Пайка металлов. Способы, материалы, припои, флюсы для пайки металлов
Использование пайки известно с древнейших времен. В гробнице вавилонской царицы (III тыс . лет до н. э.), в засыпанной пеплом Везувия Помпее (79 г. до н.э.), во время других раскопок в Египте, Риме и Греции — всюду археологи находили паяные металлические изделия. Припои древних римлян церарий и аргентарий по своему химическому составу близки к существующим в настоящее время ПОС-30 и ПОС-50.
В истории использования пайки можно выделить три периода, которые связаны с развитием источников нагрева и особенностями применяемой техники. Первый период начался в бронзовом веке, когда человечество начало изготавливать изделия из бронзы и источником нагрева служило твердое топливо. Второй период (конец XIX ст.) характеризуется началом применения для нагрева электрической энергии. Третий период начался в 1930–1940-х годах и связан с созданием техники из новых металлов и их сплавов — циркония, вольфрама, алюминиевых, титановых, высокопрочных и жаропрочных сталей и сплавов. Это привело во второй половине ХХ ст. к разработке принципиально новых способов пайки. В настоящее время технические возможности пайки значительно расширились. Во многих случаях пайка является единственно возможной технологией неразъемного соединения новых материалов.
Пайка — процесс получения неразъемного соединения металлов, находящихся в твердом состоянии, расплавленным припоем. Припоем является материал с температурой плавления ниже температуры плавления паяемых материалов. При пайке (в отличие от сварки) плавится только присадочный сплав — припой, а между паяемым материалом и припоем протекает процесс взаимного растворения компонентов.
Требования, предъявляемые к паяному соединению и характеризующие условия его эксплуатации, определяются служебными свойствами изделия в целом: механическими свойствами, герметичностью, вакуум-плотностью, электросопротивлением, коррозионной стойкостью, стойкостью против термоударов, перегрузок и др.
В процессе пайки расплавленный припой вводится в зазор между нагретыми соединяемыми деталями. Припой смачивает поверхности деталей, растекается и заполняет зазор между ними. Взаимодействие припоя с материалом сопровождается растворением основного металла в жидком припое с образованием эвтектик и твердых растворов, взаимной диффузией компонентов припоя в сторону основного металла и компонентов основного металла в сторону припоя с последующей кристаллизацией жидкой прослойки.
Формирование прочного и надежного соединения зависит от химического состава взаимодействующих металлов, температуры и продолжительности пайки, определяющих физико-химические и диффузионные процессы, протекающие между припоем и основным металлом. Чем выше температура процесса и его длительность, тем больше степень взаимной диффузии между расплавленным припоем и основным металлом и тем выше механическая прочность соединяемых деталей. Кроме того, прочность пайки зависит от величины зазора между паяемыми деталями. Так, при малых зазорах улучшается затекание припоя под действием капиллярных сил, вследствие чего значение временного сопротивления паяного соединения больше значения временного сопротивления самого припоя.
Припой прочно соединяется с поверхностью изделия только тогда, когда хорошо смачивает ее. Для этого поверхность должна быть тщательно очищена от загрязнений. Кроме этого, для удаления пленок оксидов с поверхностей паяемого материала и припоя и для предотвращения их образования при пайке используют паяльные флюсы. Флюсы, кроме того, способствуют лучшему затеканию припоя в зазор между соединяемыми деталями и растеканию по их поверхности. Некоторые припои, содержащие эффективные раскислители (бор, кремний, барий, щелочные металлы
иудтр.) мог ные пленки.
сами выполнять роль флюсов, переводя в шлак оксидКачество паяных соединений зависит от правильного выбора способа пайки, используемых основных и вспомогательных материалов, технологического процесса пайки.
Способы пайки. Современные способы пайки принято классифицировать по следующим признакам: механизмам удаления оксидной пленки с поверхности паяемого материала, видам процессов образования припоя в зазоре, условиям заполнения зазора припоем, температурным и временным режимами кристаллизации паяного шва, температуре пайки и используемым источникам нагрева, наличию или отсутствию давления на паяемые деталив, роедмнеонности и очередности выполнения паяных соединений (рис. 3.76).
По механизмам удаления оксидной пленки способы пайки делятся на флюсовые и бесфлюсовые.
Флюсовая пайка — пайка с применением флюса. При этом флюс может также участвовать в образовании самого припоя путем выделения компонентов, плавящихся при пайке.
Бесфлюсовая пайка — пайка без применения флюса, когда удаление оксидных пленок осуществляется в восстановительной или инертной газовой среде, вакууме, а также за счет применения ультразвука.
В первом случае удаление оксидов происходит при высоких температурах за счет их восстановления или самопроизвольного распада (диссоциации), а при ультразвуковой пайке их разрушение осуществляется за счет ультразвуковых колебаний, создаваемых в расплавленном припое, наносимом на соединяемый металл специальным паяльником.
По видам процессов образования припоя в зазоре способы пайки подразделяются на пайку готовым припоем, контактно-реактивную и реактивно-флюсовую.
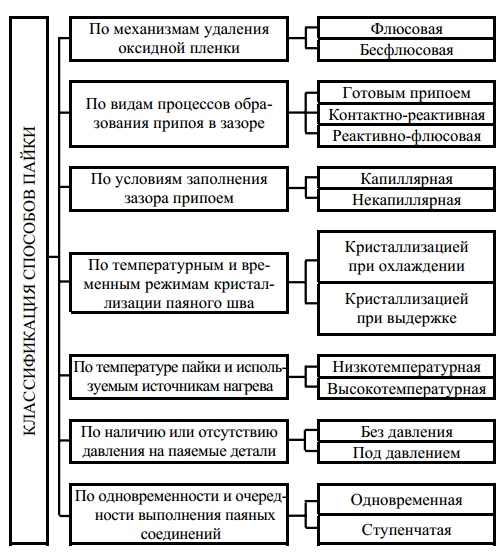
Рис. 3.76. Классификация способов пайки
Пайка готовым припоем — способ пайки, при котором используется заранее приготовленный припой. В качестве припоя может использоваться металлический (полностью расплавляемый) или композиционный припой. В композиционном припое помимо металлической основы содержится тугоплавкий наполнитель (порошки, волокна, сетки), который сам не плавится, а при плавлении металла припоя образует разветвленную сеть капилляров, удерживающих под действием капиллярных сил его жидкую часть в зазоре между соединяемыми деталями.
Контактно-реактивная пайка — способ пайки, при котором жидкий припой образуется в результате межфазного взаимодействия и последующего контактного плавления соединяемых материалов или соединяемых материалов и прослойки промежуточного металла. К этому способу пайки относится сваркопайка. Сваркопайка — пайка разнородных материалов, при которой более легкоплавкий материал локально нагревается до температуры, превышающей температуру его плавления, и выполняет роль припоя.
Реактивно-флюсовая пайка — способ пайки, при котором припой образуется в результате химических реакций между основным металлом и флюсом. Например, при пайке алюминия с использованием флюса ZnCl3 в результате химической реакции восстановления
образуется цинк, который служит припоем.
По условиям заполнения зазора припоем пайку можно разделить на капиллярную (ширина зазора
Основные материалы применяемые для пайки

Олово — мягкий, ковкий металл серебристо-белого цвета. Хорошо растворяется в концентрированной соляной или серной кислоте. Сероводород на него почти не влияет. Ценным свойством олова является его устойчивость во многих органических кислотах. При комнатной температуре мало поддается окислению, но при воздействии температуры ниже 18°С способен переходить в серую модификацию («оловянная чума»). В местах появления частиц серого олова происходит разрушение металла. Переход белого олова в серое резко ускоряется при понижении температуры до —50°С. Для пайки может применяться как в чистом виде, так и в виде сплавов с другими металлами.
Свинецarrow_upward

| Удельный вес при температуре 20°С | 11,34 |
| Температура плавления | 327°С |
Свинец — синевато-серый металл, мягкий, легко поддается обработке, режется ножом. На воздухе окисляется только с поверхности. В щелочах, а также в азотной и органических кислотах растворяется легко. Стоек против воздействий серной кислоты и сернокислых соединений. Применяется для изготовления припоев.
Кадмийarrow_upward

| Удельный вес при температуре 20°С | 8,6 |
| Температура плавления | 321°С |
Кадмий — серебристо-белый металл, мягкий, пластичный, механически непрочный. Применяется как для антикоррозийных покрытий, так и в сплавах со свинцом, оловом, висмутом для легкоплавких припоев.
Сурьмаarrow_upward

| Удельный вес при температуре 20°С | 6,68 |
| Температура плавления | 630,5°С |
Сурьма — хрупкий серебристо-белый металл. На воздухе не окисляется. Применяется в сплавах со свинцом, оловом, висмутом, кадмием для легкоплавких припоев.
Висмутarrow_upward

