Лекция 15. Технология гальванических производств
Цель гальванической обработки – защита металлических изделий от коррозии, а также придание требуемого декоративного вида или необходимых свойств поверхностному слою деталей (твердость, износостойкость, электропроводность и т.д.). Покрытия бывают не только гальванические, а также физические, химические. Однако гальванические покрытия являются наиболее распространенными.
Гальванические покрытия могут быть заданной толщины от единиц до сотен микрон. Кроме того покрытия имеют высокие эксплуатационные свойства. Расход металла в данном случае намного меньше, чем при использовании других покрытий. Однако у этого метода есть и недостатки: значительный разброс толщины покрытия на сложно-профильных деталях, образование большого количества токсичных сточных вод, плохие санитарно-гигиенические условия труда.
Подготовка деталей к нанесению гальванических покрытий
Перед нанесением покрытий поверхность деталей должна быть определенным образом подготовлена. Детали подвергаются механической обработке, обезжириванию и травлению.
Механическая подготовка
Механическая подготовка состоит в удалении с поверхности деталей окалины, раковин и придании поверхности деталей требуемой шероховатости. Для механической обработки используют шлифование и полирование.
Обезжиривание
Обезжиривание – это удаление жиров и масел с поверхности изделий. Жировые загрязнения бывают двух видов: жиры животного и растительного происхождения (сложные эфиры глицерина и жирных кислот) и минеральные масла (смесь углеводородов в основном предельных).
Жиры животного и растительного происхождения способны омыляться.
В результате омыления образуются растворимые соединения: натриевые соли жирных кислот и глицерин.
Минеральные масла не омыляются. Их можно удалить только органическими растворителями или с помощью поверхностно-активных веществ.
Существует три основных метода обезжиривания: обезжиривание органическими растворителями, химическое и электрохимическое обезжиривание.
Обезжиривание органическими растворителями
Обезжиривание органическими растворителями применяется для удаления минеральных масел и полировальных паст. После обезжиривания органическими растворителями на поверхности детали все-таки остается очень тонкая пленка жиров, которая препятствует прочному сцеплению покрытия с деталью. Для ее удаления используют обычно электрохимическое обезжиривание.
Практически все органические растворители токсичны. Поэтому их можно использовать только при наличии специального оборудования. Горючие органические растворители (бензин, керосин) для обезжиривания обычно не используют. Используют негорючие хлорированные или фторированные углеводороды (хлороформ, четыреххлористый углерод и т.д.)
К недостаткам этого метода можно отнести высокую стоимость органических растворителей и их токсичность. Фторированные углеводороды менее токсичны, но они еще более дороги и дефицитны.
Химическое обезжиривание
Химическое обезжиривание обеспечивает растворение жиров под воздействием щелочи и эмульгирование минеральных масел под воздействием поверхностно-активных веществ. Вещества, входящие в состав обезжиривающих растворов должны хорошо удалять жировые пленки, не вызывать коррозии, хорошо смываться водой.
В состав обезжиривающих растворов обычно входят следующие компоненты:
— щелочи или сода;
Щелочи обеспечивают растворение жиров в результате реакции омыления. Оптимальная концентрация щелочи зависит от материала детали, ее загрязненности, наличия ПАВ и составляет 50-100 г/л.
Поверхностно-активные вещества обеспечивают эмульгирование минеральных масел При выборе ПАВ необходимо учитывать возможность последующего обезвреживания отработанных обезжиривающих растворов. Поэтому лучше использовать так называемые «мягкие» ПАВ, например, синтанол ДС-10 или синтамид-5. Оптимальная концентрация ПАВ – 2-8 г/л.
Фосфаты создают щелочную среду в результате гидролиза, а также уменьшают жесткость воды, связывая ионы кальция и магния в труднорастворимые соединения. Оптимальная концентрация фосфата натрия составляет 15-35 г/л.
Силикаты также как и фосфаты способствуют созданию щелочной среды. Кроме того они оказывают ингибирующее и эмульгирующее действие. Оптимальная концентрация – 5-10 г/л.
Обезжиривание обычно проводят при температуре 70-90 0 С. В этих условиях омыление и эмульгирование происходит наиболее интенсивно.
15.5. Гальванические и травильные цехи.
Технологический процесс в гальванических цехах связан с нанесением на поверхность изделий антикоррозийных и декоративных покрытий электролитическим способом. Перед нанесением защитных покрытий изделия подвергают сухой или мокрой очистке. Сухая очистка от ржавчины, окалины и загрязнений производится в дробометных камерах, на обдирочно-шлифовальных станках, во вращающихся гальтовочных барабанах, заполненных песком или наждаком. Мокрая очистка заключается в травлении деталей в водных растворах солей, кислот, щелочей и обезвреживания в органических растворителях, например в бензине, керосине. После травления и покрытия изделия промывают в ваннах холодной и горячей промывки, затем сушат непосредственно в цехе или в специальных шкафах.
В зависимости от химического состава растворителя все процессы, протекающие в гальванических ваннах, делятся на три группы: кислые, щелочные и цианистые. К кислым процессам относятся декапирование и ряд гальванических покрытий: никелирование, меднение, лужение, хромирование, свинцевание; к щелочным – обезжирвание, щелочное лужение, воронение; к цианистым – цианирование, кадмирование, серебрение.
В помещениях гальванических цехов выделяются все известные вредности — теплота, влага, пары, газы, полые капли, жидкие аэрозоли и пыль. Особой токсичностью отличаются растворы цианистых солей, хромовой и азотной кислот.
Наиболее распространенными устройствами для локализации вредных выделений являются бортовые отсосы, которые располагают по длинной стороне ванны; в отдельных случаях, если позволяет технологический процесс, — зонты и ширмы, отделяющие участок с оборудование. При выборе бортовых отсосов предпочтение следует отдавать «опрокинутым» как наиболее эффективным. Для уменьшения интенсивности испарения вредных веществ зеркало ванн рекомендуется покрывать пластмассовыми шариками. Столы для обезжиривания крупных деталей должны иметь наклонные панели равномерного всасывания с нижним или верхним присоединением к воздуховоду.
Местные отсосы от ванн для обезжиривания деталей органическими растворителями, от ванн для цианистых процессов, процессов хромирования и никелирования следует объединить в самостоятельные вентиляционные установки. При остальных гальванических процессах объединение местных отсосов в общую вытяжную установку допускается с учетом указаний СНиП. От ванн холодной и горячей промывки вытяжку не устанавливают, кроме ванн промывки травления в азотной кислоте. Самостоятельные вытяжные системы должны проектироваться также для дробеметных камер, обдирочно-шлифовальных и полировочных станков, от укрытий над местами обезжиривания бензином. Баки, сборники, мерники для растворения кислот, щелочей и солей необходимо снабжать крышками. Количество воздуха, удаляемого через местные отсосы от них, определяются скоростью всасывания через неплотности – 0,7м/с при холодных и 1 м/с при нагретых растворах.
Системы местных отсосов от ванн с цианистыми растворами, азотной и соляной кислотами должны иметь резервные вентиляторы с автоматическим включением их при остановке основного.
Приточная вентиляция во всех основных отделениях гальванических и травильных цехов предусматривается механической и рассчитывается на полную компенсацию воздуха, удаляемого местной и общеобменной вытяжными системами. Из общего объема притока часть его, примерно 5%, подается в смежные помещения, не имеющие токсических выделений и пыли для создания подпора в них. Основной объем подают в верхнюю зону рассеянно воздуховодами равномерной раздачи, плафонами, потолочными панелями, перфорированными воздуховодами. Применение последних обеспечивает быстрое затухание скорости истечения, не вызывая повышенной подвижности воздуха в рабочей зоне, нарушающей нормальную работу бортовых отсосов. По этой же причине аэрацию в гальванических и травильных цехах, как правило, не применяют.
