Секреты бессвинцовой пайки
1. Евросоюз принял директиву 2002/95/ЕС RoHS (Restriction of Hazardous Substances – запрет вредных веществ). Согласно этому документу, с 1 июля 2006 года начинают действовать ограничения на использование в промышленной электронной продукции и в новой электронной технике некоторых химических материалов, опасных для здоровья и окружающей среды. Среди прочих, действие директивы распространяется и на соединения свинца. Таким образом, запрещается использование свинцовосодержащих припоев.


Даже несмотря на то, что в электронной промышленности используется менее 1% объема всего используемого в промышленности свинца, более того – многие Pb-free припои гораздо токсичнее оловянно-свинцовых, а так же официальный стандарт Green на данный момент отсутствует, ведущие производители выработали общие критерии и собираются их придерживаться в ближайшем будущем. Аналогичные RoHS директивы приняли Китай, Япония и некоторые штаты США.
2. Прежде всего, эта директива коснется практически всех разработчиков и производителей электронной техники и в первую очередь тех, кто экспортирует продукцию в вышеперечисленные страны. Остается очень мало времени, чтобы полностью перейти на выпуск компонентов, не содержащих свинца. В самое ближайшее время крупные фирмы-производители интегральных микросхем — Texas Instruments, AMD, Fairchild Semiconductor, Philips и прочие планируют полностью перейти на бессвинцовые технологии. Так же поступят и производители дискретных полупроводников и пассивных компонентов (ON Semiconductors, Vishay, Samsung Electro-Mechanic). Компоненты, выполненные по традиционной технологии, будут доступны только под заказ. В связи с этим, использование компонентов, не содержащих свинца во всей выпускаемой продукции – это вопрос ближайшего времени для всех производителей электроники. В обозримом будущем данная проблема рано или поздно коснется и всех остальных.
3. Но в сложившейся ситуации, необходимо понимать следующее — мнение о том, что компоненты, не содержащие свинца, требуют особых технологий ручной пайки, не категорично! Такая точка зрения распространена среди разработчиков, производителей электронной техники и специалистов, занимающихся ремонтом. В данном вопросе все ведущие производители единодушны – большинство Pb-free компонентов полностью совместимы со стандартными технологиями ручной пайки оловянно-свинцовыми припоями. И, как раз, очередное противоречие заключается в том, что совместимость с требованиями RoHS, так же как и знак «Pb-free» не означают, что элемент необходимо паять обязательно бессвинцовым припоем. Ведь в процессе пайки необходимо предотвратить термодиструкцию электронных компонентов. И эта неприятность может возникнуть потому, что большинство из «Pb-free» припоев имеют повышенную температуру плавления, которая несовместима с максимальной температурой пайки выбранных компонентов.
4. Таким образом, если выполнять ряд рекомендаций для ручной пайки, приведенных ниже, качество пайки не пострадает:
- Когда речь идет о ручной пайке, выбираются паяльные станции, обладающие достаточным запасом мощности, термостабильностью и возможностью поддержания постоянной температуры при работе на более высоких уровнях, необходимых для бессвинцовых материалов.
- Так как температура плавления бессвинцового припоя выше, чем у свинцовосодержащего, температура жала повышается до 343°C (по сравнению с 315°C). В таком режиме долговечность традиционных паяльных жал резко снижается. Поэтому, в процессе пайки, необходимо использовать насадки, разработанные специально под «Pb-free» пайку.
- Современные паяльные станции обеспечивают приведенные выше требования, но при работе с бессвинцовыми припоями, для соблюдения необходимых температурных профилей некоторых компонентов, имеет смысл быстрее убирать жало пальника с места пайки.
- Смачиваемось у бессвинцовых материалов хуже, чем у свинцовосодержащих (и многое другое у них хуже, например: окисляемость во время пайки, образование кристаллических нитей и пр.). Чем меньше окислов, тем легче идет пайка. Здесь два варианта:
- Пайка в среде азота. Азот, будучи инертным газом, предохраняет от окисляемости нагреваемые при пайке металлические поверхности. В этом случае требования к флюсу не категоричны, смачиваемость повышается, с припоями легче работать, качество соединений повышается.
- Задачу снятия окислов и обеспечения растекаемости припоя, при ручной пайке в условиях несерийного производства в не меньшей степени выполняет флюс. Это серьезная альтернатива пайке в азотной среде.
- В процессе пайки необходимо следить за состоянием жала паяльной станции во избежание его окисления. Если применяется «Pb-free» припой, следует более тщательно очищать его и, постоянно держать его полностью покрытым припоем.
- При работе с «Pb-free» компонентами, их монтаже-демонтаже, на плате смешанного типа необходимо тщательно очищать посадочные места компонентов, во избежание смешивания припоев «Pb-free» и традиционных, так как несоблюдение этой рекомендации, в случае смешивания припоев образуется «холодная» пайка. Становится более актуальным использование оловоотсосов, оплетки для удаления припоев и пр.
- Так же, следуя вышеприведенному пункту, следует использовать разные жала для пайки «Pb-free» и свинцовосодержащими припоями.
5. Не стоит забывать и о микросхемах в корпусах BGA, с ними сложнее, но эта ситуация «на руку» ассортименту компании «ERSA», а именно модернизированным инфракрасным паяльным центрам IR550plus. С точки зрения работы с «Pb-free» микросхем BGA, аргументы неоспоримы:
- Непревзойденная равномерность локального инфракрасного нагрева.
- Точная и безопасная для чувствительных компонентов отработка термопрофиля.
- Возможность визуального мониторинга процесса пайки (опция – видеосистема PL550A).
- Универсальность и самодостаточность системы.
- Возможность работы со сложнопрофильными компонентами.
Чем плох бессвинцовый припой (эксперимент)