| Удельный вес при температуре 20°С | 9,82 |
| Температура плавления | 271°С |
Висмут — хрупкий серебристо-серый металл. Растворяется в азотной и горячей серной кислотах. Применяется в сплавах с оловом, свинцом, кадмием для получения легкоплавких припоев.
Цинкarrow_upward

| Удельный вес при температуре 20°С | 7,1 |
| Температура плавления | 419°С |
Цинк — синевато-серый металл. В холодном состоянии хрупок. В сухом воздухе окисляется, во влажном воздухе покрывается пленкой окиси, которая предохраняет его от разрушения. В соединении с медью дает ряд прочных сплавов. Легко растворяется в слабых кислотах. Применяется для изготовления твердых припоев и кислотных флюсов.
Медьarrow_upward

| Удельный вес при температуре 20°С | 8,6 — 8,9 |
| Температура плавления | 1083°С |
Медь — красноватый металл, тягучий и мягкий. Растворяется в серной и азотной кислотах и в аммиаке. В сухом воздухе почти не поддается окислению, в сыром воздухе покрывается окисью зеленого цвета. Применяется для изготовления тугоплавких припоев и сплавов.
Сводная таблицаarrow_upward
| Припой | Удельный вес при температуре 20°С | Температура плавления |
|---|---|---|
| Олово | 7,31 | 231,9°С |
| Висмут | 9,82 | 271°С |
| Кадмий | 8,6 | 321°С |
| Свинец | 11,34 | 327°С |
| Цинк | 7,1 | 419°С |
| Сурьма | 6,68 | 630,5°С |
| Медь | 8,6 — 8,9 | 1083°С |
Канифольarrow_upward