При рекомендуемой схеме вентиляции, т.е. сверху – вниз, и расчетной кратности более 5ч -1 принудительное проветривание верхней зоны не требуется. Если кратность воздухообмена меньше указанной, следует предусмотреть дополнительную механическую вытяжку из верхней зоны и расчета на 1ч -1 . При эксплуатации полностью укрытого технологического оборудования и высоте подачи воздуха более 6м допускается сосредоточенный выпуск его с обеспечением нормируемой скорости движения воздуха в рабочей зоне (не более 0,3м/с).
В отделениях приготовления растворов, складах хранения и развески цианистых солей с учетом количества воздуха, удаляемого местными отсосами, необходимо обеспечить не менее чем трехкратный воздухообмен.
Прокладка магистральных воздуховодов местных вытяжных систем может быть подпольная (кроме воздуховодов от ванн с органическими растворителями) и верхняя. При подпольной каналы устраиваются из кислотоупорного бетона или кирпича, оштукатуриваются кислотоупорным цементом снаружи и изнутри, покрываются каменноугольной смолой. Бортовые отсосы и воздуховоды вытяжных систем следует покрывать с обеих сторон асфальтом или перхлорвиниловым лаком. Приточные воздуховоды снаружи покрываются асфальтовым лаком или масляной краской, а изнутри – олифой.
Горизонтальные участки каналов выполняются с уклоном ί = 0,005…0,01 в сторону вентилятора с устройством перед ним приямка для стока конденсата. При верхней прокладке уклон воздуховодов делается в сторону ванн, а в нижней части вентилятора предусматривается врезка вентиля для спуска накопившегося в нем в процессе эксплуатации конденсата. Трассу воздуховодов надо намечать так, чтобы с более токсичными вредностями располагались ближе к вентилятору.
Удаляемый воздух, загрязненный пылью, необходимо подвергать очистке в циклонах или матерчатых фильтрах. Воздух от вредных паров и газов очищается чаще всего пропусканием его через слой сорбента жидкого или твердого, способного поглощать вредности. Однако такие установки из-за высокой стоимости применяют только в особых случаях, когда концентрация пара или газа в отсасываемом воздухе доходит до 1гр на 1кг воздуха.
Очистка воздуха от цианистых соединений и травильных растворов осуществляется в пенных фильтрах ПГИ-П, которые требуют устройства реагентного хозяйства и специальной канализации. Воздух, удаляемый от ванн хромирования, следует очищать в волокнистых фильтрах ФВГ-Т. При малых концентрациях вредностей в отсасываемом воздухе его выбрасывают без очистки в верхние слои атмосферы, используя для этого факельный выброс.
При выборе вентиляционного оборудования необходимо соблюдать правила пожаро- и взрывобезопасности: для вытяжных систем, удаляющих пары растворителей или газов от электролитических ванн, вентиляторы и электродвигатели выполняют искрозащищенными, воздуховоды заземляют.
Отопление гальванических и травильных цехов – обычно воздушное, совмещенное с приточной вентиляцией. Нагревательные приборы устанавливаются преимущественно под световыми проемами в соответствии со СНиП с учетом использования их для дежурного отопления.
В отделениях – машинном, приготовления растворов, хранения химикатов и развеса цианистых солей для отопления используются местные нагревательные приборы (радиаторы, ребристые трубы). Рециркуляция воздуха в цехах и отделениях, кроме машинного, не допускается.
Технология промышленной гальванопластики
Гальванопластика — техника получения точных металлических копий с форм путем электроосаждения. Точнее это гальванический способ формования изделий, в процессе которого металл, выделяющийся при электролизе, достигает толщин 0,25-2 мм и воспроизводит форму поверхности, на которой осаждается. В результате покрытие становится самим изделием.
В настоящее время в гальванопластике применяют: Cu, Ni, Ni-Co, Ni-Fe, Ni-Si, Ni-W, Fe, Pb, Cr, Au, Ag. Из расплавленных солей создают гальванопластические копии с применением тугоплавких металлов: Re, W, Mo.
Частным случаем гальванопластики является электролитическое формование. Разница между этими процессами в том, что в гальванопластике форма отделяется от копии или разрушается, а в электроформинге — остается внутри.
Важными аспектами в процессе гальванопластического формирования изделий играет подготовка поверхности используемой формы, создание на ней токопроводящего и/или разделительного слоя.
Гальванопластику создал русский ученый Борис Семенович Якоби в 1836 г. При опытах с элементами Даниеля, Якоби «. увидел несколько почти микроскопических царапин напильника, точно соответствующих друг другу: вогнутые на поверхности цилиндра и рельефные — на поверхности отдельного листочка. Гальванопластика явилась следствием этого тщательного исследования».
Увидев такое интересное явление, Якоби сразу же начал поиск его технического применения. 5 декабря 1838г. на заседании Академии наук был прочитан доклад Якоби об изобретении техники гальванопластики и продемонстрированы образцы гальванопластических копий гравированных печатных форм.
Преимущества гальванопластики как метода формования:
- высокая точность воспроизведения микро- и макрогеометрического сложного рельефа поверхности, на которую производится электроосаждение металла;
- низкая стоимость оснастки и оборудования, что позволяет часто менять конструкцию деталей;
- многократное использование моделей для наращивания;
- тождественность деталей, снимаемых с одной модели;
- в условиях многосерийного производства возможность одновременно изготовлять большое количество деталей, которое определяется размерами ванн и мощностью источников тока;
- получение комбинированных деталей, как из различных металлов, так и неметаллов;
- малые затраты труда по сравнению с такими методами формообразования, как литье, штамповка, механическая обработка.
- Ограничения в перечне используемых металлов и сплавов;
- Относительно невысокая скорость осаждения;
- Неравномерность распределения электролитических осадков по рельефной поверхности, что влечёт за собой увеличения стадий механической обработки.
Область применения гальванопластики очень обширна: бесшовные трубы, волноводы, сильфоны, гильзы с кумулятивным зарядом, художественные изделия, компоненты для исследований в области термоядерного синтеза и ядерной энергии, датчики шероховатости поверхности, золотые коронки и мосты для стоматологии, калибровочные шкалы для электронной микроскопии, корпуса для слуховых аппаратов, микроустройства для электронного, микромеханического применения и многое другое.
2. Технология гальванопластики.
Процесс изготовления детали методом гальванопластики состоит из нескольких этапов. К ним относятся: изготовление форм (металлические, неметаллические и комбинированные); подготовка и нанесение проводящего слоя на неметаллические формы, в случае металлической формы – нанесение разделительного слоя на неё; электроформование – электроосаждение толстого слоя металла или сплава, отделение готового изделия от формы.
Прежде чем рассмотреть каждый из этих этапов, рассмотрим несколько понятий, используемых в гальванопластике.
Форма – специально созданный, спроектированный и изготовленный образец для снятия с него копии с помощью использования технологии гальванопластики.
Копия – является заготовкой, полученной на стадии электроформования. Копия повторяет поверхность и рельеф формы, отделяется от формы и механически обрабатывается, после чего может использоваться в качестве изделия или составной части изделия.
2.1 Изготовление формы.
Правильно выполненная форма оказывает огромное влияние на получаемое изделие, так как форма определяет точность, размер, конфигурацию и чистоту поверхности конечного изделия. Материалы, применяемые для изготовления форм могут быть различными: металлы (медь, сталь, алюминий, цирконий, свинец, титан и др.), неметаллы (пластмассы, дерево, гипс, стекло, воск, пенопласт и др.). Формы можно классифицировать по материалу исполнения: металлические, неметаллические, комбинированные. А также по времени использования: многократного использования (неразрушимые) и однократного использования (растворимые, выжигаемые, выплавляемые).
Важное требование, предъявляемое к формам: они не должны разрушаться, терять свой первоначальный вид под действием всех условий процесса электроформования, небольших механических воздействий.
Формы могут быть сплошными (неразборными) или составные (из нескольких частей). Конструкция формы должна обеспечивать легкость отделения копии от формы, без повреждения копии.
2.2 Создание токопроводящего слоя на неметаллические формы.
Перед нанесением проводящего слоя необходимо провести подготовку поверхности (механическая обработка, травление, обезжиривание). Выбор того или иного метода подготовки поверхности зависит от природы, используемого материала формы и от типа загрязнения.
