (англ. rosin activated – активированная канифоль). Эта группа флюсов рекомендуется при промышленном производстве электронных изделий массового спроса. Несмотря на то, что данный вид флюса отличается более высокой активностью по сравнению с упомянутыми выше, он также не требуюет смывки, поскольку его остатки не проявляют видимой коррозионной активности.
Тип «SRA» (англ. super activated resin) – сверхактивированная канифоль). Эти флюсы были созданы для нестандартных для электроники применений. Они могут использоваться для пайки никельсодержащих сплавов, нержавеющих сталей и материалов типа сплава ковар. Флюсы типа SRA очень агрессивны и требуют тщательной отмывки при любых обстоятельствах, поэтому их использование в электронике строго регламентировано.
Тип «No – Clean» (не требует смывки). Эта группа специально создана для процессов, где нет возможности использовать последующую отмывку плат или она затруднена по каким-то причинам. Основное отличие этой группы состоит в крайне малом количестве остатков флюса на плате по окончании процесса пайки.
Некоторые особенности использования флюсов.
Для обеспечения высокой надежности паяных соединений смачиваемость припоем спаиваемых поверхностей является определяющей. Этому способствует активность флюса в режимах пайки. Поэтому повышенная активность флюса желательна, но при условии, если это не влечет за собой ухудшение электроизоляционных свойств монтажного основания за счет неизбежных ионногенных загрязнений, источником которых являются остатки активаторов флюсов.
Роль остатков активаторов в увеличении поверхностной проводимости в условиях повышенной влажности несомненна. После пайки твердые или вязкие растворы окислов остаются в зоне пайки и, если потом используется влагозащитное покрытие, провоциют осмотические процессы отслоения и пузырения лаковой пленки.
Когда в качестве активаторов используют органические кислоты, возникает определенная опасность того, что оставшиеся на поверхности плат их остатки при взаимодействии с влагой могут ионизироваться. Это приведет к ухудшению электроизоляционных свойств и даже к электрохимическим процессам отказа изоляции.
Традиционно в качестве флюса используются не сухая канифоль, а ее спиртовые растворы. И в этом состоянии она химически активна. Ее главный компонент – абиетиновая кислота – в спиртовом растворе способен растворять окислы металлов с образованием комплексных соединений.
Сухая канифоль имеет нейтральную некоррозионную среду, но ее спиртовые растворы имеют коррозионную агрессивность, проявляющую себя, в частности, в контакте с медью. Продукты коррозии металлов в растворах канифоли имеют характерный для них цвет. Например, продукты коррозии меди имеют зеленый цвет, обусловленный наличием ионов меди в ее соединении с абиетиновой кислотой. Раствор канифоли, как правило, накапливается в капиллярных полостях (например, под изоляционной оболочкой проводов) и герметизируется там высыхающей пленкой флюса на выходе из капилляра. Коррозия проводов в среде флюса уменьшает их сечение, что существенно для тонких проводов.
Растворяя окислы, канифоль образует с ними соединения, называемые резинатами. Они приобретают характерный для растворенных окислов цвет. Например, резинат меди имеет голубой цвет. В холодном состоянии резинаты малоактивны, но при нагреве могут проявлять коррозионную агрессивность. Поэтому отмывка узлов после пайки – обязательная процедура для технологического обеспечения надежности изделий, работающих в экстремальных условиях. За счет содержания спирта композиция канифоли в условиях даже умеренного увлажнения приобретает способность к гидролизу (омылению).
Продукты гидролиза тоже создают проводимость. Последствия гидролиза остатков канифоли наблюдаются в виде белесого налета на поверхности плохо отмытого монтажного узла. Нужно отметить, что сухие остатки канифоли гидрофобны и не поддаются гидролизу, белесость проявляется именно на недостаточно отмытых от канифоли участках платы.
Если платы покрывают электроизоляционным лаком, остатки канифоли (тем более активаторов), продуктов ее гидролиза и другие загрязнения в условиях увлажнения приводят к осмотическим явлениям, завершающимся отслоением и пузырением лакового покрытия. Пузыри оказываются наполненными влагой и создают канал проводимости изоляции.
Флюсы характеризуются также минимальной температурой активации, при которой они еще эффективно работают в процессах пайки. Верхний температурный предел ограничен температурой разложения и потерей флюсующих свойств. То есть все флюсы имеют вполне определенный температурный интервал флюсующей активности. Например, спиртовой раствор канифоли (флюс ФКСп) начинает работать при температуре 200 °С и разлагается при 300 °С. Минимальную рабочую температуру имеет флюс ФКТС – 130 °С. С ним можно паять сплавом Розе. Таким образом, рабочие температуры пайки определяются не только металлургическими свойствами припоев, но и температурной активностью флюсов. Составы флюсов и припоев были стандартизованы.
Режим пайки волной припоя при переходе от сплава Sn – Pb к бессвинцовым припоям изменился незначительно. В таких системах могут быть использованы прежние флюсы. При бессвинцовой пайке волной более предпочтительны водорастворимые флюсы.
Температура бессвинцовой пайки несколько выше (примерно на 30 °C), что следует учитывать при выборе флюса. Для высокотемпературных припоев используются флюсы исключительно на основе канифоли.