| Температура размягчения | от 55°C до 83°С |
Канифоль —продукт переработки смолы хвойных деревьев Более светлые сорта канифоли (более тщательно очищенные) считаются лучшими. Применяется как флюс для пайки мягкими припоями.
Припоиarrow_upward
Выбор припоя зависит от соединяемых металлов или сплавов, от способа пайки, температурных ограничений, размеров деталей, требуемой механической прочности, коррозионной стойкости и др. Наиболее широко применяются в любительской практике легкоплавкие припои. Рекомендации по их применению, на основании которых можно выбрать припой, приведены в таблице 1. Буквы ПОС в марке припоя означают припой оловянно-свинцовый, цифры — содержание олова в процентах (ПОС-61, ПОС-40). Для получения специальных свойств в состав оловянно-свинцовых припоев вводят сурьму, кадмий, висмут и другие металлы. Состав некоторых таких припоев приведён в таблице 2.
Легкоплавкие припои
Таблица 1. Легкоплавкие припои.
| Марка припоя |
Темпе- ратура |
Область применения |
|---|---|---|
| Сплав Вуда | 60 °С | Пайка, когда требуется особо низкая температура плавления припоя. |
| Cплав д’Арсенваля | 79 °С | Пайка, когда требуется особо низкая температура плавления припоя. |
| Сплав «Розе» | 92-95 °С | Пайка, когда требуется особо низкая температура плавления припоя. |
| ПОСВ-33 | 130 °С | Пайка плавких предохранителей. |
| ПОСК-50 | 145 °С | Пайка деталей из меди и её сплавов, не допускающих местного перегрева. Пайка полупроводниковых приборов. |
| ПОСК-47-17 | 180 °С | Пайка проводов и выводов элементов к слою серебра, нанесённого на керамику методом вжигания. |
| ПОС-61 | 190 °C | Лужение и пайка тонких спиральных пружин в измерительных приборах и других ответственных деталей из стали, меди, латуни, бронзы, когда не допустим или нежелателен высокий нагрев в зоне пайки. Пайка тонких (диаметром 0,05 — 0,08 мм) обмоточных проводов, в том числе высоко — частотных (лицендрата), выводов обмоток, радиоэлементов и микросхем, монтажных проводов в полихлорвиниловой изоляции, а также пайка в тех случаях, когда требуется повышенная механическая прочность и электропроводность. |
| П-200 | 200 °С | Пайка тонкостенных деталей из алюминия и его сплавов. |
| ПОС-90 | 222 °C | Пайка деталей и узлов, подвергающихся в дальнейшем гальванической обработке (серебрение, золочение) |
| ПОС-50 | 222 °C | То же, но когда допускается более высокий нагрев, чем при ПОС-61 |
| ПОС-40 | 235 °С | Лужение и пайка токопроводящих деталей неответственного назначения, наконечников, соединение проводов с лепестками, когда допускается более высокий нагрев, чем при ПОС-50 или ПОС-61. |
| ПОС-30 | 256 °С | Лужение и пайка механических деталей не ответственного назначения из меди и её сплавов, стали и железа. |
| ПОССу-4-6 | 265 °С | Лужение и пайка деталей из меди и железа погружением в ванну с расплавленным припоем. |
| ПОС-18 | 277 °С | Лужение и пайка при пониженных требованиях к прочности шва, деталей не ответственного назначения из меди и её сплавов, оцинкованного железа. |
| П-250 | 280 °С | Пайка тонкостенных деталей из алюминия и его сплавов. |
Выпускают легкоплавкие припои в виде литых чушек, прутков, проволоки, лент фольги, порошков, трубок диаметром от 1 до 5 мм, заполненных канифолью, а также в виде паст, составленных из порошка припоя и жидкого флюса.
Флюсыarrow_upward
Флюсы растворяют и удаляют оксиды и загрязнения с поверхности паяемого соединения. Кроме того, во время пайки они защищают от окисления поверхность нагреваемого металла и расплавленный припой. Всё это способствует увеличению растекаемости припоя, а следовательно, улучшению качества пайки. Флюс выбирают в зависимости от свойств соединяемых пайкой металлов или сплавов и применяемого припоя, а также от способа пайки. Остатки флюса, особенно активного, т продукты его разложения нужно удалять сразу после пайки, так как они загрязняют места соединений и являются очагами коррозии. При монтаже электро и радиоаппаратуры наиболее широко применяются канифоль и флюсы, приготовленные на её основе с добавлением неактивных веществ — спирта, глицерина и даже скипидара. Канифоль не гигроскопична, является хорошим диэлектриком, поэтому не удаленный остаток её не представляет опасности для паяного соединения. Данные о флюсах, наиболее часто применяемых в любительской практике, приведены в таблице 2 и таблице 3.
Неактивные флюсы
Таблица 2. Неактивные (безкислотные) флюсы.
| Состав в % | Область применения | Способ удаления остатков |
|---|---|---|
| Канифоль светлая | Пайка меди, латуни, бронзы легкоплавкими припоями. | Промывка кистью или тампоном, смоченным в спирте или ацетоне. |
| Канифоль — 15-18; спирт этиловый — остальное (флюс спиртоканифольный) | То же, и пайка в труднодоступных местах | Тоже |
| Канифоль — 6; глицерин -14; спирт этиловый или денатурированный — остальное (флюс глицерино-конифольный) | То же, при повышенных требованиях к герметичности паяного соединения. | То же |
Активные флюсы
Таблица 3. Активные (кислотные) флюсы.
| Состав % | Область применения | Способ удаления остатков |
|---|---|---|
| Хлористый цинк — 25-30; концентрированная соляная кислота — 06-07; остальное вода | Пайка деталей из чёрных и цветных металлов. | Тщательная промывка водой. |
| Хлористый цинк (насыщенный раствор) 3,7: вазелин технический 85; вода дистиллированная -остальное (флюс паста) | То же, когда по роду работы удобнее пользоваться пастой. | Тщательная промывка водой. |
| Хлористый цинк — 1,4; глицерин — 3; спирт этиловый -40; остальное вода дистиллированная. | Пайка никеля, платины и её сплавов. | Тщательная промывка водой. |
| Канифоль — 24; хлористый цинк — 1; остальное этиловый спирт. | Пайка цветных и драгоценных металлов (в том числе золото), ответственных деталей из чёрных металлов. | Промывка ацетоном. |
| Канифоль — 16; хлористый цинк — 4; вазелин технический — 80; (флюс паста) | То же, для получения соединений повышенной прочности, но только деталей простой конфигурации, не затрудняющей промывки. | Тщательная промывка водой. |
Пайкаarrow_upward
Пайка сталей с гальваническим покрытием
Пайка сталей с гальваническим покрытием цинком или кадмием возможна оловяно-свинцовами припоями паяльником с применением флюса хлористого цинка. Пайка с канифольными флюсами не даёт качественного соединения.
Пайка алюминия припоями ПОС
Пайка алюминия припоями ПОС затруднительна, но всё же возможна, если оловянно-свинцовый припой содержит не менее 50% олова (ПОС-50, ПОС-61, ПОС-90). В качестве флюса применяют минеральное масло. Лучшие результаты получаются при использовании щелочного масла (для очистки оружия после стрельбы). Удовлетворительное качество пайки обеспечивает минеральное масло для швейных машин и точных механизмов. На место пайки наносят флюс и поверхность алюминия под слоем масла зачищают скребком или лезвием ножа, чтобы удалить имеющуюся всегда на поверхности алюминия оксидную плёнку. Паяют хорошо нагретым паяльником. Для пайки тонкого алюминия достаточна мощность паяльника 50 Вт, для алюминия толщиной 1 мм и более желательна мощность 90 Вт. При пайке алюминия толщиной более 2 мм место пайки нужно предварительно прогреть паяльником и только после этого наносить флюс.
Пайка алюминия припоями П-200 и П-250
Коррозийная стойкость паяльных швов, выполненных этими припоями, несколько ниже, чем выполненных оловяно-свинцовыми припоями. Флюс представляет собой смесь олеиновой кислоты йодида лития. Йодид лития (2-3 г) помещают в пробирку или колбу и добавляют 20 мл (около 20 г) олеиновой кислоты. В состав флюса может входить от 5 до 17% йодида лития. Смесь слегка прогревают, опустив пробирку в горячую воду, и перемешивают до полного растворения соли. Готовый флюс сливают в чистую стеклянную посуду и охлаждают. Если используется водная соль лития, то при её растворении на дно пробирки опускается слой водной смеси, а флюс всплывает и его осторожно сливают. Перед пайкой жало хорошо прогретого паяльника (температура жала должна быть около 270 — 350 °C) зачищают и лудят припоем, пользуясь чистой канифолью. Соединяемые поверхности деталей смачивают флюсом, лудят и паяют. После охлаждения остатки флюса удаляют тампоном из ткани, смоченным в спирте, ацетоне или бензине, и покрывают шов защитным лаком. Флюс в процессе пайки не выделяет токсичных и обладающих резким запахом веществ. С ткани и кожи рук он легко смывается водой с мылом.
Пайка нихрома
Пайка нихрома (нихром с нихромом, нихром с медью и её сплавами, нихром со сталью) может быть осуществлена припоем ПОС-61, ПОС-50 (хуже — ПОС-40) с применением флюса следующего состава в граммах: Вазелин — 100, хлористый цинк в порошке — 7, глицерин — 5. Флюс приготовляют в фарфоровой ступке, в которую кладут вазелин, а затем добавляют, хорошо перемешивая до получения однородной массы, последовательно хлористый цинк т глицерин. Соединяемые поверхности тщательно зачищают шлифовальной шкуркой и протирают ваткой, смоченной в 10%-ном спиртовом растворе хлористой меди, наносят флюс, лудят и только после этого паяют.
Паяльная пастаarrow_upward
При пайке в домашних условиях припой обычно набирают и наносят паяльником. Контролировать количество расплавленного припоя, переносимое паяльником, крайне затруднительно: оно зависит от температуры плавления припоя, температуры и чистоты жала и от других факторов. Не исключено при этом попадание капель расплавленного припоя на проводники, корпуса элементов, изоляцию, что приводит иногда к нежелательным последствиям. Приходится работать крайне осторожно и аккуратно, и всё же бывает трудно добиться хорошего качества пайки. Облегчить пайку и улучшить её можно с помощью паяльной пасты. Для приготовления пасты измельчают припой напильником с крупной насечкой (мелкая забивается припоем) и смешивают опилки со спирто-канифольным флюсом. Количество припоя в пасте подбирают опытным путём. Если паста получилась слишком густой, в неё добавляют спирт. Хранить пасту нужно в плотно закрывающейся посуде. На место пайки пасту наносят нужными дозами металлической лопаточкой. Применение паяльной пасты, кроме того, позволяет избежать перегрева малогабаритных деталей и полупроводниковых приборов.
Паяльная лентаarrow_upward
«Паяльная лента» незаменима при сращивании проводников, трубок, стержней, когда нет возможности воспользоваться электрическим паяльником. Чтобы изготовить «паяльную ленту», необходимо сначала приготовить пасту из опилок припоя, канифоли и вазелина. Пасту наносят тонким ровным слоем на миткалевую ленту. Место пайки обматывают в один слой «паяльной лентой», смачивают бензином или керосином и поджигают. Предварительно соединяемые поверхности желательно залудить.
Лужение проводов в эмалевой изоляции.