После этапов подготовки поверхности необходимо нанести проводящий слой (для материалов, не проводящих электрический ток). То есть важным условием является электропроводящая поверхность материала.
Для нанесения проводящего слоя имеется несколько способов:
- Механический способ – напыление (металлического порошка, графита); нанесение покрытий, проводящих электрический ток, в которых содержатся порошки металлов или графита.
- Химический способ – меднение; никелирование; кобальтирование; нанесение плёнок PbS, PbSe, CdS, оксидных пленок SnO2, ZnO, PbO и др.
- Термический способ – разложение в паровой фазе металлорганических соединений.
- Вакуумное напыление металлов.
2.3 Нанесение разделительного слоя на металлическую часть формы.
Разделительный слой наносится на металлическую форму. Основная особенность гальванопластики заключается именно в отделении копии от формы по разделительному слою. Поэтому данная операция является очень важной, ибо при нарушении разделительного слоя, плохом его качестве будет невозможно произвести точное копирование и соответственно может произойти повреждение оригинала.
Выбор разделительных слоев основывается на том, чтобы при наращивании копия не смогла самопроизвольно отделиться от формы и также не должны требоваться большие усилия для разделения копии и формы.
Разделительные слои могут быть неорганические (окислы, соли), а также органические (пленки, золи). Возможен процесс самопроизвольного образования оксидных разделительных слоев. Такое явление происходит на формах из титана, рения, никеля, нержавеющей стали, сплавов алюминия.
2.4 Затяжка и гальваническое наращивание.
Выбор материала для изготовления копий опирается на несколько условий: требования, предъявляемые к механическим, физическим и химическим свойствам материала, а также с учетом экономической и технической целесообразности. В процессе электроосаждения толстых слоев, выбранные материалы должны сохранять электропроводимость, легко отделяться от формы, не искажать её, оставаться устойчивым в агрессивных средах, допускать механическую обработку.
Материалы из которых изготавливаются копии: медь; никель; сплавы Ni-Co; Ni-Fe; Ni-Mn; композиционных покрытий на основе никеля, наполненных порошком вольфрама.
В гальванопластике важно учитывать несколько факторов при выборе электролита и режима электролиза. К этим факторам относятся: скорость процесса, возможность получения мелкозернистого осадка с малыми внутренними напряжениями, распределение осадка должно быть равномерным по толщине.
Чаще всего в промышленной гальванопластике применяются следующие электролиты: сульфатный электролит меднения, сульфаминовый или сульфатно-хлоридный электролит никелирования. Сульфаминовый электролит никелирования характеризуется высокой рассеивающей способностью, получением осадков с минимальными внутренними напряжениями и работой при высоких плотностях тока.
2.5 Отделение готового изделия от формы и финишные операции.
В случае электроформинга отделения копии от формы не происходит и процесс на этом, в целом, заканчивается.
По завершению процесса электроформирования и перед отделением формы необходимой операцией является промывка формы. После чего при помощи механических усилий, гидравлического давления, путем нагрева нагревания, охлаждения, вакуумирования или подачи сжатого воздуха совершается отделение копии от формы. Так например легкоплавкие металлы выплавляют в горячем песке, а алюминиевые формы растворяют в щелочках или кислотах.
К финишным операциям относятся полирование, функциональные покрытия, художественная обработка.
3. Применение гальванопластики в промышленности.
Классификация применения гальванопластики в промышленности в основном сводится к рассмотрению гальванопластики по отраслям или по технологии изготовления, также отдельно выделяют инструменты, оснастку. Далее мной будут представлены примеры применения процесса гальванопластики в производстве конкретных деталей и изделий, наиболее интересных по моему мнению.
3.1 Изготовление бесшовных труб разного профиля и сложности.
Процесс изготовления тонкостенных труб без шва методом гальванопластики был впервые реализован в России. И.М. Федоровский изготовил прямые, сложные гнутые трубы с отростками разного диаметра и разной толщины стенок гальванопластическим способом. Его способ заключался в следующем: трубы изготавливались осаждением меди на катод, которым был вращающийся медный или железный стержень; плотность тока в процессе составляла от 2 до 6 А/дм2; вдоль стержня двигался агатовый камень, разглаживающий и уплотняющий осадок (процесс снятия трубы с формы не приводился).
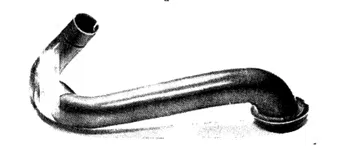
Рисунок 1 – Пример трубы сложного профиля, изготовленной методом гальванопластики.
Практически изготовление труб осуществляется множеством различных способов. Один из таких способов – осаждение металла производится на цилиндрической форме, горизонтально расположенной в ванне. Основания цилиндра покрываются изоляционной массой для того, чтобы на них не осаждалась медь. Деревянные оси формы помещают в стеклянные подшипники, и цилиндру сообщается вращательное движение. Скорость вращения — 40 об/мин., плотность тока 1,2 – 1,5 А/дм 2 . Медные аноды расположены на дне ванны. Труба с толщиной стенок 3,2 мм растет 144 часа. По завершению процесса труба вместе с формой поступает на станок для развальцовки, а затем снимается.
Трубы Вентури для измерения расхода жидкости готовят следующим образом.
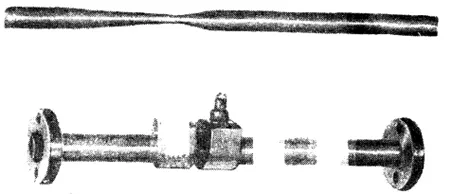
Рисунок 2 – Трубы Вентури. Вверху – формы, внизу – наращенная труба с припаянными фланцами и отводами
Первым шагом является изготовление формы из алюминиевого сплава. Их готовят механическим способом или литьем под давлением. Формы тщательно шлифуют, полируют, глянцуют, после чего её обезжиривают в органическом растворителе, затем в щелочном растворе, после чего промывают. Прежде чем завесить формы в ванну их необходимо декапировать в смеси азотной и плавиковой кислот. Данный шаг необходим для снятия окисного слоя с поверхности алюминия, а это в свою очередь способствует улучшению сцепления и повышает скорость затяжки.
Затяжку алюминиевой формы необходимо проводить в ванне с небольшой концентрацией кислоты и высокой плотности тока. Когда формы полностью затянется, её переносят в ванну для наращивания. По окончанию наращивания форму растворяют в концентрированном едком натре или соляной кислоте. Внутреннюю поверхность трубки покрывают тонким слоем серебра.
3.2 Производство волноводов.
Технологический процесс изготовления волноводных элементов состоит из следующих основных операций: подготовка поверхности формы (обезжиривание, нанесение разделительного или «защитного» слоя), электроосаждение тонкого слоя золота или серебра, осаждение основного слоя меди (или никеля) толщиной 1,5-2,0 мм, извлечение формы из полученной копии.
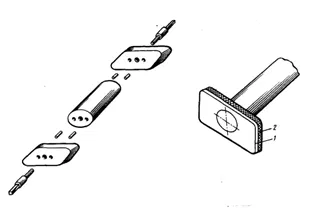
Рисунок 3 – Фрагмент волновода: 1 – электроосажденный слой металл, 2 — формы
Если необходимо получить прочную, но облегченную конструкцию, тогда используется процесс обволакивания электроосажденных металлических слоев пластмассой.
В производстве волноводов используются как постоянные формы так и составные. Материалы форм выбираются в зависимости от ситуации. Так если конфигурация волноводного узла не позволяет извлечь форму без её разрушения, то форму изготавливают из алюминия и его сплавов, а иногда и из цинковых сплавов. Формы из этих материалов удаляются путем растворения. Для изготовления постоянных форм широко используется коррозионно-стойкая сталь, которая позволяет без специальной подготовки легко отделить слой металла. Но она не всегда пригодна для изготовления форм, особенно малого сечения, в силу своей относительной мягкости, а также эта сталь уступает по механической прочности хромистым и инструментальным сталям. В производстве волноводных узлов чаще используются стали марок 40Х13, 30Х13, 20Х13.