Всем привет!
Нынче в моде бессвинцовый припой, наверное многие слышали о нем и как экологи кричат во все горло, что он безвредный, не содержит свинца, а по свойствам не отличается от обычного, а порой превосходит его (имеется ввиду более высокая температура плавления).
Сегодня я опровергну все эти утверждения. Многие из вас уже сами сталкивались с этими минусами, но не каждый обращал внимания и вдавался в подробности.
Первым делом опровергну утверждение что он безвредный: основной причиной негодований экологов стало наличие свинца в привычном нам припое и в электронике которая стала частью нашей жизни — это стало опасным для нашего здоровья.
Известны следующие составы бессвинцового припоя, применяемого в электронике:
Олово 52 % Индий 48 %
Олово 91 % Цинк 9 %
Олово 97 % Серебро 2,3 % Медь 0,7 %
А подвох в том что, как видите везде содержится олово — который тоже тяжелый металл и известно множество случаев отравления им. Не считаете похожим эти усилия зеленых обманом? Очень похоже, а зачем распишу в конце писанины.
Теперь о свойствах. Тут тоже много вопросов, потому что свойства разные. Бессвинцовый менее текучий и имеет меньшую смачиваемость, т.е. обеспечивает менее надежный контакт с деталями в электронике. Вот так выглядят детали паяные свинцовым (слева) и бессвинцовым (справа) припоями.
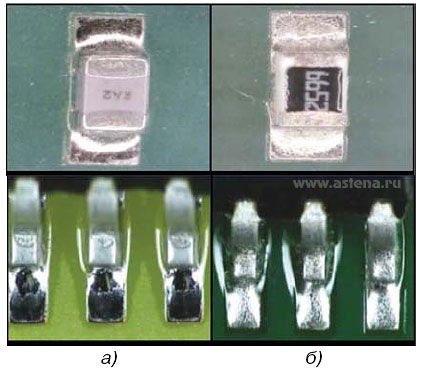
Как видно по фото у бессвинцового матовая поверхность, это говорит о его ярко выраженной кристаллической структуре, что и не обеспечивает настолько плотного контакта с деталью.
Занимаясь ремонтом ноутбуков, я задался вопросом почему старые ноутбуки (очень старые) были надежней нынешних и многие живы по сей день, но ими конечно уже никто не пользуется?
Ответ напрашивался сам собой — дело чаще всего в припое и я решил провести экперимент.
Зачистил жало самого обычного паяльника

Набрал бессвинцовый припой с площадок дохлого видеочипа,


И оставил включенным паяльник на 3-4 дня…
По истечению этого времени припой кристаллизовался и затвердел.
Это видно на видео, плохо конечно видно, но снимал тем что было под рукой. Отдираю припой на горячем паяльнике
То же происходит и в чипах, которые работают на повышенных температурах, чаще всего видеопроцессоры, но там отваливается пайка кристалла от подложки,
это уже неремонтопригодно.
Кроме того разъело жало паяльника


Вывод из всего этого один. Все эти эконормы — прикрытие для получения прибыли. Ведь зачем покупать новую технику, если старая полноценно работает.
Вывод: используйте люди старый добрый свинцовый припой в своих поделках и не гонитесь за модой.
Всем удачи и творческих успехов)
18 сентября 2014
Поделиться:
Комментарии 44
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

Причём тут мода вобще? Речь о здоровье. Свинец отрава.

А я то переживал, что реболлинг чипов на свинцовые шарики, делает устройство менее надежным. Оказывается нет. Были подобные мысли, что использование бессвинцового припоя, никоим образом положительно не сказывается на работе устройства, а вся тема пропихивается экологами и прочими «зелеными», которые за деньги готовы быть хоть «голубыми». 🙂

Без машины
Ух, на какую старую статью я набрел)
«почему старые ноутбуки (очень старые) были надежней нынешних» — техпроцесс. Чем меньше транзистор в чипе, тем ниже его максимальный ток и максимальный нагрев. Так же требуется более стабильное питание (без ярко выраженной высокочастотной составляющий от БП). Отсюда вытекает и требование к наличию защиты сигнальных линий.
Медное жало паяльника разъедается и свинцовым припоем и бессвинцовым. Недостаток последнего — хрупкость. Если свинец достаточно пластичный, и при перегибах платы (конечно в меру) или тепловом расширении (двух элементов, например подложки и кристалла) он вытягивается, то бессвинцовый трескается, либо отрывает контакт.
Отказ от свинца скорее обусловлен сохранением природы (чем о здоровье человека), так как большинство приборов разлагаются на мусорных полигонах, отравляя почву. Но нельзя исключать и выгоду для производителя таких элементов (дороже работы+более частый выход из строя).

Я езжу на ГАЗ A
Не секрет, что принимаются попытки замены свинца на другие компоненты в таких сферах как производство оружия. Ни для кого не секрет, что пули изготавливают, в том числе, и из свинца.
Так что, возможно, в скором времени можно будет сказать, что для уничтожения себе подобных используются боеприпасы безопасные для экологии и здоровья 🙂
Это в том смысле, что в целом я согласен с автором статьи, а грамматические и синтаксические ошибки не чужды даже академикам.

Я езжу на Lada 2123
Помнили бы школу- и объяснять ничего не нужно было бы.
Скорость химических реакций увеличивается вдвое при повышении температуры на каждые 10 град.
паяльник для бессвинцовых припоев горячее на 50 градусов, следовательно медное жало растворяется в припое в 2 в пятой степени =32 раза быстрее.
А мутный припой от несовпадения точек ликвидуса и солидуса, кристаллизация составляющих происходит в разное время, при разных температурах,
у ПОС 63 они точно равны друг другу- поэтому он блестящий.