Флюс паяльный фксп как пользоваться
Конечным условием надежной пайки является смачивание поверхности соединяемых металлов припоем. Следовательно, главным требованием к флюсу является обеспечение хорошей смачиваемости поверхности паяного шва расплавленным припоем за счет уменьшения поверхностного натяжения припоя и улучшения его растекания по всем зазорам паяного шва. Дополнительные требования состоят в том, что флюс должен:
растворять поверхностные пленки на металле и припое, тем самым активировать поверхности;
предотвращать окисление активированных поверхностей;
обеспечивать и выравнивать передачу тепла в зоне пайки;
уступать припою при смачивании поверхностей (выдавливаться из зоны спая по мере смачивания металла припоем);
не образовывать агрессивных паров, которые могли бы конденсироваться на соседних холодных поверхностях компонентов и элементах электрической изоляции, вызывая впоследствии коррозию и отказы изоляции;
иметь способность к удалению (отмывке) доступными средствами.
Для удаления оксидной пленки с поверхности основного металла и расплавленного припоя флюсы должны отвечать требованиям:
иметь температуру плавления на (50 – 100) °С ниже температуры плавления припоя;
обладать хорошей растекаемостью по поверхности основного металла и припоя для образования сплошной пленки, защищающей эти поверхности;
снижать поверхностное натяжение припоя и обеспечивать полное смачивание соединяемых поверхностей;
Механизм действия флюса заключается в том, что окисные пленки металла и припоя растворяются или разрыхляются и всплывают на его поверхность.
На поверхности очищенного (активированного) металла образуется защитный слой флюса, препятствующий возникновению новых окисных пленок и загрязнений (если сам флюс не разлагается при перегреве). Жидкий припой должен замещать флюс и взаимодействовать с основным металлом. Поэтому смачиваемость припоем спаиваемых поверхностей должна быть больше, чем у флюса.
Химическая активность флюса, используемого для монтажной пайки, должна проявляться только при температуре пайки. При температурах эксплуатации аппаратуры он должен быть нейтрален, чтобы не вызывать коррозионных процессов и разрушения изоляции. Этим свойством среди других при определенных условиях обладают флюсы на основе канифоли.
Классификация флюсов.
Материалы, предлагаемые в качестве флюсов для пайки электронных изделий, могут относиться к смолосодержащим и смолонесодержащим.
Основу смолосодержащих флюсов, как правило, составляет канифоль, представляющая собой смесь органических кислот. Главный компонент этой смеси – абиетиновая кислота. Органические кислоты такие как салициловая, молочная, стеариновая, лимонная, муравьиная и т. д. также могут быть использованы для подготовки поверхности к пайке, однако в силу их большей активности они требуют более аккуратного обращения и тщательной промывки изделий после пайки. Эти кислоты, как и некоторые их соединения, чаще используются в качестве активаторов и добавок к флюсам на основе канифоли.
Уровень кислотности флюса на основе чистой канифоли очень мал, но в результате ее растворения в спирте и в процессе нагрева при пайке происходит ее дополнительная активация. Процесс активации канифоли начинается при температуре около 170 °С. При сильном нагреве (более 270 °С) происходит интенсивное разложение канифоли и потеря ее флюсующих свойств.
Смолосодержащие паяльные флюсы классифицируются по кислотности и активности.
Бескислотные флюсы приготавливаются на основе канифоли и спиртов (одно и многоатомных): этилового, глицерина, этиленгликолей, этилацетата и др. Например, флюсы ФКСп, ФКЭт представляют собой растворы сосновой канифоли в этиловом спирте и этилацетате (соответственно). Эти флюсы приготавливают непосредственно в производстве.
Активируют канифольные флюсы присадками химических активаторов: салициловой кислоты, органическими соединениями галогенов. Например, флюс ФКТ содержит добавку тетрабромида дипентена, а флюс ФКТС – добавку салициловой кислоты.
Использование активных флюсов для монтажной пайки категорически запрещено. Возможные их остатки при неполной отмывке вызывают интенсивное разрушение электронных узлов.
В последнее время появился и начал интенсивно распространяться комплекс смолонесодержащих водорастворимых флюсов, поддающихся удалению водными растворами моющих средств. Например, флюс ФТС, содержащий салициловую кислоту, триэтаноламин и спирт этиловый. Смолонесодержащие флюсы могут иметь ионогенные компоненты, от которых платы нужно тщательно очищать.
В бессвинцовой пайке используют флюсы на водной основе, не содержащие VOC (Volatile Organic Compounds – композиции с органическими испаряющимися компонентами). Их преимущества состоят в невоспламеняемости, меньшей интенсивности испарения, способности быть активными в широком температурном диапазоне. Для продления жизнеспособности этот флюс может быть заморожен как сам по себе, так и в составе паяльных паст. Он обеспечивает высокое поверхностное натяжение припоя и способен флюсовать монтажные отверстия.
В качестве примера в табл. 5.3 приведены некоторые типы флюсов, разрешенных к применению в РФ
Марки флюсов, их состав и назначение
Составляющие флюса и их состав, %
Температурный интервал флюсующей активности,°С
Паяемый металл или металличе-
Медь, серебро, олово, цинк, олово – свинец, золото, олово – висмут
Оловянно –свинцовые; оловянно –свинцово –кадмиевые; серебряные
Пайка и лужение
деталей и проводников в изделиях
Медь, серебро, олово, цинк, олово – свинец, золото, олово – висмут
Оловянно –свинцовые; оловянно –свинцово –кадмиевые; серебряные
Консервация в условиях складского хранения
тетрабромиддипситен 0,05 – 0,1;
Медь, серебро, олово, кадмий, цинк, олово – свинец, олово – висмут, золото
Оловянно – свинцовые, оловянно –
Оловянно –свинцовые; оловянно –
Пайка и лужение контактных соединений и поверхно-
стей в изделиях специального назначения
Продолжение табл. 5.3
Сосновая канифоль 15 – 30;
салициловая кислота 3 – 3,5;
триэтаноламин 1 – 1,5;
этиловый спирт 81 – 65
То же, что и ФКТ, кроме серебряных
То же, но при условии полного удаления остатков флюса после пайки
триэтанолзмин 1 – 2;
этиловый спирт 76 – 68
сплавы, олово, серебро, кадмий, цинк, олово–
свинец, олово –висмут
Оловянно – свинцовые; серебряные
Пайка, лужение деталей, проводников в изделиях широкого потребления
этиленгликоль 25 – 50;
этиловый спирт 73 – 46
Медь и ее сплавы, ни кель и его
сплавы, олово, серебро, кадмий, цинк, олово–
Оловянно –свинцовые; оловянно –свинцово –висмутовые; оловянно –свинцово –кадмиевые
Пайка, лужение в
изделиях широкого по требления.
