Печи и установки индукционного и диэлектрического нагрева. Типы и виды печей.
Принцип действия установок индукционного и диэлектрического нагрева основан на физических эффектах преобразования электромагнитной энергии в теплоту в проводящих и диэлектрических материалах, отличающихся значениями удельного электрического сопротивления сопротивления ρ (соответственно ρ 1×108 Ом×м). Математически процесс нагрева материалов в электромагнитном поле описывается уравнениями Максвелла, при этом для проводников учитывают только ток проводимости (током смещения пренебрегают), а для диэлектриков – только ток смещения.
Решение уравнений Максвелла позволяет получать математическое описание процессов индукционного и диэлектрического нагрева и рассчитывать электрические и энергетические характеристики установок.
Эти характеристики определяются как параметрами электромагнитного поля: значениями напряжённостей магнитного Н и электрического Е полей и частоты f, так формой и параметрами нагреваемого изделия: геометрическими размерами и электрофизическими свойствами (удельным электрическим сопротивлением ρ и относительной магнитной проницаемостью μ; относительной диэлектрической проницаемостью ε и тангенсом угла диэлектрических потерь tgδ).
Следует отметить, что электрофизические свойства материалов (как проводников, так и диэлектриков) в общем случае зависят от параметров электромагнитного поля.
1.2. Преимущества и область применения индукционного нагрева
1. Передача электрической энергии непосредственно в нагреваемое тело позволяет осуществить прямой нагрев проводниковых материалов. При этом повышается скорость нагрева по сравнению с установками косвенного действия, в которых изделие нагревается только с поверхности.
2. Передача электрической энергии непосредственно в нагреваемое тело не требует контактных устройств. Это удобно в условиях автоматизированного поточного производства, при использовании вакуумных и защитных средств.
3. Благодаря явлению поверхностного эффекта максимальная мощность, выделяется в поверхностном слое нагреваемого изделия. Поэтому индукционный нагрев при закалке обеспечивает быстрый нагрев поверхностного слоя изделия. Это позволяет получить высокую твердость поверхности детали при относительно вязкой середине. Процесс поверхностной индукционной закалки быстрее и экономичнее других методов поверхностного упрочнения изделия.
4. Индукционный нагрев в большинстве случаев позволяет повысить производительность и улучшить условия труда.
Индукционный нагрев широко применяется для:
1. плавки металлов;
2. термической обработки деталей;
3. сквозного нагрева детали либо заготовок перед пластической деформацией (ковка, штамповка, прессовка);
4. пайки и наплавки;
5. сварки металла;
6. химико-термической обработки изделий.
1.3. Индукционные печи
Существует две конструктивные группы индукционных печей: тигельная и канальная. Печи этих двух групп могут быть предназначены для плавки металлов и сплавов (плавильные печи), печи для переплава металлов перед разливкой, поддержания постоянных условий при литье (миксер).
1.3.1. Канальные индукционные печи (с сердечником)
Используются для плавки металлов (медь, цинк, алюминий) и их сплавов. На рис. 1.1 изображена индукционная печь с открытым каналом.
Данная печь представляет собой трансформатор, обычно промышленной частоты (50 Гц). Вторичной обмоткой трансформатора служит виток из расплавленного металла. Металл заключен в кольцевом канале из огнеупора. Основной магнитный поток Ф0 наводит в металле канала ЭДС, ЭДС создает ток, который нагревает металл.
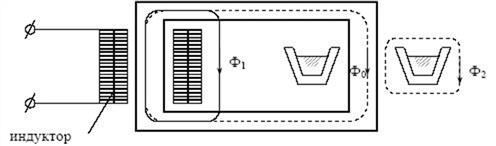
Рис. 1.1. Индукционная печь с открытым каналом
По рис. 1.1 видно, что индукционная печь подобна трансформатору, работающему в режиме короткого замыкания.
Особенности печи по сравнению с трансформатором:
1. совмещение вторичной обмотки с нагрузкой;
2. повышенное рассеяние магнитного потока, обусловленное наличием толстого слоя футеровки между первичной и вторичной обмотками, а также малой высотой вторичной обмотки.
На практике используют печи с закрытым каналом, имеющие большую производительность (рис. 1.2).
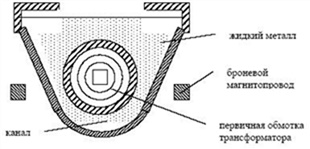
Рис. 1.2. Индукционная печь с закрытым каналом
В индукционной печи с закрытым каналом индуцируется ток и выделяется тепло в самом канале. Садка плавится в результате циркуляции металлов. При этом металл, перегретый в канале, перемещается в шихту, а холодный перемещается из шихты в канал.
Достоинства:
1. простота конструкции;
2. малый угар металла;
3. меньший удельный расход энергии.
1. необходимо оставлять часть металла в канале для того, чтобы впоследствии запустить печь при последующих плавках. Несливаемая часть металла в канале называется болотом;
2. сложность перехода к плавке других металлов из-за наличия болота;
3. малая стойкость и сложность изготовления подовой футеровки канальной печи, особенно при плавке металлов с высокой температурой плавления;
4. низкий косинус (cos = 0,3 – 0,6), обусловленный значительным рассеянием.
1.3.1.1. Элементы конструкции канальных печей
Канальная печь представляет собой футерованную ванну, снабженную одной или несколькими индукционными единицами.
Индукционная единица – совокупность индуктора, магнитопровода и подового камня с плавильными каналами, заключенная в разъемный металлический кожух.
Индукционные единицы могут быть однофазными или трехфазными с каналами квадратного, овального или прямоугольного сечения. Иногда есть два параллельных канала на одну фазу. Индукционные единицы часто выполняют объёмными. При выходе из строя одной единицы её мгновенно заменяют новой, заранее подготовленной без остановки печи.
Индукторы канальных печей выполняют из продольной медной трубки, он имеет водяное охлаждение, канальная часть подового камня охлаждается от вентилятора или от централизованной воздушной системы. Загрузка шихты в печь осуществляется через проем и закрывается футерованной крышкой. Слив металла осуществляется через сливной канал путем наклона печи с помощью механического или гидравлического механизма.
Миксер имеет меньшую мощность по сравнению с плавильной печью. Он приспособлен к загрузке жидким металлом через специальные отверстия и желоба и имеет раздаточную коробку для дозирования жидкого металла.
1.3.1.2 Особенности работы индукционной печи с сердечником
При нагреве металла индукционным током возникает интенсивное перемешивание металла, в результате появления электродинамических усилий и взаимодействия тока в канале с магнитными потоками.
Основные физические эффекты:
1. Центробежный (моторный). Его появление рассмотрено в печи с открытым каналом:
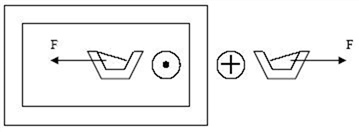
Рис. 2.3. Центробежный эффект
2. Индукционный ток стремится компенсировать вызвавшую его причину, следовательно, большую часть времени токи в индукторе и металле направлены противоположно. Параллельно расположенные и противоположно направленные токи отталкиваются. Действующая на металл результирующая сила F оттесняет металл к наружной стенке канала. Поверхность металла становится наклонной, канал вращается.
3. В индукционной печи с закрытым каналом данный эффект создает напор расплавленного металла в направлении от внутренней стенки канала к наружной. При этом вдоль наружной стенки металл поднимается вверх, а вдоль внутренней – опускается вниз.
4. Сжимающий эффект. Обусловлен значительными токами в жидком металле. При этом взаимное притяжение между различными слоями тока в жидком проводнике может стать настолько большим, что проводник пережмётся и устойчивая работа печи будет нарушена. Действию сжимающего эффекта противостоят силы атмосферного давления на поверхность металла и силы гидростатического давления металла.
5. Эффект вихревых сил. Проявляется в печах с закрытыми каналами, имеющими переменное сечение. В канале осуществляется циркуляция металла в сторону расширения канала.
6. Тепловой эффект. В печах с закрытыми каналами возникают значительные тепловые силы, из-за большой разницы температур в канале и в шахте. Более нагретый металл, имеющий меньшую плотность, поднимается из канала в шахту, а более плотный металл (холодный) опускается из шахты в канал.
Таким образом, интенсивное перемешивание металла позволяет получать в сердечниках металл высокого качества.
1.3.1.3 Особенности электрооборудования индукционных канальных печей
Индукционные канальные печи питаются от сетей промышленной частоты через трансформаторы. Трансформаторы имеют возможность регулировать напряжение для регулирования мощности печи.
Число основных трансформаторов равно числу индукционных единиц. Печь снабжают дополнительными трансформаторами или автотрансформаторами для разогрева печи или ее работы на холостом ходу. Номинальная мощность основных трансформаторов может быть до 6000 кВА. Печи с трансформаторами мощностью больше 360 кВА выпускаются на напряжение 6 или 10 кВ, установки меньшей мощности подключаются к сети
380 В. Низкое значение cos повышают, включая параллельно индуктор, компенсирующий конденсатор. Так как cos в течение плавки не меняется, то емкость конденсаторной батареи остается постоянной.
В состав установки входят также элементы защиты, аппаратура двигателя для загрузки и слива, вентиляторы. Иногда есть приборы для автоматического регулирования температуры.
1.3.2. Индукционные тигельные печи (без сердечника)
Работа индукционной тигельной печи основана на поглощении электромагнитной энергии проводящей садки. Садка размещена внутри цилиндрической катушки, называемой индуктором.
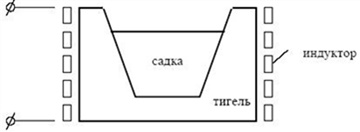
Рис. 2.4. Индукционная тигельная печь
Реальные индукционные тигельные печи имеют механизм загрузки – выгрузки и систему водяного охлаждения индуктора.
Тигель печи на время плавки закрывают футерованной крышкой. Иногда печь снабжают внешними магнитопроводами, снижающими активные потери в металлическом кожухе из-за рассеяния. С электрической точки зрения, индукционная тигельная печь представляет собой короткозамкнутый воздушный трансформатор, вторичной обмоткой которого является проводящая садка. Такое выполнение печи имеет некоторые технологические преимущества:
1. Непосредственное выделение тепловой энергии проводящей садки повышает КПД установки, позволяет получать высокие температуры, необходимые для выплавки тугоплавких металлов;
2. Металл в тигле интенсивно перемешивается благодаря электродинамическому взаимодействию электромагнитного поля индуктора и вихревых токов в жидком металле. Это позволяет получить металл высокого качества;
3. Имеется возможность полностью изолировать тигель от окружающей среды и проводить плавку под вакуумом или специальной, необходимой по технологии атмосфере (инертные газы).
Эти преимущества в большей степени реализуются при выплавке чугунов. Однако построение печи в виде воздушного трансформатора имеет недостатки:
1. Эти трансформаторы более эффективны на высоких и повышенных частотах. Это вынуждает во многих случаях питать тигельные печи от источников питания, работающих в диапазоне от 500 до 10000 Гц;
2. Значительное рассеяние воздушного трансформатора обуславливает весьма низкое значение cosφ = 0,05 – 0,2. Такое низкое значение cosφ заставляет как на частоте 50 Гц, так и на повышенных частотах использовать емкостную компенсацию реактивной мощности в цепи индуктора. Тигельную печь вместе с параллельной компенсирующей емкостью часто представляют в виде параллельно соединенных активного, индуктивного и емкостного сопротивлений.
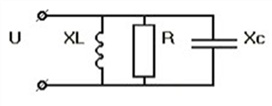
Рис. 2.5. Использование емкостной компенсации реактивной мощности в цепи индуктора
На рис. 2.5. ХL, R – сопротивления системы индуктор-садка;
ХC – емкостное сопротивление компенсирующей батареи.
Величины ХL, R в значительной степени зависят от режима работы печи. На них оказывают влияние осадка, спекание, оплавление шихты, температура в тигле, размеры кусков шихты, равномерность ее измельчения и др.
1.3.2.1 Особенности электрооборудования индукционных тигельных печей
Электрооборудование включает в себя: печь, комплект измерительных приборов с трансформаторами, генератор повышенной или высокой частоты,
коммутационную и защитную аппаратуру, конденсаторную батарею, емкость которой можно менять. Электрооборудование и измерительные приборы в случае повышенной и высокой частоты должны иметь специальное исполнение, допускающее использование специальной аппаратуры в зоне повышенных частот.
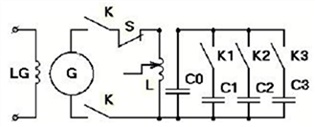
Рис. 2.6. Схема автоматического регулирования режима плавки
Переключатель S позволяет изменять в процессе плавки коэффициент связи индуктора и садки. Такое изменение необходимо в связи с тем, что активное сопротивление шихты различно в различные моменты процесса.
Контакторы К1, К2, К3 позволяют изменять в процессе плавки емкость компенсирующей конденсаторной батареи и поддерживать cosφ = 1 в цепи индуктора. Это приходится делать, потому что во время плавки также изменяется и индуктивное сопротивление садки, так как изменяется магнитная проницаемость, величины вихревых токов и т. д.
1.3.2.2 Автоматическое управление режимом работы индукционной тигельной печи
Автоматическое управление преследует следующие цели:
1. Автоматическое поддержание cosφ = 1 в цепи индуктора;
2. Автоматическое ограничение напряжения и тока на выходе источника питания на номинальном или заданном уровне;
3. Автоматическое согласование нагрузки с источником питания;
4. Автоматическое симметрирование мощной однофазной нагрузки промышленной частоты.
Современные системы управления строят на основе бесконтактных элементов.
Автоматическая стабилизация cosφ в цепи индуктора позволяет разгрузить источник питания от реактивных токов вне зависимости от изменения эквивалентной индуктивности системы индуктор- садка в процессе плавки.
В индукционных установках повышенной частоты поддерживают cosφ = 0,9–1 в зависимости от cosφ преобразователя частоты. В печах промышленной частоты поддерживается cosφ = 1 или cosφ = 0,866 в зависимости от используемой схемы симметрирования нагрузки. Для регулирования cosφ используется релейная система с зоной нечувствительности. Выходной сигнал реле является командой на увеличение, уменьшение или сохранение прежнего значения емкости компенсирующей конденсаторной батареи. Чтобы исключить автоколебания, необходимо использовать интегрирующий элемент, т. е. элемент памяти, который помнит требуемое значение емкости, когда cosφ находится в требуемых пределах.
Комплектный регулятор cosφ. При конкретной реализации данной схемы учитывают следующие обстоятельства:
1. Величина компенсирующих емкостей может применяться лишь подключением и отключением отдельных параллельных емкостей.
2. Переключающие величины емкости сопряжены с переходными процессами по току и напряжению. Указанные процессы могут нарушать нормальную работу печи промышленной частоты.
3. В установках промышленной частоты по условиям работы контактов переключение емкостей допускается лишь при отсутствии напряжения на индукторе.
Таким образом, структура регулятора должна предусматривать:
1. Запоминание сигнала на изменение емкости батареи.
2. Выдачу команды на отключение источника питания.
3. Выдачу команды на изменение емкости лишь после отключения источника питания и истечения времени, достаточного для разряда конденсатора.