Я езжу на ЛуАЗ 967

Без машины
Эта статья написана безграмотно. Уже с самого заголовка! Неумело пытаясь описать недостатки бессвинцового припоя, автор не дал себе труда выяснить как пишется это слово. Правильно «БеСсвинцовый». Это раз.
В ходе своего эксперимента автор нагрел паяльник с бессвинцовым припоем на жале… Сравнивая бессвинцовый припой со «свинцовым», надо бы быть последовательным и провести этот же эксперимент с припоем, содержащим свинец. Не пробовали?
Вот ещё несколько нелепостей:
— «у бессвинцового матовая поверхность, это говорит о его ярко выраженной кристаллической структуре…» Уважаемый автор, Вы не знали о том, что все металлы являются кристаллами? Признак, по которому этот класс электротехнических материалов относят к кристаллам, есть наличие кристаллической решётки (трёхмерная закономерность в расположении атомов). Не слышали об этом? Матовая поверхность тут совершенно не при чём!
— «По истечению этого времени припой кристаллизовался.» А это как? См. предыдущий пункт! Да, материал затвердел, т.к. часть состава этого сплава испарилась! Это, знаете ли, закономерно с точки зрения физики. Или что, по-вашему, должно произойти с припоем, оставленным на 3-4 дня на жале паяльника?Этот сплав в качестве припоя не должен и не может быть подвержен нагреву до такой температуры в течение такого времени. Существует термопрофиль пайки. Не слышали о таком? Кстати, в случае со свинцовым припоем он гораздо более низкий! Рекомендую Вам почитать по этому поводу что-нибудь в интернете, заняться самообразованием! А статью лучше удалите. Стыдно!

Уважаемый, Дмитрий!
Я рад что вы заметили грамматическую ошибку в заголовке, исправлю.
Судя по всему статью, вы прочли, но сути не поняли. Я понимаю что вам чешется поумничать, но в статье рассказывается не технологии пайки и не о физическом строении металлов.
А объясняется причина выхода из строя BGA микросхем из строя, и причина эта использование бессвинцового для пайки кристалла к подложке. На все ваши вопросы отвечает видео, на котором наглядно видно в ускоренном режиме, что происходить с бессвинцовыми припойными шариками чипа при длительном превышении температуры. Со свинцовыми, это тоже произойдет, но через гораздо длительное время. Боюсь что для вас у меня не хватит времени и желания повторить эксперимент с обоими видами припоя. Никто не мешает сделать это вам.
Без машины
Уважаемый Raxus! Боюсь, что это Вы меня не поняли! При этом Вы ни к месту употребили словосочетание «в статье объясняется» — там ничего не объясняется, то, что Вы написали, не достоверно! Это для Вас у меня нет времени и продолжать эту дискуссию я более не намерен!

Ну нельзя же так 🙂 человек старался, писал пост. Критика в меру. А ты уважаемый nunemaker облил грязью. Не делают так. Каждый имеет разные понятия о всём.

Без машины
Уважаемый, Дмитрий!
Я рад что вы заметили грамматическую ошибку в заголовке, исправлю.
Судя по всему статью, вы прочли, но сути не поняли. Я понимаю что вам чешется поумничать, но в статье рассказывается не технологии пайки и не о физическом строении металлов.
А объясняется причина выхода из строя BGA микросхем из строя, и причина эта использование бессвинцового для пайки кристалла к подложке. На все ваши вопросы отвечает видео, на котором наглядно видно в ускоренном режиме, что происходить с бессвинцовыми припойными шариками чипа при длительном превышении температуры. Со свинцовыми, это тоже произойдет, но через гораздо длительное время. Боюсь что для вас у меня не хватит времени и желания повторить эксперимент с обоими видами припоя. Никто не мешает сделать это вам.
Все правильно вам возразили. Конечно бессвинцовый припой хуже чем с содержанием свинца, но не настолько насколько вы это подали.
Эксперимент поставлен безграмотно с легко читающейся целью очернить то что ВАМ лично не нравится. То есть субъективный фактор на лицо.
Во вторых вы не потрудились узнать почему это произошло. Проблема не в экологах, а в том что рабочие на фабрике по производству электроники травились свинцовыми парами и в основном для их защиты свинцовый припой был заменен на бессвинцовый. Может для вас лично это и не важно и вы готовы травить себя, но для рабочих которые проводят в этой атмосфере по 8 часов ежедневно это таки важно.
По поводу олова как тяжелого метала и по вашему мнению аналогичному по вредности свинцу выдержка из статьи:
Само олово в чистом виде, без примесей, является низко токсичным элементом. Случаи отравления оловом очень редки, потому что маленькое количество олова, попавшее в организм, не способно вызвать острого отравления.
Свинец, наоборот, считают высокотоксичным металлом. Он способен вызывать ряд заболеваний и накапливаться в организме, тем самым образуя хронические болезни.
Вот с этим в основном боролись введя в индустрию бессвинцовые припои.

Эта статья написана безграмотно. Уже с самого заголовка! Неумело пытаясь описать недостатки бессвинцового припоя, автор не дал себе труда выяснить как пишется это слово. Правильно «БеСсвинцовый». Это раз.
В ходе своего эксперимента автор нагрел паяльник с бессвинцовым припоем на жале… Сравнивая бессвинцовый припой со «свинцовым», надо бы быть последовательным и провести этот же эксперимент с припоем, содержащим свинец. Не пробовали?
Вот ещё несколько нелепостей:
— «у бессвинцового матовая поверхность, это говорит о его ярко выраженной кристаллической структуре…» Уважаемый автор, Вы не знали о том, что все металлы являются кристаллами? Признак, по которому этот класс электротехнических материалов относят к кристаллам, есть наличие кристаллической решётки (трёхмерная закономерность в расположении атомов). Не слышали об этом? Матовая поверхность тут совершенно не при чём!
— «По истечению этого времени припой кристаллизовался.» А это как? См. предыдущий пункт! Да, материал затвердел, т.к. часть состава этого сплава испарилась! Это, знаете ли, закономерно с точки зрения физики. Или что, по-вашему, должно произойти с припоем, оставленным на 3-4 дня на жале паяльника?Этот сплав в качестве припоя не должен и не может быть подвержен нагреву до такой температуры в течение такого времени. Существует термопрофиль пайки. Не слышали о таком? Кстати, в случае со свинцовым припоем он гораздо более низкий! Рекомендую Вам почитать по этому поводу что-нибудь в интернете, заняться самообразованием! А статью лучше удалите. Стыдно!
1. «совершенно не при чём» после этого комментария всё абсолютно сказанное автором-разоблачителем всерьёз восприниматься не может.
автору сего, срочно в школу учить «НЕ» и «НИ».