Предварительное лужение выводов в изделиях специального назначения
триэтаноламин 1 – 1,5;
этиловый спирт 95 – 94
серебро, кадмий, цинк, олово–свинец, олово–висмут
Оловянно –свинцовые; оловянно –свинцово –висмутовые
Пайка, лужение контактных соединений и поверхностей в изделиях широкого потребления
Продолжение табл. 5.3
То же, что и ФТС
То же, а также груп-
повая пайка деталей
и оплавление после
Хлористый цинк 4 –5,5;
Хлористый аммоний 9,0;
Сталь, медь и их сплавы, никель и его сплавы
Оловянно –свинцовые; серебряные
Предварительное лужение поверхностей при условии полного удаления остатков флюса после пайки
Цилиндровое масло 52 79 – 81;
ническое связующее 16 – 17;
Сталь, медь и их сплавы, никель и его сплавы
Защита зеркала расплав ленного припоя от окисления в механизиро
ванных установках для пайки
Флюсы на синтетической основе.
В синтетических флюсах используются фенольные, полиэфирные и другие синтетические смолы с фиксированным массово-молекулярным распределением, что позволяет регулировать процесс активации и поликонденсации и получать остатки с заданными свойствами: пластичность, механическая прочность, теплостойкость, влагостойкость и др. В частности, регулируя процессы поликонденсации можно получать остатки флюса с высокой термоустойчивостью – более 125 °С, т. е. выше верхнего предела работоспособности аппаратуры. Это позволяет применять влагозащитные покрытия без удаления остатков флюса после пайки, если соблюсти стерильные условия прохождения плат по сквозному процессу сборки и пайки.
Полимеризующиеся флюсы, не требующие отмывки после пайки, обеспечивают хорошее качество паяных соединений на всех известных финишных покрытиях.
Типы флюсов.
По степени активности флюсы классифицируются 1 :
Тип «R» (англ. rosin – канифоль) представляет собой чистую канифоль в твердом виде или растворенную в спирте, этилацетате, метиленэтилкетоне и подобных растворителях. Это наименее активная группа флюсов, поэтому ее используют для пайки по свежим поверхностям или по поверхностям, которые были защищены от окисления в процессе хранения. В соответствии с рекомендациями ОСТ 4Г0.033.200, эта группа флюсов не требует удаления их остатков после пайки, если потом электронный модуль не покрывается влагозащитным лаком.
Тип «RMA» (англ. rosin mild activated – слегка активированная канифоль) – группа смолосодержащих флюсов, активированных различными комбинациями активаторов: органическими кислотами или их соединениями (диметилалкилбензиламмонийхлорид, трибутилфосфат, салициловая кислота, диэтиламин солянокислый, триэтаноламин и др.). Эти флюсы обладают более высокой активностью по сравнению с типом R. В процессе пайки активаторы испаряются без остатка. Поэтому они считаются абсолютно безвредными. Флюс не требует отмывки.
Тип “RA” (англ. rosin activated – активированная канифоль). Эта группа флюсов рекомендуется при промышленном производстве электронных изделий массового спроса. Несмотря на то, что данный вид флюса отличается более высокой активностью по сравнению с упомянутыми выше, он также не требуюет смывки, поскольку его остатки не проявляют видимой коррозионной активности.
Тип «SRA» (англ. super activated resin) – сверхактивированная канифоль). Эти флюсы были созданы для нестандартных для электроники применений. Они могут использоваться для пайки никельсодержащих сплавов, нержавеющих сталей и материалов типа сплава ковар. Флюсы типа SRA очень агрессивны и требуют тщательной отмывки при любых обстоятельствах, поэтому их использование в электронике строго регламентировано.
Тип «No—Clean» (не требует смывки). Эта группа специально создана для процессов, где нет возможности использовать последующую отмывку плат или она затруднена по каким-то причинам. Основное отличие этой группы состоит в крайне малом количестве остатков флюса на плате по окончании процесса пайки.
Некоторые особенности использования флюсов.
Для обеспечения высокой надежности паяных соединений смачиваемость припоем спаиваемых поверхностей является определяющей. Этому способствует активность флюса в режимах пайки. Поэтому повышенная активность флюса желательна, но при условии, если это не влечет за собой ухудшение электроизоляционных свойств монтажного основания за счет неизбежных ионногенных загрязнений, источником которых являются остатки активаторов флюсов.
Роль остатков активаторов в увеличении поверхностной проводимости в условиях повышенной влажности несомненна. После пайки твердые или вязкие растворы окислов остаются в зоне пайки и, если потом используется влагозащитное покрытие, провоциют осмотические процессы отслоения и пузырения лаковой пленки.