4. Нечувствительность сигнала датчика фаз в течение некоторого заданного времени после очередного переключения.
Технологический процесс тигельной печи промышленной печи промышленной частоты оптимизируют следующим образом:
1. Используют регулятор режима источника питания.
2. Регулятор cosφ.
3. Регулятор согласования нагрузки.
Перечисленные наборы автоматических регуляторов выпускают в виде комплектных унифицированных устройств.
1.3.3. Установки для индукционной поверхностной закалки
Цель поверхностной закалки – получение высокой твердости поверхностного слоя при сохранении вязкой середины детали. Для получения такой закалки производят быстрый нагрев детали на заданную глубину током, индуцированным поверхностным слоем металла с последующим охлаждением.
Два вида нагрева под поверхностную закалку:
1. глубинный, когда проникновение тока в металл больше глубины закаливаемого слоя;
2. поверхностный, когда глубина проникновения тока в металл меньше глубины закаливаемого слоя.
Зависимость температуры от глубины проникновения тока в металл имеет вид:
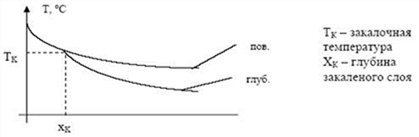
Рис. 2.7. Зависимость температуры от глубины проникновения тока в металл
При поверхностном нагреве тепло выделяется в тонком поверхностном слое, распространяется дальше путем теплопроводности.
Глубинный нагрев более экономичный, так как при нём расходуется меньше энергии на нагрев сердцевины детали.
При глубинном нагреве тепло выделяется по всей толщине закаливаемого слоя, не требуется ждать, пока тепло распространится на требуемую глубину, как при поверхностном нагреве. Глубинный нагрев более производительный (применяется на практике). Так как глубина проникновения тока в металл зависит от частоты, то поверхностная закалка требует различных толщин закаливаемого слоя.
Значения глубины закаленного слоя
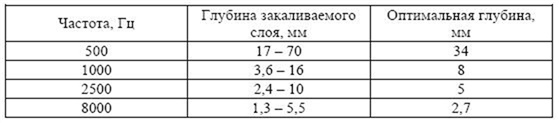
Требуемые значения глубины закаленного слоя внутри приведенных интервалов обеспечивают точное регулирование времени нагрева.
Различают следующие виды поверхностной закалки:
Одновременная закалка заключается в одновременном нагреве всей закаливаемой поверхности с последующим охлаждением поверхности. Индуктор и охладитель удобно совместить. Применение лимитируется мощностями питающего генератора. Нагреваемая поверхность не превышает 200–300 см2.
Одновременно-поочередная закалка характерна тем, что отдельные части нагреваемой детали нагреваются одновременно-поочередно.
Непрерывно-последовательная закалка применяется при большой протяженности закаливаемой поверхности и заключается в нагреве участка детали при непрерывном движении детали относительно индуктора либо наоборот. Охлаждение поверхности следует за нагревом. Возможно применение отдельных охладителей или совмещенных с индуктором.
На практике идея поверхностной закалки реализуется в закалочных станках (рис. 2.8). Различают специальные станки, предназначенные для обработки определенной детали или групп деталей, незначительно отличающихся размеров и универсальные – для обработки любой детали.

Рис. 2.8. Закалочная установка
Закалочные станки питаются от машинных генераторов промышленной частоты 2,5–8000 Гц. Станки состоят из следующих элементов:
1. понижающий трансформатор;
3. батарея конденсаторов;
4. система водяного охлаждения;
5. элемент контроля и управления работы станка.
Универсальные станки снабжаются устройствами для закрепления деталей, их передвижения, вращения. Конструкция закалочного индуктора зависит от вида поверхностной закалки и от формы закаливаемой поверхности. Существует индуктор для закалки внешних поверхностей цилиндрических деталей, внутренних плоских поверхностей и т. д.
Бывают цилиндрические, петлевые, спирально цилиндрические и спирально плоские индукторы.
При низких частотах индуктор может содержать магнитопровод (в ряде случаев).
1.3.4. Индукционный сквозной нагрев
Индукционный сквозной нагрев детали до температуры 900–1200 °С используют для:
1. Нагрева под ковку, штамповку, прессовку, гибку.
2. Нагрева детали при пайке.
3. Нагрева листов для сушки лакокрасочных покрытий.
4. При пайке твердосплавных пластин для режущих инструментов.
5. Для оттиска и обжига детали.
6. Достоинства: малое время

Рис. 2.9. Индукционный сквозной нагрев
Для сквозного индукционного нагрева применяется частота тока 50–10000 Гц с использованием промышленных сетей, для мелких питаний используют ламповые генераторы.
Нагреватели промышленной частоты могут эффективно использоваться при диаметре стальной заготовки до 150 мм. Участки сквозного нагрева выполняются периодического или непрерывного действия.
Источники питания индукционных установок
Для получения частоты в диапазоне от 150 до 8000 Гц используют машинные генераторы. Могут быть использованы преобразователи на основе управляемых вентилей. Для более высоких частот используют ламповые генераторы. В области повышенной частоты используют машинные генераторы. Конструктивно генератор объединяют с приводным двигателем в единый преобразовательный агрегат.
Для частоты от 150 до 500 Гц применяются обычные многополюсные генераторы. Они работают на высоких скоростях вращения. Обмотка возбуждения, расположенная на роторе, питается через контакт кольца. Для частоты от 100 до 8000 Гц используют индукторные генераторы, ротор которых не имеет обмотки.
В обычном синхронном генераторе обмотка возбуждения, вращаясь с ротором, создает в статорной обмотке знакопеременный поток, а в индукторном генераторе вращение ротора приводит к пульсации магнитного потока, сцепленного с магнитной обмоткой. Применение индукционного генератора на повышенной частоте объясняется конструктивными трудностями генераторов, работающих на частоте > 500 Гц. В таких генераторах трудно разместить многополюсные обмотки статора и ротора, привод осуществляется асинхронными двигателями. При мощностях до 100 кВт обычно обе машины объединяют в одном корпусе. При большей мощности используют два корпуса.
Индукционные нагреватели и закалочные агрегаты могут получать питание от машинных генераторов по схеме индукционного или центрального питания.
Индукционное питание выгодно, когда генератор полностью загружается одной установкой, которая работает непрерывно в металлических установках сквозного нагрева.
Центральное питание выгодно при наличии большого количества нагревательных установок, работающих циклически. В этом случае возможна экономия установленной мощности генераторов за счет неодновременной работы отдельных нагревательных установок.
Генераторы обычно используют с самовозбуждением, которые могут обеспечивать мощность до 200 кВт. Такие лампы работают при анодном напряжении 10–15 кВ, для охлаждения анодных ламп рассеиваемой мощности более10 кВт применяется водяное охлаждение.
Для получения высоких напряжений обычно используют выпрямители на газотронах. Мощность, отдаваемую установкой, часто регулируют, изменяя выходное напряжение выпрямителя, и используя надежную экранировку коаксиальных кабелей для передачи высокочастотной энергии. При наличии неэкранированных нагревательных постов должно быть использовано дистанционное управление.
1.4. Диэлектрический нагрев
Механизм диэлектрического нагрева материалов сверхвысокочастотной энергией основан на явлении диэлектрической поляризации – перемещении в некоторых ограниченных пределах связанных электрических зарядов – диполей. Под действием внешнего переменного электромагнитного поля в материале происходит их колебательное движение и переориентация, в результате которых возникают токи проводимости и смещения. Совокупность обоих явлений и обеспечивает нагрев материала.
Преимущества СВЧ-нагрева:
— высокий КПД преобразования СВЧ-энергии в тепловую (близкий к 100%);
— бесконтактный экологически чистый подвод энергии;
— равномерный нагрев по всей массе продукта.
— сложность оборудования обычно более высока по сравнению с оборудованием для других методов нагрева. Ремонт и настройка требует квалифицированного персонала;
— необходима электроэнергия, отсутствующая в полевых условиях.
— сушка керамики, древесины;
— сушка клеевых швов;
— разогрев почвы перед землеройными работами;
— разогрев и приготовление пищи.
1.4.1. Установки диэлектрического нагрева
По сравнению с индукционным нагревом, применяемом для разогрева электропроводящих материалов переменным током частотой не более 30 МГц, диэлектрический нагрев проводится на более высоких частотах. В качестве генераторов применяются либо электронные генераторы на лампах (до 300 МГц), либо магнетроны (выше 300 МГц).
На полупроводниках установки диэлектрического нагрева не строятся, так как мощные транзисторы, работающие на высоких частотах, пока не разработаны.
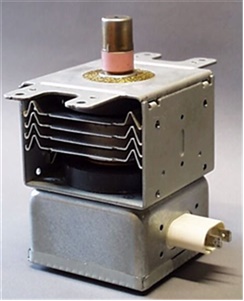
Рис. 2.10. Магнетрон
Магнетро́н (от греч. μαγνήτης – магнит и электрон) – электровакуумный прибор для генерации радиоволн сверхвысокой частоты (СВЧ, микроволн), в котором взаимодействие электронов с электрической составляющей поля СВЧ происходит в пространстве, где постоянное магнитное поле перпендикулярно постоянному электрическому полю. Наиболее известным применением магнетронов являются радары и бытовые микроволновые печи.
Магнетроны могут работать на различных частотах от 0,5 до 100 ГГц, с мощностями от нескольких Вт до десятков кВт в непрерывном режиме, и от 10 Вт до 5 МВт в импульсном режиме при длительностях импульсов главным образом от долей до десятков микросекунд. Магнетроны обладают высоким КПД (до 80 %).
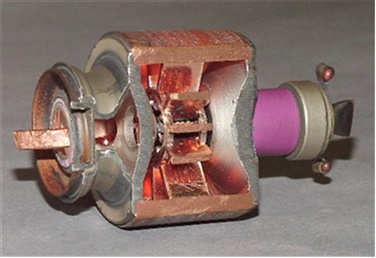
Рис. 2.11. Схема конструкции магнетрона
Магнетрон состоит из анодного блока, который представляет собой, как правило, металлический толстостенный цилиндр с прорезанными в стенках полостями, выполняющих роль объёмных резонаторов. Резонаторы образуют кольцевую колебательную систему. К анодному блоку закрепляется цилиндрический катод. Внутри катода закреплён подогреватель. Магнитное поле, параллельное оси прибора, создаётся внешними магнитами или электромагнитом.
Для вывода СВЧ энергии используется, как правило, проволочная петля закреплённая в одном из резонаторов или отверстие из резонатора наружу цилиндра.
Резонаторы магнетрона представляют собой замедляющую систему, в них происходит взаимодействие пучка электронов и электромагнитной волны. Поскольку эта система в результате кольцевой конструкции замкнута сама на себя, то её можно возбудить лишь на определённых видах колебаний, из которых важное значение имеет π-вид. Этот вид колебаний назван так потому, что напряжения СВЧ на двух соседних резонаторах сдвинуты по фазе на π.
Для стабильной работы магнетрона (во избежание перескоков во время работы на другие виды колебаний, сопровождающихся изменениями частоты и выходной мощности) необходимо, чтобы ближайшая резонансная частота колебательной системы значительно отличалась от рабочей частоты (примерно на 10 %). Так как в магнетроне с одинаковыми резонаторами разность этих частот получается недостаточной, её увеличивают либо введением связок в виде металлических колец, одно из которых соединяет все чётные, а другое все нечётные ламели анодного блока, либо применением разнорезонаторной колебательной системы (чётные резонаторы имеют один размер, нечётные – другой).
Отдельные модели магнетронов могут иметь различную конструкцию. Так, резонаторная система выполняется в виде резонаторов нескольких типов: щель-отверстие, лопаточных, щелевых и т. д.
Схема работы магнетрона: электроны эмитируются из катода в пространство взаимодействия, где на них воздействует постоянное электрическое поле анод-катод, постоянное магнитное поле и поле электромагнитной волны. Если бы не было поля электромагнитной волны, электроны бы двигались в скрещенных электрическом и магнитном полях по сравнительно простым кривым: эпициклоидам (кривая, которую описывает точка на круге, катящемся по наружной поверхности окружности большего диаметра – в конкретном случае по наружной поверхности катода). При достаточно высоком магнитном поле (параллельном оси магнетрона) электрон, движущийся по этой кривой, не может достичь анода (по причине действия на него со стороны этого магнитного поля силы Лоренца), при этом говорят, что произошло магнитное запирание диода. В режиме магнитного запирания некоторая часть электронов движется по эпициклоидам в пространстве анод- катод. Под действием собственного поля электронов, а также статистических эффектов (дробовой шум) в этом электронном облаке возникают неустойчивости, которые приводят к генерации электромагнитных колебаний, эти колебания усиливаются резонаторами. Электрическое поле возникшей электромагнитной волны может замедлять или ускорять электроны. Если электрон ускоряется полем волны, то радиус его циклотронного движения уменьшается, и он отклоняется в направлении катода. При этом энергия передаётся от волны к электрону. Если же электрон тормозится полем волны, то его энергия передаётся волне, при этом циклотронный радиус электрона увеличивается, и он получает возможность достигнуть анода. Поскольку электрическое поле анод-катод совершает положительную работу только в том случае если электрон достигает анода, то энергия всегда передаётся в основном от электронов к электромагнитной волне. Однако если скорость вращения электронов вокруг катода не будет совпадать с фазовой скоростью электромагнитной волны, один и тот же электрон будет попеременно ускоряться и тормозиться волной, в результате эффективность передачи энергии волне будет небольшой. Если средняя скорость вращения электрона вокруг катода совпадает с фазовой скоростью волны, электрон может находиться непрерывно в тормозящей области, при этом передача энергии от электрона к волне наиболее эффективна. Такие электроны группируются в сгустки (так называемые «спицы»), вращающиеся вместе с полем. Многократное, в течение ряда периодов, взаимодействие электронов с ВЧ-полем и фазовая фокусировка в магнетроне обеспечивают высокий коэффициент полезного действия и возможность получения больших мощностей.
Область применения: в радарных устройствах волновод подсоединён к антенне, которая может представлять собой как щелевой волновод, так и конический рупорный облучатель в паре с параболическим отражателем (так называемая «тарелка»). Магнетрон управляется короткими высокоинтенсивными импульсами подаваемого напряжения, в результате чего излучается короткий импульс микроволновой энергии. Небольшая порция этой энергии отражается обратно антенне и волноводу, где она направляется к чувствительному приёмнику. После дальнейшей обработки сигнала он, в конце концов, появляется на электронно-лучевой трубке (ЭЛТ) в виде радарной карты.
В микроволновых печах волновод заканчивается отверстием, прозрачным для радиочастот (непосредственно в камере для готовки). Важно, чтобы во время работы печи в ней находились продукты. Тогда микроволны поглощаются вместо того, чтобы отражаться обратно в волновод, где интенсивность стоячих волн может вызвать искрение. Искрение, продолжающееся достаточно долго,
может повредить магнетрон. Если в микроволновой печи готовится небольшое количество пищи лучше поставить в камеру ещё и стакан воды для поглощения микроволн.
Выводы: Индукционные установки используют токи взаимоиндукции в проводящих металлах. Относятся к электротермическим установкам, где электрическая энергия выделяется непосредственно в нагреваемых изделиях. Обладают большей производительностью.