Я езжу на Audi A4 Avant (B5)
когда ответить нечего особо одаренные индивидуумы пытаются выделиться за счет своего главного достижения в жизни — зубрения школьной программы. пока тебя совсем не подорвало рас уж такой умный знаки препинания сам расставишь. а теперь можешь бомбить ^_^

Я езжу на Suzuki Wagon R
Полностью согласен! Когда пион(э)рами были в школах в 70-80 годах-умничили на Пион(э)р- собраниях, разоблачали своих же товарищей! Потом ловили на магале и били морду! Больше не умничали-осторожно так узнавали, что да как, а потом старались обьективно высказываться!
Я езжу на Suzuki Wagon R
Эта статья написана безграмотно. Уже с самого заголовка! Неумело пытаясь описать недостатки бессвинцового припоя, автор не дал себе труда выяснить как пишется это слово. Правильно «БеСсвинцовый». Это раз.
В ходе своего эксперимента автор нагрел паяльник с бессвинцовым припоем на жале… Сравнивая бессвинцовый припой со «свинцовым», надо бы быть последовательным и провести этот же эксперимент с припоем, содержащим свинец. Не пробовали?
Вот ещё несколько нелепостей:
— «у бессвинцового матовая поверхность, это говорит о его ярко выраженной кристаллической структуре…» Уважаемый автор, Вы не знали о том, что все металлы являются кристаллами? Признак, по которому этот класс электротехнических материалов относят к кристаллам, есть наличие кристаллической решётки (трёхмерная закономерность в расположении атомов). Не слышали об этом? Матовая поверхность тут совершенно не при чём!
— «По истечению этого времени припой кристаллизовался.» А это как? См. предыдущий пункт! Да, материал затвердел, т.к. часть состава этого сплава испарилась! Это, знаете ли, закономерно с точки зрения физики. Или что, по-вашему, должно произойти с припоем, оставленным на 3-4 дня на жале паяльника?Этот сплав в качестве припоя не должен и не может быть подвержен нагреву до такой температуры в течение такого времени. Существует термопрофиль пайки. Не слышали о таком? Кстати, в случае со свинцовым припоем он гораздо более низкий! Рекомендую Вам почитать по этому поводу что-нибудь в интернете, заняться самообразованием! А статью лучше удалите. Стыдно!
Это Вам должно быть стыдно! 1.В школе всегда не уважали «умников-теоретиков»2.Бессвинцовый припой-это Гавно! 3.Спросите или узнайте это у тех кто ремонтирует щитки приборов на Сцениках!

Эта статья написана безграмотно. Уже с самого заголовка! Неумело пытаясь описать недостатки бессвинцового припоя, автор не дал себе труда выяснить как пишется это слово. Правильно «БеСсвинцовый». Это раз.
В ходе своего эксперимента автор нагрел паяльник с бессвинцовым припоем на жале… Сравнивая бессвинцовый припой со «свинцовым», надо бы быть последовательным и провести этот же эксперимент с припоем, содержащим свинец. Не пробовали?
Вот ещё несколько нелепостей:
— «у бессвинцового матовая поверхность, это говорит о его ярко выраженной кристаллической структуре…» Уважаемый автор, Вы не знали о том, что все металлы являются кристаллами? Признак, по которому этот класс электротехнических материалов относят к кристаллам, есть наличие кристаллической решётки (трёхмерная закономерность в расположении атомов). Не слышали об этом? Матовая поверхность тут совершенно не при чём!
— «По истечению этого времени припой кристаллизовался.» А это как? См. предыдущий пункт! Да, материал затвердел, т.к. часть состава этого сплава испарилась! Это, знаете ли, закономерно с точки зрения физики. Или что, по-вашему, должно произойти с припоем, оставленным на 3-4 дня на жале паяльника?Этот сплав в качестве припоя не должен и не может быть подвержен нагреву до такой температуры в течение такого времени. Существует термопрофиль пайки. Не слышали о таком? Кстати, в случае со свинцовым припоем он гораздо более низкий! Рекомендую Вам почитать по этому поводу что-нибудь в интернете, заняться самообразованием! А статью лучше удалите. Стыдно!
Вставлю свои 5 копеек под настроение но не про пайку. 😉
Как раз «БеЗсвинцовый» — что ни на есть самое правильное слово.
Почему? Потому что «Без»штанный — (беЗ) штанов\штанин, «Без»срочный — (беЗ) срока давности.
То есть «без» — это отсутствие чего-либо где-либо.
А то что в своё время «особые умники» решили туда вставить слово слово-приставку «БеС» (значение которого думаю объяснять не надо), так это уже другой вопрос, который тем не менее нужно было бы решить уже давно «особыми умниками» из МинОбразины и исторических факультетов.
Я вот тоже стараюсь в писанине использовать изначально правильное изводное «беЗ» вместо «беС», и насРать что так типа на сегодня принято «правильно»(что по-сути и смыслу не является таковым) — бесами в образовании долбодятлы промышляют за наши деньги = наЛОХи, которые некоторые наши пидар@сы решили перенять у Франции и заменить нашу «десятину» НДС-ами и прочими «****эсами», что бы простому люду стало жить ещё веселее и не скучнее.
Так-то! ;).
Какая температура плавления бессвинцового припоя