Когда в качестве активаторов используют органические кислоты, возникает определенная опасность того, что оставшиеся на поверхности плат их остатки при взаимодействии с влагой могут ионизироваться. Это приведет к ухудшению электроизоляционных свойств и даже к электрохимическим процессам отказа изоляции.
Традиционно в качестве флюса используются не сухая канифоль, а ее спиртовые растворы. И в этом состоянии она химически активна. Ее главный компонент – абиетиновая кислота – в спиртовом растворе способен растворять окислы металлов с образованием комплексных соединений.
Сухая канифоль имеет нейтральную некоррозионную среду, но ее спиртовые растворы имеют коррозионную агрессивность, проявляющую себя, в частности, в контакте с медью. Продукты коррозии металлов в растворах канифоли имеют характерный для них цвет. Например, продукты коррозии меди имеют зеленый цвет, обусловленный наличием ионов меди в ее соединении с абиетиновой кислотой. Раствор канифоли, как правило, накапливается в капиллярных полостях (например, под изоляционной оболочкой проводов) и герметизируется там высыхающей пленкой флюса на выходе из капилляра. Коррозия проводов в среде флюса уменьшает их сечение, что существенно для тонких проводов.
Растворяя окислы, канифоль образует с ними соединения, называемые резинатами. Они приобретают характерный для растворенных окислов цвет. Например, резинат меди имеет голубой цвет. В холодном состоянии резинаты малоактивны, но при нагреве могут проявлять коррозионную агрессивность. Поэтому отмывка узлов после пайки – обязательная процедура для технологического обеспечения надежности изделий, работающих в экстремальных условиях. За счет содержания спирта композиция канифоли в условиях даже умеренного увлажнения приобретает способность к гидролизу (омылению).
Продукты гидролиза тоже создают проводимость. Последствия гидролиза остатков канифоли наблюдаются в виде белесого налета на поверхности плохо отмытого монтажного узла. Нужно отметить, что сухие остатки канифоли гидрофобны и не поддаются гидролизу, белесость проявляется именно на недостаточно отмытых от канифоли участках платы.
Если платы покрывают электроизоляционным лаком, остатки канифоли (тем более активаторов), продуктов ее гидролиза и другие загрязнения в условиях увлажнения приводят к осмотическим явлениям, завершающимся отслоением и пузырением лакового покрытия. Пузыри оказываются наполненными влагой и создают канал проводимости изоляции.
Флюсы характеризуются также минимальной температурой активации, при которой они еще эффективно работают в процессах пайки. Верхний температурный предел ограничен температурой разложения и потерей флюсующих свойств. То есть все флюсы имеют вполне определенный температурный интервал флюсующей активности. Например, спиртовой раствор канифоли (флюс ФКСп) начинает работать при температуре 200 °С и разлагается при 300 °С. Минимальную рабочую температуру имеет флюс ФКТС – 130 °С. С ним можно паять сплавом Розе. Таким образом, рабочие температуры пайки определяются не только металлургическими свойствами припоев, но и температурной активностью флюсов. Составы флюсов и припоев были стандартизованы.
Режим пайки волной припоя при переходе от Sn/Pb к бессвинцовым припоям изменился незначительно. В таких системах могут быть использованы прежние флюсы. При бессвинцовой пайке волной более предпочтительны водорастворимые флюсы.
Температура бессвинцовой пайки несколько выше (примерно на 30 °C), что следует учитывать при выборе флюса. Для высокотемпературных припоев используются флюсы исключительно на основе канифоли.
Тестирование флюсов на активность
За продолжительное время работы с паяльным оборудованием скопилось с небольшую горсть баночек с флюсами, а так же парочка устройств, которые как раз были запаяны разными флюсами. Мысль написать статью возникла при вскрытии одного из устройств, вся поверхность была изъедена темно-коричневыми пятнами, которые были с пятого раза вычищены спиртом. Решил взять кусочек стеклотекстолита и провести мини-тест, дабы в дальнейшем знать, чем можно паять, а чем нельзя.
Итак, что имеем в наличии:
1. ФКСП (флюс канифольно-спиртовой паяльный, нейтральный)

Куплен года два назад, как самый первый флюс. Не понравился, ибо оставшийся невыкипевший спирт после пайки неплохо так проводит ток, что явно играет не на руку любому радиолюбителю. Плохо залуживает, лично я не использую его, но в тест включил.
2. ЛТИ-120 (флюс канифольный, слабоактивированный)
Куплен на замену ФКСП. Слабоактивированный, казалось бы, «слабо», посмотрим в конце как он паяет. Дымит сильно, пахнет неприятно, свойственный темной канифоли кристаллизующийся налет.
3. Жир паяльный нейтральный. На мой взгляд лучший из нейтральных для залуживания и пайки ножек массивных деталей. Для SMD непригоден ввиду невозможности нанесения на плату в жидком состоянии. В конечном тесте не участвовал, поскольку неактивен 100% не имеет никаких жидких растворителей в основе.
4. ТТ (флюс-гель) слышал десяток отзывов как о его нейтральности, так и о его активности. Зависит во многом от изготовителя, срока годности. Мой просрочился в начале 2017, и чуть пожелтел, видимо от воздуха, ведь паяльником в банку никто не лез. В тесте применялся мазок не активированного паянием флюса. Было это сделано с расчетом на то, что под площадками паяных деталей может оставаться не активированный температурой флюс.