Для наращивания основных металлических слоев в волноводной технике чаще всего используются пирофосфатные и сульфаматные электролиты меднения, а также сульфатные и сульфаматные электролиты никелирования. В случае изготовления каналов сложной конструкции рекомендуется осаждения никеля из цитратного электролита. Данный электролит обладает лучшей рассеивающей способностью, но он менее стабилен в работе по сравнению с сульфатным и сульфаматным, осаждение никеля в нем происходит с малой скоростью. При использовании форм из конструкционных сталей цитратный электролит не вызывает коррозии (pH= 7-8).
3.3 Получение сильфонов.
Сильфоны представляют собой тонкостенные гофрированные трубки различного диаметра.
Для изготовления форм используют алюминиевые сплавы, так как конструкция сильфона не позволяет использовать постоянные формы. Готовая форма из алюминиевой трубы показана на рисунке 4.
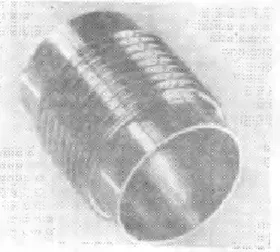
Рисунок 4 – Форма из алюминиевой трубы для электролитического формования сильфонов
Форму очищают от загрязнений и с помощью специального контактного устройства после цинкатной обработки промывки завешивают в гальваническую ванну. После осаждения металла форму вытравливают в растворе соляной кислоты и деталь получена.
Чаще всего осаждение производят из никелевого сульфаматного электролита. При осаждении на форму, показанную на рисунке 5, наблюдается значительный перепад толщины осадка на впадинах и на выступах. По этой причине процесс лучше всего проводить при низких плотностях тока (iк=1,0-1,5 А/дм 2 ). За счёт этого достигается более равномерное распределение осадка никеля по форме.

Рисунок 5 – Контактное приспособление для электролитического формования сильфонов.
3.4 Гильзы с кумулятивным зарядом.
Гильзы с кумулятивным зарядом — это устройства, которые фокусируют химическую энергию взрыва для достижения заранее определенных эффектов. Основное применение — в бронебойных снарядах и в качестве пенетраторов при бурении нефтяных скважин.
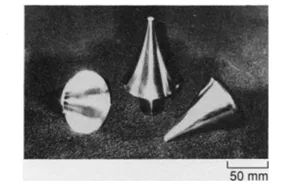
Рисунок 6 – Форма и готовые гильзы.
Их обычно изготавливаются несколькими способами. Например, прессование металла является наиболее экономически эффективным. Однако для определенных специальных применений требуется не только очень высокая степень точности (особенно концентричности), но и химические свойства. Также важно качество поверхности как внутри, так и снаружи. В процессе гальванопластики можно добиться всех этих параметров. Так формы изготавливаются из алюминия. Проходят стандартные стадии подготовки. Чаще всего используются кислые медные электролиты. Удаление формы возможно механически и с помощью обработки в соляной кислоте.
3.5 Пресс-формы и штампы.
Гальванопластика используется как метод изготовления формообразующих деталей (вставок) пресс-форм и штампов. Процесс изготовления вставок во многом определяется материалом формы. При использовании металлической формы технологическая схема проще, но за счёт большого объема механической обработки и доводки формы стоимость получаемых изделий значительно повышается. Процесс изготовления вставок для данного случае включает в себя следующие основные стадии: подготовка поверхности формы, получение рабочего слоя (осаждения никеля и сплава никель-кобальт), создание конструкционного слоя и крепление вставок в матрице. При использовании неметаллических материалов необходима металлизация поверхности формы. В этом случае при массовом производстве целесообразно изначально изготовить промежуточную мастер-пресс-форму, в которой моет быть отлито нужное количество форм, необходимых для последующего использования при изготовлении пресс-форм. Мастер-пресс-форму получают с помощью гальванопластики.
Ниже приведены всевозможные области применения и примеры использования гальванопластики.
3.6 Художественная гальванопластика.
В данном случае рассматривается технология изготовления скульптур из составных копий, т.е. детали-копии для скульптур получают на отдельных формах – фрагментах скульптур.
Коротко описать технологию с применением гипсовых форм можно следующим образом. Первоначально изготавливают скульптуры (первичная форма) из какого-либо материала (обычно глина). После чего скульптура разделяется на отдельные элементы, и намечают границы между ними, что определяет качество скульптуры. С первичной формы снимаются гипсовые копии (вторичная форма) отдельных элементов, с которых уже электрохимическим способом изготавливают металлические копии.
Приготовленные гипсовые формы тщательно высушивают и пропитывают. Пропиткой может служить восковая композиция. После пропитки форму просушивают и наносят на неё электропроводный графитовый слой.
При электрохимическом наращивании копии с формы в гальванической ванне меднения применяют кислые сернокислые электролиты, иногда требуется перемешивание электролита (например — очищенный воздух).
Полученные отдельно копии монтируют одну с другой, таким образом, завершается процесс создания гальванопластической скульптуры. К монтажным работам относится: изготовление каркасов для объемных скульптур, пайка отдельных копий между собой, зачистка швов после соединения деталей и т.п.
Примеры статуй, созданных методом гальванопластики приведены на рисунке 7.

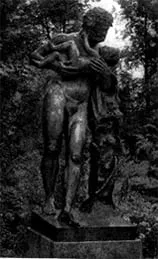




Рисунок 7 — Примеры статуй, созданных методом художественной гальванопластики.
3.7 Другие области применения гальванопластики.
3.7.1 Тонкослойные изделия.
Никелевая фольга: огнестойкие одеяла, бесшовные ленты, высокотемпературные прокладки (с графитом), подложка для фотоэлектрических элементов, солнечные поглотители.
Никелевая сетка: решетки электронного микроскопа, сита для сахарной центрифуги, электробритва, экраны для батарей, трафаретная печать, платиновые сита для топливных элементов, маски для аэрозольной краски.
Медная фольга: печатные платы.
Железная фольга: упаковка.
3.7.2 Трубчатые изделия.
Никель: узорчатые текстильные печатные цилиндры, капиллярные колонки для газовой/жидкостной хроматографии, никелированные сверла с алмазным напылением, сверхточные компоненты для рентгеновских телескопов, сопла для струйных принтеров и обогащения урана, сильфоны, волноводы, трубки Вентури.
Золото: трубки для ювелирных изделий.
3.7.3 Дублирующие пластины.
Аналоговые и цифровые аудиовизуальные записи, линзы Френеля, голограммы, пластины для печати и тиснения.
3.7.4 Формы и оснастка.
Никель: пресс-формы низкого давления/низкой температуры для прессования, литья под давлением из пластмассы, резины, стекла, цинка. Электроформованные инструменты, в том числе пресс-инструменты, литейные формы, алмазные режущие ленты, абразивные листы и медные инструменты для искровой эрозии.
Никель/кобальт, никель/марганец или никель-фосфор/карбид кремния: более твердые формы с более высокой температурной стойкостью.
Медь: формы, требующие хорошей теплопроводности.
3.7.5 Оптика.
Видеодиски и голографические штампы; рентгеновские телескопы; ассортимент металлической оптики, включая сложные асферические отражатели.
3.7.6 Авиационно-космическое применение.
Радиаторы для ракетных конусов, эрозионные щиты для лопастей вертолетов, носовые конусы, воздухозаборники, инструменты для секций самолетов, прожекторы, рекуперативно охлаждаемые упорные камеры для ракетных двигателей, рупоры антенн.
Что такое гальваника? Теоретические основы нанесения гальванических покрытий.
1. Понятие об электролизе. Принципиальная схема электролизера.
Гальваника — это осаждение металла или оксида на поверхности изделия для придания ему новых функциональных свойств или улучшения внешнего вида. Гальваника выполняется под действием электрического тока, отсюда возникает понятие «электролиз».
Электролиз с практической точки зрения является комплексом окислительно-восстановительных реакций, протекающих под действием электрического тока в электролите.