Температура плавления бессвинцового припоя — это обязан знать каждый, кто постоянно занимается пайкой определенных металлов, будь то профессионал или радиолюбитель. Процесс пайки оплавлением для бессвинцовых компонентов аналогичен традиционному процессу эвтектической пайки оплавлением припоя.
Температура плавления бессвинцового припоя — что такое бессвинцовая пайка?
Схожее оборудование и технологические этапы часто используются для обоих. Однако есть некоторые важные отличия, которые необходимо учитывать при бессвинцовой пайке. Это связано с тем, что при таком методе пайки используется другой набор материалов, и требуются более высокая температура плавления бессвинцового припоя. При выполнении этого процесса пайки, необходимо учитывать несколько важных факторов:

- Поверхность печатной платы должна выдерживать температуру оплавления без деформации или других повреждений поверхности.
- Существует широкий ассортимент бессвинцовых сплавов и паяльных паст. Выбранный материал должен быть безопасным, механически надежным, устойчивым к термической усталости, хорошо смачиваться, иметь относительно низкую температуру плавления и быть совместим с различными покрытиями поверхностей, содержащих свинец и не содержащих его.
- Срок годности бессвинцовой паяльной пасты отличается от срока хранения традиционной эвтектической паяльной пасты. Во избежание проблем следует тщательно соблюдать рекомендации производителя пасты.
- При разработке трафаретов важно помнить, что бессвинцовые пайки имеют более высокое поверхностное натяжение и не смачиваются и не растекаются по поверхности контактных площадок так же легко, как эвтектические паяльные пасты.
- Окно процесса оплавления для традиционной пайки относительно широкое. Температура плавления эвтектического припоя составляет 183°C. Нижний предел температуры для пайки оплавлением обычно составляет 200ºC, а верхний — около 235ºC. Бессвинцовый сплав, используемый для изготовления шариков припоя BGA, имеет температуру плавления 217ºC и требует минимальной температуры оплавления 235ºC для обеспечения хорошего смачивания. Максимальная температура пайки находится в диапазоне от 245ºC до 260ºC, в зависимости от сложности и плотности компонентов на плате.
- Профиль оплавления следует выполнять путем присоединения калиброванных термопар, встроенных в сферы более крупных деталей BGA и других критических мест на печатной плате, чтобы гарантировать, что все компоненты нагреваются до температур выше минимальных температур оплавления, и чтобы на мелких компонентах температура не превышала максимальные пределы.
Читайте также: Как собрать аудио-усилитель: Часть 1

OEM-производители, стремящийся к бессвинцовому проектированию, изготовлению и сборке, должны внимательно следить за системой, которую поставщик EMS имеет для разделения эвтектических и бессвинцовых компонентов и обеспечения своевременного и эффективного проектирования и изготовления бессвинцовых плат. Поэтому, тем кто участвует в этом процессе, обязаны знать, что такое температура плавления бессвинцового припоя.
Меньше всего OEM-производитель хочет, чтобы его платы, предположительно заполненные эвтектическими компонентами, прошли через печь бессвинцового оплавления и вышли из строя. Подобный травматический инцидент связан с тем, как проводился входящий контроль качества компонентов.

А, также, насколько хорошо аудиторы были обучены для работы с повышенным уровнем сложности, используемой системой управления запасами надежности. Когда это происходит, поставщик EMS несет ответственность за свои ошибки, и платы OEM при этом могут быть значительно задержаны.
Но самая важная предосторожность для OEM-производителей — это избегать выбора отдельных конструкторских схем и контрактных производителей по разработке и изготовлению единичного проекта бессвинцовой печатной платы. Например, OEM-производитель, обратившейся в конструкторское бюро, которое плохо разбирается в бессвинцовых технологиях.
Затем, по неосторожности может заказать изготовление с использованием HASL-покрытия поверхности не способствующей бессвинцовой сборке. Или же конструкторы могут по незнанию использовать SMT-компонент на нижней стороне печатной платы, температура которого может достигать только 230ºC.

Поставщику EMS жизненно важно быть в курсе последних событий и хорошо разбираться во всех областях проектирования и производства, связанных с бессвинцовой техникой монтажа. Это включает в себя отслеживание и внедрение промышленных разработок, не содержащих свинца, понимание того, как меняется состав паяльной пасты.
Кроме этого, нужно четко представлять как поставщики компонентов внедряют схемы нумерации деталей, какая обработка поверхности лучше всего подходит для конкретных приложений, и другие связанные детали. Благодаря этой обширной базе знаний поставщик EMS может спроектировать и изготовить высоконадежные бессвинцовые платы, соответствующие требованиям рынка OEM.
Читайте также: Как усилить звук на компьютере
Вот здесь представлены таблицы, на которых отображена температура плавления бессвинцового припоя.
Чтобы избежать применения свинца в припое, его заменяют другими металлами, например такими как медь, серебро, висмут, индий, цинк, золото.