5. FN-255, флюс-гель для пайки SMD, куплен в местном магазине. В целом пайкой рад, но дорожки предварительно нужно хорошенько лудить, на чистую медь не паяет, зато превосходно растекается и распределяет припой по ножкам.

6. YX-228. Куплен в GreenSpark по адекватной цене, аналог RMA-223. Густая масса, дымит, но неприятного запаха нет. Оставил нейтральные впечатления, ибо пайка SMD выходит на чистую 3, а для залуживания вовсе не годится.

7. ФЭП. Брался для быстрого залуживания жгута тонких медных проводов для намотки импульсного трансформатора. Мало того что свежие ПЭВ провода не берет, так и неприятно пахнет, вдобавок очень жидкий, наносить трудно.
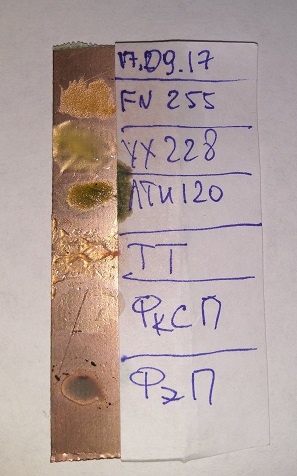
Методика тестирования такова: на небольшую пластину фольгированного стеклотекстолита был нанесен флюс «как есть». Убран в комод с доступом воздуха. По прошествии 2 недель были сделаны фотографии. После флюс был смыт салфеткой, смоченной изопропиловым спиртом. Проведена повторная фотосессия.
Итак, результаты «флюсостояния» по прошествии 2 недель:
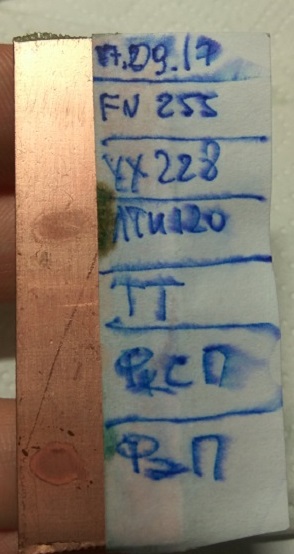
Результаты после смытия флюса:
Итог
Активность флюса напрямую зависит от продолжительности жизни Вашего паяного устройства. Конечно, желательно бы узнать остаточное сопротивление флюса после пайки, его электропроводность, но это уже совсем другая история.
Слабоактивированный ЛТИ-120 оказался достаточно активным флюсом, оставив после себя съеденную область под собой. ФЭП отдельный претендент на отправление в мусорку, ведь со жгута паянных проводов вымыть остатки почти нереально.
Очень порадовал ТТ, никаких признаков активности. SMD флюсы оказались полностью нейтральными, хотя кто его знает что там будет, через года, в сыром помещении или старом сарае.
Вообщем советую, FN-255 для пайки SMD, жир нейтральный — как флюс для пайки ножек практически любых элементов, и ТТ, лично им старые элементы и нелудившиеся компоненты только и паяю. А там выбор за Вами.
 Kaktys36
Kaktys36  Опубликована: 11.10.2017
Опубликована: 11.10.2017  0
0  0
0  Вознаградить Я собрал 0 2
Вознаградить Я собрал 0 2
Топ 10: самые лучшие флюсы для пайки

Всем добра! Данный рейтинг содержит лучшие флюсы для пайки и составлен из личных предпочтений и отзывов мастеров по ремонту электроники. Многие читатели сейчас подумают — «Ну наконец-то! Мастер Пайки начал хоть что-то писать о паяльном деле!» и окажутся правы – за почти 4 года на блоге не было написано ни одной приличной статьи о процессе пайки, хотя название блога как бы обязывает. Признаю, каюсь, буду исправлять положение.
Планирую публиковать обзоры процессов пайки, инструментов пайки, паяльные видео и новые технологии в мире пайки. А сегодня приведу свой рейтинг 10 самых лучших флюсов для пайки. Данный рейтинг составлен, исходя из личных предпочтений и всяческих отзывов знакомых мастеров по ремонту электроники различного уровня и не претендует на исключительность. Поехали — флюсы для пайки.
Рейтинг самых популярных флюсов для пайки
- Отличная смачиваемость
- Удобная консистенция
- Почти не дымит
- Выбор профессионалов
- Паять хорошо и удобно
- Часто попадаются подделки
- Аналог предыдущих флюсов в другой упаковке
- Адаптирован для пайки BGA
Что мы должны знать о флюсе?
Флюс предназначен для повышения качества процесса спаивания припоем двух металлических поверхностей и при нагревании очищает поверхности от оксидных и жирных пленок. Хороший флюс должен иметь низкую температуру плавления и малый удельный вес. Перед моментом плавления припоя он должен успеть растворить окислы и не проникать вглубь паяного соединения в процессе пайки. Флюс должен хорошо растекаться и смачивать поверхность припоя и металла в месте пайки.
Самые лучшие флюсы для пайки не выгорают и при нагреве мало испаряются. А продукты разложения и окислы легко удаляются растворителями. Даже если остатки не удалены, то они не вызывают коррозии. Как мы знаем, флюсы для пайки бывают активные (кислотные) и нейтральные (некислотные). Активный флюс обычно активно взаимодействует с широким спектром растворяемых жиров и оксидных пленок. При этом могут выделяться продукты взаимодействия, не слишком полезные для нашего драгоценного здоровья.