Электролит — это среда (для классической гальваники — водный раствор), обладающая ионной электрической проводимостью. Проще говоря — жидкость, способная проводить через себя электрический ток. Электрический ток проводится в основном за счет сольватированных в растворителе ионов. Сольватация является своего рода «растаскиванием» ионов из прочной кристаллической решетки твердого вещества диполями воды. В результате каждый ион становится окружен некоторым количеством молекул воды и в этом виде передвигается либо к положительному, либо к отрицательному электроду.
Когда через электролит пропускается электрический ток, то первоначально происходит направленное движение электронов в металлических проводниках. От анода электроны переходят к катоду, в результате чего на аноде образуется избыточный положительный заряд. При включенной электрической цепи с внешним источником тока на растворимом аноде будет происходить отнятие электронов у атомов металла-основы анода, а на нерастворимом — отнятие электронов у тех анионов, которые находятся в прианодной области. На катоде же появляется избыточный отрицательный заряд за счет скопившихся на нем электронов. К положительному аноду начинают движение противоположно заряженные анионы, а к катоду — катионы. При этом достигнув электродов они могут претерпевать определенные химические превращения.
Проходящий через электролит ток обычно постоянный, хотя иногда он может быть и переменным или изменяться по определенной функции. В любом случае, мы всегда сможем выделить катодный (восстановление) и анодный (окисление) процессы.
Электролиз не обязательно должен происходить только в водных растворах. Существуют также неводные электрохимические системы на основе органических (в основном апротонных) растворителей, солевых расплавов и даже твердых электролитов, однако их применение в промышленности для получения металлических покрытий ограничено, а в случае твердых электролитов — вообще невозможно.
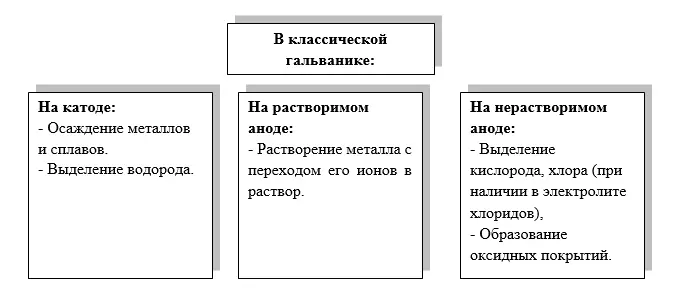
В гальванике, исходя из вышеприведенной схемы, может быть три варианта организации процесса:
1. Электролиз с растворимыми анодами. Металл анода растворяется и его ионы переходят в раствор, а на катоде эти же ионы восстанавливаются и осаждается металлическое покрытие. Примеры такого процесса — цинкование, меднение, никелирование и т.п.
2. Электролиз с нерастворимыми анодами. Анод не растворяется, на нем происходит побочная реакция, например, выделение кислорода. На катоде происходит восстановление металла, ионы которого подтягиваются из электролита. Происходит непрерывное снижение концентрации ионов металла в растворе.
3. Анодирование — получение оксидного покрытия на детали, завешенной в ванну анодом, на катоде идет выделение водорода.
Устройство для проведения электролиза называется электролизером. Небольшой лабораторный электролизер принято называть ячейкой, в то время как промышленная установка будет называться гальванической ванной.
Схема простейшего электролизера (рисунок 1 и 2) всегда включает в себя:
- электролит, через который протекает электрический ток;
- катод(ы) — покрываемые детали (отрицательный электрический полюс, на котором происходит процесс принятия электронов — восстановления). Катод, на который наносится покрытие также может называться подложкой или основой, а покрытие на катоде — осадком;
- аноды — противоэлектроды (положительный электрический полюс, на котором происходит процесс отдачи электронов — окисления);
- источник электрического тока.
В случае нанесения анодного оксидного покрытия, например, на алюминии (процесс анодирования), покрываемые изделия находятся на аноде, а катоды выполняют роль противоэлектродов.
Электролизер может комплектоваться и дополнительным оборудованием:
- нагреватели;
- системы перемешивания;
- системы фильтрации;
- бортовые отсосы;
- крышки;
- датчики технологических параметров (температуры, рН, уровень, потенциал, концентрация компонентов и т.п.), дозаторы и другие средства автоматизации.
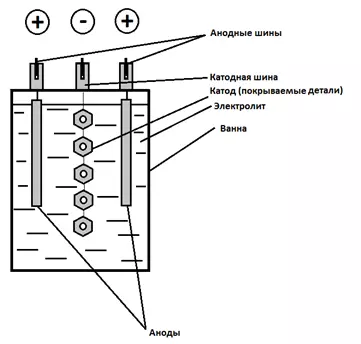
Рисунок 1 — Принципиальная схема электролизера
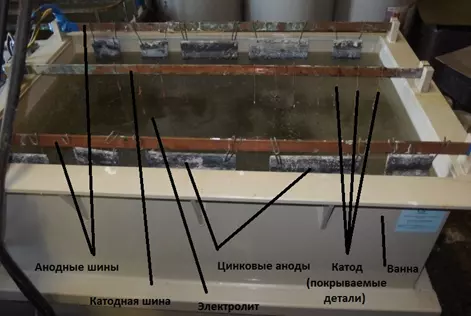
Рисунок 2 — Реальный электролизер (гальваническая ванна блестящего цинкования из щелочного цинкатного электролита).
2. Гальваника и закон Фарадея. Выход по току. Метод расчета толщины осаждаемого покрытия.
Первоочередной задачей при штатной работе гальванического цеха является получение на изделиях покрытий заданной толщины и структуры с минимально возможными экономическими затратам. Для вычисления толщины покрытия, полученного во время электролиза при заданном токе необходимо использовать закон Фарадея — основной количественный закон электролиза.
Закон Фарадея связывает массу выделявшегося на электроде вещества и количество пропущенного через электролит электричества. Применительно к гальванике закон Фарадея можно представить следующим образом:
где:
m — масса выделившегося на катоде металла, г;
A — Атомная масса выделяющегося металла;
z — Количество электронов, участвующих в процессе восстановления металла;
F — Число Фарадея — 96500 Кл*моль-1
I — Общий ток, пропущенный через электролит, А;
t — Общее время электролиза;
Вт — Выход по току.
Выход по току — доля электрического тока, потраченная на прохождение целевой электрохимической реакции. Выход по току характеризует только электрохимический процесс т.е., например, при анодном растворении меди в сернокислом электролите выход по току близок к 100%, однако еще 5% может добавляться за счет химического растворения меди в электролите. В итоге, рассчитанный выход по току может формально быть 105% за счет химического растворения меди.
Соотношение катодного и анодного выхода по току определяет стабильность электролита. Очевидно, что если при электроосаждении металла с растворимыми анодами катодный выход по току будет больше, чем анодный, то электролит будет постепенно обедняться по ионам осаждаемого металла, а если наоборот — то обогащаться. И то и другое будет уменьшать стабильность электролита.
При рассмотрении анодного процесса в гальванике нам будет интересна масса растворившегося на аноде металла (это необходимо для примерной оценки срока службы анодов). При рассмотрении же катодного процесса нам будет интересна не столько масса осаждаемого покрытия (за исключением драгметаллов), сколько его толщина. Поэтому, исходя из закона Фарадея мы можем вывести зависимость толщины покрытия от плотности тока.
Плотность тока — важный параметр работы гальванической установки. Она представляет собой отношение общего тока, протекающего через электрод к площади электрода:
где:
i — плотность тока, А/дм 2 ;
I — Общий ток, пропущенный через электролит, А;
S — Площадь электрода, дм 2 ;
Отметим, что наиболее часто площадь деталей в гальваностегии выражается в квадратных дециметрах, а плотность тока, соответственно, в амперах на дециметр квадратный. Реже применяется отношение к квадратному сантиметру (научные экспериментальные работы) и квадратному метру (например, при оцинковке стальной ленты). Использование дециметров в гальванике удобно тем, что в этом случае получаются не слишком большие и не слишком малые величины.