При зачистке выводных концов обмоточного провода ЛЭШО, ПЭЛШО, ПЭЛ и ПЭВ при помощи наждачной бумаги или лезвия нередки надрезы и обрывы тонких жил провода. Зачистка путём обжига также не всегда даёт удовлетворительные результаты из-за возможного оплавления проводов малого сечения. Кроме того, в месте обжига провод теряет прочность и легко обрывается. Для зачистки проводов малого сечения в эмалевой изоляции можно использовать полихлорвиниловую трубку. Отрезок трубки кладут на дощечку и, прижимая провод к трубке плоскостью жала хорошо разогретого паяльника, лёгким усилием 2 — 3 раза протягивают провод. При этом одновременно происходит разрушение эмалевого покрытия и лужение провода. Применение канифоли при этом необязательно. Вместо полихлорвиниловой трубки можно воспользоваться обрезками монтажного провода или кабеля в плихлорвиниловой изоляции. Провод в эмалевой изоляции любого диаметра можно лудить с помощью аспирино-канифольной пасты. Аспирин и канифоль нужно растолочь в порошок и смешать (в массовом соотношении 2:1). Полученную смесь развести этиловым спиртом до пастообразного состояния. Конец провода погружают в пасту и жалом горячего паяльника с небольшим усилием проводят по проводу или перемещают провод под жалом. При этом эмаль разрушается и провод лудится. Для удаления остатков ацетилсалециловой кислоты (аспирина) провод ещё раз лудят, используя чистую канифоль.
Вместо припоя — клей.
Часто приходится припаивать провод к детали из металла, трудно поддающегося пайке: нержавеющей стали, хрома, никеля, сплавов алюминия и др. Деталь в месте присоединения провода тщательно очищают от грязи и оксидов и обезжиривают. Луженый конец провода обмакивают в клей БФ-2 и жалом нагретого паяльника прижимают к месту соединения в течении 5 — 6 секунд. После остывания на место контакта наносят 1 — 2 капли эпоксидного клея и сушат до полного затвердевания.
Сварка вместо пайки.
Электросварка значительно сокращает время, затрачиваемое на монтажные работы, даёт соединения, выдерживающие высокотемпературный нагрев, не требует припоев, флюсов, предварительного лужения, позволяет соединять проводники из металлов и сплавов, трудно поддающихся пайке, например провода электронагревательных приборов. Для сварки необходимо иметь источник постоянного или переменного тока напряжением 6 — 30 вольт, обеспечивающий ток не менее 1 ампер. Электродом для сварки служит графитовый стержень от использованных батарей КБС или других, заточенный под угол 30° — 40°. В качестве держателя электрода можно использовать щуп от ампервольтметра с наконечником «крокодил». В местах будущей сварки предварительно зачищенные проводники скручивают жгутом и соединяют с одним из полюсов источника тока, разогревают место, подлежащее сварке. Расплавленный металл образует соединение каплевидной формы. По мере выгорания графита в процессе работы электрод следует затачивать. С приобретением навыков сварка получается чистой, без окалины. Работать необходимо в светозащитных очках.
Как паять алюминий.
Покрываете место пайки тонким слоем канифоли и сразу же натираете таблеткой анальгина. Далее облуживаете поверхность припоем ПОС-50, прижимая к ней с небольшим усилием жало сильно нагретого паяльника. Ацетоном смываете остатки флюса. Снова осторожно прогреваете поверхность и смываете флюс. Теперь можете начать пайку обычным образом.
Чтобы жало паяльника не подгорало.
Чтобы защитить стержень от обгорания, его нужно обмазать тонким слоем смеси силикатного клея и сухой минеральной краски (окись железа, цинка и магния). Перед включением паяльника покрытие нужно хорошо просушить, иначе клей вспенится и покрытие будет осыпаться.
Как зачистить проводники печатной платы.
Кроме уже известных способов зачистки проводников печатной платы перед пайкой или лужением, хорошо себя зарекомендовал способ, описанный ниже. На ватный тампон наносят несколько капель технической соляной кислоты и протирают им поверхность фольги. Кислота хорошо удаляет слой окиси меди, практически не затрагивая металл. После этого плату надо промыть под проточной водой, сначала в горячей, а потом в холодной. Отверстия под выводы деталей лучше просверлить после этой обработки. При работе с кислотой необходимо соблюдать меры безопасности.
Знаете ли вы?arrow_upward
Качество паяного соединения не зависит от количества припоя и флюса, скорее наоборот: излишки припоя могут скрыть дефекты соединения, а обилие флюса приводит к загрязнению места пайки. Хорошее паяное соединение характеризуется такими признаками: паяная поверхность должна быть светлой блестящей или светло-матовой, без тёмных пятен и посторонних включений, форма паяных соединений должна иметь вогнутые галтели припоя (без избытка припоя). Через припой должны проявляться контуры входящих в соединение выводов элементов и проводников.
«Паяльную кислоту» (хлористый цинк) получают путём растворения металлического цинка в концентрированной соляной кислоте из расчёта 412 г/л. Кислоту осторожно вливают в посуду с кусочками цинка, причём уровень не должен превышать 3/4 глубины посуды. При окончательном растворении цинка прекращается выделение пузырьков водорода. Полученному раствору хлористого цинка дают отстояться до прозрачности и оккуратно сливают в пузырёк.
Вместо «паяльной кислоты» можно использовать флюс, приготовленный из равных по массе долей хлористого амония и глицерина. При этом место пайки не окисляется. Флюс пригоден и для пайки нержавеющей стали.
Вместо флюса при лужении стальных деталей (в том числе из нержавеющих сталей) перед пайкой можно воспользоваться отрезком полихлорвиниловой трубки. Место пайки зачищают и обезжиривают. Жалом хорошо прогретого паяльника с каплей припоя растирают на месте пайки отрезок этой трубки до получения равномерного слоя полуды. Затем ведут пайку как обычно.
Заржавевшие детали из чёрных металлов перед пайкой следует опустить на 10 — 12 ч в хлористый цинк, разведённый наполовину дистиллированной водой.
Ацетоно-канифольный флюс не уступает по качеству пайки спирто-канифольному. Он хорошо смачивает поверхность и легко затекает в зазор между паяемыми деталями. Поэтому при отсутствии спирта можно приготовить флюс и на ацетоне, взяв его в таком же соотношении, которое указано в таблице 3. Однако необходимо помнить, что ацетон токсичен и обладает резким неприятным запахом, поэтому работать с таким флюсом можно только при хорошей вентиляции помещения.
Хранить жидкий и полужидкий флюс (спирто-канифольный, «паяльную кислоту» и др) удобно в полиэтиленовой маслёнке, хоботок которой закрывается специальной пробкой. С помощью такой маслёнки можно легко и быстро наносить требуемое количество флюса на место пайки. При этом флюс расходуется экономно, уменьшается испарение его растворителя, пайка получается более чистой и аккуратной.
Припаять обойму шарикоподшипника к фланцу можно с помощью припоя ПОС-61 и флюса следующего состава: спирт этиловый — 5 г, триэтаноломин — 2 г. Перед пайкой детали следует обезжирить, после пайки — промыть узел в бензине и подшипник смазать.
Для сращивания проводов из сплавов с высоким сопротивлением (нихром, константан, манганин и др.) можно использовать простой способ, не требующий какого-либо специального инструмента. Провода в месте соединения зачищают и скручивают. Затем пропускают высокий ток, чтобы место соединения накалилось докрасна. На это место пинцетом кладут кусочек ляписа, который при нагревании расплавляется, в результате чего образуется хороший электрический контакт.
Тонкие медные провода можно сваривать в пламени спиртовки или спички. Для этого их зачищают на 20 мм, складывают, аккуратно скручивают, и нагревают до тех пор, пока не образуется шарик расплавленного металла, дающий надёжный контакт.
Лудить алюминий легче, если его предварительно покрыть медью. Нужное место зачищают и аккуратно наносят на него две-три капли насыщенного раствора медного купороса. Далее к алюминиевой детали подключают отрицательный полюс источника постоянного тока, а к положительному полюсу присоединяют кусок медного провода, конец которого опускают в каплю купороса, так чтобы провод не касался алюминия. Через некоторое время на поверхности детали осядет слой красной меди, который после промывки и сушки лудят обычным способом. В качестве источника тока можно использовать батарейку от карманного фонаря.
Краткий курс по пайке металлов. Паяльники, флюсы, припой. Маленькие хитрости.
Среди вопросов по ремонту и апу в данном разделе форума нередко попадаются просьбы подсказать, как вылечить (собрать, скрепить, усилить и т. д) некое нечто, изготовленное из металла, но при этом нечто такое, при работе с чем невозможно применить винты, заклепки или сварку. Собственно отсюда и вопросы.
Они заставили меня однажды задуматься: а почему народ столь редко вспоминает о таком простом и надежном (хотя и не универсальном) способе, как обыкновенная пайка? Возможно потому, что у многих понятия «паяльник» и «припой» ассоциируются или с радиотехникой, где применяют маломощные паяльники вольт на 25, или с капризными раскаленными шариками, похожими на ртутные, которые, сколько в них ни тыкай жалом, никак не желают смачивать поверхность обрабатываемого металла и равномерно по нему растекаться. Гиморно это и грязно, шпаклевка получается какая-то, да и соединение выходит хреновое, корявое и слабое, ну его фтопку.
В связи с этим я решил написать нечто вроде «краткого курса» о пайке металлов легкоплавким свинцово-оловянным припоем, потому что опыт у меня в этом деле, без дурацкой скромности, очень большой. И вот написал. Надеюсь, эта работа окажется кому-то полезной.
Кое-что из полезных ссылок (спасибо коллегам).
10-4-2008 23:10 gosha-kun
Прежде всего, определимся, для каких случаев подходит метод лужения и пайки оловянным припоем.
Допустим, нам нужно соединить 2 миниатюрных металлических детали, а отверстия в них сверлить по какой-то причине нельзя. Удачным решением в этом случае может стать имено пайка.
Или, например, мы скрепили «навечно» заклепками пару стальных полосок, и опасаемся, что соединение со временем разболтается (например, от вибрации или отдачи). Если его пропаять, проблема будет решена раз и навсегда.
Выкручивается винт или вываливается штифт, который должен сидеть в своем отверстии «бессменно» — опять выручат паяльник и оловяный припой.
Болтается «башка» гамовского поршня, и нас это раздражает — то же самое: стык недолго пропаять.
Нужно заделать в этом поршне отверстие — нет ничего проще. Прекратите вопить «где взять этот чертов поксипол?!», и не суйте туда, христа ради, гвозди и щепки на эпоксидке . Запаять отверстие куда правильнее, а займет это от силы 10 минут, включая время на разогрев паяльника.
Выпекаете «булку», и возникли проблемы с фиксацией каких-то деталей самодельного механизма, передающего усилие на родной СМ — возможно, в вашем случае это решаемо тем же способом.
Необходимо надежно, и притом — без кропотливой и небезопасной для детали сверловки/нарезки резьбы прикрепить шайбу на торец латунного накопителя — решение, опять-таки, «наплаву».
Кроме того, бывает необходимость защитить мелкую деталь от коррозии — опять же, покрытие ее поверхности оловом может оказаться отличным вариантом.
С помощью хорошего паяльника и качественного флюса для пайки можно творить чудеса.

