Устройство и принцип работы сварочного аппарата

Устройство и принцип работы сварочного аппарата хотя бы в общих чертах необходимо представлять абсолютно любому современному человеку. Тем более значимы эти знания для тех, кто собирается заниматься сваркой хотя бы просто на любительском уровне. В этой статье даны общие сведения о том, как конкретно устроен и работает сварочный инструмент.
Устройство
Когда говорят про сварочные машины и аппараты, все чаще подразумевают инверторные системы. В недавнем прошлом они считались образцами простоты. Но за последние годы резко выросла насыщенность электроникой. Существенно выросли их характеристики, работать инвертором стало эффективнее.
Расширилась и функциональность такой техники, несмотря на относительно стабильную и даже снизившуюся отчасти цену.
Сварочный инвертор по электрической схеме достаточно близок к блокам питания, используемым в компьютерах и ноутбуках. Причина проста: они решают сходные задачи. Прежде ключевой частью выступал трансформатор высокой мощности. Он отвечал за понижение напряжения на входе и за снятие со вторичных обмоток сильных (порядка сотен ампер) токов. Этих характеристик хватает для решения типовых сварочных задач. Однако масса традиционных инверторов очень велика, и сварщики с радостью восприняли появление облегченных их вариантов.
Ключевой составной частью оказываются транзисторы, подсоединенные к понижающим трансформаторам. Сокращение размеров трансформирующего узла достигнуто очень простым способом, а именно – введено переключение с высокой частотой, доходящей до 80000 Гц. На мощности такое нововведение не отражается.
Важно: напряжение все равно должно поддерживаться с использованием выпрямителя; в его состав входят диодный мост и блок конденсаторов.
Но бывает и другое устройство — сварочный полуавтоматический агрегат. В работе с ним не нужно применять электроды. Зато нужна проволока, расплавляемая в газовой среде. В состав самого полуавтомата включают:
- устройство, снабжающее током (уже упомянутый инвертор либо выпрямитель);
- блок, подтягивающий проволоку;
- горелочный модуль;
- управляющая система;
- электрические кабели;
- специальные шланги;
- резервуары со сварочным газом;
- катушки с проволокой.
Как работает?
Общее описание принципа действия инверторного аппарата крайне просто. Внутри него ток, имеющий высокую частоту, преобразуется до определенной величины.
Общий процесс вкратце выглядит так:
- перевод переменного тока в постоянный;
- снижение напряжения;
- придание току высокой частоты (да, тут он снова становится переменным);
- сокращение частоты, позволяющее существенно нарастить силу;
- новое преобразование в постоянную разновидность электричества;
- тонкая регулировка силы тока до определенной особенностями задачи величины.
Можно подключать инвертор даже к обычной домашней электросети — он обеспечит необходимые параметры.
Что касается действия сварочного полуавтомата, то оно организуется так:
- к участку работы подводится проволока;
- поверхности нагреваются;
- этот нагрев обуславливает их деформацию;
- газовая среда поддерживает достаточную степень защиты поверхностей от вредных факторов;
- на аноде и на металле наблюдается различная поляризация — что, согласно законам физики, приводит к появлению электрического разряда;
- сварщики самостоятельно следят, чтобы поступало необходимое количество проволоки и достигался оптимальный результат.
Режимы работы
Сварочные аппараты профессионального и полупрофессионального классов часто работают в продолжительном режиме. Так называют их эксплуатацию при стабильной нагрузке в течение времени, которое позволяет достичь установившейся температуры. Важно: при этом температура окружающего воздуха не должна меняться. На продолжительный запуск рассчитывают преимущественно автоматизированную технику.
Существует также и повторяющийся кратковременный режим. Тут тоже предусматривается загрузка на неизменном уровне, но уже на время меньшее, чем нужно для выхода на установившуюся температуру. Это достигается за счет периодических отключений. Важно: в процессе таких отключений аппарат не должен остывать до той же температуры, что и внешняя среда. На время остановок устройство обычно обесточивают.
Повторно-кратковременные программы типичны для сварочных полуавтоматов. Так же могут работать и отдельные автоматы. Чаще всего исходят из того, что сварщик «варит» 60% времени, а остальной промежуток отводится на вспомогательные манипуляции. Именно тогда техника и «отдыхает». Но есть и другие тонкости, определяющие вид сварочного режима.
На него влияют также:
- количество делаемых проходов (это очень важно!);
- темп исполнения сварочных работ;
- напряжение в дуге;
- сила электричества;
- поляризация (в варианте с постоянным током);
- толщина используемой проволоки (или наружное сечение электродов);
- химический состав этой проволоки либо электродов;
- геометрическое строение кромок;
- вид обмазки электродного инструмента;
- исполнение сварочного шва.
Длину дуги надо удерживать на одном уровне вдоль всей поверхности стыка. Укорачивание этой дуги провоцирует прожиг металла. В тяжелых случаях может прилипать электрод. Если дуга чрезмерно растянута, то она может гаснуть, а при сохранении видимой стабильности — плохо проваривает металл. Для контроля этого показателя опытные сварщики прислушиваются к раздающимся звукам.
Сварочные аппараты. Виды, типы и работа сварочных аппаратов
Сварочный аппарат представляет собой электрическое устройство, с помощью которого осуществляется сварка. Этот процесс обеспечивает прочное и надежное крепление металлических деталей. Благодаря сварке выполняется множество работ в различных областях, от микроэлектроники до создания многотонных конструкций.
Среди основных преимуществ электросварки надежное и быстрое соединение материалов отличается минимальными затратами. При необходимости с помощью этого устройства можно даже резать металл. В последние десятилетия они создаются с использованием электронных компонентов. Благодаря этому их масса и габариты значительно снизились, что позволило расширить применение.
Сварочное оборудование характеризуется широким разнообразием, связанным с постоянным развитием сварочного производства, разработкой новых методов и приемов сварки. Исходя из конструктивных особенностей, в том числе принципа работы, можно выделить следующие виды аппаратов:
Сварочный выпрямитель.
Полупроводник снабжен блоком диодов, в результате чего ток переходит от переменного тока к постоянному. Основные преимущества- минимальное напыление, качественная сварка швов. Используется для сварки черных и цветных металлов, чугуна, алюминия, стали.

Сварочный трансформатор.
Работает благодаря переменному току. Существует несколько видов- увеличенное и стандартное магнитное рассеяние. Из-за большого веса с ним процесс сварки занимает очень много времени.
1. Принцип работы сварочного трансформатора
Сварочные аппараты этого типа работают с переменным током, сила которого регулируется изменением напряжения с помощью понижающего трансформатора. В результате обеспечивается надежная мощность сварочной дуги, температура которой может составлять несколько тысяч градусов.
Во многих конструкциях снижение напряжения до уровня, требуемого для поддержания стабильности сварочной дуги, достигается перемещением одной из обмоток вдоль магнитопровода–сердечника. Полученное рабочее напряжение, как правило, не превышает 80В при начальных уровнях 220– 380В. Индуктивное сопротивление обмоток изменяется, и таким образом регулируется величина сварочного тока.
Кроме того, используются также конструкции с подвижным магнитным шунтом или тиристором.
2. Принцип работы сварочного инвертора
Сварочный инвертор преобразует напряжение и обычный переменный ток (частота 50 Гц, напряжение сети 220 В) В значения, необходимые для формирования и поддержания сварочного электрода.
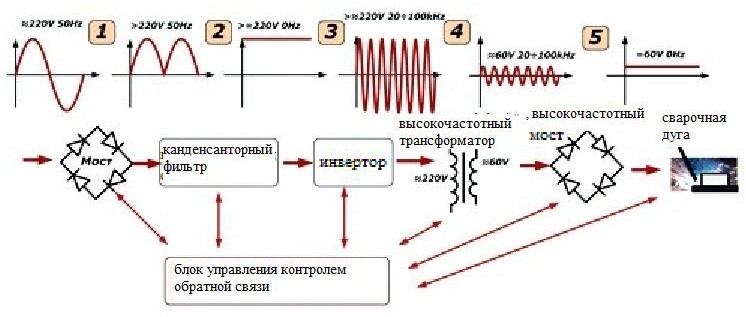
Схематично это происходит так:
Сначала переменный ток преобразуется в постоянный ток с помощью первичного выпрямителя. Для снижения напряжения с 220В до необходимого уровня служит инверторный блок, в котором постоянный ток снова переменный, но высокочастотный, как и напряжение.
Полученное в трансформаторе высокочастотное напряжение понижается до оптимального значения. В результате этих преобразований ток значительно увеличивается. После оптимизации напряжения высокочастотный переменный ток преобразуется во второй раз в постоянный. Далее его сила регулируется до необходимых величин.

Таким образом, в сварочном инверторе четко контролируется ток и напряжение. Это позволяет равномерно регулировать их уровни и выполнять широкий спектр сварочных работ для соединения деталей, даже огнеупорных металлов и сплавов.
Частично принцип работы сварочного автомата.
Колодки здесь не нужны. Потому что в сварочном полуавтомате используется специальная сварочная проволока, которая растворяется в газовой среде.


Чтобы было легче понять, что такое сварочный полуавтомат, достаточно знать, что это агрегат, в состав которого входит:
- источник питания, который может быть сварочным инвертором или сварочным выпрямителем;
- сварочная горелка;
- система управления;
- соединительные кабели и шланги.
Сварочная проволока поступает через специальное устройство в плоскую и правильную сварочную горелку. В место сварки также подается чистый углекислый газ или его аргоновая смесь.
Так, к вышеперечисленным компонентам агрегата логично подключить специальные емкости с газом, а также катушки с намотанной сварочной проволокой.
Надеемся, что информация о том, на чем основан принцип работы сварочного аппарата в зависимости от его типа, поможет лучше понять потребительские характеристики этого оборудования, которые необходимы в повседневной жизни, и сделать лучший выбор.

Сварочный аппарат.
Аппарат для аргонодуговой сварки.
Сварочное оборудование для плавки основного металла может выполнять следующие операции:
- Плавкая сварка
- Дуговая сварка и прокладка
- Газовая сварка.
- Электрошлаковая сварка и плавка.
- Электронно-лучевая сварка.
- Облицовка и резка.
- Специальные виды сварки.
По степени механизации сварочные аппараты могут быть:
- вручную
- полуавтоматические
- автоматическое.
Следующая классификация сварочных аппаратов следующая:
- Бытовые. Они отличаются меньшей производительностью, не приспособлены к длительной эксплуатации. Однако сфера их применения достаточно широка, такие агрегаты используются для сварки арок, котлов, труб и т.д.;
- Профессиональные. Они отличаются большим весом и габаритами, работают от сети 220 или 380 Вт. Большинство из этих моделей оснащены специальными колесами для облегчения движения. Они используются во многих отраслях строительства, в мастерских, при монтаже газопроводов, на заводах и т.д.
3. Сварочный аппарат устройство
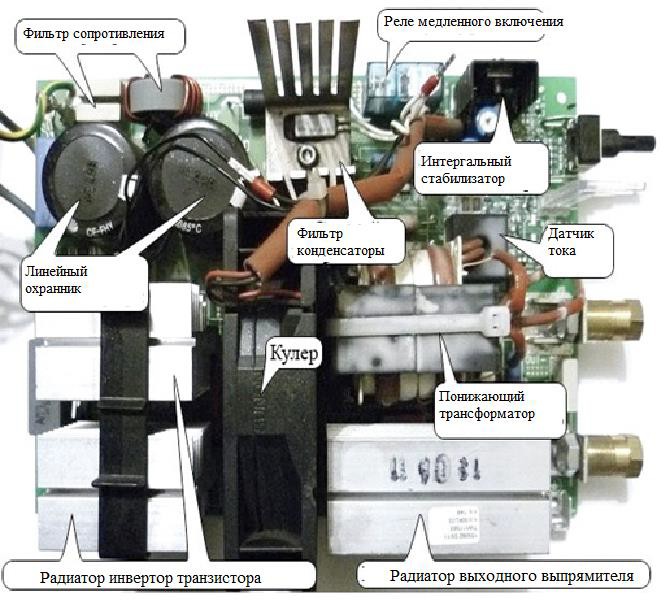
Устройство каждой инверторной модели может иметь ряд особенностей,но большинство технических узлов дублируются. Панель приборов в основном включает в себя следующие элементы:
Каждый сварочный аппарат является преобразователем энергии. Устройство получает электрический ток от сети, а затем уменьшает его напряжение, увеличивая силу тока до необходимого значения. В этом случае частота тока изменяется, или постоянный ток возникает из переменного тока. Исключение составляют устройства, электрическая дуга которых генерируется энергией генераторов или батарей с двигателем внутреннего сгорания.