В производстве электронного оборудования хорошие показатели дал сплав металлов из олова, серебра и меди. При этом количество каждого металла, в процентном соотношении, может быть разнообразным, так как нет единого стандарта по этому направлению. Тем не менее, подавляющий процент в сплаве отдается олову — до 97%. Такой сплав начинает плавится при температуре 217°С.
| Сплав | Температура плавления, 0C |
| Sn96,5/Ag3/Cu0,5 | 221 |
| Sn95,5/Ag3,8/Cu0,7 | 217 |
| Sn96,7/Ag2/Cu0,8/Sb0,5 | 216 – 222 |
Неплохими показателями обладают припои, с содержанием в них определенного процента серебра (SnAg).
| Сплав | Температура плавления, 0C |
| Sn96,5/Ag3,5 | 221 |
| Sn98/Ag2 | 221 – 226 |
Присутствие в припое серебра повышает надежность пайки. Помимо этого, добавки серебра улучшает проводимость. Такие сплавы широко используются в промышленном производстве электронной техники и оборудовании связи.
| Сплав | Температура плавления, 0C |
| Sn93,5/Ag3,5/Bi3 | 206 – 213 |
| Sn90,5/Ag2/Bi7,5 | 207 – 212 |
| Sn89/Bi3/Zn8 | 189 – 199 |
| Sn70/Bi20/In10 | 143 – 193 |
| Bi67/In33 | 107 – 112 |
| Сплав | Температура плавления, 0C |
| Sn95/Sb5 | 232 – 240 |
| Sn20/Au80 (Золотой припой) | 280 |
Чтобы пайка компонентов была правильной и надежной, нужно точно знать какая должна быть температура плавления бессвинцового припоя при монтаже и пайки определенных элементов.
Предыдущая запись Как сделать разводку печатных плат
Следующая запись Самостоятельное проектирование печатных плат
- Схемы блока питания компьютера
- Схемы инверторного сварочного аппарата
- Каталог электрических схем
- Автомобильные усилители
- Электронные компоненты
- Схемы интегральных УНЧ
- Схемы бытовой техники
- Мобильные устройства
- Акустические системы
- Новости электроники
- Ремонт аудиотехники
- Усилители ламповые
- Усилители класса H
- Усилители класса А
- Источники питания
- Усилители класс D
- SMD компоненты
- Для компьютера
- Источники звука
- Моноусилители
- Предусилители
- Сабвуферы
- Сделай сам
- Ресиверы
- Разное
Отличие бессвинцовой технологии от стандартного процесса
Если говорить о принципиальных моментах, то бессвинцовая пайка практически ничем, кроме температуры, не отличается от традиционной Sn/Pb-технологии. Однако могут потребоваться некоторые изменения на определенных операциях техпроцесса. Так, например, новые типы припоев и флюсов могут повлиять на характеристики припойной пасты. Могут измениться такие свойства паст, как срок службы и хранения, текучесть, что потребует изменения конструкции ракеля и режимов оплавления.
При воздействии повышенной температуры пайки может произойти вспучивание корпусов ИС, растрескивание кристаллов, нарушение функционирования схем. Схожие эффекты возникают и в печатных платах. Под действием температуры происходит расслоение основания, ухудшается плоскостность, что отрицательно сказывается на точности установки ИС, особенно в корпусах больших размеров.
Для оценки влияния повышенной температуры и более длительного времени пайки требуется переаттестация существующей технологии пайки. Такие исследования сегодня проводятся SEMI и JEDEC.
Что касается оплавления, то влияние бессвинцовой пайки неодинаково на различных стадиях процесса. Все основные изменения связаны, в первую очередь, с более высокой температурой пайки. Требуется более тщательный выбор компонентов и материалов основания платы.
Другие проблемы касаются охлаждения устройства и поддержки платы. Особенно чувствительны к скорости охлаждения многокомпонентные сплавы, содержащие более двух металлов. В таких припоях могут образовываться различные интерметаллические соединения в зависимости от скорости охлаждения.
Исследования стандартной технологии монтажа на поверхность и пайки волной припоя показали, что выбор сплава оказывают влияние как экономические, так и технологические факторы. Так, например, сплавы на основе индия весьма дороги, их нерационально использовать для пайки волной, когда необходимо загружать в ванну большое количество припоя. Однако этот материал может быть с успехом применен для изготовления выводов flip-chip-кристаллов.
Технологии всех составляющих процесса производства постоянно совершенствуются. Большинство вопросов связанных с технологическим процессом пайки уже решены. Производители приводят достаточно подробную информацию по способу процесса пайки выпускаемых ими изделий на своих сайтах в соответствующих разделах.
В последние несколько лет стремительно развивался процесс перехода к новому типу припоев — бессвинцовым припоям. Родоначальниками в данной области считаются японские производители, которые уделяют большое внимание охране окружающей среды и стремятся получить новую безопасную и перспективную технику сборки печатных плат.
Основными причинами перехода к новому типу припоев (помимо экологической безопасности) являются более высокие эксплуатационные характеристики таких припоев. Однако существует ряд причин, по которым промышленное применение такого типа припоев до сих пор ограничено. Дело в том, что бессвинцовый тип припоев имеет более высокую температуру пайки, что сказывается на сложности паяльного оборудования: приходится выдерживать более узкую границу термопрофиля (рис. 1).
Оборудование должно иметь термодатчики расположенные по всей площади нагрева печатной платы и контролировать термопрофиль в режиме реального времени.
Естественно, что переоборудование сборочного цеха для использования бессвинцового типа припоев экономически невыгодно для производителей, однако, по мнению специалистов, борьба за чистоту окружающей среды и требования к повышению качества пайки при постоянной тенденции уменьшения размеров устройств, приведут к полному переходу электронной промышленности на безсвинцовые припои к концу 2005 года.
Подбор оптимального термопрофиля
При использовании бессвинцовых припойных паст разница температур между участками плат с большей массой и меньшей должна быть минимальной. Это достигается правильно подобранным температурным профилем пайки. Уменьшить разницу температур позволяют следующие методы:
- Увеличение времени предварительного нагрева. Этот метод позволяет в значительной степени уменьшить температурную разницу, однако при увеличении времени предварительного нагрева происходит испарение флюса, что приводит к ухудшению смачиваемости из-за окисления спаиваемых поверхностей.