Очевидно, что в зависимости от рассматриваемого электрода плотность тока может быть катодной и анодной (iк и iа). От плотности катодного тока зависит скорость нанесения и, во многом, структура покрытия, а от плотности анодного — состояние анодов (активное, в котором происходит их растворение, либо пассивное, когда вместо растворения металла протекают побочные реакции, в основном выделение кислорода).
Важно понимать, что площадь электрода S может быть геометрической и реальной.
Геометрическая площадь (и связанная с ней геометрическая плотность тока) высчитывается исходя из геометрических размеров детали по стандартным математическим формулам.
Реальная площадь (и реальная плотность тока) может быть определена исходя из шероховатости и микрорельефа поверхности. Так, сравнив фотографии серебряного покрытия на рисунке 3 (А и Б) становится очевидно, что площадь поверхности пластинки на самом деле в 2-3 раза больше, чем просто произведение длины на ширину. Следует учитывать реальную площадь при гальваническом покрытии деталей с высокой шероховатостью поверхности, например, после пескоструйной или дробеструйной обработки.
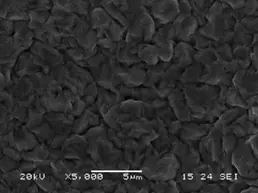
Рисунок 3 — Микроизображение серебряного покрытия на латунной подложке, полученного гальванически из диметилгидантоинового электролита, А — общая фотография, Б — микроизображение на электронном микроскопе в режиме топографического контраста с увеличением х5000.
Вернемся к Закону Фарадея и заменим в уравнении ток I на плотность тока i, а массу выразим через плотность осаждаемого металла:
Величина V/S представляет собой искомую толщину покрытия δ, если условно принять покрытие за параллелепипед, то:
Заметим, что толщина покрытия в гальваностегии обычно выражается в микрометрах (мкм).
Расчет толщины гальванического покрытия на практике обычно производится приблизительно по справочными данными о средней толщине покрытия, осаждаемого из данного электролита при данной плотности тока. Эти данные содержатся в ГОСТ 9.305-84, либо в отдельных техпроцессах, поставляемых вместе с фирменными органическими добавками к электролитам. Например, в таблице 1 приведены усредненные данные для гальванического цинкования из щелочного цинкатного электролита с двумя блескообразователями.
Точный расчет по формуле на практике лишен смысла, т.к. невозможно точно определить реальную плотность тока и реальный выход по току на каждом участке сложнопрофильной поверхности. Поэтому расчет всегда будет носить приближенный оценочный характер. В любом случае, перед выбором режима осаждения покрытия отработка и измерение толщины производится на опытных образцах деталей.
Таблица 1 — Примерное соответствие выхода по току и толщины осаждаемого цинкового покрытия от плотности катодного тока
Плотность тока, А/дм 2
Скорость осаждения, мкм/мин
3. Потенциал электрода. Перенапряжение (поляризация).
Металлические электроды, опущенные в раствор электролита, содержащего одноименные с металлом ионы, обладают характеристикой, называемой равновесным потенциалом.
В гальванике равновновесный потенциал электрода характеризует динамическое равновесие между ионами металла, выходящими из кристаллической решетки электрода в раствор и одноименными ионами в растворе, стремящимися войти в кристаллическую решетку электрода. Скорость обмена характеризуется так называемым током обмена i0. Такая система реализуется в любом электролите для нанесения покрытий с использованием растворимых металлических анодов, например, когда мы загружаем медные аноды в электролит сернокислого меднения, состоящий из сульфата меди и серной кислоты.
При использовании нерастворимых анодов или при опускании анода в раствор, в котором отсутствую одноименные ему ионы, на нем будет реализовываться стационарный потенциал.
Равновесный потенциал привязан к величине стандартных потенциалов металлов (табличные значения) уравнением Нернста:
где:
Е — Равновесный электродный потенциал, В;
Е0 — стандартный электродный потенциал, В;
R — Универсальная газовая постоянная, 8,31 Дж/(моль*К);
Т — абсолютная температура, К;
n- число электронов, участвующих в процессе;
F — постоянная Фарадея, равная 96500 Кл*моль-1;
aOx и aRed — активности соответственно окисленной и восстановленной форм вещества, участвующего в полуреакциях.
Если подставить в уравнение значения R и F, перейти к десятичным логарифмам и принять, что температура 298 К, то уравнение Нернста можно преобразовать в следующий вид:
Когда мы приложим к электродам установки разность потенциалов (проще говоря подключим источник постоянного тока) потенциал электрода будет смещаться от равновесного значения. В гальванике принято считать, что смещение катодного потенциала идет в отрицательную область, а анодного — в положительную, хотя это и условно (можно принять и обратное отношение знаков).
Смещение электродных потенциалов от равновесного значения под действием приложенного извне напряжения называется поляризацией, разница между равновесным потенциалом и потенциалом под током — перенапряжением. Поляризация и перенапряжение, по сути, синонимы. Степень зависимости плотности тока от потенциала называется поляризуемость.
Перенапряжение обозначается как ηК и ηА соответственно для обозначения катодного и анодного процесса.
Наглядно эти вопросы будут разъяснены при рассмотрении поляризационных кривых.
Отметим, что чем выше перенапряжение выделения металла на катоде, тем более мелкокристаллическим будет покрытие. При осаждении покрытий стремятся получать как можно более мелкокристаллические осадки. Обоснование этого будет дано далее.
Следует также запомнить общее правило: на катоде идут преимущественно электроположительные процессы, на аноде — электроотрицательные.

4. Напряжение на электролизере.
Для того, чтобы электрический ток прошел через электролизер, необходимо приложить определенное напряжение. При постоянной величине электрического тока I, чем выше сопротивление R в узлах электролизера, тем выше требуется напряжение U. Произведение U*I называется мощностью W, измеряемой в кВт. Произведение мощности на время (в часах) называется киловатт-часами и характеризует затраты электричества на проведение процесса. Следовательно, при прочих равных условиях, необходимо стремиться снизить напряжение на ванне.
Напряжение на работающем электролизере складывается из следующих величин:
- Uреакции — напряжение, требуемое для прохождения целевых реакций (осаждение покрытия, растворение анода и т.д.). Более правильно — это сумма обратимого напряжения разложения (разность равновесных или стационарных потенциалов катода и анода в данном электролите), катодной и анодной поляризации ή;
- Uтв проводники — напряжение, требуемое для прохождения электрического тока по твердым проводникам: покрываемым деталям, анодам, шинам, подвескам, проводам и т.д.
- Uконтакты — падение напряжения во всех контактах: места подключения проводов к источнику тока, места контакта проводов с шинами, шины с подвеской или анодными крючками, подвески и покрываемых деталей, анодных крючков и анодов;
- Uэлектролит — падение напряжения в электролите, определяющееся электропроводностью электролита;
- Uдиафр — падение напряжения в анодных чехлах, диафрагмах, колоколах, барабанах.
Общее сопротивление работающей гальванической ванны можно, таким образом, выразить формулой:
- Как видно из формулы, чтобы снизить сопротивление на работающей ванне нужно:
- использовать твердые проводники с минимальным сопротивлением и достаточным сечением. При прохождении по ним тока (при недостаточном сечении) они могут разогреваться, что дополнительно повысит их сопротивление.
- своевременно чистить все перечисленные выше электрические контакты. Использовать максимально коррозионно-стойкие материалы.
- своевременно корректировать электролит и соблюдать режим электролиза. При прохождении электрического тока через электролит его температура может расти, что увеличит его электропроводность, в отличие от твердых тел.
- по возможности не использовать чехлы и диафрагмы (при цинковании, например, анодные чехлы будут лишними, а вот при никелировании на подвесках — незаменимыми).
5. Лимитирующие стадии электродной реакции. Поляризационная кривая. Предельный диффузионный ток. Концентраторы тока.
Для того, чтобы иону металла восстановиться и осадиться на катоде ему необходимо подойти к поверхности электрода из объема раствора, разрядиться и встроиться в кристаллическую решетку покрытия. Все эти процессы характеризуются определенной скоростью. Стадия, имеющая минимальную скорость будет тормозить всю реакцию. Такая стадия будет называться лимитирующей (замедленной) и будет контролировать электрохимический процесс.