Нейтральные флюсы более безопасные в этом плане, но их волшебные свойства подготовки паяемых поверхностей не такие яркие. Какие бывают флюсы можно посмотреть в ГОСТ 19250-73 «Флюсы паяльные. Классификация». В общем, тут как и с любым профессиональным инструментом – каждый нужен для определенного набора действий. Начну рейтинг лучших флюсов по Мастеру Пайки с сортировкой по популярности у ремонтников электронной техники.
10. Флюс своими руками

На десятом месте экстремальные варианты флюса, сделанные своими руками – раствор таблетки аспирина в одеколоне, салициловый спирт, электролит со старой солевой (нещелочной) батарейки, фруктовый сок, оливковое масло, нашатырь с глицерином и т.д. Такие флюсы для пайки применяются редко, но знать о них нужно. На случай, если окажетесь в глухой деревне только с паяльником в кармане.
Что паять: железо, нержавейка, медь, бронза, цинк, нихром, серебро, никель.
Чем смывать: без понятия чем смывать одеколон, замешанный с фруктовым соком, политым оливковым маслом – наверное, легче выжечь все остатки ацетиленовой горелкой.
9. Паяльная кислота

На девятом месте ортофосфорная и паяльная кислота, которая просто разъедает любые жировые пленки на поверхности металла и поэтому обеспечивает прекрасную паяемость очищенных поверхностей. Воняет и отравляет молодой организм при нагреве просто жуть. Так что нужно проветривать помещение, а еще лучше паять на свежем воздухе. В этом случае отравление парами кислоты сведется к минимуму.
паяет быстро и почти все, можно сначала нанести кислоту на соединение, а потом уже паять, стоит ну очень дешево от 30 руб. за 10 мл.
этот флюс очень токсичен от слова ядовит при попадании на кожу и, особенно, на слизистые оболочки вплоть до разъедания, кислота все-таки. Им нельзя паять платы, потому как кислота, даже в небольших количествах оставшаяся на тонких медных дорожках, их разъест.
Что паять: медь, серебро, сталь, никель, чугун, бронза, латунь.
Чем смывать: растворителем, бензином, спиртом.
8. Бура для пайки

На восьмом месте расположилась Бура, она же тетраборат натрия, представляет собой соль борной кислоты в виде белого порошка . Буру часто смешивают с борной кислотой и водой, чтобы получить жидкий активный флюс.
применяется при высокой температуре 700 — 900 градусов, то есть можно паять горелкой.
этот активный флюс нужно смывать обязательно.
Что паять: золото, серебро, медь, латунь, чугун, сталь.
Чем смывать: удалять механически или же так: борный флюс смывается лимонной кислотой — лимонная кислота смывается водой — воду хорошо вымывает спирт.
7. Паяльный жир

На седьмом месте расплылся паяльный жир, он бывает активный и нейтральный, состав: канифоль, вазелин, парафин или стеарин, хлорид цинка, деионизованная вода и хлорид аммония. Вся эта ядреная смесь очень хорошо справляется с сильно-загрязненными поверхностями металла. Как раз для этого и нужен парафин. Он как бы приподнимает всю грязь наверх, подальше от эпицентра пайки.
испаряется медленно с жала паяльника, оставляет мало нагара, очень дешев (от 50 руб. за баночку 20 г.).
твердую консистенцию сложно наносить, остатки при нагреве работающей платы растекаются и долго испаряются.
Что паять: я бы рекомендовал паять жиром толстенные окисленные провода и небольшие металлические детали, я даже паял автомобильный радиатор этим чудо-жиром.
Чем смывать: смывается лучше всего растворителем или бензином, спирт плохо берет.
6. Флюсы ЛТИ, ТАГС, ЗИЛ и другие

На шестом месте расположились флюсы для пайки различной направленности с плавающей популярностью: ЛТИ (с индексами 1, 2, 3, 120 включают в себя воду, спирт, канифоль, аммиак, хлористый цинк, нашатырь, солянокислый анилин, триэтоланилин), ТАГС (глицерин, анилиновый активатор), ЗИЛ (с индексами 1, 2, 4 изготавливаются на основе хлоридов цинка, аммония, железа, соляной кислоты и воды), флюс-гель ТТ (обязательно смываемый флюс с индикацией активных остатков состоит из вазелина, эмульгатора, тетраэтиленгликоля и КРС-78), Ф-38Н (ортофосфорная кислота, диэтоламин солянокислый), ФКДТ (канифоль, спирт, мой любимый димэтилалкилбензиламмонийхлорид и трибутилфосфат), Kester 959t (разработан для пайки волной припоя без образования шариков).
Далее ФИМ (вода, спирт, ортофосфорная кислота), ЛК-2 (спирт, канифоль, хлориды аммония и цинка), ПВ (с индексами 200, 201, 284 и 209 на основе кислот применяется для высокотемпературной пайки), ФП 1 и 2 (вазелин, хлористый цинк, канифоль, нашатырь), КЭЦ (спирт, канифоль, хлористый цинк), флюс-паста ВТС (спирт, вазелин, салициловая кислота, триэтаноламин), ГК (спирт с глицерином и канифолью), КЗ (спирт с канифолью), Прима-1 (вода, спирт, глицерин, хлористый цинк).
Наиболее интересным мне показался флюс-гель Rexant «BGA и SMD» по сходной цене в 5$.
большое разнообразие и доступность по низкой цене.
большинство этих флюсов активные, так что требуют отмывки и проветривания рабочего места.
Что паять: железо, нержавейка, медь, бронза, цинк, нихром, серебро, никель, чугун.
Чем смывать: большинство из указанных флюсов смываются спирт, растворитель, ацетон, бензин и даже водой.