Сварочный полуавтомат имеет следующее устройство:

- Газовый баллон (аргон или углекислый газ)
- Шланг подачи газа
- Проводная кассета
- Механизм подачи проволоки
- Проволочная подающая труба
- Источник тока
- Нагреватель газа
- Газовая аппаратура
- Блок управления
- Схема управления.
Рассмотрим сварочный инвертор. Вся суть инверторной технологии заключается в корректировке переменного тока сети на постоянный сварочный ток с изменением промежуточной частоты.
Выпрямитель-это простой диодный мост. Этот блок получает переменный ток с промышленной частотой 50 Гц.
Фильтр выполнен из конденсатора и дроссельной заслонки. Выпрямленный ток подается в фильтр, где он сглаживается. В результате возникает постоянный ток, инвертор преобразует его в переменную с частотой 20-50кГц. В настоящее время существуют технологии получения тока частотой 100 кГц.
Силовой трансформатор обеспечивает снижение высокочастотного переменного напряжения до 25–40В. Кроме того, этот элемент увеличивает значение тока на ток, необходимый для сварки. Преобразуя высокочастотные токи, сварочный ток достигает необходимой силы. Благодаря многоступенчатому преобразованию тока можно использовать малогабаритный трансформатор. Так, для получения тока 160А в сварочном агрегате необходимо поставить медный трансформатор массой 18кг. В инвертор достаточно поставить трансформатор весом 0,25 кг.
Высокочастотный выпрямитель обеспечивает выравнивание переменного тока. Затем он передается на высокочастотный фильтр, что позволяет получить постоянный сварочный ток.
Указанные процессы преобразования энергии контролируются микропроцессорным блоком управления. Эта часть сварочных аппаратов является самым дорогим элементом.
Инверторные сварочные устройства сегодня выпускаются по двум различным полупроводниковым технологиям:
Основное их отличие-в транзисторах, которые отличаются током коммутации. Транзисторы MOSFET, если сравнивать с IGBT, отличаются большими размерами и весом, но имеют низкую стоимость. Кроме того, им понадобится больше, чтобы обеспечить одинаковую производительность.
Сварочный аппарат полуавтоматическим методом работает следующим образом:
- Защитный газ направляется в область электрической дуги, что позволяет защитить металл от окисления воздуха и азота. В этом случае защитный газ может быть инертным в виде углекислого газа или гелия и аргона. Работа с металлом в среде инертного газа называется MIG. Работа с металлом в активной газовой среде называется MAG.
- Через электродвигатель, редуктор, а также подающие ролики в зону сварки подается сварочная проволока.
- Неразъемное соединение получают плавлением электродного провода, поступающего в горелку под действием электрической дуги в газовой среде. Необходимые поверхности склеиваются с помощью расплавленного металла, созданного тепловой энергией. В результате получается прочный, долговечный шов.
Так называемый полуавтоматический способ сварки, так как проволока подается автоматически, а контроль подачи, а также процесс сварки выполняется сварщиком вручную. Наконечник действует как сварочный контакт, на который подается питание от основного блока. Ток подбирается в соответствии с характеристиками обрабатываемого материала. Скорость передачи устанавливается через редуктор или коробку передач.
4. Преимущества и недостатки сварочных аппаратов
Широко используется сварочный аппарат. Его часто используют в быту, а также в профессиональной деятельности. Без такого аппарата невозможно обойтись во многих отраслях производства, отраслях и специализированных мастерских, например, по ремонту автомобилей. Эти устройства используются для надежной сварки металлических каркасов и других важных конструкций в строительстве. Без применения профессионального сварочного оборудования установка нефтепроводов и газопроводов невозможна.
- Трансформаторы очень тяжелые и большие устройства. Они обладают высокой чувствительностью к колебаниям напряжения и потребляют много электроэнергии. Это не дешевое устройство. С ними можно стыковать и накладывать. Опытный сварщик с помощью трансформатора способен хорошо проварить даже ответственный шов. Через переменный ток свариваются только определенные марки чугуна и стали.
- Полуавтоматическая сварка идеально подходит для дома и производства. В нашей стране около 70% всех сварочных работ выполняется сварочными полуавтоматами. Это объясняется простотой эксплуатации, высоким качеством сварки, широким функционалом оборудования. Сварочный полуавтомат удобен для сварки тонкого металла, особенно корпусов автомобилей. Полуавтоматы всегда встречаются на предприятиях автосервиса.
- Выпрямители имеют высокую стабильность электрической дуги, что позволяет прокипятить швы с высоким качеством и равномерной глубиной герметизации. В этом случае распыление значительно уменьшается. Благодаря безопасности дуги соединение получается очень прочным и равномерным. Нет необходимости в дополнительной очистке продуктов от «брызг» капель расплава. В этом случае можно работать со всеми видами электродов.
- Сфера применения выпрямителей шире: цветные металлы (никель, титан, медь, их сплавы), любая сталь (в том числе высоколегированная) и чугун.
- Инверторы. Очень популярен в последнее время. Отличается функциональностью, мощностью, компактностью и легким весом. Такой сварочный аппарат оптимален для начинающих. Специалисты могут повысить производительность с их помощью. Они используются повсеместно, так как позволяют сваривать даже тонкостенный металл. Можно сварить инверторами цветные и черные металлы любой толщины в различных положениях в пространстве. Применяются все виды электродов.
Разновидности и правила выбора сварочных аппаратов

Сваривание справедливо считается одним из наиболее надежных способов соединения между собой двух металлических деталей. При этом сварочное оборудование представляет собой огромный класс техники, куда входят многочисленные разновидности с разными техническими характеристиками и устройством. Учитывая, что пользоваться сваркой для собственных нужд можно даже в личном гараже, многие считают нужным купить такое приспособление, но для начала надо разобраться, как правильно его выбрать.
Особенности
Сварочные аппараты было бы неправильно называть конкретным видом техники, поскольку схема работы у отдельных разновидностей может заметно различаться, но при этом у них и довольно много общего, чтобы давать им единое название. Любая сварка представляет собой процесс точечного плавления легкоплавкого металла (припоя), который в жидком виде наносят на место будущего шва. Затвердевая, металл скрепляет отдельные детали, делая их единым целым, благодаря чему достигаются высокая прочность готового изделия и впечатляющая долговечность конструкции. Обыватели нередко воспринимают сварочные аппараты как ручное оборудование небольшого размера, которое используется преимущественно в полулюбительском сегменте работ, но на самом деле сфера применения сварки крайне широка.
Если в быту чаще всего варят проводку в электронике, то в промышленных масштабах таким способом могут соединять даже многотонные конструкции. Сваривание высоко ценится как не только высокоэффективный, но еще и быстрый, а также сравнительно недорогой способ соединения металлоконструкций между собой. При этом многие агрегаты такого плана более универсальны – они могут не только «склеивать», но и резать металлические листы.
На сегодняшний день сварка постепенно избавляется от признаков сугубо механического оборудования – в новых моделях появляется все больше электроники, которая облегчает агрегат, делая его работу более продвинутой.
Сварочные автоматы. Виды, устройство сварочных автоматов
Автоматическую сварку и наплавку в защитных газах и под флюсом применяют для изготовления сварных конструкций и наплавки поверхностей, имеющих прямолинейные или кольцевые сварные швы большой длины.
В качестве основного оборудования для автоматизированной сварки используют сварочные автоматы, станки и установки. Выпускают автоматы для сварки в среде защитных газов, допускающих выбор параметров режима в широком диапазоне и обеспечивающих возможность автоматизации сварки большинства сварных конструкций различного назначения.
Сварочные аппараты, обеспечивающие автоматическое выполнение основных технологических перемещений электрода и дуги с поддержанием постоянства заданных параметров режима сварки (напряжения дуги, силы тока, скорости сварки), называют сварочными автоматами.
Сварочная горелка, механизм подачи проволоки с бобиной, флюсовая аппаратура, пульт управления и электрические устройства для поддержания стабильного горения дуги вместе составляют сварочный автомат. Если он устанавливается на подвижной или неподвижной части сварочной установки, его называют сварочной головкой. Она может быть подвесной или самоходной, если имеет свой привод перемещения относительно изделия по направляющим сварочной установки.
Автоматы, снабженные устройством для перемещения вдоль оси шва, именуют самоходными.
Подвесные автоматы закрепляют на станке, а свариваемое изделие перемещают, вращают со сварочной скоростью вращателями-манипуляторами.
Автомат, имеющий свой привод перемещения и четырехколесную тележку, позволяющую ему передвигаться и выполнять сварку непосредственно по изделию, называют сварочным трактором. Часто от одного шва к другому сварочный трактор транспортируется сварщиком. Поэтому в числе главных требований к его конструкции – компактность и небольшая масса. Тракторами можно сваривать прямолинейные и кольцевые швы. Например, трактор ТС-17М-1 сваривает кольцевые швы диаметром от 1200 мм и более внутри вращающегося изделия.
Для дуговой сварки применяют автоматы с плавящимся и с неплавящимся электродом. Сварочные автоматы с плавящимся электродом обеспечивают выполнение механизмами без непосредственного участия человека (в том числе и по заданной программе) следующих операций: возбуждение дуги в начале сварки; поддержание горения дуги; подача сварочных материалов (электрода или присадочного материала, защитного газа или флюса) в зону сварки; относительное перемещение дуги вдоль линии соединения перемещением сварочного автомата или изделия; прекращение процесса сварки (горения дуги).
Сварочные автоматы классифицируют по следующим признакам:
- по типу применяемого электрода – с плавящимся электродом, с неплавящимся (вольфрамовым) электродом;
- типу плавящихся электродов – для сварки проволоками или лентами;
- числу электродов – одноэлектродные с общим источником питания дуг (сварка расщепленным электродом) и многоэлектродные с раздельными источниками питания дуг;
- способу перемещения тележки – тракторного типа, кареточные (сварочная каретка представляет собой самоходный механизм, несущий сварочную горелку для сварки плавящимся электродом в среде защитных газов и способный перемещаться со сварочной скоростью по траектории сварного стыка);
- способу защиты сварочной дуги – под флюсом; в защитных газах; универсальные, обеспечивающие сварку несколькими способами;
- пространственному положению сварного шва – для выполнения швов в нижнем, верхнем, потолочном, вертикальном, горизонтальном положении;
- способу поддержания постоянства параметров дуги – с принудительным регулированием дуги и саморегулированием дуги;
- числу горящих дуг – для сварки одной дугой, двумя дугами, трехфазной дугой;
- назначению – для сварки и наплавки;
- для сварки кольцевых стыков – поворотные и неповоротные.
Автоматы тракторного типа для дуговой сварки (наплавки) плавящимся электродом классифицируют по следующим признакам (ГОСТ 8213–75):
- по способу защиты зоны сварки (Ф – для сварки под слоем флюса, Г – в среде защитных газов, ФГ – как под слоем флюса, так и в среде защитных газов);
- роду применяемого сварочного тока (для сварки на постоянном, переменном, переменном и постоянном токе);
- способу охлаждения токоподводящей части сварочной головки и сопла (с естественным охлаждением, с принудительным охлаждением – водяным или газовым);
- способу регулирования скорости подачи электродной проволоки (с плавным, плавно-ступенчатым, ступенчатым);
- способу регулирования скорости сварки (с плавным, плавноступенчатым, ступенчатым);
- способу подачи электродной проволоки (с независимой от напряжения дуги подачей, с зависимой);
- расположению автомата относительно сварного шва (внутри колеи, внутри и вне колеи).
Главным параметром автомата принято считать величину сварочного тока.
2. Саморегулирование длины дуги
У некоторых автоматов (например, АДС-1000-4, АДФ-1003) скорость подачи проволоки автоматически устанавливается и регулируется при сварке в зависимости от длины сварочной дуги. Сварщик задает на пульте управления величину напряжения дуги, электрическая схема сравнивает фактическое напряжение в данный момент с заданным и, меняя скорость подачи проволоки, поддерживает длину дуги постоянной.
В других автоматах (например, ТС-17М, АДФ-500) скорость подачи в процессе сварки не изменяется. Она равна скорости плавления электрода. При случайном уменьшении или увеличении длины дуги соответственно увеличивается или уменьшается сила сварочного тока, проволока плавится быстрее или медленнее, длина дуги восстанавливается. Это явление называют саморегулированием дуги.
Устойчивый процесс сварки обеспечивается при оптимально выбранных параметрах режима. Основные параметры режима сварки (напряжение дуги, силу сварочного тока и скорость сварки) необходимо не только правильно установить, но и поддерживать постоянными в процессе сварки. Чаще изменяется напряжение дуги, находящееся в прямой зависимости от ее длины.