В электрохимической кинетике скорость процесса может контролироваться замедленной диффузией (переносом) разряжающихся ионов из глубины раствора к поверхности катода, их замедленным разрядом (переходом иона в металл) или смешанной кинетикой, когда при определенных потенциалах замедленной будет диффузия ионов, а при других — их замедленный разряд. Также существуют и другие лимитирующие стадии — замедленная кристаллизация и замедленная промежуточная химическая реакция.
От того, какая стадия процесса является лимитирующей будет зависеть вид поляризационной кривой — зависимости плотности тока от потенциала электрода.
На рисунке 4 представлены типичные виды поляризационных кривых.
Отметим, что в повседневной гальванотехнике поляризационные кривые в рабочих электролитах снимаются редко, поэтому детальное изучение кинетики электрохиимических реакций мы опустим, оставив это курсу теоретической электрохимии.
Рассмотрим прикатодное пространство в электролите при включении внешнего тока (рисунок 5).
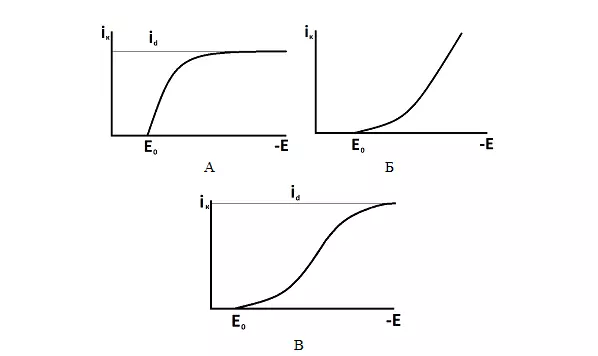
Рисунок 4 — Типичные виды поляризационных кривых: А — замедленная диффузия, Б — замедленный разряд, В — смешанная кинетика.
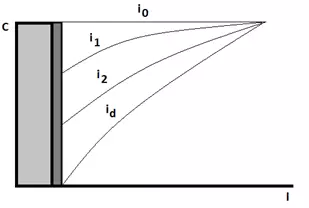
Рисунок 5 — Схема приэлектродного пространства в момент включения внешнего тока (зависимость концентрации ионов С от расстояния до катода L), где i0
Первоначально в равновесном состоянии системы концентрация разряжающихся ионов в прикатодном пространстве высока и равна концентрации во всем объеме электролита.. При отсутствии внешнего тока в системе будет наблюдаться только ток обмена i0.
Ток обмена характеризует процесс перехода ионов металла из кристаллической решетки катода в раствор и обратно. Как только будет включен источник тока разряжающихся ионов в прикатодном слое начнет падать. Одновременно с этим из глубины электролита за счет диффузии будет происходить поступление новых ионов с определенной скоростью.
Если скорость диффузии будет меньше скорости разряда ионов, то концентрация разряжающихся ионов в приэлектродном пространстве с ростом плотности тока будет продолжать уменьшаться. При определенной плотности тока все подходящие из глубины раствора ионы будут сразу же разряжаться на катоде. Данная плотность тока будет называться предельным током. Увеличить скорость электроосаждения мы теперь уже не сможем, т.к. новые ионы просто не будут успевать подходить из глубины электролита к поверхности катода. Важно знать, что для любой реакции может быть достигнут предельный ток, когда скорость этой реакции достигнет предельного значения. В этом случае на поляризационной кривой будет получена площадка, параллельная оси потенциалов (т.е. оси х).
Отметим, что площадка предельного тока может носить диффузионный характер, либо, реже, кинетический (соответственно возникают термины предельного диффузионного тока и предельного кинетического тока).
Предельный диффузионный ток (id) — ток, при котором скорости подвода ионов разряжающегося элемента (диффузии из объема электролита) уже не хватает для дальнейшего увеличения скорости электрохимической реакции восстановления данных ионов.
Предельный кинетический ток (iк) — ток, при котором скорость процесса полностью ограничивается скоростью медленной химической реакции, которая входит в суммарный электродный процесс (потеря комплексной разряжающейся частицей лиганда, димеризация продукта разряда иона и т.д.), а также скоростью проникновения разряжаемых частиц через слой адсорбированных на поверхности катода органических соединений (ПАВ: блескообразователей, выравнивающих добавок).
При перемешивании электролита будет увеличиваться величина предельного диффузионного тока и не будет изменяться величина предельного кинетического.
Понятие предельного диффузионного тока является крайне важным в гальванотехнике, т.к. в большинстве случаев при достижении такого тока получить компактное покрытие уже не удается — осаждается металл порошкообразной (дендритной) структуры. Таким образом возникает понятие рабочей плотности тока или, чаще, рабочего диапазона плотностей тока.
Диапазон рабочих плотностей тока — область плотностей тока, в которой можно получить качественное покрытие требуемой структуры и с требуемыми свойствами. Например, при меднении из сернокислого электролита без перемешивания рабочий диапазон составляет обычно 1-2 А/дм 2 . При меньшем токе покрытие может стать матовым, а при большем — порошкообразным. Особенно характерно диапазон рабочих плотностей тока проявляется при хромировании.
Принято считать, что рабочие плотности тока в гальванических процессах располагаются значительно ниже величин предельного диффузионного тока. Однако, есть примеры покрытий, осаждающихся на предельном токе — например, покрытие блестящим сплавом олово-висмут из сернокислого электролита с рядом органических добавок. Так, считается, что бескообразующие органические добавки, способствующие получению компактного блестящего гладкого покрытия, начинают действовать только на токах близких к предельным, тогда как при низких плотностях тока покрытие получается пористым шероховатым и мажущимся.
Учитывая сложную геометрию покрываемых деталей в гальванике важно понимать, что предельный ток может реализовываться не на всем электроде целиком, а на отдельных его частях («концентраторах тока») — острых кромках, выступах, а также в случаях, когда глубина погружения детали меньше глубины погружения анода и т.д. (рисунок 6,7).
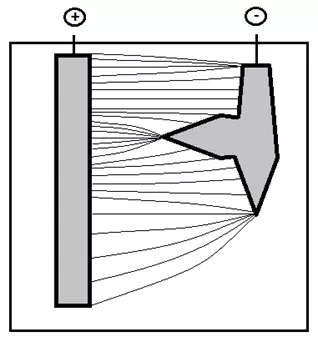
Рисунок 6 — Распределение силовых линий от более длинного анода к более короткому катоду, на котором имеются «концентраторы тока».
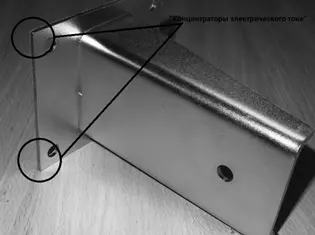
Рисунок 7 — Пример никелированной детали, на которой имеются углы — «концентраторы тока».
На таких местах будет образовываться так называемый «пригар» — участок покрытия темного, серого (вплоть до черного) цвета, имеющего порошкообразную структуру (рисунок 8).

Рисунок 8 — Пример микроструктуры порошкового медного покрытия на медной подложке.
Также, на таких участках может значительно повышаться рН за счет расходования ионов H + на выделение газообразного водорода. В этом случае может достигаться рН гидратообразования для некоторых металлов. например, никеля, и мы увидим еще и отложения гидроксидов металла.
Если параллельно с осаждением металла на катоде идет выделение водорода (как это имеет место, опять же, при никелировании), то в местах реализации предельного диффузионного тока будет наблюдаться значительно большее газовыделение, чем на остальной поверхности катода. Учитывая крупнокристаллическую структуру покрытия и его плохое сцепление с основой в этих местах, а также значительную скорость его наращивания, выделяющийся водород может просто срывать крупные части покрытия (эффект старой краски, отслаивающейся от покрашенного изделия) вызывая брак всего изделия. Для увеличения значения предельного диффузионного тока и, соответственно, расширения рабочих плотностей тока, как уже говорилось ранее, производится перемешивание электролитов.