5. Живичная канифоль

На пятом месте самый популярный флюс всех времен и народов, муза музыкантов, дар природы, ее величество канифоль. Канифоль бывает живичная (из живицы хвойных пород деревьев, почти не имеет жирных кислот), экстракционная (экстрагирование бензином хвойных опилок, содержит больше жирных кислот, чем живичная) и таловая (остатки после сульфатоцеллюлозного производства мыла).
В магазинах в баночках продается «канифоль сосновая». Обычно это та самая живичная канифоль с минимальным содержанием жирных кислот. Чем светлее тем меньше жирных кислот. А значит, такая канифоль даже если останется после пайки на контактах, не будет их разъедать.
Обычно канифоль не гигроскопична – не поглощает влагу, но поглощает кислород. Так что остатки жирных кислот в некачественной канифоли могут быть опасны для паяных контактов. Поэтому канифоль лучше все-таки отмывать после пайки ответственных соединений.
Бывает также жидкая канифоль (уже разведенная в спирте) и канифоль-гель (канифольная крошка, замешанная с растворителем), которые удобно наносить перед процессом пайки.
самый доступный и популярный неактивный флюс, в уличных соединениях можно не смывать, хорошо пахнет при нагревании.
если качество канифоли низкое, будет выделяться много дыма при пайке, чаще всего приходится отмывать, твердую канифоль неудобно наносить на контакты – приходится сначала плавить ее паяльником и скорее, пока она не выкипела, нести жало к месту пайки.
Что паять: медные провода, контакты микросхем и радиоэлементов, золото, серебро, латунь, цинк. Удавалось паять даже алюминий, замешав много канифоли с металлической пылью.
Чем смывать: спирт, спирто-бензиновая смесь, бензин, растворители.
4. Спирто-канифольный флюс

На четвертом месте многими любимый спирто-канифольный флюс СКФ или ФКСп (флюс паяльный спирто-канифольный). Он состоит на 60-80 % из спирта и на 20-40 % из канифоли. Такую смесь можно приготовить дома своими руками. Например многие просто крошат канифоль в спирт в соотношении примерно 1 к 3. Удобно применять в шприце с иголкой. Но при хранении в неплотно закрытом шприце начинает подсыхать на иголке и перестает течь.
доступный и популярный неактивный флюс, удобно наносить, дымит не сильно.
при нагреве, спирт начинает бурно испаряться и шипеть.
Что паять: медные провода, позолоченные и посеребренные контакты микросхем и радиоэлементов, латунь, цинк.
Чем смывать: спирт, растворители, бензин, спирто-бензиновая смесь.
Итак мы подобрались к Топ 3 лучших флюсов для пайки. На призовых местах я расположил профессиональные флюсы, которые в обычной жизни могут и не пригодиться. А вот в ремесле – очень нужны.
Флюсы Amtech RMA-223 и Kingbo RMA-218

Третье бронзовое место занимает Amtech RMA-223 — представляет собой гелевый флюс – смесь измельченной канифоли и растворителя.
Также в составе подозреваю, могут быть активаторы и отдушка. RMA-223 очень часто подделывают – самый главный признак подделки – на наклейке надпись мелким шрифтом «Coliformia» вместо «California», однако как ни странно, китайский подделанный флюс весьма хорош в эксплуатации, а многие сервисы только на нем и сидят. Хотя мастера с mysku не советуют уже брать на али этот флюс, а лучше взять аналог Kingbo RMA-218 .
удобно наносить гель, хорошая паяемость, можно не отмывать, подделка дешево стоит (около 200 руб.), а паяется с ней весьма неплохо и пахнет парфюмом.
часто подделывают, дымит из-за наличия канифоли, подделку нужно смывать.
Что паять: контакты микросхем и SMD компонентов, выводные радиоэлементы.
Чем смывать: спирт, растворитель, оригинал можно не смывать, подделку смывать обязательно.
Флюс EFD NC-D500 6-412-A Flux-Plus

На втором месте с серебряной медалью американский флюс EFD NC-D500 6-412-A Flux-Plus. Он представляет собой гелевый флюс, который содержит канифоль, растворитель и немного активатора. Многие мастера считают его самым лучшим флюсом из доступных. После пайки остается прозрачный твердый налет, который можно не отмывать.
можно не отмывать, мало дыма, прекрасная паяемость, легко наносить, особенно с пистолетом-дозатором.
дорогой (тюбик 10 г может стоить 1500 руб.), вонючий, попадаются подделки.
Что паять: SMD и BGA компоненты, можно конечно и провода, но дорого.
Чем смывать: не требуется, но если хочется, то фирменный аэрозоль Flux OFF, спирт, растворители.
Флюсы Interflux 2005 и 8300
Золотую медаль и первое место рейтинга завоевали флюсы компании Interflux. Они в России считаются самыми продвинутыми. Большой ассортимент флюсов для свинцовой и безсвинцовой пайки вкупе с хорошими эксплуатационными характеристиками по праву ставит флюсы этой компании на первое место.
Посоветовать могу безканифольную серию Interflux 2005 для ответственных работ с корпусами BGA и 8300 для работ с остальными компонентами.
прекрасные эксплуатационные свойства, паяемость, широкий выбор флюсов с разной текучестью и вязкостью.
цена является ограничивающим фактором, например тюбик 30 г может стоить от 2000 руб.
Что паять: в основном ответственная безсвинцовая и свинцовая пайка.
Чем смывать: большинство можно не смывать, спирт, растворитель, есть фирменный растворитель T2005M.