Отличительной особенностью диэлектрического нагрева является объемное тепловыделение в нагреваемой диэлектрической среде. Диэлектрический нагрев – объемный нагрев, однако не обязательно однородный. Если толщина прогреваемого слоя меньше глубины проникновения, то тепловыделение более однородно.
Индукционный и диэлектрический нагрев. Индукционная плавка в печи. Виды диэлектрических установок.
Принцип индукционного нагрева проводящих тел проводников как первого, так и второго рода базируется на поглощении ими электромагнитной энергии при возникновении в нагреваемом теле наведенных вихревых токов по закону Джоуля — Ленца. Первичная обмотка трансформатора по отношению к нагреваемому телу является индуктором переменного магнитного поля. Нагреваемое тело является вторичной обмоткой трансформатора, имеющей один короткозамкнутый виток (рис. 1.1).
Магнитный поток 2, создаваемый первичной обмоткой — индуктором 1, пропорционален его МДС и обратно пропорционален сопротивлению магнитной цепи. Возникающая в нагреваемом теле электродвижущая сила (ЭДС)
где Ф — магнитный поток, Вб; w — число витков в катушке; f — частота, Гц.
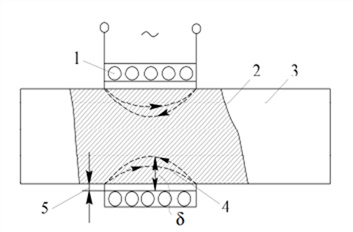
Рис. 1.1. Принципиальная схема индукционного нагрева: 1 — индуктор; 2 — магнитный поток в нагреваемом теле; 3 — нагреваемое тело; 4 — наведенный ток; 5 — воздушный зазор; 8 — глубина прогрева
При известном значении сопротивления r нагреваемого тела ЭДС обеспечивает возникновение в нем вихревого тока I и выделение соответствующей мощности
P = I 2 r = E 2 r/z 2 ,
где z — полное сопротивление, Ом.
Индукционный нагрев представляет собой прямой нагрев сопротивлением, включение же нагреваемого тела в цепь вихревого тока осуществляется за счет магнитной связи. Такой нагрев обладает всеми преимуществами прямого нагрева сопротивлением: высокая скорость нагрева, неограниченный уровень достигаемых температур, достаточных для нагрева металлов, плавления металлов и неметаллов, перегрева, расплава, испарения материалов и получения плазмы.
Процесс выделения мощности при индукционном нагреве имеет большую скорость, легко может быть автоматизирован и проводится практически в любой среде.
Глубина зоны циркуляции вихревых токов и, следовательно, зоны выделения энергии зависит не только от времени действия электромагнитного поля, но и от частоты тока индуктора (увеличивается при низких частотах и уменьшается с повышением частоты). Эффективность передачи энергии от индуктора к нагреваемому току зависит также от величины зазора между ними и повышается при его уменьшении. Как и нагрев сопротивлением, индукционный нагрев дает высокую производительность и комфортные условия труда, однако для него требуются более сложные источники питания и повышенный удельный расход электроэнергии.
Схемное решение индукционного нагрева предусматривает наличие индуктора, зазора и нагреваемого тела. Эти элементы определяют эффективность преобразования электрической энергии в тепловую.
Индуктор создает переменный во времени магнитный поток, т. е. электромагнитную волну, падающую на нагреваемое тело, в котором наводит вихревые токи. Конструкции индукторов разнообразны: цилиндрическая, плоская, фасонная. Индукторы изготовляются из меди (немагнитного металла) и охлаждаются водой. Как правило, индукторы имеют много изолированных друг от друга витков. При выполнении нагревательных операций индуктор может находиться как снаружи нагреваемого тела, так и внутри его. В последнем случае внутри индуктора помещают сердечник из листовой трансформаторной стали. Наиболее распространенным является внешнее расположение индуктора.
При нагреве до высоких температур происходит изменение удельного сопротивления р, в этом случае необходимо регулирование напряженности магнитного поля или частоты.
Коэффициент полезного действия системы «индуктор — металлический цилиндр» определяется из соотношения полезной активной мощности Ри1,0, выделяющейся в металле на единицу длины, и активных потерь в индукторе на 1 м его длины P1,0:
nэ = 1/(1 + Pи1,0 / P1,0 Л) (1.1)
Значение КПД при индукционном нагреве составляет 0,70-0,88. Для получения более высоких КПД частота тока при уменьшении диаметра цилиндра должна повышаться до определенного предела, далее КПД остается неизменным. Потери энергии в зазоре снижают КПД. Эффективность нагрева тем выше, чем меньше соотношение ри/(рм), где ри — удельное сопротивление материала индуктора, Ом/мм2; р — удельное сопротивление нагреваемого металла, Ом/мм2; м — относительная магнитная проницаемость металла. Поэтому индукционный нагрев сплошных металлических цилиндров из меди или алюминия неэкономичен.
При расчетах коэффициента мощности системы индукционного нагрева необходимо учитывать как активные, так и реактивные мощности, выделяющиеся в нагреваемом теле, в индукторе и в зазоре. Чем больше зазор между индуктором и нагреваемым цилиндром, тем больше реактивная мощность P3q1,0 и тем ниже коэффициент мощности системы cos ф.
Магнитное поле, выходя из индуктора, встречает поверхность нагреваемого тела, в которой сразу начинается выделение тепла. По мере продвижения магнитного поля в глубь тела его нагрев уменьшается. В связи с этим индукционный нагрев по своей природе является поверхностным, поток энергии на глубине Δэ меньше потока на поверхности в е2 раз и составляет 0,136Р0, где Р0 — поток энергии на поверхности.
Установлено, что глубина нагрева тела увеличивается с ростом его удельного сопротивления и понижается с ростом частоты тока, что позволяет определить необходимую частоту тока для нагрева тела на заданную глубину. Для ферромагнитных материалов, когда с ростом температуры увеличивается удельное сопротивление нагреваемого материала р, а при достижении точки Кюри значение относительной магнитной проницаемости ц падает от 100-50 до 1, глубина проникновения тока резко увеличивается, а поглощаемая мощность при этом снижается.
Наличие в системе «индуктор — нагреваемое тело» двух потоков магнитной энергии — прямого и встречного, вызванного наведенными токами, приводит к возникновению механической силы, действующей на каждый элемент нагреваемого тела, называемой электродинамической силой.
С точки зрения основ электротехники, индуктор представляет собой, как правило, соленоид, имеющий один или несколько добавочных отводов от внутренних витков. Витковое напряжение (напряжение между смежными витками) изменяется в пределах от 20-175 до 400-600 В, а иногда и до 1 000 В. Ток индукторов же может составлять от сотен до нескольких тысяч ампер при средней плотности тока порядка 20 А/мм2. Потери энергии в индукторах велики и могут достигать 30 % полезной мощности установки. Так как индуктор находится под напряжением и охлаждается хладагентом, а изделие нагревается до высокой температуры, то между индуктором и изделием создается зазор, влияние которого существенно сказывается на энергетических характеристиках установок. В этом зазоре помещается электрическая и огнеупорная изоляция. Нагреваемое тело может находиться в твердом (металлы), жидком (расплавы металлов и неметаллов) и плазменном состояниях, что позволяет применять индукционный нагрев в различных технологических процессах: плавка металлов и неметаллов; поверхностная закалка; нагрев заготовок под пластическую деформацию или термохимическую обработку; сварка и пайка; зонная очистка металлов и полупроводников, плавка во взвешенном состоянии; получение монокристаллов из тугоплавких оксидов; получение плазмы.
1.1.2. Индукционные плавильные установки
Индукционные плавильные печи бывают двух типов: канальные и тигельные. Конструкции этих печей и определяют их электрические параметры, энергетические характеристики и технологические возможности.
Необходимость получения металлов высокой чистоты из полупроводниковых материалов или сплавов на основе химически активных и тугоплавких металлов, а также особо чистых плавленых огнеупорных материалов привела к созданию установок индукционной плавки, обеспечивающих получение указанных материалов без примесей и при гораздо более высоких температурах, чем в тигельных или канальных индукционных печах. Этим требованиям отвечают индукционная гарнисажная плавка, индукционная струйная плавка, плавка во взвешенном состоянии, зонная плавка в холодном тигле, кристаллизационная плавка.
Индукционные канальные печи.
В данных индукционных печах канал с расплавленным металлом является короткозамкнутым витком вторичной обмотки трансформатора. В нем возможно поглощение до 95 % подведенной к печи электрической энергии. По электротехническим характеристикам канальные печи подобны силовым трансформаторам с распределенной по длине вторичной обмотки нагрузкой. Принципиальная схема индукционной канальной печи (ИКП) приведена на рис. 1.2. С целью уменьшения потока рассеяния Фs первичную w1 и вторичную w2 обмотки располагают на одном стержне магнитопровода М, по которому протекает основной магнитный поток Ф1.
Отличительной особенностью индукционных канальных печей от силовых трансформаторов является следующее:
1) вторичная обмотка совмещена с нагрузкой и имеет только один виток;
2) при большом потоке рассеяния Фs, вызванного футеровкой ванны печи, ИКП имеет низкий коэффициент мощности.
Магнитный поток Ф1 первичной обмотки, пересекая канал с металлом, наводит в нем ЭДС — Е2. Возникающий в короткозамкнутом витке (канал с расплавленным металлом) ток I2, проходя по металлу, выделяет тепловую энергию согласно закону Джоуля — Ленца.
Схема замещения и векторная диаграмма индукционной канальной печи показаны на рис. 1.3. Схема замещения ИКП соответствует схеме замещения трансформатора в режиме короткого замыкания.
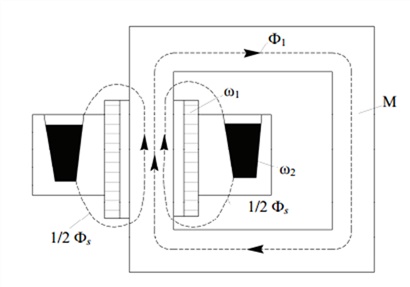
Рис. 1.2. Схема индукционной канальной печи
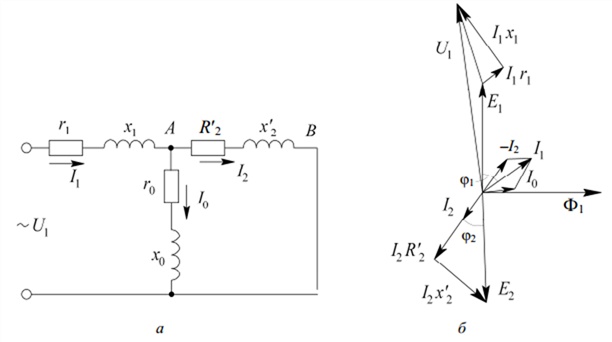
Рис. 1.3. Схема замещения (а) и векторная диаграмма (б) ИКП
В соответствии с векторной диаграммой
где Е2 — ЭДС вторичной обмотки, В; I2 — ток в канале печи, A; R2,x2 — приведенные активное и реактивное сопротивления канала, Ом; z2 — полное сопротивление, Ом.
При синусоидальном напряжении коэффициент мощности печи cos фп уменьшается с увеличением потока рассеяния и уменьшением активного сопротивления металла. Вследствие большого зазора между индуктором и каналом печи, что вызвано необходимостью футеровки, реактивная мощность печи в несколько раз превосходит ее активную мощность, а естественный коэффициент мощности печи cos фп = 0,3-0,7. Меньшие значения cos фп соответствуют индукционным канальным печам для плавки металлов с низким удельным электрическим сопротивлением (медь, алюминий), большие значения cos фп — ИКП для плавки металлов с высоким удельным электрическим сопротивлением (сталь, чугун).
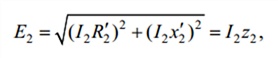
В индукционных канальных печах однородный химический состав и одинаковая температура жидкого металла обеспечиваются интенсивным перемешиванием металла, вызываемым взаимодействием магнитного поля индуктора с током в канале, что приводит к возникновению магнитогидродинамических явлений в печах.
Рис. 1.4. Схема взаимодействия тока канала с магнитным полем: а — участок постоянного поперечного сечения канала SK индуктора И; б — участок I постоянного поперечного сечения, коаксиального индуктору; в — участок II с непостоянным по длине и неаксиальным по отношению к индуктору поперечным сечением; F — результирующая электромагнитная сила; Fr — радиальная компонента электромагнитной силы; Fz — долевая электромагнитная сила; В — магнитная индукция; Вd — тангенциальная компонента магнитной индукции; IK — вектор плотности тока; bz — аксиальная компонента плотности тока
Рассмотрим взаимодействие тока канала с магнитным полем на двух участках канала SK (рис. 1.4, а): I — участок постоянного поперечного сечения, коаксиальный индуктору И (рис. 1.4, б); II — участок с непостоянным по длине и неаксиальным по отношению к индуктору И поперечным сечением (рис. 1.4, в). Допускаем равномерное распределение тока по сечению канала.
По сравнению с футеровкой ванны печи футеровка индукционных единиц имеет более ограниченный срок службы, так как испытывает значительно большую термическую нагрузку. Этим обусловлено применение в ИКП съемных индукционных единиц (рис. 1.5), что позволяет заменить этот элемент без перефутеровки ванны, а порой и без вывода печи из рабочего состояния. Каналы делают в виде колодца, прямоугольных участков и полукольца или только из прямоугольных участков (для облегчения чистки каналов при их «зарастании»). Поэтому сечения каналов бывают круглой, прямоугольной или овальной формы.
Для изготовления магнитопровода применяют листовую трансформаторную сталь и выполняют его разборным для удобства установки и демонтажа катушки-индуктора.
Конструкции ИКП и их характеристики зависят от рода переплавляемых металлов и их назначения. Наибольшее распространение получили три разновидности ИКП: шахтная, барабанная и двухкамерная (рис. 1.6).
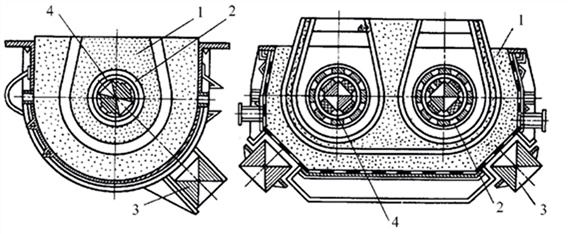
Рис. 1.5. Конструкции индукционных единиц канальных печей: а — одинарная; б — сдвоенная; 1 — футеровка; 2 — водоохлаждаемый кожух; 3 — магнитопровод; 4 — индуктор
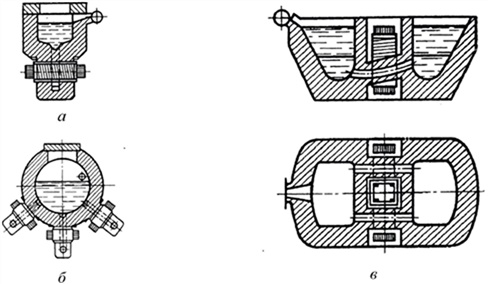
Рис. 1.6. Основные типы конструкций ИКП: а — шахтная; б — барабанная; в — двухкамерная
Индукционная канальная печь шахтного типа имеет плавильную камеру в форме вертикального цилиндра, в нижней части которого присоединена плавильная единица (рис. 1.6, а). При разливке готового металла печь наклоняют с помощью гидравлического устройства. Главным достоинством печей такого типа является простота изготовления, ремонта и замены футеровки ванны.