6. Одновременное протекание реакций на электроде. Выделение металла одновременно с газом. Сплавообразование.
Случаи, когда при нанесении гальванического покрытия на электроде протекает только одна реакция довольно редки. Гораздо чаще происходит одновременно две и более реакции. Условием для одновременного протекания двух электрохимических процессов является максимальное сближение потенциалов их разряда. Можно классифицировать ситуации следующим образом:
- Восстановление (осаждение) металла одновременно с выделением водорода;
- Восстановление (осаждение) металла одновременно с одним или несколькими другими металлами, а также, иногда, неметаллами и органическими веществами.
Также в качестве побочных реакций могут выступать реакции неполного восстановления металла (Fe 3+ → Fe 2+ ), реакции восстановления оксидных пленок и т.п.
Как правило, все процессы осаждения металлов в гальванике идут с одновременным восстановлением примесей из раствора (посторонние металлы, сера, органика и т.п.), продукты восстановления которых встраиваются в покрытие и вызывают изменение его физико-механических свойств — положительное или отрицательное. Примером положительно влияющей примеси (можно назвать ее легирующим компонентом) является висмут в сплаве олово-висмут, дающий улучшение коррозионной стойкости, предотвращение эффекта «оловянной чумы», увеличение срока сохранения способности к пайке. Примером сплава с вредной примесью — никелевое покрытие, загрязненное медью (медь дает ухудшение прочности сцепления покрытия с основой, ухудшение внешнего вида — потерю блеска, образование грязно-серого покрытия, ухудшение защитных антикоррозионных свойств).
6.1 Выделение водорода одновременно с осаждением металла на катоде.
Выделение водорода одновременно с покрытием происходит, например, при никелировании, хромировании, цинковании из цинкатного электролита, лужении из кислого электролита и т.д. Выделение водорода усиливается при приближении к предельному диффузионному току.
Рассмотрим рисунок 8, на котором показаны поляризационные кривые одновременного выделения водорода и металла на катоде. При потенциале Е1 доля общего тока, приходящегося на выделение металла составляет примерно 2/3 общего тока, а выделения водорода — 1/3. При более отрицательном потенциале Е2 наоборот, доля тока осаждения металла составит 1/3 общего, а доля тока выделения водорода — 2/3. И чем более отрицательный потенциал мы будем задавать, тем больше будет доля тока выделения водорода в общей величине тока, пропущенного через электролизер.
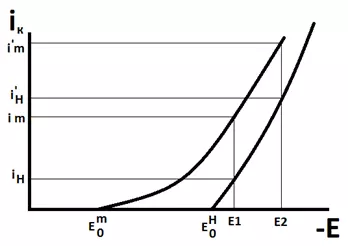
Рисунок 8 — Поляризационные кривые одновременного выделения металла и водорода.
Выделение водорода при катодном осаждении металла практически всегда отрицательно сказывается на качестве покрытия. Тому есть несколько причин:
- Водород может проникать в покрытие и металлическую основу, вызывая «водородную хрупкость» металлов.
- Водород может задерживаться на поверхности металла, вследствие чего покрытие будет расти вокруг пузырька газа. В результате будет образовываться ямочка, иногда доходящая до подложки — «питтинг». Это особенно актуально для никелирования.
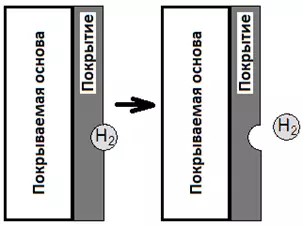
Рисунок 9 — Схема образования питтинга за счет пузырька водорода, прилипшего к покрытию
- Водород может создавать «газовые мешки», под которыми покрытия образовываться не будет (рисунок 10).
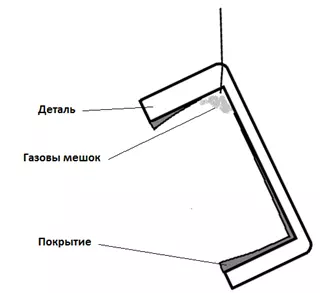
Рисунок 10 — Схема образования газовых мешков.
С другой стороны, очень редко водород может играть и положительную роль, например при щелочном цинковании из цинкатного электролита. Обильное выделение водорода в этом процессе позволяет доочистить поверхность покрываемых деталей от загрязнений и несколько улучшить прочность сцепления покрытия с основой в этом случае (здесь речь будет идти об «очищающем» действии электролита). Однако, не следует забывать и о том, что обильное выделение водорода одновременно с этим ухудшит физико-механические свойства покрытия за счет наводораживания и, соответственно, водородной хрупкости. Кроме этого, десорбирующийся из детали водород при сильно напряженном покрытии может вызывать появление отслоений в виде пузырей.
6.2 Одновременное выделение двух и более металлов или металла и неметалла (сплавообразование).
Сплавообразование может быть желательным и нежелательным. В первом случае мы целенаправленно хотим получить сплав с определенно заданными свойствами: олово-висмут, никель-фосфор и т.п. Во втором — мы не хотим получать сплав, но он образуется по причине особенностей техпроцесса или ошибок в нем. Так, при щелочном цинкатном цинковании с блескообразователями в покрытие может включаться до 1 % углерода из органических блескообразующих добавок. Изначально мы не хотим этого, но без введения органики в электролит покрытия требуемого качества мы не получим. Так же в никелевое покрытие, полученное из сульфатно-хлоридного электролита с органическими блескообразователями, встраивается сера. Таким образом, речь идет об особенностях техпроцесса. Однако, если электролит никелирования загрязнен медью, то включение меди в никелевое покрытие вызовет ухудшение его качества. Данного явления можно было бы избежать, т.к. медь попала в раствор из-за ошибки в техпроцессе (например, медные детали плохо промыли после подготовительных операций и остатки раствора травления попадали в ванну никелирования).
Для того, чтобы две электроактивных частицы одновременно восстановились на катоде нам необходимо максимально сблизить их потенциалы разряда. Этого можно достичь следующими способами:
- Связать одну из частиц в комплекс;
- Понизить концентрацию одного вещества, по сравнению с другим;
- Ввести ПАВ.
- Задать соответствующую плотность тока. Например, при осаждении бронзы (сплав медь-олово) в зависимости от плотности тока можно получать покрытие с различным содержанием олова — низкооловянную желтую бронзу или высокооловную белую бронзу из одного и того же электролита.
7. Простые и комплексные электролиты в гальванотехнике.
Традиционно в гальванике применяются простые и комплексные электролиты. Отличие состоит в том, в какой форме находятся ионы осаждаемого металла. Простые электролиты содержат сульфаты, нитраты, хлориды и т.п. и осаждаемый металл в них находится в форме простой соли. Соответственно, электролиты будут называться сульфатные, нитратные, хлоридные и т.п. Если используется смесь солей, то название будет двойным, тройным и т.д., например, сульфатно-нитратные, сульфатно-хлоридные.
В комплексном электролите ион осаждаемого металла связан в комплекс. Характеристикой комплексного электролита является константа нестойкости комплекса — чем она меньше, тем прочнее комплекс. В электролитах, комплекс которых имеет минимальную константу нестойкости, металл осаждается с наибольшим перенапряжением и, соответственно, покрытие получается наиболее мелкокристаллическим, а рассеивающая способность электролита и равномерность покрытия по толщине — максимальная. На практике наиболее прочные комплексы получаются обычно с цианид-ионами.
Для примера рассмотрим таблицу 4, в которой приведены значения констант нестойкости комплексов серебра и рисунок 14, где приведены некоторые поляризационные кривые осаждения серебра из различных комплексов. По рисунку 14 можно заметить, что чем меньше константа нестойкости комплекса, тем больше поляризация, что визуально выражается в более пологой кинетической кривой.
На практике часто применяются следующие виды комплексных электролитов: цианидные, аммиачные, пирофосфатные, роданистые, гидроксидные, борфтористоводородные. Другие комплексы применяют реже.