Усиленный «на коленке», с помощью обыкновенной пайки, рычаг «Кросмана-1377». Между половинами рычага вставлено внутреннее кольцо от шарикоподшипника, залуженное оловянным припоем.
(П р и м е ч а н и е: правды ради должен отметить — в данном случае это решение, в приведенном здесь виде, себя не оправдало: нагрузка на кольцо, опиравшееся только на свинцово-оловянное «мясо», оказалась слишком велика, и припой однажды не выдержал. Впоследствии узел был доработан иначе, но опять-таки не без помощи припоя, который теперь не несет нагрузки, но удерживает кольцо от осевого смещения).

Для большей надежности половины дополнительно соединены резьбовой проставкой — винтом М3 с торцами, сточенными заподлицо с плоскостями рычага, и торцы запаяны по месту. Сварщик, без которого типа тут никак, спокойно курит бамбук. Время, затраченное на работу — около часа с перекурами, притом на саму пайку минуты 4 максимум.
О СОЕДИНЯЕМЫХ И ОБЛУЖИВАЕМЫХ ДЕТАЛЯХ
Паять металлы можно не только с помощью олова, но и с помощью медных, серебряных и других припоев. Но речь здесь у меня пойдет только о пайке оловом — ничем иным, кроме самодельного композита «олово/порошок серебра» пользоваться мне не доводилось. Ну просто не возникало такой нужды. Да и паяющий инструмент тут нужен иной: не просто мощный, а очень мощный, и не электрический, а газовый.
Наиболее распространенные в нашем деле металлы, легко поддающиеся пайке (т. е. смачиванию расплавленным оловом), это:
1. Сталь и железо (в т. ч. листовое).
2. Латунь.
3. Медь.
4. Бронза.
Можно паять и цинк, и свинец, и серебро, но такая необходимость в нашем деле возникает крайне редко. Алюминий и дюралюминий пайке поддаются только при использовании специальных флюсов: поверхность этих металлов всегда покрыта тончайшим слоем окислов, которые обыкновенный флюс или канифоль разрушить не в состоянии. Тем не менее, сейчас в продаже можно разыскать соответствующие составы (подробнее об этом ниже).
Отдельный случай — нержавейка. В свойствах нержавеющих сплавов я разбираюсь слабо, однако заметил, что некоторые виды нержавейки при использовании специальных флюсов поддаются лужению с легкостью, а некоторые не поддаются вовсе. Во многих случаях с успехом здесь выручает ортофосфорная кислота, она продается в маленьких флакончиках, как и прочие флюсы для пайки.
Чтобы не пересказывать другими словами собственный текст, просто копирую сюда сокращенные и отредактированные выдержки из своей же статьи о паяльном оборудовании, написанной в свое время по заказу журнала «Обустройство и ремонт».
«Это самый недорогой и наиболее универсальный тип инструмента для лужения и спайки металлов. Купить его можно почти в любом хозяйственном или магазине, торгующем электротоварами. Стоит он недорого — от 80 до 300 рублей.
Основной деталью электропаяльника является паяльный стержень, состоящий из нагреваемой спирали, намотанной на стальную трубку. Она изолирована от корпуса (трубки с отверстиями охлаждения) слоем слюдопласта: материала, хорошо противостоящего высоким температурам. С переднего конца в трубку вставлено паяльное жало: прямой или изогнутый под углом градусов в 30 отрезок катаного медного прутка, заточенный с двух противоположных сторон на плоскость (клиновидное жало). Эта деталь паяльника является сменной (NB: в теории, но об этом ниже). На другом конце паяльника укреплена деревянная или пластиковая рукоять, за которую его удерживают во время работы. При включении паяльника в сеть он разогревается в течение примерно 5-10 минут, и после этого выходит на рабочий режим: то есть жало его, достигнув нужной температуры, обретает способность плавить мягкие припои.
Электропаяльники выпускаются различной мощности. Почему так и зачем это надо?
Дело в том, что видов работ, где необходимо применить пайку, великое множество, и каждый требует соответствующего инструмента. Например, для работы с электронными платами или присоединения тоненьких проводков к микроскопическим клеммам лучше воспользоваться миниатюрным маломощным паяльником мощностью от 5 до 25-45 Вт: это поможет избежать перегрева или отжига деталей, а также передозировки припоя, да и оперировать небольшим инструментом в данном случае будет удобнее. А вот для соединения крупных стальных или тем более медных, латунных, бронзовых деталей, которые прогреваются медленнее, лужения толстостенных трубок понадобится паяльник помощнее — от 80 до 150 Вт. В последнем случае нередко бывает недостаточно и такой мощности, и пропаиваемый участок приходится дополнительно подогревать газовой горелкой или на электроплитке.
Описанный выше инструмент — электропаяльник так называемого непрерывного нагрева: он не имеет встроенного теплорегулятора, и потому температура его жала остается неизменной в течение всего времени работы. И это небезопасно прежде всего для самого инструмента, поскольку может привести к его перегреву и выходу из строя. К тому же медь, из которой сделано паяльное жало, от постоянного сильного нагрева и под действием кислот довольно быстро разрушается, превращаясь в синевато-серую окалину, куски которой, крошась, понемногу отваливаются от жала, сильно замедляя при этом процесс работы, и главное — снижая ее качество».

Жало, основательно разрушенное высокой температурой и паяльной кислотой.

Далее в этой статье идет абзац, посвященный классификации электропаяльников по мощности, и рассказ о соответстующих областях их применения. Но поскольку здесь речь идет конкретно о «делах наших скорбных», буду краток: для большинства наших случаев самым оптимальным прибором будет паяльник мощностью в 80 или, что лучше, 100 Вт.

Паяльник 100 Вт.
Цена ему — 150-180 р. Несмотря на то, что жало таких паяльников имеет толщину не менее 8 мм., с их помощью можно выполнять самые тонкие, почти филигранные паяльные работы. Нужен только элементарный практический навык, а он приходит очень быстро.

Тонкие стальные полоски-раскладки на этом фото, имитирующие ребра жесткости, припаяны к оцинкованному железу основы паяльником 100 Вт. Последующая обработка соединения заключалась в нескольких прикосновениях скальпеля и легкой шлифовке «нулевкой».

Чашки железных соцветий этого перстня собраны на общем стержне диаметром 1,5 мм. с помощью пайки. Нижний конец стержня загнут и закреплен в проточке на внутренней стороне серебряного кольца заподлицо с ней также с помощью оловянного припоя.
Жало паяльника в процессе долгой работы постепенно истончается и укорачивается, кончик его делается бесформенным и покрывается слоем окалины. Все это сильно снижает комфорт, скорость и эффективность работы. Поэтому время от времени жало нужно затачивать на электроточиле или напильником, и заново облуживать припоем. В теории, укоротившееся до предела паяльное жало можно заменить на новое, но дело в том, что отдельно их нигде не продают. Очевидно, невыгодно. Кроме того, со временем жало прикипает к трубке корпуса, и выдрать его оттуда, не повредив нагревательные элементы, почти нереально. Поэтому, когда от него остается огрызок примерно 1,5 см., паяльник чаще всего приходится просто менять на новый.
Однако если жало, несмотря на «возраст», извлекается из корпуса без труда, нужно время от времени вынимать его, ослабив винт-фиксатор, и очищать от окалины поверхность, контактирующую с нагревательным элементом: это позволяет держать его температуру на должном уровне и повышает срок службы паяльника.
АЛЬТЕРНАТИВА: РУЧНАЯ ГАЗОВАЯ ГОРЕЛКА
(выдержка из статьи)
«Как бы ни был хорош электропаяльник, бывают ситуации, в которых он оказывается бессилен. Например, при отсутствии электросети в помещении, где производятся паяльные работы, в полевых условиях, а также при необходимости очень сильного и одновременно быстрого разогрева запаиваемого участка. Газовый паяльник создает мощный поток ровного, упругого пламени, которое не боится даже сильного ветра. Ценно также и то, что этот инструмент способен выполнять массу иных задач помимо пайки: с его помощью можно закаливать или, наоборот, отпускать стальные детали, отжигать медь и латунь, прогревать «закипевшие» резьбовые соединения, которые нужно развинтить, и т. п.
Отсутствие электрошнура — также немаловажный плюс в смысле комфорта работы: ничто не мешает рукам, не путается под ногами и не стесняет движений.
Наиболее часто применяемый для различных домашних работ газовый паяльник — это универсальная мини-горелка. В ее комплект входит несколько насадок — паяльных жал разного сечения и с разными углами заточки. Заправляют ее с помощью обыкновенного баллончика со сжиженным бутаном, которые продаются в любом табачном киоске и стоят от 50 до 80 рублей. Хватает такого баллона очень надолго.

Ручная горелка за 300 р.

Стандартный комплект насадок для пайки.

Баллончик для заправки газом.
Газовая горелка-паяльник состоит из нескольких простых деталей. Самая большая — газовый резервуар, который одновременно является и рукояткой, за которую инструмент удерживают при работе. В передний торец его ввинчена трубка, по которой газ поступает в расположенную на ее конце форсунку (или сопло), окруженную керамическим изолятором, заключенным снаружи в металлическую оболочку. Между форсункой и резервуаром находится миниатюрный радиатор охлаждения — цилиндрик из дюралюминия, глубоко, почти до основания, надсеченный поперечными проточками: он повышает теплоотдачу форсунки, которая во время длительной непрерывной работы сильно нагревается. Также на переднем торце резервуара смонтирован поворотный регулятор пламени, объединенный в один блок с кнопкой пьезоэлемента, которым осуществляют поджиг газовой струи. В заднем торце резервуара имеется выточенный из латуни заправочный клапан.
Ручная горелка обеспечивает рабочую температуру в 1300 С, поэтому с ее помощью удобно подогревать объемные детали в процессе их спайки обычным электропаяльником.

Заправка.
Для того, чтобы привести инструмент в состояние «боеготовности», нужно насадить носик заправочного баллончика на трубку клапана и надавить на него — клапан откроется, и газ пойдет в резервуар. Цена ручной горелки — 300-400 рублей, ее можно купить на любом строительном рынке».
Отмечу, что у дешевых горелок «но-нейм» нередко быстро отказывает пьезоэлемент. Но это не страшно: поджечь газовую струю можно обыкновенной спичкой или зажигалкой.
О ПРИПОЕ И ФЛЮСАХ
Лужение с помощью паяльника — это смачивание поверхности одного металла другим, находящимся в состоянии текучести. Механические свойства обоих металлов в результате этого процесса не изменяются — если речь идет не о, скажем, пружинках из тонкой проволоки, которая прогревается очень быстро и сильно, и потому запросто может изменить в процессе облуживания свои характеристики. По этой причине, кстати, я не стал облуживать межклапанную пружину накопителя Кросман-1377, которая склонна ржаветь из-за конденсата.
Наиболее распространенная проблема начинающих паяльщиков, из-за которой они нередко отказываются от пайки — неумение добиться ровного, качественного и красивого запая. Олово мажется, как пластилин, или сбегает шариками с обрабатываемой поверхности вместо того, чтобы покрывать ее ровным тонким слоем. Шов получается грубый, а главное непрочный. Между тем олово под жалом паяльника должно приобретать текучесть воды, не ниже: именно это является признаком и гарантией качественной пайки. Хороший запай вообще нет необходимости обрабатывать напильником или наждаком.