При сварке плавящимся электродом постоянство длины дуги обеспечивается при условии vэ = vп, где vэ – скорость подачи электродной проволоки в зону сварки; vп – скорость расплавления проволоки. При vэ > vп произойдет уменьшение длины дуги и может возникнуть короткое замыкание электрода с изделием. При vэ < vп дуга удлиняется вплоть до обрыва и прекращения процесса. Нарушение равенства этих скоростей может быть вызвано колебаниями напряжения в сети, неровностью свариваемых поверхностей, наличием прихваток по длине свариваемых кромок, неравномерностью подачи электродной проволоки из-за ее проскальзывания в подающих роликах.
Постоянство длины дуги обеспечивается ее саморегулированием и изменением скорости подачи электродной проволоки. Принцип саморегулирования дуги реализуется при сварке проволокой малого диаметра и использовании источников питания с пологопадающей внешней вольт-амперной характеристикой.
Работа автоматов для сварки проволокой большого диаметра основана на изменении скорости подачи электродной проволоки в зависимости от напряжения дуги. На рисунке 1 показана упрощенная схема автоматического регулирования длины дуги сварочного автомата. Электродвигатель М подающего механизма сварочной головки питается постоянным током от специального генератора Г с двумя обмотками возбуждения, включенными встречно. Независимая обмотка w1 создает постоянный, не зависящий от напряжения дуги магнитный поток Фн.
Обмотка w2 генератора через выпрямитель UZ подключена к дуге и создает переменный, зависящий от напряжения дуги магнитный поток Фд, который всегда больше магнитного потока Фн. Результирующий магнитный поток Ф = Фд – Фн. Генератор Г будет подавать на якорь двигателя М напряжение такой полярности и величины, которые обеспечивают постоянную длину и напряжение дуги. Предварительно нужное напряжение дуги задается потенциометром RP в цепи независимой обмотки. Приведенная схема обеспечивает не только поддержание устойчивого горения дуги, но и автоматическое зажигание ее в начале сварки.
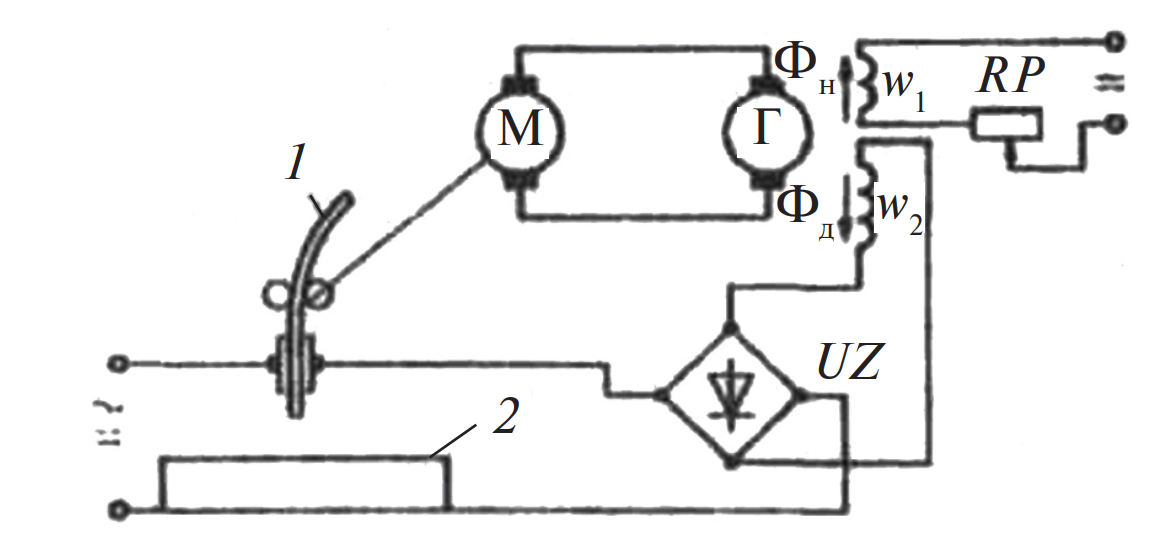
Рис. 1. Электрическая схема автоматического регулирования длины дуги сварочного автомата: 1 – электродная проволока; 2 – свариваемое изделие
3. Основные узлы сварочных автоматов
Основные узлы и агрегаты сварочных (наплавочных) автоматов следующие:
- сварочный инструмент (сварочные мундштуки или горелки);
- механизмы подачи электродной проволоки или ленты;
- токоподводящие устройства;
- механизмы или системы механизмов настроечных вспомогательных и корректировочных перемещений дуги и электродов (горелки) относительно шва;
- устройства для размещения электродного или присадочного материала (проволоки или ленты);
- флюсовая аппаратура;
- газовая аппаратура;
- самоходные тележки;
- системы управления (пульты, шкафы управления);
- источники сварочного тока.
Автоматы комплектуются из унифицированных узлов, имеющих определенное функциональное назначение, что позволяет собирать автоматы в различных компоновках.
На рисунке 2 показано устройство сварочного автомата.
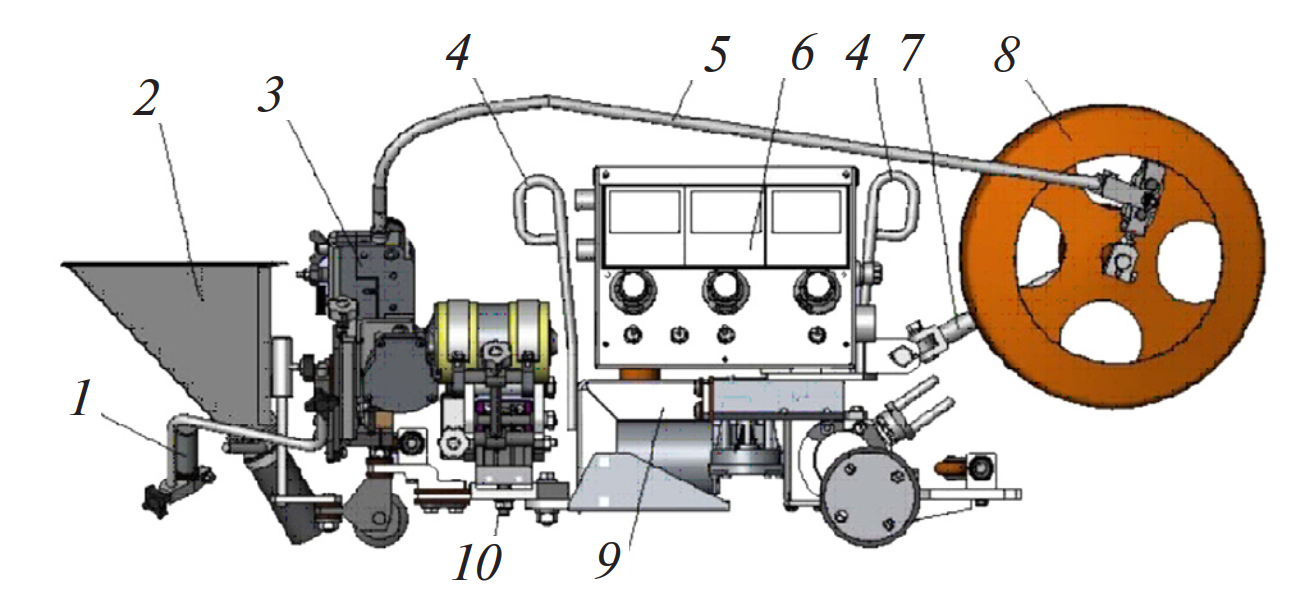
Рис. 2. Устройство сварочного автомата тракторного типа: 1 – указатель; 2 – бункер; 3 – механизм подачи проволоки; 4 – проушины для транспортирования; 5 – канал; 6 – блок управления; 7 – держатель кассеты; 8 – кассета; 9 – тележка; 10 – гайки фиксации механизма подачи
Кинематическая схема автомата для сварки плавящимся электродом представлена на рисунке 3.
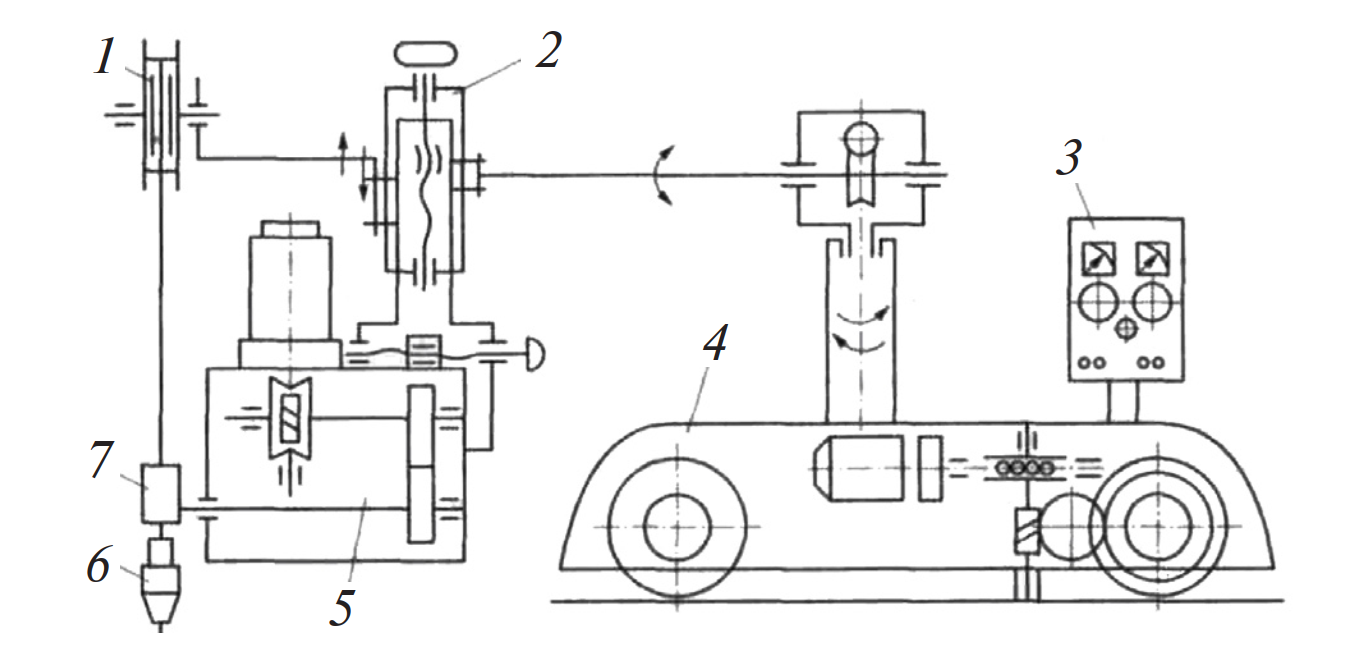
Рис. 3. Кинематическая схема автомата для сварки плавящимся электродом: 1 – кассета с электродной проволокой; 2 – устройство для настроечного перемещения горелки; 3 – пульт управления; 4 – тележка для установочных перемещений сварочной головки; 5 – механизм подачи проволоки; 6 – токоподводящий мундштук; 7 – подающие ролики
Основная часть сварочного автомата – сварочная головка, представляющая собой электромеханическое устройство для подачи в зону сварки электродного или присадочного материала. К основным элементам сварочной головки относят механизм подачи проволоки с подающими роликами, токоподводящий мундштук и тележку для установочных перемещений сварочной головки.
Механизм подачи проволоки состоит из электродвигателя и редуктора. При использовании электродвигателей переменного тока применяют регулируемые редукторы; электродвигатели постоянного тока могут работать в сочетании с нерегулируемыми редукторами. Подающие ролики (обычно две пары) расположены на выходных валах редуктора. Их назначение – стабильная подача сварочной проволоки без проскальзывания.
К корпусу редуктора крепят токоподводящий мундштук (рис. 4) для обеспечения электрического контакта и направления проволоки в сварочную ванну. Для сварки электродной проволокой большого диаметра (3–5 мм) чаще применяют роликовые мундштуки (с роликовым скользящим контактом), для сварки проволокой меньшего диаметра (0,8–2,5 мм) – трубчатые мундштуки. Скользящий контакт поддерживается за счет сменных наконечников мундштука. Применяют также колодочные мундштуки, состоящие из двух подпружиненных колодок, и сапожковые мундштуки.