Индукционная канальная печь барабанного типа имеет плавильную камеру в виде горизонтального цилиндра. Она устанавливается на цапфах или катках с приводами механизма наклона. Печь имеет несколько индукционных единиц, установленных в нижней части (рис. 1.6, б).
Двухкамерные индукционные канальные печи могут быть выполнены с наклонными или горизонтальными каналами, которые соединяют между собой две ванны, при этом одна из них выполняет роль плавильной ванны, а другая — раздаточной.
Наряду с ИКП в промышленности находят применение электромиксеры и накопители жидкого металла — устройства для подогрева и выравнивания температуры металла перед разливкой, в случаях когда объем отливаемой детали больше емкости плавильной печи. Электромиксеры, как правило, применяют для литья в кристаллизатор машин непрерывного действия, требующих регулирования скорости литья. Электромиксеры всегда работают в комплексе с плавильными электроустановками.
Тепловая энергия в ИКП выделяется в жидком металле в канале и передается в ванну печи благодаря теплопроводности и конвекции. Конвекция обусловлена как разностью температур металла, так и действием электромагнитных сил, которые возникают в металле канала. Из-за ограниченной циркуляции металла его температура в канале может быть на 100-200 К больше температуры в ванне. Это обстоятельство главным образом определяет удельную мощность печей, их производительность и срок службы футеровки канала.
Индукционные тигельные печи.
Отличительной особенностью индукционных тигельных печей является то, что нагреваемые в них электропроводящие тела имеют с индуктором, создающим переменное электромагнитное поле, систему двух индуктивно связанных контуров с электрическим током.
Индукционная тигельная печь (ИТП) (рис. 1.7) состоит: из индуктора 1, подключаемого к источнику переменного тока; расплавляемого металла 2, находящегося внутри огнеупорного тигля 3; внешнего маг- нитопровода 4, применяемого в печах большой емкости для экранирования и уменьшения потерь энергии; токопроводов и устройства для наклона печи при сливе металла.
Современные конструкции тигельных электропечей средней емкости предусматривают возможность изготовления отдельного выемного узла, состоящего из индуктора и тигля, что существенно сокращает времязатраты на их замену.
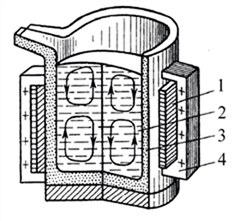
Рис. 1.7. Схема индукционной тигельной печи: 1 — индуктор; 2 — магнитопровод; 3 — набивная футеровка; 4 — стальной тигель
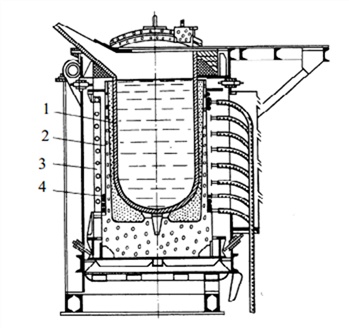
Рис. 1.8. Индукционная тигельная печь со стальным тиглем для плавки магния: 1 — индуктор; 2 — магнитопровод; 3 — набивная футеровка; 4 — стальной тигель
Плавильные тигельные печи имеют одни и те же конструктивные элементы вне зависимости от частоты питающего тока (от 50 Гц до 400 кГц) при емкости тигля от нескольких килограммов до десятков тонн расплавленного металла.
Неэлектропроводные тигли выполняют из кварцитовых, магнезитовых, циркониевых масс прямо во внутреннем объеме индуктора: они не поглощают энергии электромагнитного поля и являются теплоизоляторами между расплавляемым металлом и охлаждаемыми стенками индуктора.
Электропроводящие тигли изготавливают из жароупорных сталей, легированных чугунов и графитов, которые, поглощая наибольшую часть энергии переменного электромагнитного поля, являются, по сути, нагревателями косвенного действия (рис. 1.8). При загрузке этих тиглей раздробленной шихтой до ее расплавления энергия от стенок тигля передается излучением, а после — контактным способом, за счет теплопроводности. В электропроводящих тиглях наружные стенки изолированы от внутренних стенок индуктора.
Индукторы изготавливают из медной водоохлаждаемой трубки круглого, квадратного или прямоугольного сечения однослойными, состоящими из нескольких катушек, имеющих раздельное водяное охлаждение. Толщина стенок медной трубки должна быть не менее 1,3Δэ.и, где Δэ.и — глубина проникновения тока в медь при рабочей частоте.
С целью защиты каркаса печи от нагрева магнитным полем в конструкциях тигельных печей предусматриваются магнитопроводы. Большие печи оснащают устройствами для измерения массы печи вместе с массой расплавляемого материала. Это дает возможность регулировать ход подачи шихты и слива расплава, что повышает точность поддержания режима и упрощает работу по обслуживанию печи.
Нагрев и расплавление металлической загрузки осуществляется за счет прохождения в ней индуцированного электромагнитным полем электрического тока и выделения при этом в загрузке теплоты по закону Джоуля — Ленца.
При плавке металла в ИТП наблюдается активное выделение энергии, главным образом на периферии садки при ее интенсивном перемешивании. Характерной особенностью ИТП в отличие от ИКП является простота выгрузки печи при переходе на другую марку сплава или при длительном простое печи. Также к преимуществам индукционных тигельных печей следует отнести:
а) простоту получения химически чистых металлов и сплавов;
б) возможность плавки в нейтральной среде или вакууме с целью получения металлов высокого качества;
в) повышенный срок службы печи ввиду отсутствия перегрева футеровки.
В индукционных тигельных печах происходит движение расплава в тигле, что обусловлено взаимодействием электромагнитного поля индуктора и наведенного в металле электрического тока. Это обеспечивает возникновение в расплаве двухконтурной циркуляции, в то время как расплав движется вдоль оси вверх (в верхнем контуре) и вниз (в нижнем контуре) по отношению к средней плоскости индуктора. Данная циркуляция в ИТП называется естественной. Скорость перемещения металла при этом пропорциональна напряженности магнитного поля, кроме этого она зависит от частоты тока индуктора, удельной мощности печи, геометрических соотношений тигля и расплава в нем.
Индукционные тигельные печи имеют естественный коэффициент мощности cos фп = 0,3-0,8 и поэтому требуют установки компенсирующих устройств реактивной мощности.
Тигельные электропечи могут работать как с «болотом» (часть расплавленного металла), так и без него. «Болото» по объему, как правило, составляет от 25 до 30 % емкости тигля. При этом в тигель можно загружать шихту любых габаритных размеров: отходы литейного производства, чушки, мелкую стружку и т. д.
Удельные мощности ИТП ограничены скоростью реакций на границах расплава с футеровкой и атмосферой печи. Удельный расход электроэнергии на тонну металла в печи складывается из энергии для нагрева и расплавления металла, тепловых и электрических потерь.
В плавильных индукционных печах тепловые потери составляют 15-20 %, электрические потери — 30-35 %. В печах для выдержки расплавленного металла (миксерах) расход энергии обусловлен только тепловыми и электрическими потерями. Их активная мощность меньше, чем у плавильной печи, а средняя за цикл температура больше, что увеличивает долю тепловых потерь в удельном расходе электроэнергии.
Промышленность выпускает индукционные тигельные печи различной емкостью, мощностью и частотой питающего тока. Так, например, для плавки стали изготавливают печи емкостью от 0,06 до 6 т, мощностью 90-2230 кВт, частотой тока 500-2 400 Гц и производительностью 0,132-3,5 т/ч переплавленной стали.
Индукционная плавка без контакта расплава с футеровкой.
Гарнисажная плавка — плавка, при которой расплавленный металл соприкасается только с твердой фазой такого же химического состава, что и расплав, отделяющий его от конструктивных элементов печи. При индукционной гарнисажной плавке металла с введением электрической энергии через боковой гарнисаж предусматривается создание внутри цилиндрического индуктора или охватываемого им тигля слоя гарнисажа из порошка переплавляемого металла, выполняющего тем самым функцию футеровки.
Индукционная струйная плавка предусматривает предварительную подготовку переплавляемого материала в виде чешуек, губки, гранул или порошка прессованием в заготовки-стержни, которые затем перемещают с заданной скоростью через индуктор. Нагрев и расплавление заготовки осуществляются за счет протекания индуцированного тока по боковой поверхности заготовки. Жидкий металл каплями или, при большой мощности индуктора, непрерывной струей стекает в изложницу и образует слиток.
Индукционную плавку во взвешенном состоянии иногда называют «плавкой в электромагнитном тигле». Физические основы данного метода базируются на том, что в индуктор или систему индукторов, создающих переменное электромагнитное поле, помещают переплавляемый металл. При определенных условиях взаимодействия индуцированных в металле токов с электромагнитным полем индуктора появляется состояние парения металла в магнитном поле. Металл стремится расположиться в зоне с наименьшей напряженностью магнитного поля. При высокой мощности, подводимой к индуктору, металл расплавляется в переменном электромагнитном поле и висит в потенциальной яме без внешнего воздействия.
Бестигельная зонная плавка позволяет выращивать высококачественные монокристаллы индуктивно — посредством передачи электрической энергии в расплав (рис. 1.9). При зонной плавке характерно медленное перемещение узкой расплавленной зоны через длинный твердый образец. Это позволяет достигнуть перераспределения примесей и изменения кристаллической структуры обрабатываемого материала. Вследствие излучения с поверхности, а также малой теплопроводности переплавляемых материалов (кремний, германий и др.) и высокой зависимости их удельного сопротивления от температуры, зона максимальной температуры, образующаяся под поверхностью кристалла, имеет форму кольца.
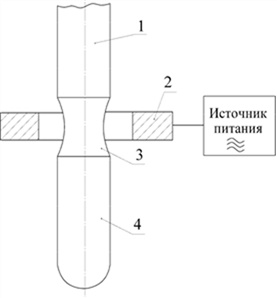
Рис. 1.9. Схема зонной плавки: 1 — поликристалл; 2 — индуктор; 3 — расплавленная зона; 4 — монокристалл
Новые возможности при выращивании высокотемпературных кристаллических веществ открывает индукционная плавка в металлических водоохлаждаемых тиглях, обеспечивая при этом высокую чистоту получаемых материалов.
1.1.3. Индукционные установки для нагрева
Индукционные нагревательные установки нашли широкое применение в машиностроительной, металлургической и других отраслях промышленности. Их подразделяют на установки сквозного и поверхностного нагрева [13].
Индукционные установки сквозного нагрева применяются для нагрева заготовок под последующую механическую обработку: ковку, штамповку, прессовку, прокатку и т. д. По сравнению с другими видами нагрева индукционный нагрев имеет малый угар металла и меньший брак из-за отсутствия окалины.
Источники питания индукционных установок изготавливают на частоту 50-10 000 Гц в зависимости от геометрических параметров нагреваемых деталей и их материала. Для установок сквозного нагрева выбор рабочей частоты осуществляют таким образом, чтобы выделение теплоты происходило в слое расчетной толщины по сечению детали. Это дает меньший перегрев поверхности заготовки и больший КПД установки.
Установки сквозного нагрева по режиму работы подразделяют на установки периодического и непрерывного действия. В установках периодического действия нагревают только одну заготовку или ее часть. При нагреве заготовок из магнитного материала потребляемая мощность
меняется: вначале она возрастает, а затем, по достижении точки Кюри, снижается до 60-70 % от начальной. При нагреве заготовок из цветных металлов мощность в конце нагрева увеличивается за счет роста удельного электрического сопротивления материала.
В установках непрерывного действия одновременно может находиться несколько заготовок, располагаемых в продольном или поперечном магнитном поле (рис. 1.10). Во время нагрева они перемещаются по длине индуктора, нагреваясь до заданной температуры. В нагревателях непрерывного действия рациональнее используется мощность источника питания.
Нагреватели непрерывного действия, в сравнении с индукционными установками периодического действия, имеют более высокий КПД источника питания и более высокую производительность. У них возможно питание нескольких нагревателей от одного источника и, наоборот, подключение нескольких генераторов к одному нагревателю, состоящему из нескольких секций (рис. 1.10, в, секции А, В, С).
Конструктивное исполнение индуктора для сквозного нагрева зависит от формы и размеров деталей. Индукторы могут быть круглого, овального, квадратного или прямоугольного сечения. Для нагрева концов деталей индукторы изготавливают щелевыми или петлевыми (рис. 1.10, г, д).
Главный параметр индукторов сквозного нагрева — удельная поверхностная мощность (Вт/м2), которая зависит от частоты тока, глубины прогрева, размеров нагреваемых изделий.
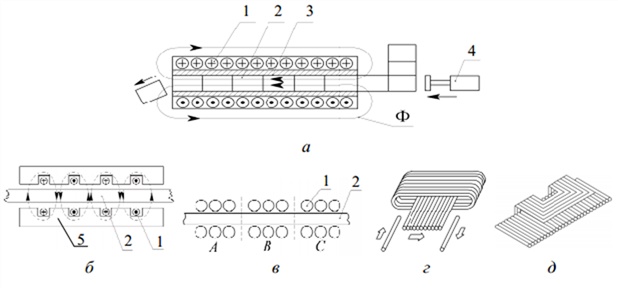
Рис. 1.10. Схемы индукционных нагревательных установок непрерывного действия: а, в, г — в продольном магнитном поле; б, д — в поперечном магнитном поле; 1 — индуктор; 2 — нагреваемое изделие; 3 — теплоизоляция; 4 — механизм перемещения заготовки; 5 — магнитопровод; А, В, С — секции
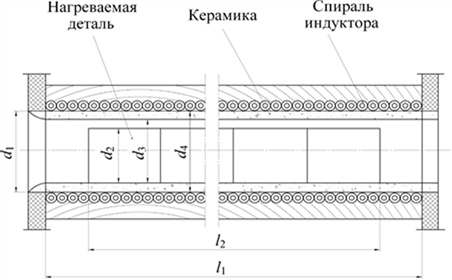
Рис. 1.11. Схема индукционного нагревателя: d1 — внутренний диаметр индуктора; d2 — диаметр детали; d3 — внутренний диаметр огнеупорного цилиндра; d4 — внутренний диаметр теплоизолирующего цилиндра; 11 — длина индуктора; 12 — общая длина заготовки
Выбор геометрических размеров индуктора, т. е. внутреннего диаметра, длины и размера его теплоизоляции, производят путем расчетов (рис. 1.11).
Внутренний диаметр огнеупорного цилиндра d3 определяют по формуле
d3 = (1,1—1,2)d2, d3 — d2 > 5 см,
где d2 — диаметр детали, см.
Индуктор защищают от огнеупорного цилиндра укладкой слоя теплоизолирующего материала (2-5 мм): это уменьшает тепловые потери и защищает электрическую изоляцию индуктора.