Желтыми стрелками отмечены точки пайки.
Как добиться хорошего запая и в чем причины неудач?
Если металл, который вы обрабатываете, в принципе поддается пайке, припой подходящий, а паяльник выбран правильно и хорошо разогрет — их остается всего две:
1. Недостаточный прогрев самих спаиваемых деталей.
2. Использование неподходящего флюса.
Когда металл прогрет слабо, олово просто не способно перейти в состояние текучести. Такое случается, когда спаиваемые детали весьма объемисты, и быстро отнимают у припоя тепло: мощности паяльника оказывается недостаточно. Чтобы решить проблему, нужно дополнительно прогреть их на газовой (электрической) плите, или (наиболее удобный вариант) с помощью описанной выше газовой горелки.

Герметичное соединение пробки и корпуса этой детали (сталь 2 мм.)выполнено паяльником 100 Вт. с предварительным подогревом на электроплитке.
Если же всему виной неподходящий или (что скорее) некачественный флюс — олово будет собираться в шарики и сбегать с поверхности металла, словно капли воды с покрытого жиром стекла. Причина проста: между ним и припоем стоит непреодолимый барьер — жировая пленка. А к ней олово прилипнуть попросту неспособно. Чтобы обеспечить необходимый эффект, эту пленку необходимо разрушить.
(Выдержка из статьи)
«Во время пайки детали, которые нужно соединить или облудить, покрываются слоем припоя — другого, более мягкого и легкоплавкого металла. Растекаясь по железным, стальным, латунным, медным и т. п. поверхностям, оно намертво прилипает к ним: такое покрытие можно отчистить полностью, только превратив в пыль напильником или наждаком поверхностный слой облуженного металла.
Наиболее универсальным и часто применяемым является оловянный и свинцово-оловянный припой. Выглядит он как мягкая проволока тускло-серебряного цвета, и продается скрученным в небольшие бухточки или отрезками длиной в 20-25 см.

При грамотной пайке такой припой обеспечивает надежное и эстетичное внешне соединение. Он бывает разных типов; есть, например, мягкие припои с большим или меньшим содержанием свинца. От количества свинца нередко зависит прочность спайки, потому что он ощутимо более тугоплавок, чем олово в чистом виде, и для качественного соединения при использовании припоя с большим содержанием свинца деталь необходимо сильнее прогревать.
Серебряный припой чаще всего применяют в ювелирном деле. Он более тугоплавок, но зато соединения, выполненные с его помощью, еще надежнее, а сам шов серебряного припоя близок по твердости к сырому железу. Нередко также применяют для пайки комбинацию оловянного и серебряного припоев, такой шов в остывшем виде прочнее и надежнее.
(рассказ о медном припое, приведенный в статье, здесь опущен).
«Попробуйте покрыть машинным маслом, например, консервную банку, а потом покрасить ее нитрокраской. Эффект (точнее, его отсутствие) предопределен: краска попросту не сможет «зацепиться» за поверхность окрашиваемого материала — тонкая пленка масла создала на нем своего рода разделительный слой. Выражаясь научным языком, этот слой препятствует адгезии — прилипанию) частиц краски к поверхности.
То же самое и с тончайшей пленкой окислов и жировых отложений на спаиваемых поверхностях. Расплавленный паяльником припой при попытке перенести его с жала на необработанный флюсом участок будет собираться в шарики, и сбегать с его поверхности, словно дождевые капли с оконного стекла.
Для того, чтобы исключить это явление и обеспечить максимально качественное соединение, пленку посторонних веществ на металле необходимо разрушить. Именно для этого и нужен паяльный флюс.
Самый распространенный вид его — так называемая паяльная кислота. Она продается на строительных рынках, как правило, в тех местах, где торгуют электропроводкой и электротехническим оборудованием. На флакончиках из полупрозрачного пластика или темного стекла, в которые она расфасована, наклеены этикетки, на которых так и написано: «Паяльная кислота».

На самом деле, это не «кислота» в полном смысле этого слова, а жидкий состав на основе хлористых солей цинка. Он годится для эффективной пайки черных металлов (железо, сталь), латуни, меди, бронзы, никелевых и серебряных сплавов.
А вот нержавеющая сталь, алюминий или дюраль с его помощью не облудить и не запаять. Поверхность этих металлов очень тяжело поддается смачиванию припоем — здесь не поможет никакой дополнительный подогрев, и потому для их пайки необходимо применять другие специальные флюсы. Они также продаются на строительных рынках, и флакончики, их содержащие, снабжены этикетками, на которых указана область применения данного вещества. Например: «Для пайки алюминия и его сплавов», или «Для пайки нержавеющих сплавов». Нередко в тех же местах можно увидеть и флюсы, на этикетках которых написано: «Для пайки меди, латуни, бронзы» — но практика показывает, что для обработки этих металлов перед пайкой прекрасно подходит обычная «Кислота паяльная». Но это, в сущности, и неважно: паяльные флюсы стоят на рынках очень недорого — от 20 до 50 рублей за флакон объемом 30 мл.
Состав для эффективной пайки металлов можно приготовить и самостоятельно; для этого необходимо использовать раствор цинка в концентрированной серной или соляной кислоте. Насыщают раствор, опуская в емкость с кислотой кусочки цинка или покрытых им металлов (что менее предпочтительно). Как только цинк погружается в нее, начинается реакция насыщения: от его поверхности начинают отделяться мелкие пузырьки. Окончание этого процесса свидетельствует о том, что раствор насыщен, и его можно использовать по назначению.
Однако все же лучше воспользоваться любым готовым покупным составом — тем более, что купить его сейчас куда проще, чем соляную или серную кислоту. Но главное — это гораздо безопаснее: серная и соляная кислоты — вещества очень едкие, вдыхать их пары небезопасно для здоровья, а при случайном соприкосновении с кожей они вызывают сильные химические ожоги.
Канифоль — это твердое смолистое вещество, остаточный продукт отгонки летучего скипидарного масла от живицы, добываемой из хвойных деревьев. Это один из самых древних паяльных флюсов, но далеко не самый универсальный и эффективный. Канифоль применяют в основном для тонкой радиотехнической и электротехнической пайки — там, где не нужен и даже вреден чересчур сильный прогрев металла, а также есть опасность повреждения клемм или тончайших проводков трудноудалимыми остатками более «жестких» активных флюсов. Толстые же металлические заготовки с помощью канифоли паять практически невозможно — однако при пайке с использованием паяльной кислоты канифоль, которой наполняют трубчатые оловянные и оловянно-свинцовые припои, оказывает небольшой дополнительный эффект в обезжиривании поверхностей».
В процессе пайки вам придется касаться жалом паяльника оловянного прутка. Для того, чтобы к припою не примешивались гарь и грязь, сильно снижающие эффективность работы, положите его на твердую и ровную, негорючую поверхность, например, на керамическую плитку. Я использую обыкновенное чайное блюдце: его загнутые вверх края не позволяют капелькам расплавленного олова, которые ведут себя подобно каплям ртути, убегать далеко от паяльного столика, портить пол, обжигать колени и другие полезные части тела . Если в качестве материала такой площадки использовать дерево, оно будет обугливаться при соприкосновении с расплавленным оловом, гарь, смешавшись с ним — попадать на обрабатываемые поверхности. Все это приведет к некачественному и некрасивому запаю.

Раскаленный паяльник на деревянный стол не положишь. Но можно купить или изготовить специальную подставку. Например — просто вырезать из оцинкованного железа полосу с 2 прорезями, и согнуть ее в виде буквы П.
Можно, конечно, использовать для этой цели и магнит. Например такой, какими снабжены мощные радиодинамики. Однако паяльник, когда его нужно взять в руку, придется отрывать от него с изрядным усилием — и если жало облужено, раскаленная капля припоя может сорваться с него и полететь в совершенно непредсказуемом направлении.
Смачивать спаиваемые детали флюсом или кислотой удобно с помощью обыкновенной маленькой кисточки.
Удерживать мелкие детали в соединении друг с другом перед началом спайки удобно с помощью хирургического кронцаргового зажима.