На этом Топ 10 самых лучших флюсов для пайки считаю завершенным. Конечно существует куча других флюсов, в том числе хороших китайских и топовых немецких и японских. Но я ими не пользовался, поэтому рассказать о них адекватно не могу.
Если Вы, уважаемые читатели, пользуетесь каким-либо другим флюсом и считаете его лучшим в мире, то обязательно напишите мне о нем в комментариях. Возможно, он появится в рейтинге после тестирования.
Флюс паяльный ФКСп (флакон ПЭТ-20 мл.с кистью)
СПИРТОКАНИФОЛЬНЫЙ ФЛЮС ФКЭт с кисточкой (он же КЭ, СКФ, ФКСп, жидкая канифоль). Флюс ФКСп предназначен для пайки легкоплавкими припоями при температурах 250-280°C печатных плат и элементов радиомонтажа. Флюс паяльный ФКСп ПЭТ-20 выпускается российской компанией Solins.
- Производитель: Россия
- Импортер: ЧТУП «Стелла Нова», г.Минск, ул.Передовая 15, пом.2, оф.20
Паяльный флюс ФКСп относится к типу нейтральных флюсов (не активных). Агрегатное состояние ФКСп – жидкое. Паяльный флюс ФКСп обладает специфичным спиртовым запахом, жидкость светло-желтого цвета, допускается возможность образование осадков (канифольная крошка)
В состав паяльного флюса ФКСп входят канифоль сосновая примерно 20-30%, одноатомный спирт, этиловый или изопропиловый, или смесь в количестве примерно равном 80-70%. Флюс ФКСп не токсичен!
Для удобства использования паяльного флюса ФКСп ПЭТ-20 в комплекте есть кисть.
Флюс ФКСп используется для пайки меди и радиоэлектронных компонентов с покрытием типа серебра, оловянных сплавов, олова, золота и кадмия. Так же помимо ручной пайки широко используется в промышленном автоматизированном производстве на конвейерных линиях.
ФКСп относится к группе малоактивных флюсов и поэтому не вызывает процессов коррозии металлов. Благодаря этому свойству нет необходимости промывать и очищать паяльные элементы от остатков флюса. Противоположная ситуация складывается при эксплуатации флюса в промышленном масштабе, в таком случае остатки флюса необходимо смывать спиртом или водой.
Паяльный флюс ФКСп обладает консервирующими свойствами, благодаря этому ФКСп можно использовать для сохранения паяльных свойств компонентов при длительном хранении.
Флюс ФКсп реализуется в ёмкостях от 20гр. до 5 литров.
Применение: пайка элементов радиомонтажа и печатных плат легкоплавкими припоями при температурах 250-280ºC.
Состав: канифоль сосновая не менее 30%, АИПС — 70%.
Похожие публикации:
- Трансформатор малой мощности это сколько
- Чем сварить нержавейку в домашних условиях
- От чего зависят и чем обусловлены цвета тел
- Что такое гц в звуке
3.3.2. Составы флюсов
Материалы, предлагаемые в качестве флюсов для пайки электронных изделий, могут относиться к смолосодержащим и смолонесодержащим. Смолонесодержащие флюсы могут иметь ионогенные компоненты, от которых платы нужно тщательно очищать.
Основу смолосодержащих флюсов, как правило, составляет канифоль, представляющая собой смесь органических кислот. Главный компонент этой смеси — абиетиновая кислота, вторичный — терпин. Органические кислоты — такие как салициловая, молочная, стеариновая, лимонная, муравьиная и т.д. — также могут быть использованы для подготовки поверхности к пайке, однако в силу их большей активности они требуют более аккуратного обращения и тщательной промывки изделий после пайки. Эти кислоты, как и некоторые их соединения, чаще используются в качестве активаторов и добавок к флюсам на основе канифоли.
Уровень кислотности флюса на основе чистой канифоли очень мал, но в результате ее растворения в спирте и в процессе нагрева при пайке происходит ее дополнительная активация. Процесс активации канифоли начинается при температуре около 170 °С. При сильном нагреве (более 270 °С) происходит интенсивное разложение канифоли и потеря ее флюсующих свойств.
Канифольные флюсы в стандартах называют смолосодержащими, имея в виду техническое название канифоли — древесная смола. Смолосодержащие паяльные флюсы классифицируются по кислотности и активности.
Бескислотные флюсы приготавливаются на основе канифоли и спиртов (одно- и многоатомных): этилового, глицерина, этиленгликолей, этилацетата и др. Например, флюсы ФКСп, ФКЭт представляют собой растворы сосновой канифоли в этиловом спирте и этилацетате (соответственно). Эти флюсы приготавливают непосредственно в производстве.
Активируют канифольные флюсы присадками химических активаторов: салициловой кислоты, органическими соединениями галогенов. Например, флюс ФКТ содержит добавку тетрабромида дипентена, а флюс ФКТС — добавку салициловой кислоты.
Использование активных флюсов для монтажной пайки категорически запрещено. Возможные их остатки при неполной отмывке вызывают интенсивное разрушение электронных узлов.
В последнее время появился и начал интенсивно распространяться комплекс смолонесодержащих водорастворимых флюсов, поддающихся удалению водными растворами моющих средств. Например, флюс ФТС, содержащий салициловую кислоту, триэтаноламин и спирт этиловый.
Составы флюсов можно найти в справочниках, стандартах и каталогах фирм-поставщиков. В табл. 3.5 показаны в качестве примера несколько типов флюсов, разрешенных к применению отраслевыми стандартами [1].