Для равномерного нагрева деталей в индукторе его длину 11 необходимо выбирать несколько большей длины садки заготовки 12. При несоблюдении этого условия концы деталей могут недогреться, поскольку на концах индуктора магнитное поле значительно слабее и в концевых зонах нагреваемых заготовок имеют место тепловые потери.
Расчетный диаметр индуктора d1 обосновывается поддержанием максимального КПД, а также конструктивными особенностями индуктора, учитывающими, что внутри него будут расположены тепловая и электрическая изоляции, а иногда и специальные направляющие.
Тепловой КПД индуктора при постоянной удельной мощности падает с повышением частоты индукционного тока и с увеличением диаметра нагреваемой заготовки, так как в этом случае глубина проникновения тока в металл уменьшается и для нагрева изделия требуется большее время, что увеличивает тепловые потери.
Индукционные установки поверхностного нагрева предназначены для нагрева деталей под последующую термохимическую обработку (закалка, цементация, азотирование и т. п.). Поверхностный индукционный нагрев сопровождается проявлением поверхностного эффекта и эффекта близости. При поверхностном эффекте ток в нагреваемом изделии распределяется неравномерно. Наибольшая плотность тока наблюдается в поверхностных слоях изделия. Рост плотности тока от центра проводника к его поверхности происходит по экспоненциальному закону.
Из этого следует, что при использовании высокой частоты в поверхностных слоях детали можно получить значительно большие плотности тока, обеспечивающие быстрый нагрев металла на наружной поверхности.
Индукционный нагрев под закалку предусматривает быстрый нагрев поверхности детали с последующим быстрым охлаждением на воздухе или в жидкости. После охлаждения поверхность детали приобретает высокую твердость и износостойкость, а сердцевина обеспечивает высокую сопротивляемость ударным нагрузкам. При таком способе нагрева во много раз уменьшается объем нагреваемого металла по сравнению со сквозным нагревом и существенно сокращается расход электроэнергии. Варианты схем индукторов поверхностного нагрева показаны на рис. 1.12.
Нагрев металлов с низкой теплопроводностью (например, титана и его сплавов) требует больших времязатрат, в результате возрастают тепловые потери и уменьшается тепловой КПД.
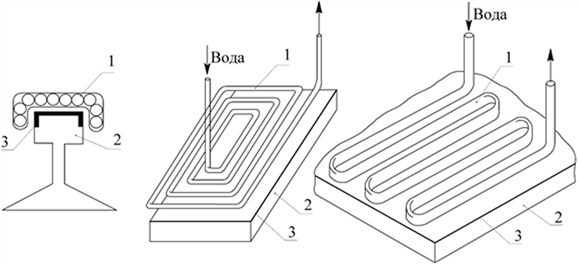
Рис. 1.12. Технологические схемы поверхностного индукционного нагрева в различных конструкциях: 1 — индуктор; 2 — нагреваемое изделие; 3 — нагретый слой изделия
При нагреве тугоплавких металлов (вольфрама, молибдена, ниобия и др.) до 2100-2300 К тепловые потери увеличиваются многократно, а тепловой КПД может снизиться до 0,5-0,4 и даже ниже.
Коэффициент мощности системы «индуктор — садка» и реактивная мощность конденсаторной батареи. Известно, что индукционные установки имеют низкий естественный коэффициент мощности, причем его значения изменяются в широких пределах и зависят от частоты тока, зазора между индуктором и изделием, магнитной проницаемости, удельного сопротивления и размеров нагреваемых изделий.
Исходя из величины коэффициента мощности, зависящей как от частоты тока, так и от диаметра нагреваемых изделий, выбирают реактивную мощность компенсирующей конденсаторной батареи, руководствуясь не только минимальным расходом электроэнергии, но и уменьшением стоимости установки и сокращением производственных площадей.
1.2. Диэлектрический нагрев
1.2.1. Теоретические основы диэлектрического нагрева
Применение электрического тока, проходящего через диэлектрики и полупроводники в переменном электрическом поле, является основой диэлектрического нагрева. Ему присущи следующие преимущества перед другими способами нагрева: большая скорость и равномерность нагрева, высокая производительность процесса. Диэлектрический нагрев является наиболее эффективным — при его осуществлении вся энергия вносится в массу нагреваемого материала.
Высокочастотный нагрев позволяет повысить качество продукции, ускорить технологические процессы и получить при массовом производстве большую экономию, несмотря на высокую стоимость применяемых установок.
Частицы диэлектрика, помещенного в электрическое поле, испытывают на себе механическое воздействие, смещающее положительно заряженные частицы в одну сторону, а отрицательно заряженные — в другую. Тогда центры электрического действия положительных и отрицательных частиц не совпадают, и во внешнем пространстве такая молекула ведет себя как диполь, т. е. как система двух равных, но противоположных зарядов +q и -q, смещенных друг относительно друга на расстояние l. Такой диэлектрик, имеющий ориентированные в одном направлении диполи, называют поляризованным.
Диэлектрик поляризуется не только в постоянном, но и в переменном электрическом поле. В этом случае направление поляризации меняется с частотой поля, упругие диполи вибрируют, жесткие поворачиваются в прямом и обратном направлениях. Происходит и перемещение зарядов, т. е. через диэлектрик протекает электрический ток. При расположении диэлектрика между обкладками конденсатора, на которые подано напряжение от высокочастотного генератора, электрическая цепь замкнется через этот генератор.
Поляризация вызывает потери энергии ввиду трения между молекулами (потери трения) и перемещения диполей (дипольные потери). Потери энергии выражаются в нагреве диэлектрика или полупроводника, скорость которого определяется частотой изменения поля. Потери при поляризации приводят к запаздыванию смещения молекул по отношению к внешнему полю. С ростом частоты такое отставание увеличивается, пока не достигнет максимума. Дальнейшее повышение частоты приводит к уменьшению поляризации, что ведет к резкому снижению диэлектрической проницаемости вещества.
Выделяющаяся мощность не зависит от теплопроводности диэлектриков и имеет низкие значения. Эта особенность диэлектрического нагрева позволяет значительно ускорить процесс обработки материала по сравнению с нагревом другими способами.
1.2.2. Установки диэлектрического нагрева
Установки высокочастотного диэлектрического нагрева подразделяют на три вида.
Установки первого вида применяются в процессах обработки крупных изделий, требующих быстрого нагрева в однородном электрическом поле: сушка различных волокнистых материалов, целлюлозы и лесоматериалов, обжиг электроизоляторов и фарфоровых изделий, производство звуко- и теплоизоляционных материалов, сварка пластмасс и полимерных материалов.
Установки второго вида применяются для нагрева протяженных плоских изделий: сушка текстильного волокна, рисунков на тканях, бумаги, химических препаратов, полимеризации клеев, нагрев каучука, пастеризация.
В установках третьего вида проводятся следующие процессы: размораживание продуктов, разогрев и быстрое приготовление блюд, обжиг простых керамических изделий, сушка грибов, чая.
Устройства диэлектрического нагрева по частотам подразделяют на два вида: установки, работающие на высокой частоте, — ВЧ-установки (частота — 66 кГц — 100 МГц), и установки сверхвысокочастотного нагрева — СВЧ-установки (частота — 1 000 МГц и выше). Последние чаще применяются при разогреве пищевых продуктов. Выбор рабочих параметров установки определяется исходя из физических свойств нагреваемого материала [3, 7].
Главное условие равномерного нагрева по всему объему обрабатываемого материала — это превышение заданной глубины проникновения электромагнитной волны в материал по всей площади поперечного сечения.
Напряженность электрического поля в конденсаторе не является постоянной. В случае когда материал по своей структуре однороден и нет зазора между ним и обкладками конденсатора, напряжение Uм, приложенное к материалу, равно напряжению Upk, подводимому к рабочему конденсатору (рис. 1.16, а, в). Напряженность электрического поля в материале плоского конденсатора Eм = Upk/dm, где dm — толщина слоя нагреваемого материала (рис. 1.16, а). Материал в этом случае будет нагреваться равномерно, поскольку удельная мощность, выделяемая по всему объему, будет одинакова.
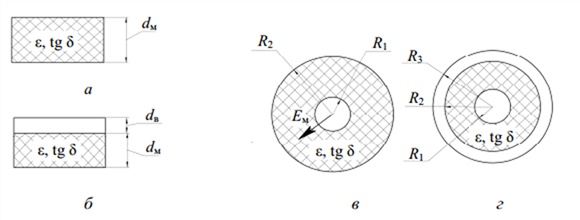
Рис. 1.16. Схемы рабочих конденсаторов установок диэлектрического нагрева: а, б — плоский конденсатор; в, г — коаксиальный конденсатор; dм — толщина слоя нагреваемого материала; dв — размер воздушного промежутка; Ем — напряженность электрического поля в данной точке; R1—R3 — расстояние от центра до данной точки
Если однородный материал помещен в конденсатор коаксиального типа (рис. 1.16, в), то также Um = UpK, а напряженность электрического
поля Ем в известной точке материала можно найти по формуле
Еm = Upk / [ R ln( R2 / R1) ], (1.13)
где R — сопротивление материала, Ом; R1 — расстояние от центра до внутреннего диаметра конденсатора, см; R2 — расстояние от центра до внешнего диаметра конденсатора, см.
Если материал занимает не весь объем конденсатора (рис. 1.16, б, г), то Ев= eЕм (Ев — напряженность электрического поля в воздушном промежутке, кВ/см) и для плоского конденсатора.
В производственной практике установки диэлектрического нагрева широко используются для термообработки пористых резин, изделий перед штамповкой, склеиванием термореактивными клеями, для обработки сельхозпродуктов и т. д.
В процессах сушки, сопровождающихся выделением водяных паров или других летучих веществ, напряженность поля в воздушном зазоре в общем случае не должна превышать 1,0-1,5 кВ/см, однако в некоторых процессах нагрева она может достигать и 5,0 кВ/см.
Установки диэлектрического нагрева по рабочим частотам подразделяют на три диапазона частот: установки средневолнового f = 0,33,0 МГц), коротковолнового f = 3-30 МГц) и метрового f = 30-300 МГц) диапазонов (рис. 1.17).
Средневолновые установки применяются для нагрева материалов с большим фактором потерь: это очень влажные изделия небольших размеров. Генераторы данных установок имеют относительно высокий КПД (0,5-0,6) и изготавливаются мощностью до нескольких сотен киловатт. Нагрев ведется при низких удельных мощностях (р0 = 0,01— 1,0 Вт/см3), длительности нагрева в десятки часов и высоком напряжении на рабочем конденсаторе (10-15 кВ).
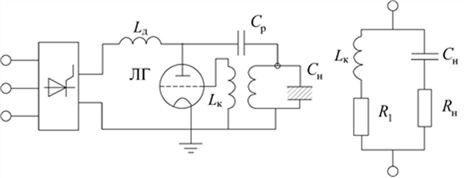
Рис. 1.17. Схема высокочастотного генератора для диэлектрического нагрева (а) и эквивалентная схема нагрузки (б): Lд — индуктивность дросселя, защищающего выпрямитель от высокой частоты; ЛГ — ламповый генератор; Ср — разделительный конденсатор; Сн — емкость нагревательного конденсатора; Lк — индуктивность колебательного контура; R1 — активное сопротивление индуктивной катушки и соединительных проводов; Rн — активное сопротивление нагрузки
Коротковолновые установки используют для нагрева материалов со средним значением фактора потерь. Коэффициент полезного действия таких установок составляет 0,4-0,55. Мощность генератора достигает нескольких десятков киловатт, объем одновременно нагреваемого материала небольшой. Удельная мощность р0 = 1-100 Вт/см3. Сушка с испарением длится в течение нескольких часов, без испарения — доли часа. Данные установки удобны при работе с воздушным зазором и для осуществления методического нагрева.
Установки метрового диапазона имеют КПД 0,3-0,4. Они применяются для нагрева материалов с малым значением электрических потерь и могут работать с воздушным зазором. Объем рабочей камеры составляет р0 = 0,1-3 кВт/см3, время нагрева — секунды.
Для установок сверхвысокой частоты необходима соизмеримость геометрических размеров колебательных систем с длиной волны используемых колебаний. Колебательная система автогенератора объединена с генераторной лампой в один вакуумированный блок. Нагрев в электромагнитном поле обеспечивается электромагнитным лучом в волноводе. При нагреве тело находится под воздействием электромагнитного луча рупорной антенны, которой заканчивается волновод. Нагрев в волноводе обеспечивается бегущей волной и предназначен для термообработки листовых материалов, жгутов, лент, жидкостей (рис. 1.18). В объемных резонаторах нагревают изделия произвольной формы.
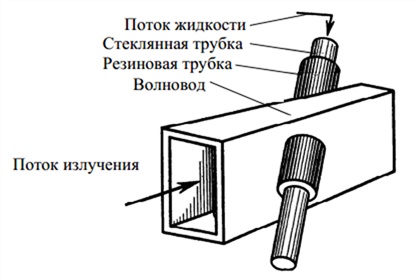
Рис. 1.18. Схема технологического узла установок диэлектрического нагрева
В установках СВЧ-нагрева напряженность электрического поля меньше, чем в установках метрового диапазона, что уменьшает опасность электрического пробоя. В данных установках нагревают материалы с низким значением фактора потерь — это продукты, слоистые материалы, медицинские препараты и т. д.
1.3. Электроснабжение установок индукционного и диэлектрического нагрева
Индукционная нагревательная или плавильная установка включает следующие элементы: источник питания; согласующее устройство (согласующий трансформатор, автотрансформатор); конденсаторную батарею для компенсации реактивной мощности; индуктор установки; сеть, связывающую источник питания с индуктором; аппаратуру защиты, регулирования и автоматического управления; механизмы подачи и перемещения нагреваемого материала.
По частоте тока индукционные установки нагрева делят на установки промышленной, повышенной и высокой частоты.
Установки канальных и тигельных печей большой и средней мощности имеют промышленную частоту 50 Гц. Питание их осуществляют от сетей внутризаводского электроснабжения напряжением 220, 380 или 660 В. Установки большой мощности питаются от сетей напряжением 6-10 кВ через высоковольтные печные подстанции.
Эксплуатация канальных индукционных печей регулировки не требует: так как температура жидкого металла в их каналах мала, электрические параметры печи меняются незначительно. Если же в одной и той же печи расплавляются разные металлы или сплавы, то требуется регулировка напряжения на зажимах печи в широких пределах. Тогда печи подключают к сети через специальные печные трансформаторы или автотрансформаторы с секционированными обмотками.
Рассматривая индивидуальное или групповое питание печей, следует отметить, что каждое имеет свои преимущества и недостатки. Так, недостатком группового питания является отсутствие индивидуальной подстройки режима каждой печи при выходе из строя печного трансформатора, что (хотя случается очень редко) ведет к прекращению работы целой группы печей. Однако групповое питание обеспечивает более высокий КПД установки и простоту ее обслуживания.