СОБСТВЕННО ПАЙКА. ПРОЦЕСС.
Итак, вы знаете, какие инструменты, средства и приспособления вам нужно использовать, чтобы аккуратно, быстро, качественно и красиво соединить методом пайки две (или больше) металлических детали. Осталось рассказать о самом процессе.
У вас в руках новый паяльник на 80 или 100 Вт. Жало его девственно чисто и еще не тронуто разрушением. На паяльном столике — подставка, отрезок припоя, кисточка, керамическая плитка (или блюдце), открытый флакон с паяльной кислотой.
Включите паяльник в сеть. Через 5-8 минут он будет полностью готов к работе. Далее сделайте вот что: обмакните его жало в паяльную кислоту, и тут же, прикоснуквшись им к прутку припоя, облудите его. Именно «тут же» — иначе рабочие плоскости его быстро покроются тонким слоем окалины, и олово прилипать к ним уже не захочет.
Надежно прижмите спаиваемые детали друг к другу. Возможно, их контактные поверхности придется предварительно облудить.
Обмакнув кисточку в паяльную кислоту, покройте ею точку пайки. Заливать, как из душевой лейки, не нужно — это лишняя грязь и лишние вредные испарения.
Прикоснувшись жалом паяльника к отрезку припоя, наберите на него каплю олова. Количество, необходимое для каждого случая, определяется интуитивно: это умение приходит с опытом. Почувствовав перебор, лишнее можно просто стряхнуть обратно в блюдце. Если стряхнули слишком много — подцепите жалом один-два из тех шариков, в которые эти излишки превратились.
Коснитесь жалом с набранным на него припоем точки соединения. Если все сделано правильно, олово тот час же разогреет детали и растечется по обрабатываемым поверхностям подобно воде. Через три-четыре секунды припой на деталях утратит яркий «никелевый» блеск, сделается матовым: это признак того, что он, хотя еще и горяч, уже достаточно охладился для того, чтобы соединение не развалилось.
ПРИМЕЧАНИЕ: словосочетание «сделается матовым» в ДАННОМ случае обозначает лишь одно: станет несколько МЕНЕЕ БЛЕСТЯЩИМ, чем свежерасплавленное олово. Застывшее олово хоть и блестит, но все же не так сильно, как жидкое в процессе пайки. Серо-матовая же, тусклая и как бы «шершавая» для взгляда поверхность запая означает, что олово кристаллизовалось: такой шов ненадежен и недолговечен, поскольку склонен к быстрому растрескиванию.
Далее очень важный момент. Спаянные детали — вне зависимости от того, сколько именно паяльной жидкости в процессе пайки на них потрачено — совершено необходимо промыть с мылом (или моющим средством) под струей воды. Паяльная кислота — это состав на основе хлористых солей цинка, обладающий кислой реакцией. Концентрированная кислота — она и вовсе.. . э.. . кислота. А мыло, как известно — наиболее доступная нам щелочь, которая способна нейтрализовать кислотные осадки. Если этого не сделать — со временем они могут повредить поверхности не только спаянных, но и соседних с ними
деталей. Мелкие белесые хлопья, образующиеся на деталях при обработке мылом в тех местах, где они были покрыты кислотой — характерный признак нужной нам реакции нейтрализации.
П р и м е ч а н и е. Применяя в качестве паяльного флюса любые кислоты, будьте особенно аккуратны с соседними воронеными стальными и железными участками обрабатываемой поверхности. Воронение — не что иное, как слой оксидов, а кислота именно их-то и разрушает. В случае с вороненой поверхностью это означает, что капля кислоты, попавшая на нее, разъест этот слой добела — т. е. до металла.
Далее соединенные детали нужно протереть насухо или высушить, и если есть возможность — протереть щелочным маслом (например, «Тайгой», применяемой для чистки ружейных стволов: она отлично нейтрализует последние остатки кислоты).
На этом «краткий курс паяльщка» можно считать завершенным. Все остальное — дело исключительно практики.
ЗЫ: На все вопросы в комментариях, на которые знаю ответ, готов отозваться сразу же по их прочтении. Все учесть и вспомнить сразу непросто, если у кого-то есть что добавить — велкам. Топик, возможно, будет со временем пополняться фотографиями и полезными советами.
Всем удачи.
Пайка стали, меди, алюминия, нержавейки, оцинковки

Приветствую! В этом материале я расскажу про отличия пайки и сварки, как паять цветные и черные металлы, а также дам несколько советов по прочной пайке и технике безопасности. Поехали.
Отличия пайки металла от сварки
Существует два основных метода скрепления двух металлов: cварка и пайка. В первом случае элементы скрепляются за счет расплавления кромки металла. Это может быть как нагрев, так и скрепление при помощи нагнетания давления. В случае пайки заготовки скрепляют между собой при помощи присадочного материала – припоя.

В некоторых случаях пайка является более щадящим и экономичным способом скрепления заготовок. Также пайка обладает рядом преимуществ:
- Обе детали не нагреваются да температуры плавления. Таким образом получается сохранить их физические и химические свойства.
- Заготовки не требуют тщательной очистки и обработки, как это требуется при сварке.
- Оборудование для пайки стоит намного меньше, чем сварочные аппараты.
- Возможность изготовления сложных узлов и конструкций.
- Прочность полученного стыка. Детали не гнуться и не деформируются после спаивания.
Рассмотрим подробнее методы пайки разных металлов.
Пайка цветных металлов
Изделия из цветных металлов требуют точной подгонки. Именно поэтому их чаще паяют, а не варят. Изучим отдельные виды цветных металлов и их скрепление при помощи пайки.
Всегда фиксируйте обе заготовки при помощи тисков, струбцин либо других крепежных элементов. Особенно, если вы работаете с габаритными деталями. Колебания или сдвиги во время пайки могут перекосить шов, припой может стечь. Это повлечет за собой хрупкость стыка и со временем на нем могут образоваться трещины или свищи.
Пайка меди
Медь – это довольно часто встречающийся металл в повседневной жизни. Водопроводные трубы, электрические кабели, электронные компоненты – все они частично или полностью состоят из меди.

В основном существует два метода пайки меди:
- Высокотемпературная (рабочая температура порядка 600 ˚С);
- Низкотемпературная (рабочая температура до 450 ˚С).
В рамках данной статьи мы рассматриваем пайку в домашних условиях, поэтому возьмем низкотемпературную технологию.
Для пайки меди вам потребуется:
- Припой. В основном его изготавливают из сплавов олова (95—97 %) с медью, сурьмой, висмутом, серебром, селеном. Лучшими свойствами обладают серебросодержащие припои. Широкое применение получили и трёхкомпонентные виды, в состав которых входит олово, медь и серебро. Использование оловянно-свинцовых припоев на производстве ограничено из-за вредности свинца. В домашних условиях также стоит поберечь свои легкие от паров свинца. Используйте активную вытяжку.
- Флюс для пайки меди (активированный, кислотный, некислотный, антикоррозийный).
- Газовая горелка.
Информация:
На крупных производствах и заводах часто используют паяльную пасту. Чаще всего в ее состав входят: флюс, маленькие частицы припоя и специальные добавки.

Рассмотрим пошаговую технологию пайки двух медных элементов:
- На обе детали наносят флюс. Им покрывают место стыка и область, на которую будут наносить припой.
- В место стыка закладывают припой. Это может быть оловянная проволока или специальная паста.
- Полученное соединение нагревают при помощи газовой горелки. Припой распределяется по месту стыка, а также частично на область около пайки.
- Полученную заготовку оставляют остывать. В этот момент нельзя крутить или гнуть полученную деталь. Место стыка должно полностью остыть, чтобы припой смог полностью затвердеть.
- Остатки флюса удаляют при помощи абразивной щетки.
Не направляйте открытый огонь прямо на припой. Он должен расплавиться и заполнить собой шов вследствие нагрева кромок деталей.
Пайка алюминия
Алюминий достаточно капризный материал. Многие эксперты считают, что в домашних условиях скрепить две алюминиевые заготовки просто невозможно, так как место скрепления необходимо прогревать до температуры порядка 600 ˚С, а это чревато прогоранием самого листа алюминия.
Но это утверждение не совсем верно. Спаять два элемента из алюминия можно, если использовать особый флюс и припой. Рассмотрим подробнее все компоненты, которые понадобятся для работы с алюминием:
- Припой. Лучше всего для работы с алюминием подходят припои в составе которых есть: кремний, алюминий, медь, серебро и цинк. К таким можно отнести отечественный припой «34А» или его зарубежный аналог « Aluminium -13».
- Флюс. Лучше, если в его составе будет фторборат аммония с добавлением триэтоналомина. Некоторые используют обычную буру.
- Паяльник, мощностью не менее 100 Вт.
Припои с высоким содержанием цинка обладают лучшими антикоррозийными свойствами.