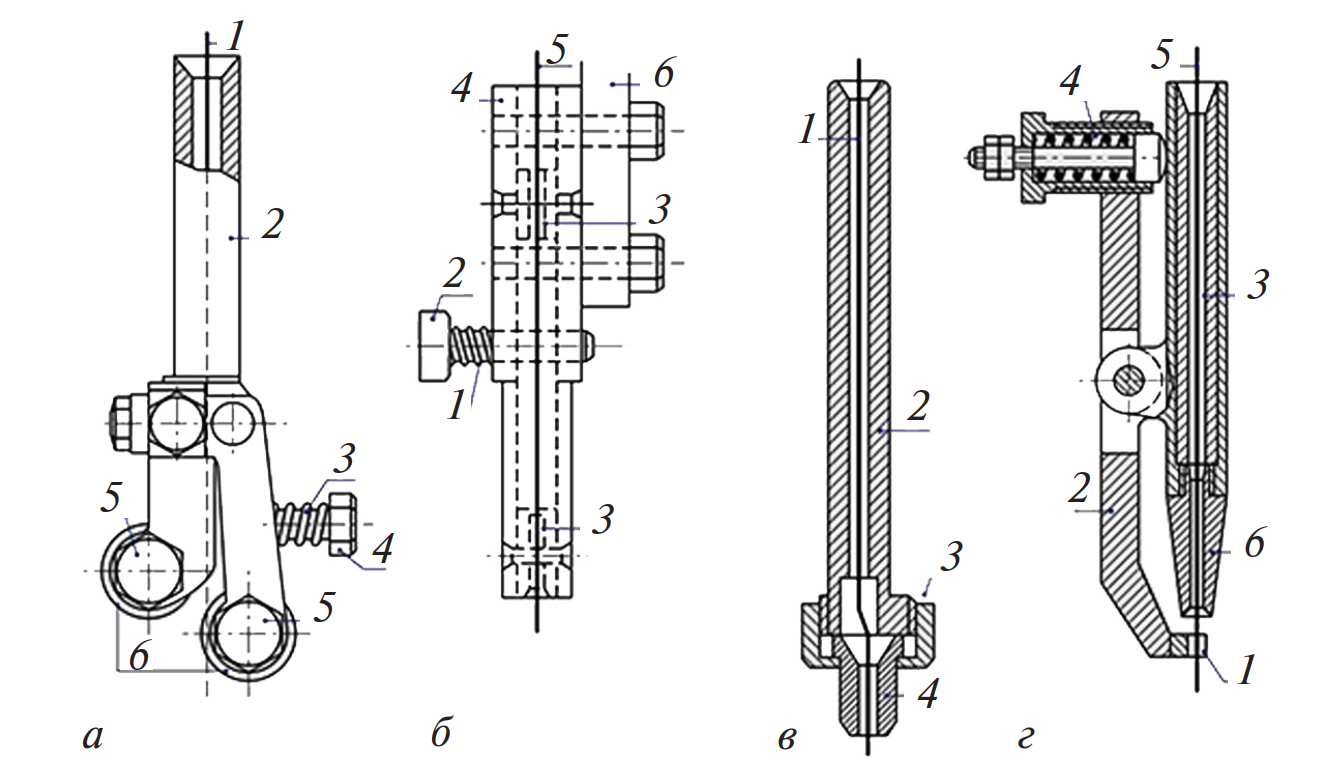
Рис. 4. Конструкция токоподводящих мундштуков сварочных автоматов: а – роликовый (1 – сварочная проволока; 2 – токоведущий корпус; 3 – пружина; 4, 5 – винты; 6 – бронзовые ролики); б – колодочный (1 – пружина; 2 – винт; 3 – бронзовые вкладыши; 4 – медные колодки; 5 – сварочная проволока; 6 – корпус головки); в – трубчатый (1 – сварочная проволока; 2 – мундштук; 3 – накидная гайка; 4 – сменный наконечник); г – сапожковый (1 – вставка; 2 – вилка сапожкового типа; 3 – направляющая трубка; 4 – нажимная пружина; 5 – сварочная проволока; 6 – наконечник)
В зависимости от способа сварки сварочные автоматы снабжают дополнительными устройствами. Так, при сварке под слоем флюса сварочные автоматы имеют специальную флюсовую аппаратуру для подачи флюса в зону сварки, удержания его на поверхности шва во время сварки и ликвидации его по окончании процесса.
На рисунке 9.5 показана схема работы флюсоаппарата непрерывного действия всасывающей системы.
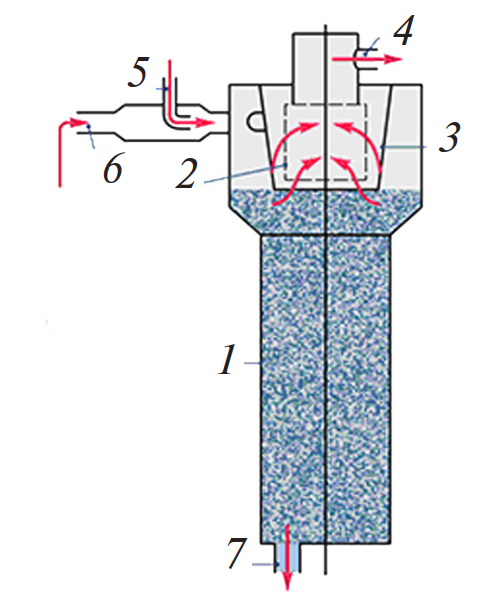
Рис. 5. Схема работы флюсоаппарата непрерывного действия: 1 – бункер; 2 – хлопчатобумажный бункер; 3 – циклон; 4 – выходной патрубок; 5 – сопло эжектора; 6 – всасывающая трубка; 7 – ссыпной рукав
В автоматах для сварки в среде защитных газов вместо обычного токоподводящего мундштука используют специальную сварочную горелку, в которой дополнительно имеются устройства для подачи защитного газа в рабочую зону сварки и принудительного охлаждения горелки при перегреве.
Устройства указателей положения электродной проволоки представлены на рисунке 6.
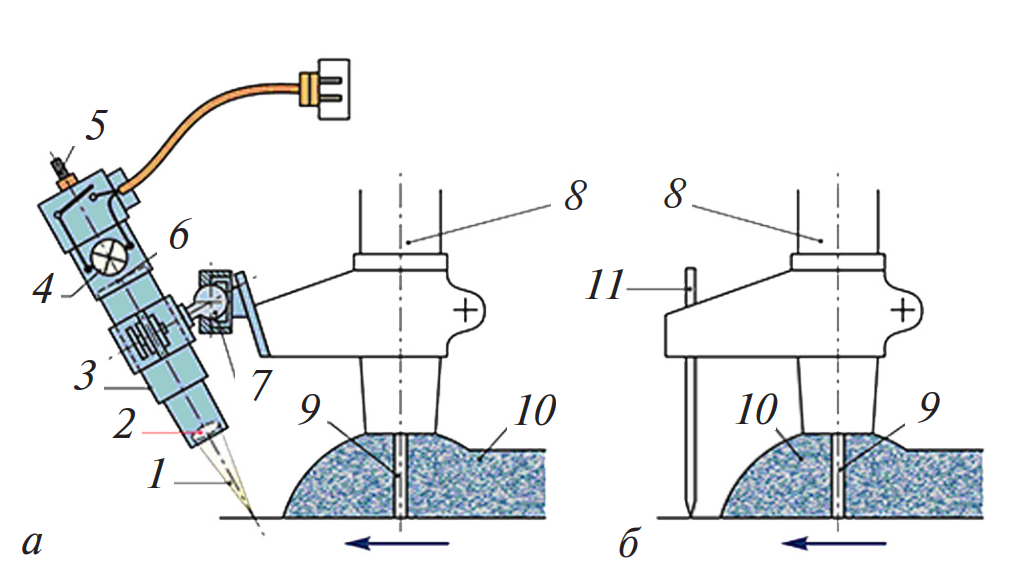
Рис. 6. Устройства светового (а) и стрелочного (б) указателей положения электродной проволоки: 1 – пучок света; 2 – линза; 3 – корпус; 4 – электрическая лампочка; 5 – выключатель; 6 – диафрагма; 7 – шарнир; 8 – ссыпной патрубок сварочного автомата; 9 – сварочная проволока; 10 – слой флюса; 11 – стрелка-указатель; ← – направление сварки
На рисунке 7 показано устройство роликовых опор.
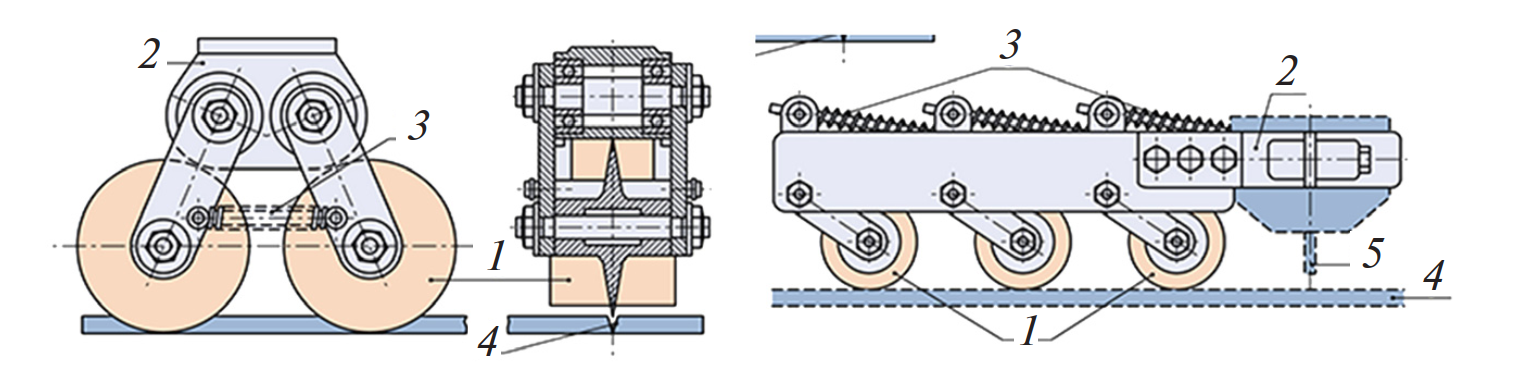
Рис. 7. Роликовые опоры: 1 – ролики; 2 – кронштейн; 3 – пружина; 4 – свариваемый металл; 5 – сварочная проволока
Конструкция подвески сварочной головки позволяет выполнять установочные перемещения: вертикальное – для обеспечения необходимого вылета электрода или угла его наклона относительно свариваемого стыка; поперечное – для установки торца электрода по центру стыка в начале сварки и для корректировки торца в процессе сварки.
Тележка предназначена для перемещения сварочной головки вдоль линии соединения. У большинства автоматов тележка выполняет роль базового элемента. На ее корпусе устанавливают сварочную головку, кассету с электродной проволокой и пульт управления автоматом. Тележка должна обеспечивать плавность хода в широком диапазоне скоростей сварки.
В автоматах с электроприводом постоянного тока скорость перемещения тележки регулируют изменением числа оборотов вала двигателя. При использовании привода переменного тока скорость перемещения тележки настраивают сменными зубчатыми колесами в редукторе.
4. Автоматы для дуговой сварки в защитных газах
Для автоматической сварки, когда перемещение дуги и подача электродной проволоки осуществляются механизмами, используют специализированные установки или сварочные тракторы (рис. 8). Сварочные автоматы-тракторы перемещаются по свариваемому изделию.
Тележка трактора снабжена отдельным приводом от регулируемого электродвигателя постоянного тока. С помощью цепной передачи вращение передается на обе оси тележки, благодаря чему все четыре колеса являются приводными. Это обеспечивает достаточную силу тяги при сравнительно малой массе трактора.
Скорость подачи проволоки настраивается плавным изменением числа оборотов вала электродвигателя. Горелка водоохлаждаемая. Трактор снабжен механизмом поперечной и вертикальной корректировки положения горелки.