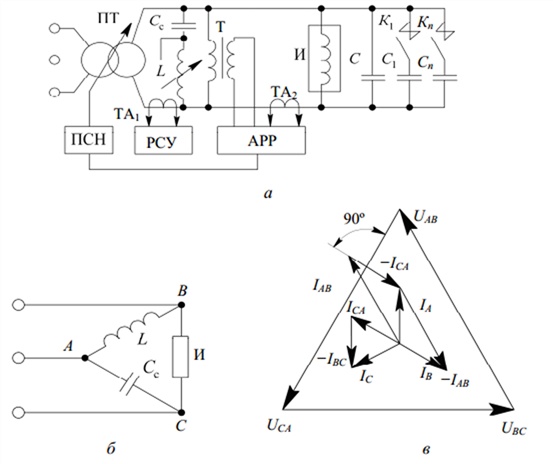
Рис. 1.19. Схема включения индукционной печи через симметрирующее устройство (а), схема включения однофазной нагрузки в трехфазную сеть (б) и векторная диаграмма токов и напряжений (в): ПТ — печной трансформатор; ПСН — переключатель ступеней напряжений; Сс — симметрирующая емкость; L — реактор симметрирующего устройства; Т — трансформатор напряжения; С1-Сn — компенсирующая конденсаторная батарея; И — индуктор печи; РСУ — регулятор симметрирующего устройства; АРР — автоматический регулятор режима; К1-Кn — контакторы управления конденсаторной батареи С1-Сn; ТА1, ТА2 — трансформаторы тока; А, В, С – фазы
Питание однофазных индукционных установок промышленной частоты большой мощности от трехфазной сети не всегда возможно, поскольку ведет к неравномерной загрузке фаз по току, что отрицательно сказывается на работе других электроприемников, подключенных к этой питающей системе: несимметрия токов вызывает несимметрию напряжений (рис. 1.19).
Источники питания повышенной частоты.
Индукционные установки повышенной частоты питаются от специальных агрегатов, после преобразования трехфазного тока промышленной частоты в однофазный ток повышенной частоты. Такими агрегатами являются машинные генераторы, статические умножители и тиристорные преобразователи частоты.
В схемах машинных преобразователей частоты индукционного типа магнитная индукция В в любой точке воздушного зазора между ротором и статором изменяется по величине, не изменяя своего направления. Пульсирующий магнитный поток статора создается с помощью вращающегося ротора, имеющего зубчатую поверхность.
Рабочая обмотка переменного тока индукторного генератора укладывается в пазы статора. На нем также располагается питаемая от обособленного источника постоянного тока обмотка возбуждения. С ее помощью создается магнитное поле, силовые линии которого направлены нормально по отношению к зазору. Число зубцов статора в 2 раза больше числа зубцов ротора. При вращении ротора его зубцы создают пульсации магнитной индукции в зазоре. Их частота и частота тока в рабочей обмотке прямо пропорциональны числу зубцов ротора и частоте его вращения. В производстве применяют машинные генераторы с рабочей частотой 0,5-10 кГц.
С появлением трансформаторной стали с малыми потерями и кривой намагничивания, близкой к прямоугольной, стало возможным создание статических умножителей частоты. Принцип получения более высоких частот таким методом обоснован следующим образом. Когда катушка с железным сердечником питается синусоидальным напряжением, то с увеличением магнитного потока вследствие насыщения сердечника форма тока все больше искажается, что вызывает нечетные гармоники. При соединении трех таких катушек в трехфазную систему это дает возможность получения тока утроенной частоты, так как основная волна погашается, а результирующая третьих гармоник в 3 раза больше, чем в каждой из фаз.
Тиристорные преобразователи частоты.
В отличие от машинных генераторов тиристорные преобразователи частоты имеют следующие преимущества: значительно меньшую массу на единицу мощности; лучшую работоспособность при частичных и полных нагрузках; возможность плавного изменения частоты в зависимости от режима работы.
Принципиальная схема силовой цепи тиристорного преобразователя частоты представлена на рис. 1.20. Выпрямительный блок II — это трехфазный мостовой управляемый выпрямитель, преобразующий переменный ток промышленной частоты в постоянный.
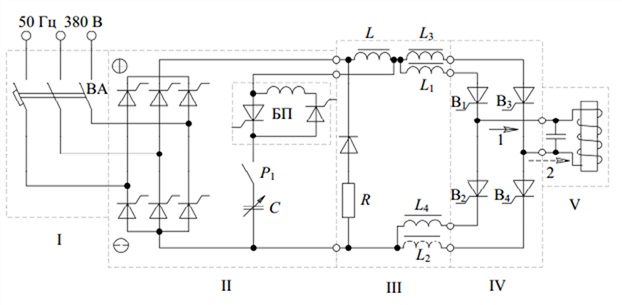
Рис. 1.20. Схема силовой цепи тиристорного преобразователя частоты: I — шкаф ввода питания; II — выпрямитель; III — блок реакторов; IV — инвертор; V — нагрузка; L, L1-L4 — сглаживающие реакторы; БП — блок пуска; ВА — выключатель автоматический; С — емкость; R — резистор; Р1 — контактор; B1—В4 — вентили; 1, 2 — направление рабочего тока
Блок дросселей (реакторов) III предназначен для сглаживания выпрямленного тока, инвертор IV преобразует постоянный ток в однофазный переменный повышенной частоты. В данном решении применен двухтактный инвертор, действие которого основано на поочередном отпирании вентилей моста, в результате чего в нагрузке V будет проходить переменный ток, частота которого равна частоте коммутации управляемых вентилей инвертора. Так, при открывании вентилей В1—В2 ток через нагрузку протекает в направлении 1, а при открывании вентилей В3-В4 — в направлении 2. Блок пуска БП обеспечивает запуск преобразователя в работу.
Данный источник питания является преобразователем с явно выраженным звеном постоянного тока, в нем одна группа вентилей работает в режиме выпрямления, а другая — в режиме инвертирования. Преобразователи, в которых одни и те же вентили участвуют и в инвертировании, и в выпрямлении, называют преобразователями с неявно выраженным, или открытым, звеном постоянного тока. Тиристорные преобразователи частоты производят на частоты от 0,5 до 10 кГц.
Источниками питания для индукционного нагрева на высоких частотах (50-11 000 кГц) служат ламповые генераторы. Питание генераторных ламп постоянным током существенно повышает экономические показатели установки. Питание током промышленной частоты обеспечивают только в установках малой мощности. Генераторы мощностью выше 20 кВт изготовляют в виде четырех отдельных блоков. Силовой трансформатор повышает напряжение внутризаводской сети до 6 0009 000 В, выпрямитель, собранный на тиратронах, преобразует переменный ток в постоянный напряжением до 9 000-15 000 В. Генераторный блок может состоять из одной или нескольких трехэлектродных ламп. Он преобразует постоянный ток в ток высокой частоты. Нагрузочный блок имеет трансформатор с индуктором и конденсатором.
Ламповые генераторы высокой частоты изготавливают с независимым возбуждением и с самовозбуждением (автогенераторы). В отличие от генератора с независимым возбуждением в автогенераторе напряжение возбуждения на лампу подается не от постороннего источника, а от своей системы колебательных контуров через обратную связь. В индукционных установках обычно применяют генераторы с самовозбуждением. Поэтому в его схему входят элементы, обеспечивающие возбуждение генератора и управление его работой, а также блок согласования нагрузки с возможностями лампового генератора.
В схеме обратной сеточной связи имеются конденсаторы, резисторы и катушки связи, которые подают напряжение обратной связи на сетку генераторной лампы. Генератор включает также в свой блок катушки регулирования мощности в нагрузке, стабилизаторы напряжения накала и регулятор анодного напряжения, контрольно-измерительную, коммутационную аппаратуру и измерительные приборы.
В случае высокочастотного нагрева диэлектриков используются ламповые генераторы на более высокие частоты (5-300 МГц). Они состоят в основном из тех же узлов, что и генераторы для индукционного нагрева электропроводящих материалов, но, в отличие от последних, нагрузкой в них является рабочий конденсатор, в котором размещается нагреваемый материал. Так как в процессе нагрева емкость Сн (рис. 1.17, б) и активное сопротивление RH изменяются, то меняются эквивалентное сопротивление контура и режим работы генератора.
Для сохранения диапазона частот генератора неизменным во время нагрева материала нужно поддерживать постоянным эквивалентное сопротивление нагрузки, что достигается специальным регулированием. Разработаны различные варианты схем колебательной системы с обеспечением самовозбуждения, их выбор определяется необходимой частотой автоколебаний и условиями ее стабильности.
В одноконтурных схемах для генерирования колебаний с частотой до 1 МГц, как правило, применяется трансформаторная или автотрансформаторная связь.
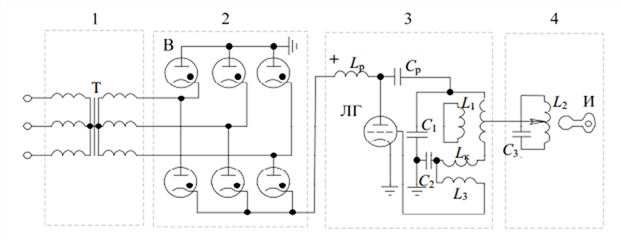
Рис. 1.21. Схема лампового генератора: 1 — блок питания; 2 — выпрямительный блок; 3 — блок генератора; 4 — нагрузочный блок; Т — силовой трансформатор; В — вентили; Lp — разделительная индуктивность; Ср — разделительная емкость; С1—С3 — емкости колебательного и нагрузочного контуров; LK — короткозамкнутая катушка индуктивности; L1, L2 — индуктивности контуров связи и нагрузочного; L3 — катушка связи; И — индуктор; ЛГ — лампа генераторная
Используемые многоконтурные схемы автогенераторов дают возможность плавно и в широких пределах изменять эквивалентное сопротивление контура практически без снижения его КПД. При этом необходимо учитывать, что они имеют несколько резонансных частот, которые могут вызвать переход генератора с одной частоты на другую, в связи с чем необходимо осуществлять обратную связь от вторичного контура с индуктивной связью между контурами. Плавное изменение сопротивления нагрузки обеспечивается перемещением короткозамкнутой индуктивной катушки (рис. 1.21).
Промышленные установки для диэлектрического нагрева выпускают с унифицированными узлами, с возможностью для совместной работы с различным оборудованием, например прессовым и т. п.
Установки для нагрева материалов, свойства которых изменяются в процессе термообработки, или для включения их в конвейерные линии выпускают без технологических узлов, затем их дорабатывают на месте под конкретно обрабатываемый материал и режимы обработки.
Магнетроны.
В установках СВЧ-нагрева источниками концентрированного электромагнитного излучения являются магнетроны. На рис. 1.22 приведена принципиальная схема многорезонаторного магнетрона. Анодный блок магнетрона 1 — это массивный медный цилиндр с центральным сквозным отверстием и симметрично расположенными сквозными полостями 2, которые служат объемными резонаторами.
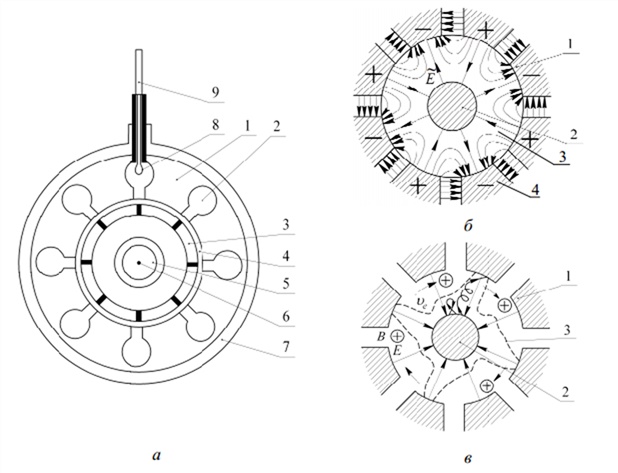
Рис. 1.22. Принципиальная схема многорезонаторного магнетрона: а – схема многорезонаторного магнетрона: 1 — анодный блок с восемью резонаторами типа «щель-отверстие»; 2 — резонатор; 3 — ламель анода; 4 — связка в виде кольца (второе такое же кольцо расположено на другом конце анодного блока); 5 — катод; 6 — вывод подогрева катода; 7 — радиатор; 8 — петля связи для вывода СВЧ-энергии; 9 — стержень вывода СВЧ-энергии для присоединения к коаксиальной линии; б — распределение высокочастотного электрического поля при колебаниях π-вида; в — форма электронного облака при колебаниях π-вида; 1 — заземляющая система (анод); 2 — катод; 3 — граница электронного облака;4 — форма траектории электронов; Е — силовая линия постоянного электрического поля; E — силовые линии электрического СВЧ-поля; В — силовые линии индукции магнитного поля; Vе — скорость переносного движения электронов
Каждый резонатор соединен щелью с центральным отверстием, в котором расположен катод 5. Резонаторы создают кольцевую колебательную систему, имеющую несколько резонансных частот. При данных частотах на кольцевой колебательной системе укладывается от 1 до N/2 (N — число резонаторов) стоячих волн. Оптимальным является вид колебаний, при котором число полуволн равно числу резонаторов, — л-вид колебаний (названный так потому, что напряжения на двух соседних резонаторах сдвинуты по фазе на п). Для стабильной работы магнетрона необходимо, чтобы ближайшая резонансная частота колебаний системы значительно отличалась от рабочей частоты.
В магнетронах, имеющих одинаковые резонаторы, эта разность несущественна. Ее увеличение возможно введением связок в виде металлических колец 4 (рис. 1.22, а), одно из которых соединяет все четные, а другое — все нечетные ламели анода 3, или использованием разнорезонаторной колебательной системы (четные резонаторы — с одними размерами, нечетные — с другими). В магнетронах движение электронов осуществляется в скрещенных постоянных электрическом и магнитном полях и в электромагнитном СВЧ-поле (300 МГц — 300 ГГц). Постоянное электрическое поле создается между анодом 1 и катодом 2 (рис. 1.22, б, в), а постоянное магнитное поле перпендикулярно силовым линиям электрического поля и направлению движения электронов (вдоль оси катода). Под действием магнитного поля электроны меняют направление движения, их радиальная скорость переходит в тангенциальную, перпендикулярную радиальной. При этом доля электрического СВЧ-поля проникает через щели резонаторов в пространство «анод — катод». При перемещении в тангенциальном направлении электроны тормозятся тангенциальной составляющей СВЧ-поля, вследствие чего их энергия, полученная от источника постоянного напряжения, преобразуется в энергию СВЧ-колебаний. Поле сверхвысоких частот дважды за период колебаний меняет свое направление. Для непрерывного торможения электронов необходимо, чтобы они от одного резонатора к соседнему перемещались за полпериода в тангенциальном направлении. Это условие является основным принципом работы многорезонаторного магнетрона. Попадающие в ускоряющее СВЧ- поле электроны преумножают свою кинетическую энергию и выпадают из синхронизма. Они могут возвращаться на катод или попадать в тормозящее СВЧ-поле и снова входить в синхронизм, при условии, что ближайшая резонансная частота колебаний системы будет значительно отличаться от рабочей частоты.
Оборудование индукционное или диэлектрическое нагревательное что это
Установки ДН подразделяют на два вида: собственно установки ДН, работающие на высокой частоте (ВЧ-установки – частота 66 кГц – 100 Мгц), и установки сверхвысокочастотного нагрева (СВЧ-нагрев — частота 1000 МГц и выше).