- Увеличение температуры предварительного нагрева. Обычно температура предварительного нагрева 140-160°С, однако для бессвинцовых припойных паст она может быть увеличена до 170-190°С. Так как температура преднагрева повышена, скачок температур между этапом преднагрева и пайки будет меньше чем в обычном термопрофиле, следовательно не будет такой заметной разницы температур различных участков печатной платы, вызванной разной скоростью нагрева. Недостаток этого метода, как и предыдущего, заключается в быстром испарении флюса (еще на этапе предварительного нагрева), что сказывается на надежности пайки.
- Трапециевидный термопрофиль (рис. 2).
Используя такую форму термопрофиля современные печи оплавления позволяют уменьшить температурную разницу между 45 мм BGA и корпусом SO микросхемы до 8°С, что считается приемлемым.
Основные типы бессвинцовых припоев
Существует 5 основных групп бессвинцовых припоев:
-
SnCu Медьсодержащие эвтектические припои изначально создавались для пайки печатных плат волной припоя. Недостатком этого типа является высокая температура расплавления и худшие механические свойства по сравнению с другими бессвинцовыми припоями.
- Малое время хранения припойной пасты
- Необходимость использования активных флюсов
- Чрезмерное шлакование и оксидирование
- Потенциальные проблемы коррозии при сборке
Использование такого типа припоев рекомендуется для пайки в среде защитного газа.
Для сборки особо важных устройств (оборонная промышленность, автономные устройства) рекомендуется использование высококачественных SnAgCu припоев с добавкой (при необходимости) Sb. Для профессиональной техники (промышленность, системы связи) рекомендуется использование SnAgCu или SnAg двухкомпонентых эвтектических припоев. Для техники широкого потребления (TV, аудио- видео, офисное оборудование) может использоваться широкий диапазон сплавов, таких как SnAgCu(Sb) и сплавов SnAg группы. В меньшей степени используются SnCu и SnAgBi припои — их выбор обусловлен финансовой политикой компаний (в основном по отношению к Bi содержащим припоям).
Сегодня выдано множество патентов на сплавы различных составов для замены свинцовых припоев. Не все сплавы коммерческие, но выбор достаточно широкий. В настоящее время сложно ответить на вопрос, какой сплав самый лучший, однако выбор уже есть. Сплавы отличаются как по температуре плавления, так и по смачиваемости, прочности, стоимости. Каждый припой обладает уникальным сочетанием свойств.
При переводе изделий на бессвинцовую пайку приходится учитывать целый ряд факторов. Припои подбирают, исходя из особенностей конструкции устройства, топологии печатной платы, механических и электрических характеристик блока, условий его эксплуатации. При выборе учитывают также температуру плавления припоя, надежность паяных соединений, устойчивость монтируемых компонентов к температуре пайки, различия режимов при пайке оплавлением и волной припоя.
Основной критерий при выборе припоя — это температура плавления. Все припои по этому признаку можно разделить на четыре группы: низкотемпературные (температура плавления ниже 180°C), с температурой плавления, равной эвтектике Sn63/Pb37 (180. 200°C), со средней температурой плавления (200. 230°C) и высокотемпературные (230. 350°C). Основные типы бессвинцовых припоев приведены в таблице 1.
Низкотемпературные припои имеют ограниченное применение. В их состав входят, кроме олова, висмут и индий. Самые распространенные эвтектические сплавы — олово-висмут и олово-индий. Трудно ожидать, что сплавы с низкой температурой плавления обеспечат надежные паяные соединения при высоких температурах эксплуатации. Существуют также ограничения по поставкам индия и висмута, высока стоимость припоев на их основе.
Большинство среднетемпературных припоев для замены свинца — это сложные по составу сплавы на основе олова с добавлением меди, серебра, висмута и сурьмы. К сожалению, ни один из них не может полностью заменить Sn63/Pb37, у всех сплавов выше температура плавления. Наиболее близкий по своим свойствам припой Sn95,5/Ag3,8/Cu0,7 сегодня используется для пайки оплавлением при поверхностном монтаже.
Сплавы с большим содержанием свинца имеют температуру плавления около 230°C. В этом температурном диапазоне практически отсутствуют безсвинцовые припои для замены. Самый дешевый заменитель — это припой Sn99,3/Cu0,7, который рекомендован для пайки волной припоя. Недостаток Sn/Cu-припоев — высокая температура плавления (227°C для эвтектики) и низкая прочность. Предпочтительны эвтектические сплавы, поскольку их кристаллизация происходит в узком температурном диапазоне, при этом отсутствует смещение компонентов, в результате чего достигается более высокая надежность соединений (меньше вероятность получения «холодных» паек).
Лучшими свойствами обладают сплавы Sn/Ag, у них более высокая смачиваемость и прочность по сравнению с Sn/Cu. Эвтектический сплав Sn96,5/Ag3,5 с температурой плавления 221°C при испытаниях на термоциклирование показал более высокую надежность по сравнению с Sn/Pb. Припой Sn96,5/Ag3,5 многие годы успешно применяется в специальной аппаратуре.
Эвтектический припой Sn95,5/Ag3,8/Cu0,7 был получен в результате доработки базового сплава Sn/Ag. Несколько лет назад этот сплав был неизвестен, поскольку припой Sn/Ag/Cu имел более низкую точку плавления (217°C) по сравнению с Sn/Ag. Точный состав этого припоя по-прежнему остается предметом для обсуждения. Sn/Ag/Cu может быть использован для получения как универсальных, так и высокотемпературных припоев.
Sn93,5/Ag3,5/Bi3 имеет более низкую температуру плавления и более высокую надежность паяных соединений. Сплав обладает наилучшей паяемостью среди всех бессвинцовых припоев. Добавление меди и/или германия к Sn/Ag/Bi значительно повышает смачиваемость, а также прочность паяного соединения.
Припой Sn89/Zn8/Bi3 имеет температуру плавления, близкую к эвтектике Sn/Pb, однако наличие в его составе цинка приводит к ряду проблем. Припойные пасты на этой основе имеют короткое время жизни, требуется флюс повышенной активности, при оплавлении образуется труднорастворимая окалина, паяные соединения подвержены коррозии, требуется обязательная промывка соединений после пайки.