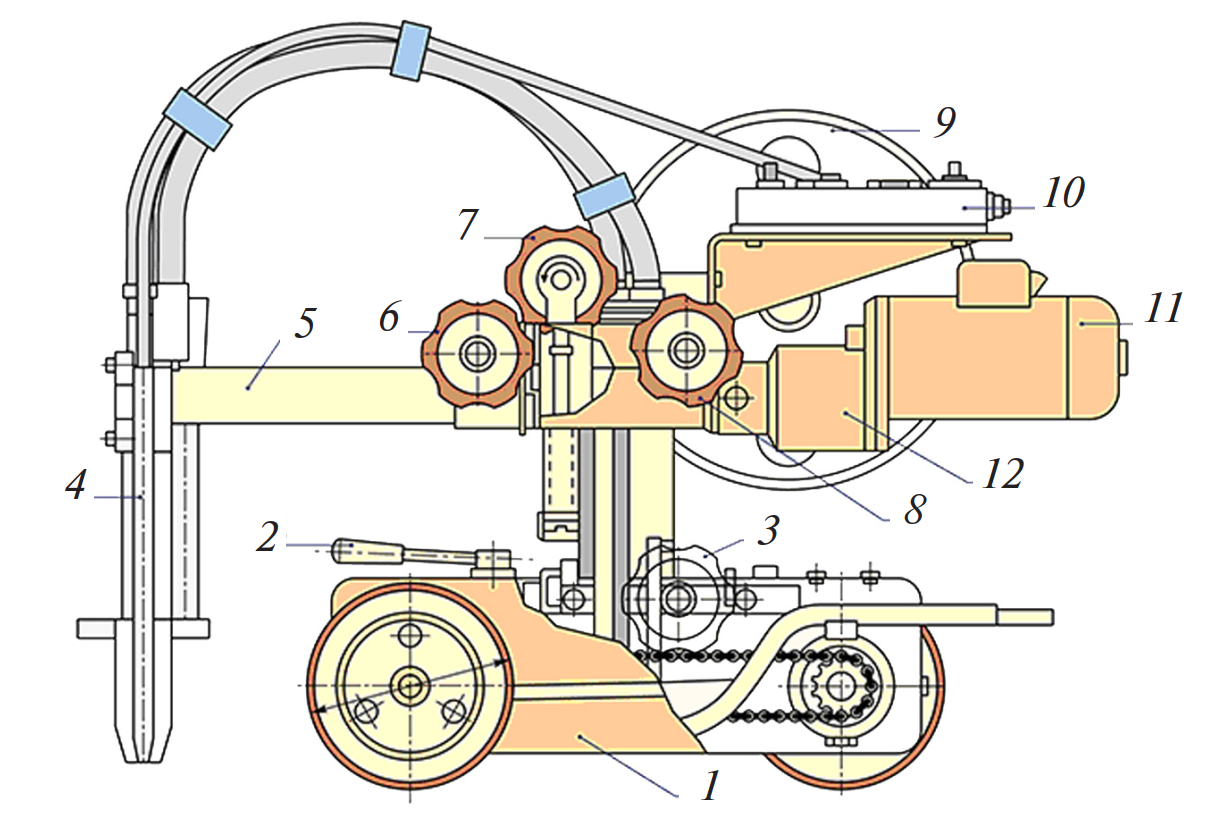
Рис. 8. Схема сварочного трактора АДПГ-500 рельсового типа: 1 – каретка; 2 – ручка; 3, 6–8 – маховички; 4 – сварочная головка; 5 – труба; 9 – барабан; 10 – пульт управления (кнопочный пост); 11 – двигатель; 12 – редуктор
Автомат АДГ-502 предназначен для дуговой сварки стальной электродной проволокой на постоянном токе в среде углекислого газа малоуглеродистых сталей толщиной 1 мм и более (рис. 9).
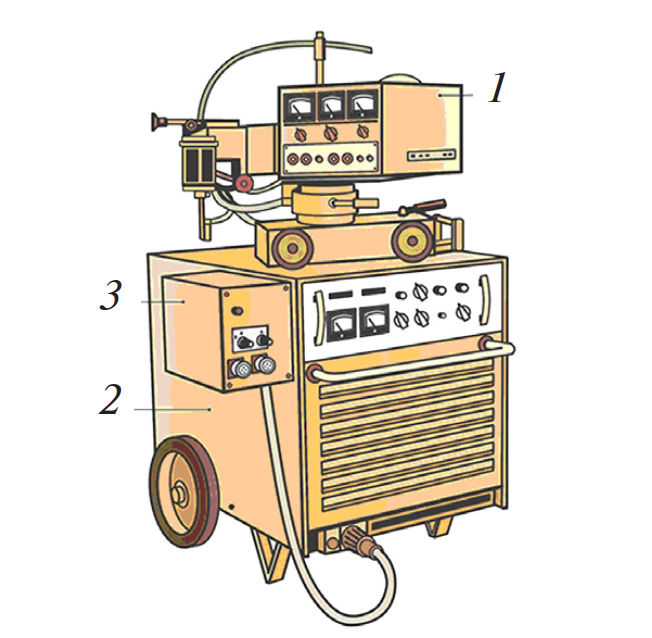
Рис. 9. Сварочный автомат АДГ-502: 1 – сварочный трактор; 2 – сварочный выпрямитель; 3 – дополнительный пульт управления
Конструкция автомата разработана на базе унифицированных узлов. Ее особенностью является отсутствие промежуточного шкафа управления. Автомат состоит из сварочного трактора и источника питания сварочной дуги – выпрямителя типа ВДУ-504-1 с навесным или встроенным блоком управления.
Сварочный трактор представляет собой самоходную каретку со смонтированными на ней сварочной головкой, пультом управления и барабаном для электродной проволоки. В конструкции трактора предусмотрены нижеследующие установочные перемещения механизмов:
- прямолинейное поперек шва;
- поворот сварочной головки вместе с пультом управления и барабаном с проволокой вокруг вертикальной оси на угол 90° в одну и другую сторону для осуществления сварки вне колеи колес;
- поворот сварочной головки в плоскости, перпендикулярной шву, на угол 45° в каждую сторону от вертикали (при сварке «углом вперед» и «углом назад» вне колеи колес);
- поворот головки вперед вдоль шва на угол до 45° (при сварке угловых соединений).
На пульте управления установлены вольтметр для измерения напряжения дуги, амперметр для определения сварочного тока и прибор для определения скорости сварки.
Под приборами соответственно расположены рукоятки потенциометров для регулирования напряжения, сварочного тока и скорости сварки. В нижнем ряду на панели пульта расположены сигнальная лампа, кнопка и переключатель управления сварочным трактором.
Каретка трактора приводится в движение электродвигателем постоянного тока, передающим вращение на ось ходовых колес через двухступенчатый червячный редуктор. Одна пара колес соединена со второй цепью, поэтому все колеса являются ведущими, что обеспечивает надежное перемещение каретки. Сцепление и расцепление колес с приводом можно осуществлять зубчатыми полумуфтами при помощи рукоятки на корпусе трактора.
Центральная колонна с пультом управления и сварочной головкой может перемещаться поперек каретки с помощью винтов вращением маховичка, установленного на боковой поверхности корпуса трактора.
Редуктор головки размещен на двух корпусах: в одном корпусе заключена червячная пара, во втором, имеющем форму гитары, заключены две пары цилиндрических шестерен. Наружная пара шестерен сменная, разделяющая диапазон скорости подачи электродной проволоки на две ступени. Скорость подачи электродной проволоки регулируется в пределах каждой ступени редуктора путем плавного регулирования оборотов двигателя. Для получения необходимой скорости подачи электродной проволоки используют сменные шестерни.
Подъем и опускание сварочной головки с токоподводом осуществляется по принципу пантографа (прибора для воспроизведения параллельных и взаимно перпендикулярных линий), неподвижным плечом которого является сам редуктор. В сварочной головке помещаются ведущий и прижимной ролики, между которыми проходит электродная проволока.
Усилие прижатия роликом проволоки регулируется винтом, который воздействует на пластинчатую пружину. Чтобы заправить электродную проволоку, конец ее с барабана через направляющую спираль пропускают в приемную втулку и при отжатом ролике проталкивают в головку до выхода ее из наконечника.
Токоподвод и сопловая часть головки полностью унифицированы со сварочной горелкой полуавтомата на 500 А.
Электрическая схема автомата предусматривает плавно регулируемую скорость подачи электродной проволоки, не зависящую от напряжения дуги.
Схема управления выполнена на полупроводниковых элементах и обеспечивает необходимый цикл работы автомата в режиме сварки и наладки. Она состоит из блока сварочного цикла, блоков привода каретки и механизма подачи электродной проволоки. Эти блоки конструктивно выполнены на отдельных печатных платах с электрическими соединениями через штепсельные разъемы и размещаются в пульте управления, устанавливаемом на сварочном тракторе.
Питание пульта управления осуществляется от подвесного или встроенного блока сварочного выпрямителя типа ВДУ-504-1.
Электрическая схема автомата обеспечивает включение автомата на сварку выключателем, расположенным на пульте управления; плавное регулирование скорости подачи электродной проволоки и скорости перемещения трактора; автоматическую продувку газового тракта защитным газом до зажигания дуги в течение 1,5–4,0 с; управление установочными перемещениями электродной проволоки и сварочного трактора; проверку подачи защитного газа.
Порядок работы автомата прост. Пуск автомата в работу производится в следующем порядке: включается источник питания и устанавливаются необходимые по режиму напряжение, скорость подачи электродной проволоки и скорость сварки. При помощи кнопки на пульте и газового редуктора устанавливается требуемый расход газа.
Начало и прекращение сварки осуществляются выключателем «Сварка» на пульте трактора. При замыкании выключателя «Сварка» срабатывает газовый клапан, происходит включение через заданный промежуток времени реле источника питания, включающего силовой контактор, приводы подачи электродной проволоки и передвижения каретки. При замыкании электрода на изделие зажигается дуга – происходит сварка.
При размыкании выключателя «Сварка» останавливаются двигатель каретки и двигатель подачи электродной проволоки, происходит растяжка и обрыв дуги. Через 1–4 с отключаются реле и электрогазовый клапан, прекращается подача защитного газа, после чего схема приходит в исходное состояние, обеспечивающее возможность повторения цикла.
Сварочный автомат тракторного типа АДГ-515 (рис. 10) предназначен для сварки в защитных газах электродными проволоками диаметром 1,2–2,0 мм стыковых и угловых соединений.

Рис. 10. Сварочный автомат АДГ-515
Регулирование скорости подачи электродной проволоки и скорости сварки плавное. Трактор перемещается по рельсовому пути и позволяет осуществлять сварку как внутри колеи, так и вне ее на расстоянии до 200 мм. Конструкция тракторов дает возможность корректировать в поперечном направлении положение электрода относительно стыка в пределах 60 мм.
Автоматическая система регулирования частоты вращения двигателей позволяет жестко стабилизировать выбранные скорости. Для привода трактора применен двигатель серии КПА мощностью 60 Вт, а для привода механизма подачи электродной проволоки – двигатель той же серии мощностью 90 Вт. Автомат комплектуется тиристорным сварочным выпрямителем ВДУ-505.
Сварочный автомат-трактор АДГ-502 предназначен для сварки на силе тока до 500 А проволокой диаметром 1,2–2,0 мм в защитных газах. Масса автомата 58 кг без проволоки и проводов управления. Скорость подачи проволоки регулируется плавно – от 120 до 700 м/ч, а скорость сварки – от 12 до 120 м/ч.
Сварочный автомат-трактор АДГ-601 предназначен для сварки на силе тока до 630 А проволоками диаметром 2–4 мм, скорость подачи которых изменяется от 60 до 360 м/ч; скорость сварки регулируется плавно – от 12 до 120 м/ч. Масса автомата 85 кг.
Комплект малогабаритных сварочных автоматов А-1698 предназначен для сварки угловых швов катетом 4–8 мм в нижнем положении. Сварку ведут проволокой диаметром 1–1,4 мм на силе тока до 350 А, скорость сварки изменяется ступенчато в пределах 15–45 м/ч. Автоматы обеспечивают копирование швов и имеют правое и левое расположение сварочной горелки, что позволяет устранять недовары в конце соединения. Габаритные размеры автоматов 420×220×280 мм, масса (без электродной проволоки) 15 кг. На катушке помещается 4–5 кг проволоки.
Малогабаритный сварочный автомат А-820К предназначен для сварки угловых швов катетом 4–8 мм в нижнем положении при переменной кривизне вертикальной полки высотой 40–125 мм. Сварку ведут проволокой диаметром 1–1,4 мм на силе тока до 350 А. Скорость сварки изменяется от 15 до 30 м/ч.
Автоматы А-820К, А-1150У, АД-333МУ предназначены для сварки вертикальных стыковых швов, А-1679У – угловых вертикальных швов. Размеры автоматов 390×330×380 мм, масса (без электродной проволоки) 20 кг. На катушке помещается 4–5 кг проволоки.
Трактор ТС-42 предназначен для сварки стыковых и нахлесточных соединений стали средних толщин на силе тока до 500 А сплошной и порошковой проволокой диаметром 1,2–4,0 мм.
Трактор ТС-49 предназначен для сварки стыковых и нахлесточных соединений стали толщиной 0,5–3,0 мм на силе тока до 300 А сплошной и порошковой проволокой диаметром 0,8–1,2 мм. Сварку выполняют между двумя медными роликами, сжимающими свариваемые листы. Для использования при сварке в СО2,
СО2 + О2, СО2 + Аr тракторов типа ТС-17М и ТС-17Р разработаны дополнительные узлы-приставки: А-534 – для сварки проволокой диаметром 1,6–4,0 мм; А-611 – для сварки проволокой диаметром 0,8–1,2 мм; А-770 и А-931 – для сварки проволоками диаметром 1,4–4,0 мм с поперечными колебаниями электрода.
Кроме сварочных тракторов общего назначения, существуют специализированные. Например, тракторы типа ТС-32 предназначены для однодуговой сварки стыковых соединений на скользящей водоохлаждаемой медной подкладке для формирования обратной стороны шва. Медная подкладка связана с корпусом трактора сцепкой через зазор между листами в стыке. Трактор ДТС-38 предназначен для двухдуговой сварки стыковых и угловых швов с углом наклона электродов от вертикали 35°.