Одним из условий равномерного нагрева по всему объему однородного материала является превышение глубины проникновения электромагнитной волны в материал под его толщиной. Глубина проникновения (см) определяет расстояние, на котором напряженность электрического поля ослабевает в раз относительно ее значения на поверхности:
В комплект установок ДН входят высокочастотный генератор; система защиты и сигнализации; технологический узел.

Рис. 4.9. Схема высокочастотного генератора для диэлектрического
нагрева (а) и эквивалентная схема нагрузки (б):
– индуктивность дросселя, защищающего выпрямитель от высокой частоты; — ламповый генератор; – разделительный конденсатор; – емкость нагревательного конденсатора; – индуктивность колебательного контура; – активное сопротивление индуктивной катушки и соединительных проводов
Принципиальная схема высокочастотного генератора на триоде и его эквивалентная схема нагрузки показаны на рис. 4.9. Технологический узел-конденсатор с нагреваемым материалом – включен в колебательный контур. Полное активное сопротивление контура: . Если оно незначительно: , то частоту генератора с достаточной точностью определяют по условию резонанса контура без потерь: или .
Эквивалентное сопротивление контура с учетом потерь:
где – отношение реактивного и активного сопротивлений, т. е. добротность контура.
Выходная мощность генератора (Вт)
где – объем конденсатора, м 3 ; – КПД колебательного контура.
Конструкция технологического узла определяется в основном родом и видом нагреваемого материала. Различные схемы осуществления технологических узлов установок ДН показаны на рис. 4.10.

Рис. 4.10. Схемы технологических узлов установок
Схемы технологических узлов для нагрева и сушки крупногабаритных изделий и порошкообразных материалов показаны на рис. 4.10, а, б. При ДН температура внутри нагреваемого материала выше, чем в поверхностных слоях, с которых происходит удаление влаги. Совместное влияние градиентов давления, влагосодержания и температуры способствует высокой производительности сушки с использованием высокочастотного нагрева.
На рис. 4.10, в показана схема технологического узла для изготовления изделий из пенопласта. При формировании различных видов изделий исходное сырье помещается в формы, рабочие полости которых повторяют конфигурацию изделия.
Установки ДН по рабочим частотам условно подразделяют на установки средневолнового (f=0,3 3,0 МГц), коротковолнового (f=3 30 МГц) и метрового (f=30 300 МГц) диапазонов.
Особенностью установок сверхвысокой частоты является соизмеримость геометрических размеров колебательных систем с длиной волны используемых колебаний. Нагрев в волноводе осуществляется бегущей волной и применяется при термообработке листовых материалов, жгутов, лент, жидкостей (рис. 4.10, г).
4.6. Источники питания установок индукционного и
Индукционная установка состоит из: источника питания, согласующего трансформатора или автотрансформатора, конденсаторной батареи для компенсации реактивной мощности установки; индуктора нагревательной или плавильной установки; аппаратуры защиты, регулирования и автоматического управления, соответствующих механизмов.
По частоте потребляемого тока индукционные установки подразделяют на установки промышленной, повышенной и высокой частоты.
Подключение однофазных индукционных нагревательных установок промышленной частоты большой мощности к трехфазной сети вызывает неравномерную загрузку фаз по току, несимметрию напряжений что неблагоприятно сказывается на работе потребителя, подключенных к сети.
На рис. 4.11 показаны схема подключения индукционной печи в трехфазную сеть с помощью симметрирующего устройства и векторная диаграмма токов и напряжений. Предполагается, что колебательный контур индукционной установки полностью скомпенсирован и представляет собой чисто активную нагрузку.
Как следует из векторной диаграммы, ; ; . Чтобы обеспечить симметрию токов, необходимо соблюсти условие .

Рис. 4.11. Схема включения индукционной печи через симметрирующее устройство (а), схема включения однофазной нагрузки в трехфазную сеть (б) и векторная диаграмма токов и напряжений (в): ПСН – переключатель ступеней напряжений; Сс – симметрирующая емкость; L – реактор симметрирующего устройства; С—Сn – компенсирующая конденсаторная батарея; И – индуктор печи; АРИС – регулятор симметрирующего устройства; АРИР – регулятор режима; К—Кn –контакторы управления конденсаторной батареи С—Сn; ТТ(1), ТТ(2) – трансформаторы тока.
При напряжении сети UC и токе нагрузки , где – активная мощность нагрузки, .
Токи индуктивной и емкостной ветвей балансирующего устройства соответственно .
Индукционные установки повышенной частоты питаются от специальных агрегатов, предназначенных для преобразования трехфазного тока промышленной частоты в однофазный ток повышенной частоты. Такими устройствами являются машинные генераторы, статические умножители и тиристорные преобразователи частоты.
В промышленности применяются машинные преобразователи с рабочей частотой 0,5-10 кГц.
Принципиальная схема силовой цепи тиристорного преобразователя частоты показана на рис. 4.12. Выпрямительный блок II представляет собой трехфазный мостовой управляемый выпрямитель, преобразующий переменный ток промышленной частоты в постоянный ток, блок дросселей (реакторов) III осуществляет сглаживание выпрямленного тока, инвертор IV преобразует постоянный ток в однофазный переменный повышенной частоты. Принцип действия примененного двухтактного инвертора основан на поочередном отпирании вентилей моста, в результате чего в нагрузке V будет проходить переменный ток, частота которого равна частоте коммутации управляемых вентилей инвертора. При открывании пары вентилей ток через нагрузку протекает в направлении 1, а при открывании вентилей – в направлении 2. Блок пуска БП обеспечивает запуск преобразователя. Тиристорные преобразователи частоты выпускаются на частоты 0,5-10 кГц.

Рис. 4.12. Схема силовой цепи тиристорного преобразователя частоты:
I – шкаф ввода питания; II – выпрямитель; III – блок реакторов; IV – инвертор; V – нагрузка; L – сглаживаемый реактор; БП – блок пуска; ВА – выключатель автоматический; С – емкость; R – резистор; Р – контактор
Магнетроны. В установках СВЧ-нагрева источниками концентрированного электромагнитного излучения служат магнетроны (рис. 4.13). Анодный блок магнетрона 1 представляет собой медный цилиндр с центральным круглым сквозным отверстием и сквозными полостями 2 (8-40), являющимися объемными резонаторами. Резонаторы соединены щелью с центральным отверстием. Они образуют кольцевую колебательную систему. Для стабильной работы магнетрона необходимо, чтобы ближайшая резонансная частота колебаний системы значительно отличалась от рабочей частоты.
Часть электрического СВЧ-поля (300 МГц-300 ГГц) проникает через щели резонаторов в пространство анод – катод.

Рис. 4.13. Принципиальная схема многорезонаторного магнетрона:
1 – анодный блок с восемью резонаторами типа «щель – отверстие»; 2 – резонатор; 3 – ламель анода; 4 – связка в виде кольца (второе такое же кольцо расположено на другом конце анодного блока); 5 – катод; 6 – вывод подогрева катода; 7 – радиатор; 8 – пегля связи для вывода СВЧ-энергии; 9 – стержень вывода СВЧ-энергии для присоединения к коаксиальной линии;
Индукционный и диэлектрический нагрев
Принцип индукционного нагрева проводящих тел проводников как первого, так и второго рода базируется на поглощении ими электромагнитной энергии при возникновении в нагреваемом теле наведенных вихревых токов по закону Джоуля — Ленца. Первичная обмотка трансформатора является индуктором переменного магнитного поля по отношению к нагреваемому телу. Нагреваемое тело является вторичной обмоткой трансформатора, имеющей один короткозамкнутый виток (рис. 8.19).

Магнитный поток 2, создаваемый первичной обмоткой — индуктором 7, пропорционален его МДС и обратно пропорционален сопротивлению магнитной цепи. Возникающая в нагреваемом теле электродвижущая сила (ЭДС)
где Ф — магнитный поток; w — число витков в катушке;/- частота, Гц.

При известном значении сопротивления г нагреваемого тела ЭДС обеспечивает возникновение в нем вихревого тока / и выделение соответствующей мощности:
где z — полное сопротивление, Ом.
Индукционный нагрев представляет собой прямой нагрев сопротивлением, включение же нагреваемого тела в цепь вихревого тока осуществляется за счет магнитной связи.

Рис. 8.19. Принципиальная схема индукционного нагрева: 1 — индуктор; 2 — магнитный поток в нагреваемом теле; 3 — нагреваемое тело; 4 — наведенный ток; 5 — воздушный зазор; б — глубина прогрева
Такой нагрев обладает всеми преимуществами прямого нагрева сопротивлением: высокая скорость нагрева, неограниченный уровень достигаемых температур, достаточных для нагрева металлов, плавления металлов и неметаллов, перегрева, расплава, испарения материалов и получения плазмы.
Процесс выделения мощности при индукционном нагреве имеет большую скорость, легко может быть автоматизирован и проводится практически в любой среде.
Глубина зоны циркуляции вихревых токов и, следовательно, зоны выделения энергии зависит не только от времени действия электромагнитного поля, но и от частоты тока индуктора (увеличивается при низких частотах и уменьшается с повышением частоты). Эффективность передачи энергии от индуктора к нагреваемому току зависит также от величины зазора между ними и повышается при его уменьшении. Как и нагрев сопротивлением, индукционный нагрев дает высокую производительность и комфортные условия труда, однако для него требуются более сложные источники питания и повышенный удельный расход электроэнергии.
Схемное решение индукционного нагрева предусматривает наличие индуктора, зазора и нагреваемого тела. Эти элементы определяют эффективность преобразования электрической энергии в тепловую.
Индуктор создает переменный во времени магнитный поток, т. е. электромагнитную волну, падающую на нагреваемое тело, в котором наводит вихревые токи. Конструкции индукторов разнообразны: цилиндрическая, плоская, фасонная. Индукторы изготовляются из меди (немагнитного металла) и охлаждаются водой. Как правило, индукторы имеют много изолированных друг от друга витков. При выполнении нагревательных операций индуктор может находиться как снаружи нагреваемого тела, так и внутри его. В последнем случае внутри индуктора помещают сердечник из листовой трансформаторной стали. Наиболее распространенным является внешнее расположение индуктора.
При нагреве до высоких температур происходит изменение удельного сопротивления р, в этом случае необходимо регулирование напряженности магнитного поля или частоты.
Коэффициент полезного действия системы «индуктор — металлический цилиндр» определяется из соотношения полезной активной мощности /Vo, выделяющейся в металле на единицу длины, и активных потерь мощности в индукторе на 1 м его длины /Vo-

Значение КПД при индукционном нагреве составляет 0,70-0,88. Для получения более высоких КПД частота тока при уменьшении диаметра цилиндра должна повышаться до определенного предела, далее КПД остается неизменным. Потери энергии в зазоре снижают КПД. Эффективность нагрева тем выше, чем меньше соотношение ри/(рр), где ри — удельное сопротивление материала индуктора, Ом/мм 2 ; р — удельное сопротивление нагреваемого металла, Ом/мм 2 ; р — относительная магнитная проницаемость металла, поэтому индукционный нагрев сплошных металлических цилиндров из меди или алюминия неэкономичен.
При расчетах коэффициента мощности системы индукционного нагрева необходимо учитывать как активные, так и реактивные мощности, выделяющиеся в нагреваемом теле, в индукторе и в зазоре. Чем больше зазор между индуктором и нагреваемым цилиндром, тем больше реактивная мощность /Vo и тем ниж е коэффициент мощности системы cos ф. Магнитное поле, выходя из индуктора, встречает поверхность нагреваемого тела, в которой сразу начинается выделение тепла. По мере продвижения вглубь тела его нагрев уменьшается. В связи с этим индукционный нагрев по своей природе является поверхностным, поток энергии на глубине Аэ меньше потока на поверхности в в 2 раз и составляет 0,136Р0, где Р0 — поток энергии на поверхности.
Установлено, что глубина нагрева тела увеличивается с ростом его удельного сопротивления и понижается с ростом частоты тока, что позволяет определить необходимую частоту тока для нагрева тела на заданную глубину. Для ферромагнитных материалов, когда с ростом температуры увеличивается р, а при достижении точки Кюри значение относительной магнитной проницаемости р падает от 50-100 до 1, глубина проникновения тока резко увеличивается, а поглощаемая мощность при этом снижается.
Наличие в системе «индуктор — нагреваемое тело» двух потоков магнитной энергии — прямого и встречного, вызванных наведенными токами, приводит к возникновению механической силы, действующей на каждый элемент нагреваемого тела, называемой электродинамической силой.
С точки зрения основ электротехники индуктор представляет собой, как правило, соленоид, имеющий один или несколько добавочных отводов от внутренних витков. Витковое напряжение (напряжение между смежными витками) изменяется в пределах от 20-175 до 400-600 В, а иногда и до 1 000 В. Ток индукторов же может составлять от сотен до нескольких тысяч ампер при средней плотности тока порядка 20 А/мм 2 . Потери энергии в индукторах велики и могут достигать 30 % полезной мощности установки. Так как индуктор находится под напряжением и охлаждается хладагентом, а изделие нагревается до высокой температуры, между индуктором и изделием создается зазор, влияние которого существенно сказывается на энергетических характеристиках установок. В этом зазоре помещается электрическая и огнеупорная изоляция. Нагреваемое тело может находиться в твердом (металлы), жидком (расплавы металлов и неметаллов) и плазменном состояниях, что позволяет применять индукционный нагрев в различных технологических процессах: плавка металлов и неметаллов; поверхностная закалка; нагрев заготовок под пластическую деформацию или термохимическую обработку; сварка и пайка; зонная очистка металлов и полупроводников, плавка во взвешенном состоянии; получение монокристаллов из тугоплавких оксидов; получение плазмы.
Диэлектрический нагрев
Диэлектрический нагрев — метод нагрева диэлектрических материалов переменным во времени электрическим полем. Если поле изменяется со сверхвысокой (СВЧ) частотой (в диапазоне 0,4 — 10 ГГц), то это СВЧ нагрев, если с частотой в диапазоне 10 — 100 кГц, то — ТВЧ нагрев (нагрев токами высокой частоты). ТВЧ нагрев диэлектриков проводят в конденсаторах, а СВЧ нагрев — в волноводах и объемных резонаторах. Т.к. глубина проникновения электромагнитного поля в диэлектрическую среду определяется частотой (чем выше частота, тем меньше глубина проникновения и наоборот), то на ТВЧ как правило глубина прогрева значительно больше, чем на СВЧ. Отличительной особенностью диэлектрического нагрева от нагрева кондуктивного (от греющей стенки) или конвективного (горячим потоком теплоносителя, воздухом например) является объемное тепловыделение в нагреваемой диэлектрической среде. Диэлектрический нагрев — объемный нагрев,однако не обязательно однородный. Если толщина прогреваемого слоя меньше глубины проникновения, то тепловыделение более однородно. При глубине проникновения меньшей, чем толщина прогреваемого слоя (что обычно характерно для СВЧ энергоподвода), то объемный нагрев не является однородным. Прогревается только слой, в который проникает электромагнитное поле. Более глубокие слои остаются непрогретыми.
Описание метода
Диэлектрический нагрев проводится следующим образом. Заготовка из диэлектрического материала (древесина, пластик, керамика) помещается между обкладками конденсатора. На конденсатор от специального мощного генератора подается напряжение высокой частоты (от 5 МГц и выше). Переменное электрическое поле между обкладками конденсатора вызывает поляризацию диэлектрика и появление тока смещения, который разогревает заготовку.