National Electronics Manufacturing Initiative (NEMI) рекомендует для пайки оплавлением сплав Sn3,9/Ag0,6/Cu, для пайки волной — менее дорогие припои Sn0,7/Cu и Sn3,5/Ag, поскольку во втором случае требуются большие объемы припойного материала. Такого же мнения придерживается и европейский консорциум IDEALS. В настоящее время эта организация занята изучением сплава Sn/Ag3,8/Cu0,76, считая его пригодным как для оплавления и пайки волной, так и для ремонтных работ.
JEIPA предлагается три сплава для замены Sn/Pb — олово/серебро/медь (Sn/Ag/Cu) и два сплава на основе олово/серебро/висмут (Sn/Ag/Bi). Другие производители рассматривают возможность использования нескольких бессвинцовых припоев, включая Sn/Ag/Bi, лучший из которых определится в процессе промышленных испытаний.
Самая последняя информация приводится на сайтах производителей.
Результаты проводимых во многих странах исследований говорят о том, что на сегодняшний день лидером в бессвинцовой гонке являются сплавы системы Sn/Ag/Cu. Возможно, через некоторое время будут найдены и другие составы.
Бессвинцовые покрытия и их совместимость
Крупные поставщики компонентов один за другим анонсируют свои продукты, выводимые на рынок бессвинцовых изделий. Широкому распространению бессвинцовых покрытий препятствовала их высокая стоимость. ST Assembly Test Services Ltd. (STATS) для покрытия выводов ИС предложила использовать чистое олово (Sn). Цель инициативы STATS — предоставить заказчикам экологически чистые корпуса, удовлетворяющие стандартам качества по электрическим, механическим параметрам и надежности. Альтернативными сплавами для шариков припоя стали Sn/Ag и Sn/Ag/Cu.
О совместимости покрытий
Использование бессвинцовых покрытий при производстве печатных плат не является какой-то новостью. Промышленность в течение многих лет применяет сплавы типа Ni/Au, Pd/Ni, Sn, Ag, Pd, имидазол (C3H4N2) и OSP. Сегодня проблема состоит в том, что для бессвинцовой технологии нужно выбрать один из них, но до сих пор неясно, на каком материале остановиться.
Проведенные в NCMS исследования показали, что смачиваемость четырех из пяти бессвинцовых покрытий (имидазол, горячий Sn, Pd/Ni и Pd) не выдерживает критики по сравнению с эвтектикой Sn/Pb. Наиболее перспективным покрытием для пайки меди бессвинцовыми припоями признан имидазол. Покрытия Sn, Pd и Au обеспечивают хорошую смачиваемость практически для всех припоев, однако плохо работают с Sn58/Bi по меди.
Перспективными для производства бессвинцовых печатных плат считаются также сплавы системы Sn/Cu, близкие к Sn/Pb по своим характеристикам. Однако более высокая температура процесса может вызвать нежелательные эффекты. После нескольких циклов оплавления и/или ремонта покрытия теряют свои защитные свойства.
Флюсы* для пайки аппаратуры делятся на две группы: неактивированные — на основе канифоли и полиэфирных смол, и активированные. Канифоль состоит из смеси нескольких слабых органических кислот, основная из которых — абиетиновая, растворяющая оксиды меди, но не воздействующая на чистую медь. Вместе с тем абиетинаты меди не являются коррозионными продуктами. Канифоль и полиэфирные смолы, попадая в диэлектрик печатной платы, не снижают его сопротивление изоляции.
* Флюсы — материалы, применяемые в металлургических процессах с целью образования или регулирования состава шлака, предохранения расплавленных металлов от взаимодействия с внешней газовой средой, а также служащие для связывания окислов при пайке и сварке металлов. При плавке и рафинировании металлов флюсы вводят для получения шлаков с заданными физическими и химическими свойствами (например, для понижения тугоплавкости и вязкости, изменения электропроводности), для ошлакования пустой породы и золы топлива, растворения вредных примесей.
Различают флюсы основные (известняк, доломит, пиритный огарок, известь, сода, которые содержат окислы кальция, магния, железа и др. металлов), кислые (кварц, песок, кремень, содержащие кремнезём) и нейтральные (глина, бокситы, бой шамотного кирпича, плавиковый шпат, содержащие глинозём или фторид кальция). Расплавы цветных металлов и сплавов предохраняют от окисления покровными или защитными флюсы; для этой цели применяются главным образом хлориды и фториды щелочных и щёлочноземельных металлов (каменная соль, сильвинит, карналлит, криолит, бура, канифоль). При пайке и сварке используют канифоль, буру, хлорид цинка, хлорид аммония, плавиковый шпат и др. флюсы Для дуговой электросварки разработан ряд флюсы, которые предварительно переплавляют и обрабатывают, а сварку ведут непосредственно под флюсы
© «Большая Российская энциклопедия»
Неактивированные флюсы широко применяются для пайки изделий ответственного назначения и в качестве консервирующих покрытий, сохраняющих паяемость печатных плат в условиях длительного складского хранения.
В активированных флюсах, как это следует из названия, присутствуют активаторы — вещества, повышающие флюсующую активность. Среди них — амины, слабые органические кислоты и другие. Активаторы, как правило, содержат ионы галогенов или активные остатки, снижающие сопротивление изоляции диэлектриков. Поэтому активированные флюсы и их остатки следует тщательно отмывать. Их рекомендуется применять при высокопроизводительной механизированной пайке, пайке плохо смачиваемых металлов (например, никеля). К этой группе относятся также водорастворимые флюсы, не содержащие канифоли.
Режим пайки волной при переходе от Sn/Pb к бессвинцовым припоям изменился незначительно. В таких системах могут быть использованы прежние флюсы. При бессвинцовой пайке волной более предпочтительны водорастворимые флюсы. Температура бессвинцовой пайки несколько выше (примерно на 30°C), что следует учитывать при выборе флюса. Для высокотемпературных припоев используются флюсы исключительно на основе канифоли.
Вводимый в припойную пасту флюс играет ту же роль, что и при пайке компактным припоем. Обычно в пасту вводят те же флюсы, которые используются и при обычной пайке.
Очистка функциональных узлов после пайки
Для достижения высокого качества отмывки требуются разные растворители. Остатки флюса при бессвинцовой пайке отличаются по составу от традиционных. Накопленный опыт свидетельствует, что при более высокой температуре сложнее удалять остатки флюса из паяного соединения. Подробные сведения о результатах испытаний различных моющих жидкостей при бессвинцовой пайке и точная информация приводится на сайтах производителей.