5. Автоматы для дуговой сварки под флюсом
Для сварки под флюсом используют источники питания дуги, обеспечивающие силу тока от 50 до 2000 А с падающей вольтамперной характеристикой и продолжительностью включения 100 %. Механизмы подачи электродной проволоки не имеют существенных отличий от аналогичных устройств для других способов сварки. Они состоят из двигателя постоянного тока с редуктором и содержат одну пару или более подающих и правящих роликов в зависимости от диаметра подаваемой проволоки.
Для подачи одновременно двух проволок используют двойные механизмы. Проволоки в таком случае можно располагать поперек стыка деталей или вдоль его друг за другом. Скорость подачи проволоки может изменяться специальными устройствами в зависимости от напряжения на дуге автоматически или независимо, вручную.
Горелки для сварки под флюсом имеют небольшие габариты, так как они меньше нагреваются сварочной дугой, закрытой слоем флюса. Это позволяет использовать воздушное охлаждение горелок. Состоят горелки из двух скрепляемых винтами половин, между которыми устанавливается медный мундштук с отверстием для электродной проволоки.
К флюсовой аппаратуре относится бункер с гибким шлангом, снабженным на конце оправкой, крепящейся к сварочной горелке. Размеры и положение этой оправки определяют количество флюса, подаваемого в зону сварки, и толщину его слоя. Бункер комплектуется ситом для очистки флюса от шлаковых корок.
Для уборки флюса после сварки используют вакуумные флюсоотсосы, работающие аналогично пылесосам.
Для прокалки флюса перед сваркой применяют переносные или стационарные электропечи.
Чтобы настроить сварочную горелку на свариваемый стык, сварочные автоматы снабжают винтовыми механизмами с рукоятками для вертикальных и горизонтальных перемещений горелки, а тракторы, кроме того, – механизмами поворота горелки вместе с подающим механизмом и бункером вокруг горизонтальной и вертикальной осей.
Сварочный автомат АДФ-1002 (рис. 11) предназначен для сварки под слоем флюса соединений встык с разделкой и без разделки кромок, для сварки угловых швов вертикальным и наклонным электродом, а также нахлесточных швов. Швы могут быть прямолинейными и кольцевыми. Автомат в процессе работы передвигается по изделию или по уложенной на нем направляющей линейке. Поставляется с блоком управления для источника питания типа ВДУ-1202 или ТДФЖ-1002.
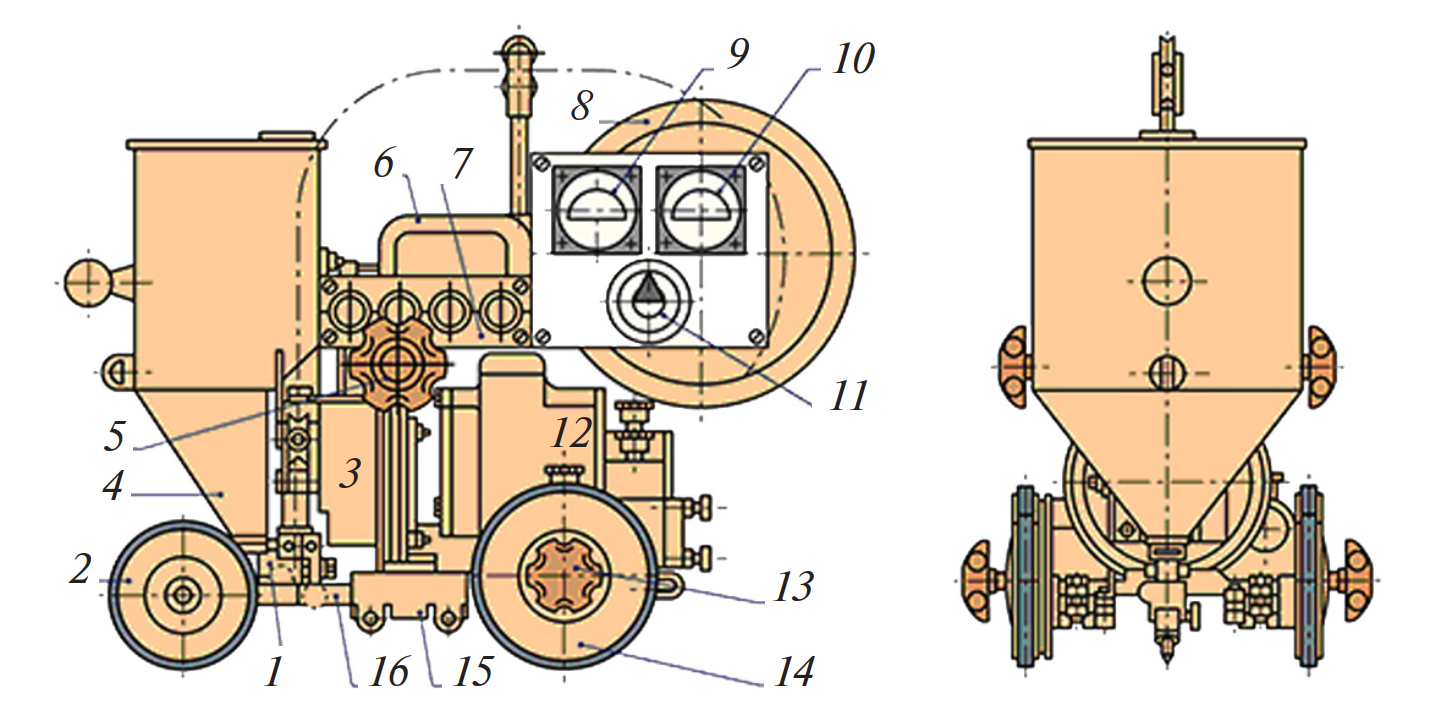
Рис. 11. Сварочный автомат АДФ-1002: 1 – мундштук; 2 – холостые бегунки; 3 – сварочная головка; 4 – бункер для флюса; 5 – корректировочный механизм; 6 – кронштейн; 7 – пульт управления; 8 – кассета для сварочной проволоки; 9 – вольтметр; 10 – амперметр; 11 – резистор; 12 – электродвигатель; 13 – фрикционная муфта с маховичком; 14 – ходовой механизм; 15 – траверса; 16 – выдвижные штанги
Автоматы АДФ-1002 по условиям эксплуатации изготовляют в двух исполнениях:
- У3 – для работы в странах с умеренным климатом при температуре окружающего воздуха от –10 до +40 С, относительной влажности 80 % при 15 С на высоте над уровнем моря до 1000 м;
- О4 – для работы в странах с тропическим климатом при температуре окружающего воздуха от –5 до +45 С, относительной влажности 80 % при 27 С на высоте над уровнем моря до 1000 м.
В состав сварочного автомата АДФ-1002 У3 входят сварочный трактор со встроенным блоком управления; источник питания сварочной дуги – трансформатор ТДФЖ-1002 У3; комплект сменных узлов и деталей, позволяющих производить сварку наклонным электродом «в лодочку» с разделкой и без разделки кромок; комплект проводов, необходимых для подключения автомата и трансформатора.
Схема управления автомата обеспечивает подъем и опускание электродной проволоки при вспомогательных операциях (закорачивание сварочной проволоки перед сваркой, подъем проволоки из шлака и др.); передвижение трактора при отключенной сварочной цепи; дистанционное включение сварочного тока и возбуждение дуги в начале сварки; подачу проволоки и передвижение трактора в процессе сварки; заварку кратера и отключение сварочного тока в конце сварки.
Управление работой трактора осуществляется с помощью кнопочного пульта. Перед началом сварки включается фрикционная муфта ходового механизма. Кнопками «Вверх» и «Вниз» закорачивается электрод на свариваемое изделие. Включение сварочной цепи и двигателя трактора производится кнопкой «Пуск». При нажатии кнопки «Пуск» включается цепь питания электродвигателя и двигатель начинает вращаться в направлении, соответствующем подъему электродной проволоки.
Между изделием и электродной проволокой возбуждается сварочная дуга, начинается подача проволоки в зону сварки и движение автомата по свариваемому шву. Для окончания сварки необходимо нажать кнопку «Стоп». Автомат останавливается. Сварочная дуга в течение 1–2 с в зависимости от настройки реле времени продолжает гореть. По истечении этого времени автоматически отключается сварочный ток.
Трактор снабжен одним асинхронным двигателем, который приводит в движение оба рабочих механизма трактора: механизм подачи электродной проволоки (сварочную головку) и механизм перемещения сварочной установки (ходовой механизм).
Автомат А-1416 предназначен для однодуговой сварки под флюсом. Он состоит из следующих основных узлов: собственно сварочной головки, содержащей механизм подачи проволоки с правильным устройством, токоподводящий мундштук и устройство для защиты зоны дуги флюсом; механизма регулирования мундштука поперек линии шва; подъемного механизма, позволяющего осуществлять механизированное перемещение подвесной сварочной головки на вертикальной штанге; флюсоаппарата, снабженного флюсоотсасывающим устройством эжекторного типа; самоходной тележки велосипедного типа, на которой закреплены узлы автомата и которая служит для перемещения его вдоль линии сварки с рабочей и маршевой скоростями.
Маршевое перемещение автомата осуществляется от отдельного двигателя. Регулирование скорости сварки и скорости подачи электродной проволоки ступенчатое, выполняется подбором сменных шестерен. Автомат выпускают в двух исполнениях: на 500 А комплектуется сварочным выпрямителем типа КИУ-501; на 1000 А – сварочным выпрямителем типа КИУ-1201.
Сварочный автомат тракторного типа АДФ-10030 (рис. 12) является модификацией сварочного трактора типа ТС-17.

Рис. 12. Автомат АДФ-10030
Уменьшение массы трактора ТС-17 (45–50 кг) и его модификаций достигается использованием одного трехфазного двигателя для механизмов перемещения трактора и подачи электродной проволоки. Наличие одного двигателя с постоянным числом оборотов позволяет настроечно регулировать скорости сварки и подачи электродной проволоки. Оба механизма смонтированы с электродвигателем в один блок, который является несущим корпусом для всего трактора.
Универсальность трактору придает комплект сменных узлов и деталей. Направление его по шву в большинстве случаев осуществляется самокопированием, однако предусмотрена возможность ручного направления трактора по указателю и направляющей линейке.
При сварке внутренних кольцевых швов трактор движется по сосуду со скоростью, равной окружной скорости его вращения в обратном направлении. Благодаря этому он фактически стоит на месте, а сосуд движется под ним с заданной скоростью. Точно уравнять скорости движения трактора и сосуда сложно, поэтому скорость трактора выбирается несколько меньшей и он как бы отстает от сосуда. Это отставание компенсируется периодическими остановками сосуда без остановки трактора и без нарушения процесса сварки.
Автоматы имеют упрощенную электрическую схему управления, что обеспечивает необходимую надежность при эксплуатации автоматов в монтажных условиях, например при сварке мостовых конструкций. В таких случаях автоматы комплектуют выпрямителями типа ВДМ-1201-2 с балластными реостатами.
Автомат АДФ-1202 служит для однодуговой сварки под флюсом на постоянном токе электродной проволокой диаметром 2–6 мм. Предназначен для сварки стыковых и угловых соединений. Он комплектуется тиристорным сварочным выпрямителем типа ВДУ-1202 с жесткими и падающими внешними характеристиками. При сварке проволокой диаметром 2 и 3 мм применяют систему управления с независимой скоростью подачи электродной проволоки от напряжения дуги и жесткие внешние характеристики сварочного выпрямителя, а диаметром свыше 3 мм – систему управления с зависимой скоростью подачи проволоки от напряжения дуги и крутопадающие внешние характеристики сварочного выпрямителя.
Автомат АД-320 предназначен для однодуговой сварки электродной проволокой диаметром 2–5 мм под флюсом. Применение двигателей постоянного тока обеспечивает возможность плавного регулирования скорости подачи электродной проволоки и скорости сварки. Это позволяет использовать автомат в высокоавтоматизированных установках и линиях, где необходимо периодически перенастраивать режимы сварки.
Автоматы А-1412 (рис. 13) и АД-321 рассчитаны на двухдуговую сварку под флюсом.