Преимущества
- Чистый бесконтактный метод, позволяющий проводить разогрев в вакууме, защитном газе и т.п.
- Высокая скорость разогрева.
- Выделение тепла идет во всем объеме заготовки, что важно для диэлектриков, обладающих плохой теплопроводностью.
Недостатки
- Сложность оборудования обычно более высока по сравнению с оборудованием для других методов нагрева. Ремонт и настройка требует квалифицированного персонала.
- Необходима электроэнергия, отсутствующая в полевых условиях.
Применение
- Сушка керамики, древесины (в т.ч. для производства музыкальных инструментов).
- Сварка пластмасс.
- Сушка клеевых швов.
- Разогрев почвы перед землеройными работами.
- Разогрев и приготовление пищи.
Установки диэлектрического нагрева
По сравнению с индукционным нагревом, применяемом для разогрева электропроводящих материалов переменным током частотой не более 30 МГц, диэлектрический нагрев проводится на более высоких частотах. В качестве генераторов применяются либо электронные генераторы на лампах (до 300 МГц), либо магнетроны (выше 300 МГц).
На полупроводниках установки диэлектрического нагрева не строятся, так как мощные транзисторы, работающие на высоких частотах, пока не разработаны.
В качестве обкладок конденсатора иногда применяют толстую фольгу, которую расстилают над и под заготовками.
См. также
Литература
- Высокочастотный нагрев диэлектриков и полупроводников, 2 изд., М. — Л., 1959.
- Высокочастотная электротермия. Справочник, М. — Л., 1965.
- Брицын Н. Л. Нагрев в электрическом поле высокой частоты, 3 изд., М. — Л., 1965.
- Бурак Я. И., Огирко И. В. Оптимальный нагрев цилиндрической оболочки с зависящими от температуры характеристиками материала // Мат. методы и физ.-мех. поля. — 1977. — Вып. 5. — С.26-30
- Электротехника
- Электроника
- Теплотехника
Wikimedia Foundation . 2010 .
Полезное
Смотреть что такое «Диэлектрический нагрев» в других словарях:
диэлектрический нагрев — Электронагрев неэлектропроводящей загрузки токами смещения при поляризации. [ГОСТ 16382 87] Тематики электротермическое оборудование EN dielectric heating DE dielektrische Erwärmung FR chauffage (par histérésis) diélectrique … Справочник технического переводчика
диэлектрический нагрев — dielektrinis kaitinimas statusas T sritis fizika atitikmenys: angl. dielectric heating vok. Dielektrikerhitzung, f; dielektrische Erhitzung, f; dielektrische Heizung, f rus. диэлектрический нагрев, m pranc. chauffage diélectrique, m … Fizikos terminų žodynas
Диэлектрический нагрев — 15. Диэлектрический нагрев D. Dielektrische Erwarmung E. Dielectric heating F. Chauffage (par histeresis) dielectrique Электронагрев неэлектропроводящей загрузки токами смещения при поляризации Источник: ГОСТ 16382 87: Оборудование… … Словарь-справочник терминов нормативно-технической документации
Диэлектрический нагрев — нагрев диэлектриков в переменном электрическом поле. При наложении переменного электрического поля в диэлектриках появляется ток смещения, вызванный их поляризацией, и ток проводимости, обусловленный наличием в диэлектрике свободных… … Большая советская энциклопедия
Нагрев — Нагрев искусственный либо естественный процесс повышения температуры материала/тела, либо за счёт внутренней энергии, либо за счёт подведения к нему энергии извне. Для подведения энергии извне используется специальное устройство … … Википедия
Индукционный нагрев — нагрев токопроводящих тел за счёт возбуждения в них электрических токов переменным электромагнитным полем. Мощность, выделяющаяся в проводнике при И. н., зависит от размеров и физических свойств проводника (удельного электрического… … Большая советская энциклопедия
Высокочастотный нагрев — нагрев токами высокой частоты (свыше 10 кгц); см. Диэлектрический нагрев, Индукционный нагрев … Большая советская энциклопедия
Индукционный нагрев — (Induction Heating) метод бесконтактного нагрева токами высокой частоты (англ. RFH radio frequency heating, нагрев волнами радиочастотного диапазона) электропроводящих материалов. Содержание 1 Описание метода 2 Применение … Википедия
ГОСТ 16382-87: Оборудование электротермическое. Термины и определения — Терминология ГОСТ 16382 87: Оборудование электротермическое. Термины и определения оригинал документа: 86. Аккумулированная энергия электропечи Тепловая энергия, аккумулированная незагруженной электропечью при разогреве ее от температуры… … Словарь-справочник терминов нормативно-технической документации
Электротермия — (от Электро. и греч. thérme жар, тепло) прикладная наука о процессах преобразования электрической энергии в тепловую; отрасль электротехники, осуществляющая проектирование, изготовление и эксплуатацию электротермических установок;… … Большая советская энциклопедия
Установки индукционного и диэлектрического нагрева
7.5.50. Оборудование установок индукционных и диэлектрического нагрева с
трансформаторами, двигатель-генераторами, тиристорными и ионными преобразователями
или ламповыми генераторами и конденсаторами устанавливается, как правило, в отдельных
помещениях или, в обоснованных случаях, непосредственно в цехе в технологическом
потоке производства категорий Г и Д по строительным нормам и правилам; строительные
конструкции указанных отдельных помещений должны иметь пределы огнестойкости не
ниже значений, приведенных в 7.5.22 для внутрицеховых печных (в том числе
преобразовательных) подстанций при количестве масла в них менее 10 т.
к оглавлению ↑ 7.5.51. Для улучшения использования трансформаторов и преобразователей в контурах
индукторов должны устанавливаться конденсаторные батареи. Для облегчения настройки в
резонанс конденсаторные батареи в установках со стабилизируемой частотой, как правило,
следует разделять на две части — постоянно включенную и регулируемую.
7.5.52. Взаимное расположение элементов установок, как правило, должно обеспечивать
наименьшую длину токопроводов резонансных контуров в целях уменьшения активного и
индуктивного сопротивлений.
7.5.53. Для цепей повышенно-средней частоты, как указано в 7.5.33, рекомендуется
применять коаксиальные кабели и токопроводы. Применение кабелей со стальной броней и
проводов в стальных трубах для цепей с повышенно-средней частотой до 10 кГц допускается
только при обязательном использовании жил одного кабеля или проводов в одной трубе для
прямого и обратного направлений тока. Применение кабелей со стальной броней (за
исключением специальных кабелей) и проводов в стальных трубах для цепей частотой более
10 кГц не допускается.
Кабели со стальной броней и провода в стальных трубах, применяемые в электрических
цепях промышленной, повышенно-средней или пониженной частоты, должны
прокладываться так, чтобы броня и трубы не нагревались от внешнего электромагнитного
поля.
к оглавлению ↑ 7.5.54. Для защиты установок от повреждений при «проедании» тигля индукционных
печей (любой частоты) и при нарушении изоляции сетей повышенно-средней, высокой или
сверхвысокой частоты относительно корпуса (земли) рекомендуется устройство
электрической защиты с действием на сигнал или отключение.
7.5.55. Двигатель-генераторы установок частотой 8 кГц и более должны снабжаться
ограничителями холостого хода, отключающими возбуждение генератора во время
длительных пауз между рабочими циклами, когда останов двигатель-генераторов
нецелесообразен.
Для улучшения загрузки по времени генераторов повышенно-средней и высокой частоты
рекомендуется применять режим «ожидания» там, где это допускается по условиям
технологии.
к оглавлению ↑ 7.5.56. Установки индукционные и диэлектрического нагрева высокой частоты должны
иметь экранирующие устройства для ограничения уровня напряженности электромагнитного
поля на рабочих местах до значений, определяемых действующими санитарными нормами.
7.5.57. В сушильных камерах диэлектрического нагрева (высокочастотных сушильных
установок) с применением вертикальных сетчатых электродов сетки с обеих сторон
проходов должны быть заземлены.
7.5.58. Двери блоков установок индукционных и диэлектрического нагрева высокой
частоты должны быть снабжены блокировкой, при которой открывание двери возможно
лишь при отключении напряжения всех силовых цепей.
7.5.59. Ширина рабочих мест у щитов управления должна быть не менее 1,2 м, а у
нагревательных устройств, плавильных печей, нагревательных индукторов (при
индукционном нагреве) и рабочих конденсаторов (при диэлектрическом нагреве) — не менее
0,8 м.
7.5.60. Двигатель-генераторные преобразователи частоты, работающие с уровнем шума
выше 80 дБ, должны быть установлены в электромашинных помещениях, которые обеспечивают снижение шума до уровней, допускаемых действующими санитарными
нормами.
Для уменьшения вибрации двигатель-генераторов следует применять виброгасящие
устройства, обеспечивающие выполнение требования санитарных норм к уровню вибрации.
Похожие публикации:
- Как проверить элемент пельтье на работоспособность тестером
- Чем аккумуляторы отличаются от источников тока
- В чем отличие sn74hc14n от sn74ls14n
- До и свыше 1000 или выше 1000 как правильно
Оборудование индукционное или диэлектрическое нагревательное: что это?
В современном мире существует множество способов передачи тепла и нагрева различных материалов. Одними из наиболее эффективных и востребованных методов являются индукционное и диэлектрическое нагревательное оборудование. Оба этих способа основаны на использовании электромагнитных полей для генерации тепла, но имеют свои особенности и применяются в различных сферах промышленности и быта.
Индукционное нагревательное оборудование работает по принципу электромагнитной индукции. Оно состоит из генератора высокочастотного тока и индукционной катушки, которая создает переменное магнитное поле. Ток, проходящий через катушку, вызывает электромагнитный поток, который индуцирует электромагнитные токи в материале, который нужно нагреть. В результате этого материал нагревается очень быстро и эффективно. Индукционное нагревание может использоваться для нагрева металлов, а также для пайки, плавки и некоторых других промышленных процессов.
Диэлектрическое нагревательное оборудование использует электрические поля для нагрева материалов. Оно основано на том, что некоторые материалы обладают свойством диэлектрической потери, то есть они способны поглощать энергию электрического поля и превращать ее в тепло. Для диэлектрического нагревания используются специальные электроды, которые создают электрическое поле в рабочей зоне. Материал, находящийся в этой зоне, поглощает энергию поля и нагревается. Диэлектрическое нагревание широко применяется в пищевой и химической промышленности, а также в медицине и других отраслях.
Индукционное и диэлектрическое нагревательное оборудование: особенности и применение
Индукционное и диэлектрическое нагревательное оборудование представляют собой различные технологии, применяемые для нагрева различных материалов. Оба метода имеют свои особенности и обладают широким спектром применения.
Индукционное нагревательное оборудование основано на использовании электромагнитных полей для нагрева материалов. В процессе работы, электрический ток проходит через промышленную катушку, создавая переменное магнитное поле. Это поле воздействует на проводящие материалы и вызывает их нагрев. Одним из преимуществ индукционного нагревательного оборудования является высокая энергоэффективность и точность нагрева. Оно широко применяется в промышленности для нагрева металлических заготовок, пайки, плавки металла и других процессов, требующих мгновенного и равномерного нагрева.
Диэлектрическое нагревательное оборудование, с другой стороны, использует электрическое поле для нагрева диэлектрических материалов, таких как пластик, стекло или резина. В данном случае, электрическое поле находится внутри материала и приводит к его нагреву. Диэлектрическое нагревательное оборудование широко используется в пищевой промышленности для нагрева и пастеризации пищевых продуктов, а также в медицинских и лабораторных приспособлениях.
Независимо от выбранного метода, индукционное и диэлектрическое нагревательное оборудование обладают рядом преимуществ:
- Высокая скорость нагрева: оба метода обладают высокой производительностью и быстрым нагревом материалов.
- Экономичность: оба метода энергоэффективны и позволяют сократить расходы на электроэнергию.
- Точность нагрева: оба метода предоставляют точный контроль температуры нагрева материала.
- Безопасность: оба метода безопасны в использовании, поскольку не создают пламя или открытый огонь, что делает их применимыми в различных отраслях.
В целом, выбор между индукционным и диэлектрическим нагревательным оборудованием зависит от требований и потребностей конкретного процесса. Оба метода обладают своими преимуществами и нашли широкое применение в различных отраслях промышленности.
Индукционное нагревательное оборудование: принцип работы и преимущества
Принцип работы индукционного нагревательного оборудования основан на создании переменного магнитного поля. Под воздействием этого поля, в проводниках, расположенных рядом, возникают электрические токи. Именно эти токи и вызывают нагревание материала. Индукционное нагревательное оборудование обычно состоит из следующих основных компонентов: генератора высокой частоты, элемента нагрева – индуктора, промежуточного источника питания.
Индукционное нагревательное оборудование имеет ряд преимуществ по сравнению с другими типами нагревных систем:
- Эффективность: Индукционный нагрев является местным, что означает, что только нужная область нагревается, что способствует более быстрому и эффективному процессу нагрева.
- Производительность: Возможность контролировать интенсивность нагрева с высокой точностью позволяет достичь высокой производительности в процессе тепловой обработки материалов.
- Экологическая безопасность: Индукционное нагревательное оборудование работает без открытого огня, что делает его более безопасным и экологически чистым методом нагрева.
- Экономическая эффективность: Благодаря высокой энергоэффективности, гибкости и быстрому нагреву, индукционное нагревательное оборудование способствует снижению затрат на процесс нагрева и повышает экономическую эффективность.
Диэлектрическое нагревательное оборудование: назначение и особенности
Диэлектрическое нагревательное оборудование широко используется в различных отраслях промышленности для нагрева и обработки различных материалов. Главное преимущество такого оборудования заключается в его эффективности и универсальности, что позволяет применять его для различных целей.
Основное назначение диэлектрического нагревательного оборудования включает:
- Нагрев и термическую обработку пищевых продуктов и напитков в пищевой промышленности;
- Нагрев и обработку пластмасс и полимеров для формирования их различных свойств;
- Нагрев и обработку металлов и сплавов для улучшения их механических свойств;
- Нагрев и обработку веществ и материалов в медицинском и фармацевтическом производстве;
- Нагрев и сушку материалов в химической промышленности;
- Нагрев и обработку различных жидкостей и газов в энергетической отрасли.
Особенностью диэлектрического нагревательного оборудования является его способность генерировать тепловую энергию без контакта с нагреваемым материалом. Это достигается за счет использования электрического поля для нагрева диэлектрика, который в свою очередь передает тепло окружающему его материалу.
Преимущества использования диэлектрического нагревательного оборудования также включают:
- Высокая эффективность нагрева и минимальные потери энергии;
- Равномерное распределение тепла по всей поверхности нагреваемого материала;
- Быстрый нагрев и высокая производительность;
- Возможность точного контроля и регулировки температуры;
- Минимальный вред для окружающей среды и здоровья операторов в сравнении с другими видами нагрева.
Таким образом, диэлектрическое нагревательное оборудование является незаменимым инструментом для обработки различных материалов в промышленности, обеспечивая эффективность, точность и безопасность в процессе нагрева.