Пошаговое руководство по пайке алюминиевых заготовок:
- Зачистить обе заготовки от грязи и пыли.
- Удалить при помощи наждачной бумаги оксидную пленку. Эту операцию проделывают с целью уменьшения оксидного слоя, который моментально образовывается на поверхности алюминия.
- На место соединения наносят флюс.
- Припой закладывают равномерно и постепенно, не подвергая постоянному нагреву поверхности алюминиевых заготовок.
- Полученный стык зачищают при помощи металлической щетки или мелкой наждачной бумаги.
Пайка листов жести
Обычная жесть скрепляется довольно просто. Металл без примесей или нанесения чаще всего дает ровный шов и не меняется под воздействием высоких температур. Для пайки жести потребуется:
- Припой. В основном используют припои на основе олова и сурьмы. К ним относят ПОС-40 или ПОС-30. В некоторых случаях используют ПОС-90, в состав которого входит свинец.
- Флюс. Подойдет как соляная кислота, так и обычная канифоль. Свежая оксидная пленка на жести удаляется очень легко.
- Паяльник мощностью не менее 40 Вт.

Технология пайки:
- Зачистить жестяные элементы от грязи и пыли.
- Нанести канифоль на место стыка.
- Положить припой на стык и при помощи паяльника расплавить его.
- Зачистить полученное место при помощи мелкой наждачной бумаги или металлической щетки для ровного шва.
Пайка оцинкованного железа
В отличие от обычной жести, оцинкованное железо имеет ряд специфических характеристик. Во-первых, цинк на поверхности листа испаряется при температуре 960 ˚С. Поэтому не рекомендуется использовать мощные горелки в работе с оцинкованным листом.

Во-вторых, не все припои подходят для работы с оцинкованным железом. Например, крайне не рекомендуется использовать припой ПОС-90, так как он разрушает структуру листа.
Компоненты для пайки:
- Припой. Лучше всего выбрать ПОС-30.
- Флюс — борная кислота или хлористый цинк.
- Паяльник мощностью не менее 40 Вт.
Технология спайки двух элементов из оцинковки аналогична работе с обычной жестью. Главное — греть место спайки равномерно, не допуская перегрева отдельных областей.
Пайка нержавеющей стали
Нержавеющая сталь — это сплав, в котором присутствует никель и хром, а также титан. Пайка нержавейки немного отличается от аналогичной работы с обычным или оцинкованным железом. В зависимости от количественного содержания того или иного металла в составе нержавейки, она будет иметь разные физические характеристики.

Так, лист с большим содержанием никеля при температуре 500 — 700 ˚С может выделять карбидные соединения. Подобные листы подвергают равномерному и быстрому нагреву, чтобы избежать разрушения структуры материала.
Рассмотрим необходимые компоненты:
- Припой. Его выбирают в зависимости от условий пайки. В условиях открытой местности или повышенной влажности отдают предпочтение припоям на основе серебряных сплавов с незначительным содержанием никеля. В сухих помещениях или доменных печах используют хромникелевые или серебряно-марганцевые припои. Для первичного лужения двух деталей используют обычный припой на основе олова и свинца.
- Флюс — бура в виде порошка или пасты.
- Мощная газовая горелка выдающая температуру свыше 800 ˚С. Пригодится паяльник с мощностью выше 100 Вт для первичного лужения.
Пошаговая технология пайки:
- Тщательно зачистить места соединения двух элементов из нержавейки.
- Закрепить оба листа и на место стыка нанести флюс из паяльной кислоты.
- Место стыка залудить тонким слоем припоя на основе олова. На этом этапе используют обычный паяльник. Следите за тем, чтобы припой не скатывался с листа. Если этого избежать не удалось, предварительно прогрейте листы и повторите лужение.
- Повторить лужение флюсом.
- Спаять оба листа, используя припой в зависимости от условий пайки. На этом шаге используйте газовую горелку.
Если припой скатывается с листа даже после предварительного прогревания, используйте металлическую щетку. Она помогает удалить оксидную пленку, которая может оставаться на залуженной поверхности после нанесения флюса.
Пайка черных металлов
Качество скрепления стальных изделий зависит от нескольких факторов:
- марки стали;
- пористости заготовок;
- уровня очищенности стыковочного шва.
В качестве припоя выбирают оловянные или латунные сплавы. Их используют в зависимости от поставленной задачи. Более простой способ — использование олова. С ним проще работать, однако, конечный шов не будет обладать высоким уровнем прочности.
Припои на основе латуни намного прочнее, но для работы с ними потребуется особое оборудование.
Рабочий процесс на подготовительном этапе практически не различается. В обоих случаях детали зачищают от грязи и ржавчины. Фиксируют при помощи струбцин или тисков. В качестве флюса используют обычную ортофосфорную кислоту. После этого наступает этап самой пайки.
Пайка стали оловом
При пайке оловом подбирают паяльник мощностью от 100 Вт. Для получения качественного шва обе детали предварительно залуживают, после чего в готовый шов подают оловянный припой и завершают пайку.
Пайка стали латунью
Латунь плавится при температуре свыше 900 ˚С, поэтому для работы с таким припоем потребуется газовая горелка. Важно нагревать оба элемента равномерно. В противном случае латунь быстро расплавится. Она будет хорошо прилипать только на краях стальных заготовок (что может вызвать хрупкость и разрушение под напряжением), что поспособствует образованию трещин в конечном изделии.
Советы по правильной и прочной пайке металлов
Работая со сталью или другими металлами необходимо придерживаться базовых правил безопасности, а также знать некоторых нюансов пайки.
Как нагревать и охлаждать металл
Важный шаг перед началом работы — подготовка заготовок. И здесь необходимо знать наверняка, какой сплав вы будете спаивать или проверить его самостоятельно:
- Посмотрите, как реагирует металлическая заготовка на нагрев паяльником или горелкой. Как быстро образуется оксидная пленка на поверхности. Об этом лучше знать заранее и наверняка, иначе последующая работа будет проходить в спешке.
- Подготовленные и закрепленные детали лучше всего прогревать постепенно. Следите, чтобы на металле не появлялось перегретых очагов. Область пайки должна быть прогрета равномерно по всей площади.
- Не прогревайте только стыковочный шов, работайте также по площади возле стыка. Чаще всего нужно прогреть 0,5 — 2 см в зависимости от целей пайки и габаритов соединяемых элементов.
- Используйте только те паяльники или горелки, которые выдают рабочую температуру плавления припоя.
- Не охлаждайте готовый шов при помощи холодной воды или других жидкостей. Дайте металлу «отдохнуть» и равномерно остыть несколько минут на открытом воздухе.
- Спаянные заготовки снимайте из тисков или струбцин только после полного остывания припоя.
Какие металлы прочнее всего между собой паяются
В отличие от сварки, в пайке основным показателем качества готового изделия является не марка стали или металла, а выбор припоя, а также технологии формирования самого шва пайки. Так что тут вопрос скорее про то, на какой металл какой припой липнет лучше всего. Конечно, чем ближе по составу и плотности припой и металл, тем лучше будет адгезия. В итоге все сводится к выбору правильного припоя для каждого случая в отдельности.
А еще нужно следить, чтобы при соединении двух металлов не образовывалось электропары. Иначе соединение будет ржаветь и разрушаться от малейшей влаги. Так что тут будет уместна таблица совместимости при соединении цветных металлов между собой.

Буква «А» в таблице совместимости означает «ограниченно допустимый в атмосферных условиях».
Приведу еще несколько простых советов:
- Выбирайте более тугоплавкие припои.
- Тщательно зачищайте стыки скрепляемых деталей. Обрабатывайте наждачной бумагой не только сам шов, но и 0,5 — 2 см около стыка по поверхности металла.
- Залуживайте и запаивайте внахлест. Таким образом, вы увеличиваете общую площадь скрепления двух или нескольких деталей.
Техника безопасности при пайке стали в домашних условиях
Часто пренебрежение элементарными правилами работы с электрическими или горючими приборами приводит к потере здоровья или порче имущества.

Настоятельно рекомендую соблюдать технику безопасности при пайке:
- Держите паяльник на металлической площадке или специальном держаке, который отводит нагретое жало инструмента от плоскости стола.
- Выключайте паяльник от сети сразу после окончания работ.
- Проверяйте качество подключения газового баллона к самой горелке. Не допускайте утечек газа.
- Работайте в хорошо проветриваемом помещении.
- Не оставляйте горелку во включенном состоянии, если вы уже закончили работу.
- Уберите любые легковоспламеняющиеся вещества из рабочей зоны.
- Не хватайтесь голыми руками около нагретого шва. Вы можете получить ожог.
- Не трогайте пальцами припой, чтобы проверить прочность шва.
Соблюдая данные меры можно избежать травм, а также сохранить имущество в целостности. Паяйте с удовольствием и знанием дела!