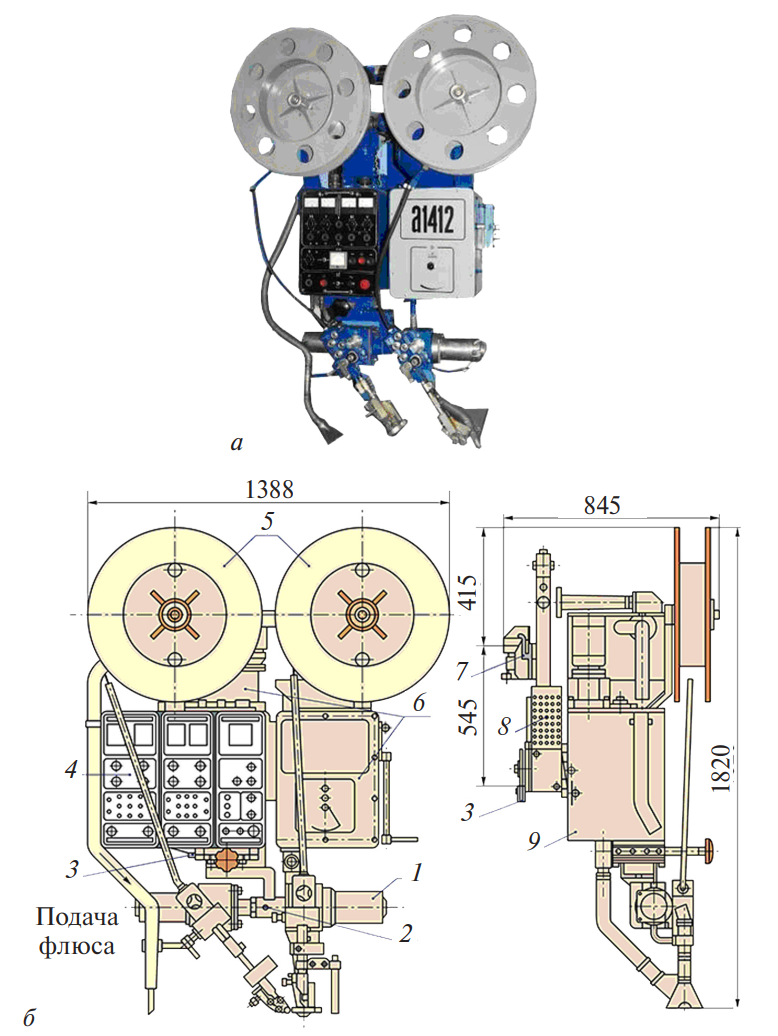
Рис. 13. Двухдуговой сварочный автомат А-1412: а – внешний вид; б – схема; 1 – подающие механизмы; 2 – подвеска для крепления подающих механизмов; 3 – опорный монорельс; 4 – пульт управления; 5 – кассеты; 6 – бункер для флюса; 7 – фиксатор опрокидывания; 8 – самоходная тележка; 9 – механизм вертикального перемещения
Они позволяют повысить скорость сварки в 1,5–3 раза по сравнению с однодуговой сваркой под флюсом. Автоматы содержат комплект из двух головок, смонтированных на оси общей траверсы, подвешенной к механизму вертикального перемещения. Автоматы комплектуют двумя сварочными выпрямителями типа КИУ-1201, рассчитанными на ток 1250 А. В автомате АД-321 вертикальное и поперечное перемещение сварочной головки осуществляют с помощью электроприводов.
6. Сварочные установки и станки-автоматы
Сварочные установки предназначены для сварки однотипных деталей в мелкосерийном и индивидуальном производстве. Установки состоят из сварочной головки, манипулятора или вращателя, источника питания током и газовой аппаратуры. В качестве сварочных головок часто используют подающие механизмы полуавтоматов типа А-547УМ, А-825М, А-1197П, ПДГ-305, ПДГ-502, ПДГ-508 и др. Желательно, чтобы головки имели плавное регулирование скорости подачи проволоки, а источник питания обеспечивал плавное изменение и стабилизацию напряжения сварки.
Промышленность изготовляет подвесные головки типа А-489, построенные на базе сварочной головки типа А. Разработано значительное количество сварочных установок, например, типа А-3 – для сварки кольцевых швов диафрагм паровых турбин диаметром 924–1160 мм; типа А-95У – для сварки тракторных колес; типа Р-922М – для наплавки наружных и внутренних цилиндрических поверхностей деталей диаметром до 645 мм и длиной до 1200 мм.
В сварочных установках используют также подвесные автоматы А-1406 и самоходные автоматы А-1416, перемещающиеся по направляющим. Автоматы рассчитаны на силу тока до 500 и 1250 А; в первых применяют электродную проволоку диаметром 1,2–2,0 мм, во вторых – диаметром 2–5 мм.
Станки-автоматы применяют для сварки деталей с однотипными швами либо однотипных деталей серийного или массового производства.
Станок-автомат типа Р-912 предназначен для сварки деталей с кольцевыми швами диаметром 4–280 мм при вертикальной оси вращения детали. Сварку ведут проволокой диаметром 0,8–1,4 мм на силе тока до 315 А. Станок состоит из сварочной головки с горелкой; трехпозиционного поворотного стола с вращающимися цанговыми зажимами; станины, в которой смонтирована электроаппаратура управления станком; катушки с запасом электродной проволоки; источника питания и газовой аппаратуры. Установку и снятие деталей, а также поворот стола из одного положения в другое выполняют вручную.
Электрическая схема станка Р-912 проста и обеспечивает возможность выполнения сварки по следующим циклам: вручную – начало и окончание сварки каждой детали выполняет оператор; механизировано – начало сварки производит оператор, окончание – автоматически с помощью реле времени; автоматически – начало сварки задается конечным выключателем при установке стола в рабочее положение, а окончание – автоматически с помощью реле времени.
В настоящее время разработано много станков-автоматов, в том числе:
- станок-автомат Р-899 для сварки пустотелых шаров диаметром примерно 200 мм (на станке автоматически производятся сборка шаров из двух полушарий, сварка и сброс готовых шаров);
- станок-автомат Р-964 для сварки двух кольцевых швов на деталях диаметром 20–300 мм и длиной до 1500 мм при горизонтальном расположении оси вращения;
- станок-автомат У-73 для сварки амортизаторов автомобилей (закрепление деталей, сварка и сброс сваренной детали производятся автоматически).
Сварочные станки-автоматы работают в поточных и автоматизированных линиях, обеспечивая высокое качество изделий.
7. Многодуговые сварочные автоматы
При массовом производстве однотипных изделий со стыковыми соединениями (например, при производстве труб большого диаметра) с целью повысить производительность возникает необходимость выполнять сварку на больших скоростях. Тенденция к увеличению скорости сварки наблюдается во многих областях ее применения.
Известно, что при однодуговой сварке вертикальным электродом со скоростью выше 60 м/ч шов имеет неудовлетворительную форму: по обеим сторонам шва образуются подрезы. При сварке с наклоном электрода углом вперед форма шва получается хорошей, однако глубина проплавления значительно уменьшается, что приводит к непроварам. Поэтому для обеспечения хорошего формирования шва при больших скоростях для сварки стыковых соединений под флюсом применяют многодуговую автоматическую сварку.
Многодуговая автоматическая сварка под флюсом отличается высокой производительностью при хорошем качестве сварного соединения. При многодуговой сварке шов выполняют несколькими раздельными дугами, допускающими независимое регулирование их режима. Обычно плавление электродных проволок производят в общей сварочной ванне.
Наибольшее распространение получила двух- и трехдуговая сварка, при которой стыковые соединения сваривают двумя или тремя дугами, расположенными вдоль оси шва. Питание каждой дуги осуществляют от самостоятельного источника сварочного тока. Сварку двумя дугами выполняют при скорости до 120– 140 м/ч. При этом первый электрод расположен вертикально, обеспечивая необходимую глубину провара, а второй наклонен углом вперед (до 45°), обеспечивая достаточную ширину шва и хорошее его формирование.
Обе дуги могут питаться постоянным током обратной полярности. Для улучшения формирования шва сварку выполняют под пемзовидным флюсом марки АН-60. Двумя дугами за один проход можно сваривать стыковые соединения металла толщиной не более 14 мм, причем в стыке должен быть зазор. Сварку необходимо выполнять на флюсовой подушке или флюсомедной подкладке. При двухдуговой сварке производительность увеличивается в 2,5–3 раза по сравнению с однодуговой.
Автоматы для многодуговой сварки в большинстве случаев состоят из комплекта двух или трех одноэлектродных сварочных головок, в них обеспечивается одновременная подача соответствующего числа электродных проволок при раздельном питании дуг. Двухдуговые автоматы позволяют применять схему трехфазного питания с симметричной загрузкой сети.
Основными преимуществами многодуговой сварки по сравнению с однодуговой при прочих равных условиях является уменьшение сварочных деформаций, увеличение объема продукции с единицы производственной площади и более компактное размещение источников питания.
На базе однодугового автомата унифицированной серии А-1400 создан двухдуговой автомат А-1412 подвесного типа, который предназначен для дуговой сварки под флюсом изделий из углеродистых сталей с различной формой свариваемых кромок.
8. Подвесные сварочные автоматы
При сварке и наплавке разнообразных изделий, таких как цилиндрические сосуды, валы, трубы и многие другие, в серийном и массовом производстве используют преимущественно стационарные подвесные сварочные автоматы. Они входят в состав установок, включающих, кроме собственно сварочного оборудования, различного рода манипуляторы, кантователи, служащие для крепления и поворота свариваемых изделий.
Наиболее универсальным является автомат типа А-1406. Основное его назначение – сварка и наплавка проволочными электродами под флюсом или в защитных газах тел вращения. Вертикальное перемещение сварочной головки осуществляется от электропривода, а поперечное перемещение вручную.
Автомат выпускают в двух исполнениях: на 500 А с выпрямителем КИУ-501 и на 1250 А с выпрямителем КИУ-1201.
При помощи тонких электродных проволок диаметром 1,2 мм можно наплавлять валы малых диаметров, начиная от 40 мм и выше. Для того чтобы можно было наплавлять тела вращения, автомат используют в комплекте со специальным вращателем или устанавливают на станке.
Подвесной автомат АД-231 предназначен для наплавки под флюсом сплошной и порошковой электродной проволокой, а также ленточным электродом как сплошного сечения, так и порошковым. При наплавке ленточным электродом обеспечиваются максимальная производительность и минимальная доля участия основного металла в металле шва. Поверхность наплавленного слоя гладкая, не имеет пор, трещин и других дефектов. Автомат комплектуется сварочным выпрямителем типа КИУ-1201.
Подвесная головка типа ГДФ-1001 служит для дуговой сварки плавящимся электродом под флюсом поворотных стыков труб диаметром 500–1420 мм из низколегированных сталей для нефтегазопроводов и входит в состав оборудования полевой автосварочной установки. При сварке поворотных стыков сварочная головка закреплена неподвижно, а собранные под сварку трубы вращаются с помощью роликового или шпиндельного вращателя. Головка снабжена копирными роликами для поддержания постоянства «вылета» электродной проволоки и обеспечения точного направления дуги по линии стыка. Головку выпускают в комплекте со сварочным выпрямителем КИУ-1201.
Автомат АСУР-1251 предназначен для сварки в узкую и щелевую разделку. Существуют сварочные работы, к качеству выполнения которых предъявляются сверхвысокие требования. К такой категории работ, например, относится сварка крупногабаритных толстостенных (до 350 мм) сосудов, предназначенных для работ под давлением и для узкощелевой разделки (сварка под флюсом). Ремонт дефектного сварного соединения в таком изделии экономически обходится очень дорого. Требуемый уровень качества может обеспечить только автоматическая сварка специальной сварочной системой, выполняющей процесс многопроходной сварки с высокой степенью точности и воспроизводимости, полностью исключая человеческий фактор.
Сварочная головка обеспечивает высокое качество сварки благодаря точному контролю всех основных параметров, надежному доступу в ограниченное пространство узкощелевой разделки за счет миниатюрных размеров сварочного мундштука и патрубка подачи флюса (ширина 14 мм), наличию системы слежения, связанной с системой управления процессом. При сварке не образуются непровары, подрезы, шлаковые включения и другие дефекты.
9. Специальные автоматы
Автомат для сварки труб радиаторов. Он работает в линиях по производству отопительных радиаторов. Радиаторы изготовляют из стальных труб диаметром 22 мм, которые вваривают кольцевыми швами в уголки толщиной 3 мм и длиной до 1,5 м, а затем выполняют сварку четырех продольных швов. Радиаторы обеспечивают высокую теплопередачу и должны обладать высочайшей надежностью и герметичностью сварных швов, так как устанавливаются в жилых помещениях.
Для обеспечения минимальных разогрева и коробления изделия применен способ сварки плавящейся электродной проволокой диаметром 1 мм в смеси газов 90 % Аr и 10 % СО2. Сварочный ток 160–180 А, напряжение дуги 16–17 В, время сварки одной трубы 7 с.
Важнейшим условием полной автоматизации сварки труб с трубными досками является оснащение сварочного аппарата сенсором для отыскания центра трубы и автоматической ориентации горелки перед сваркой. В разработанном автомате типа АДГ-250 для этой цели применены лазерный излучатель и фотоприемник отраженного луча.
Автомат представляет собой сварочный трактор, обеспечивающий продольное и поперечное перемещения сварочной головки относительно ряда труб. В момент определения фотоприемником внутренней окружности трубы поступает команда на включение процесса сварки и вращение горелки вокруг трубы. Микропроцессорный блок управления программирует число труб, шаг, диаметр трубы и ряд параметров режима.
В целях уменьшения коробления может быть выбран нужный алгоритм пошагового перемещения горелки от трубы к трубе – от середины к краям изделия, в шахматном порядке и т. д. Для того чтобы защитить лазер и оптическую систему от задымления, автомат оснащен дымоотсосом.
Применение автомата позволило существенно повысить надежность отопительных радиаторов и сэкономить труд пяти сварщиков.
Машина для стыковой сварки концов рулонов лент при производстве труб. На станах высокочастотной сварки труб диаметром 20–114 мм для поддержания непрерывного производства необходимо сваривать концы лент (штрипса) толщиной 0,8–6,0 мм. Стыкуемые в стыкосварочной машине концы рулонов должны быть сварены с полным проплавленим стыка и минимальным усилением шва как с наружной, так и с обратной стороны стыка. Разработана технология сварки в защитных газах проволокой диаметром 1,2 мм по гарантированному зазору. Выбраны оптимальные зазоры в стыке и глубина канавки в медной подкладке, обеспечивающие усиление шва
Установка для наплавки тел вращения износостойкой сталью. Известно, что электродуговая наплавка рабочих поверхностей валов, роликов износо- и коррозионно-стойкой сталью – наиболее эффективный и распространенный способ увеличения срока службы подобных деталей. Так, ролики, применяемые в машинах непрерывного литья заготовок, должны иметь твердость рабочей поверхности 32–55 HRC; содержание хрома в наплавленном металле должно составлять >12 %; толщина упрочняющего слоя должна находиться в пределах 3–4 мм, а стойкость роликов обеспечивать разливку >1 млн т стали.
Разработана установка типа У-95 для наплавки плавящейся электродной проволокой в защитных газах. Наплавка выполняется проволокой марки Св-08Х17ГС диаметром 1,6 мм. Сварочный ток 400 А, напряжение дуги 35 В, скорость наплавки 22 м/ч, частота колебаний 0,9 Гц, амплитуда колебаний 7 мм. Наплавка производится в смеси газов 90 % Аr и 10 % СО2. Для обеспечения максимальной производительности наплавленного металла при минимальной доле участия основного металла новая технология предусматривает поперечные колебания дуги и синхронные с ними изменения сварочного тока. В разработанной установке заложены следующие режимы наплавки: по винту (ролик вращается, а суппорт установки со сварочной головкой перемещается с малой скоростью, обеспечивающей шаг 8–9 мм/об); наплавка по кольцу с шаговым смещением после завершения одного оборота; наплавка изделия по образующей.
В ОАО «Уралмаш» эксплуатируют установки типа У-95, на которых проводится наплавка роликов из стали 24X1МФ. Обеспечиваются необходимые параметры наплавленного слоя: твердость 50–52 HRC, содержание хрома 12,5–13,5 %. Капиллярный и ультразвуковой методы контроля показывают отсутствие дефектов по линии оплавления и в зоне термического влияния.
Автомат типа АДСД-300. Предназначен для двухдуговой сварки продольных швов конических колонн, работает в составе агрегата для гибки конических обечаек длиной до 12 м, с толщиной стенки 3–6 мм. Головка автомата имеет шарнирное крепление и снабжена копирным роликом, входящим в разделку кромок и обеспечивающим точное направление обеих дуг по линии стыка. Диаметр электродной проволоки 1,2 мм, скорость сварки 2 м/мин.
Автомат комплектуют двумя сварочными выпрямителями типа ВДГ-303.
10. Промышленные роботы для сварки
Промышленный робот – это автоматическая машина, представляющая собой манипулятор с перепрограммируемым устройством управления для выполнения в производственном процессе двигательных и управляющих функций, заменяющих аналогичные функции человека при перемещении предметов производства и технологической оснастки.
Промышленный робот является универсальной технологической системой для выполнения разнообразных действий, свойственных человеку в процессе его трудовой деятельности. Под действием автоматической системы управления робота его манипуляторы совершают движения, подобные движениям рук человека.
Промышленный робот позволяет освободить человека от монотонного, тяжелого, утомительного, а иногда и вредного или опасного труда. В итоге повышается стабильность качества изделий, возможно ускорение процесса производства. Роботы могут действовать с любой позиции и на любом уровне в пространстве.
Современный промышленный робот для сварки может быть определен как манипуляционная система, оснащенная техническими средствами ведения сварочного процесса, с программным управлением координатами сварочного инструмента и изделия и параметрами сварочного режима. Сварочный робот состоит из собственно робота и пульта управления. Робот имеет подвижную руку с захватом, которая обладает свободой пространственных перемещений, имитируя руку человека. В захвате закрепляется инструмент – сварочная горелка. Большинство сварочных роботов имеют три-пять возможных движений в пространстве (степеней свободы).
Комбинирование этих движений позволяет устанавливать сварочную горелку в любых положениях и перемещать ее в любых направлениях в пределах зоны действия робота (рис. 14). При дуговой сварке обычно разделяют функции между манипулятором (роботом), служащим для перемещения сварочного инструмента, и манипулятором, служащим для перемещения свариваемого изделия.
При этом оба устройства работают по единой программе. Такой прием позволяет упростить кинематическую схему и снизить число потребных степеней свободы самого робота. Программа, по которой сварочный робот выполняет свои движения, заранее вводится в его запоминающее устройство. Одним из основных преимуществ роботов наряду с автоматизацией процесса является возможность легкой и быстрой смены программы в зависимости от смены свариваемого изделия.
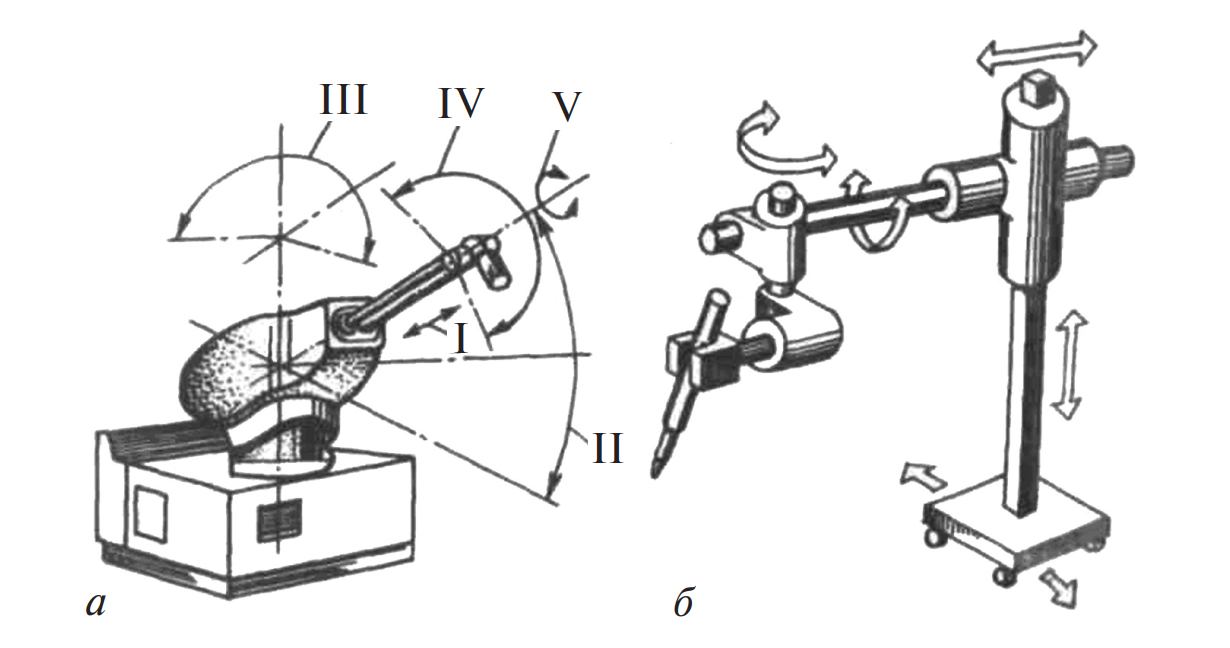
Рис. 14. Зоны действия (а) и степени свободы (б) промышленного робота: I–V – движения робота
Роботы могут устанавливаться стационарно (напольные и подвесные) по отношению к обслуживающему оборудованию, обеспечивая подачу к нему заготовок, деталей и изделий, или перемещаться от одного станка к другому (по рельсам, на катках по балкам, подвесным рельсам).
Наиболее эффективным средством автоматизации являются роботы в составе роботизированных технологических комплексов (РТК) или роботизированных линий и участков сборки-сварки. Выбор типа и модели промышленного робота и компоновка РТК зависят от конструкции изделия и серийности его выпуска.
Вариант РТК представлен на рисунке 9.15. Комплекс оснащен поворотно-наклоняющимися вращателями с пневматическими зажимными приспособлениями для крепления изделия. Робот и вращатели закреплены на общем основании так, чтобы изделия находились в рабочей зоне робота. Механизм подачи проволоки сварочного полуавтомата закреплен на консоли. Имеются сварочный источник питания и устройство для очистки горелки от брызг. Стойки (шкафы) управления с видеотерминалом, пульт управления РТК и вращателей расположены в зоне, недоступной для робота. РТК имеет защитное ограждение.
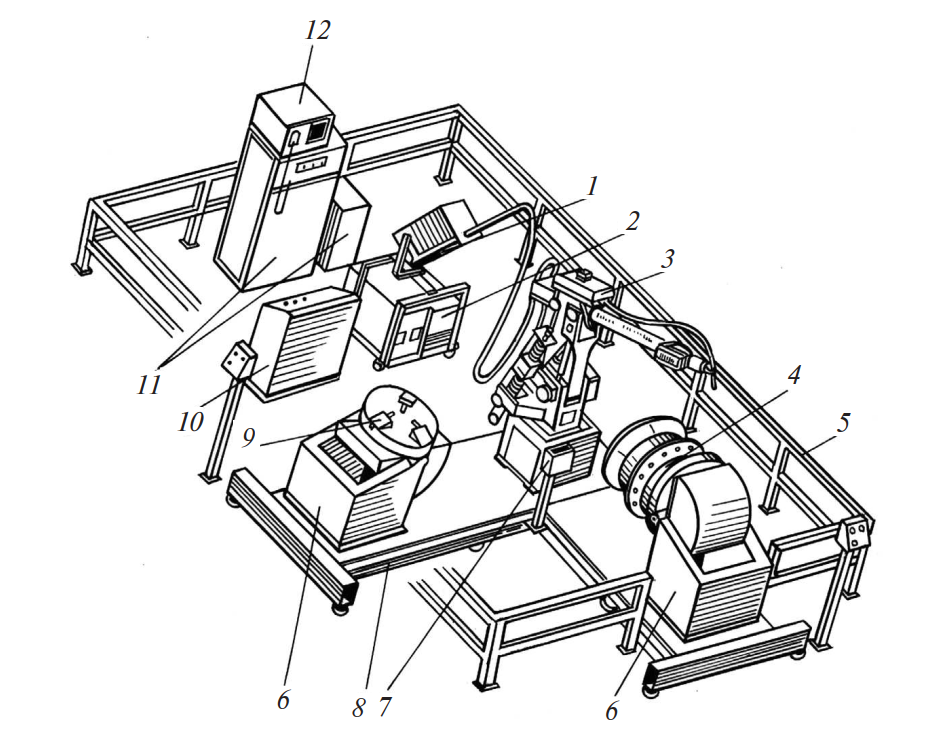
Рис. 15. Роботизированный технологический комплекс (РТК) с наклоняющимися вращателями: 1 – механизм подачи проволоки сварочного полуавтомата; 2 – источник питания; 3 – робот; 4 – изделие; 5 – защитное ограждение; 6 – вращатели; 7 – устройство для очистки горелки от брызг; 8 – общее основание; 9 – зажимные приспособления; 10 – пульт управления РТК и вращателей; 11 – шкафы управления; 12 – видеотерминал
При использовании РТК необходимо соблюдать меры, которые бы обеспечили безопасность обслуживающего персонала. Аварийные ситуации РТК могут возникнуть из-за непредусмотренных движений робота во время обучения или автоматической работы. Основная цель мероприятий по технике безопасности – исключение возможности одновременного нахождения человека и механизмов робота в одном месте рабочего пространства. Это достигается остановкой робота при входе человека в рабочее пространство. Отключение робота выполняется устройствами защиты, использующими контактные, силовые, ультразвуковые, индукционные, светолокационные и другие датчики.