41. Пайка металлов, припои и флюсы.
Пайкой называется технологический процесс образования неразъемного соединения деталей при помощи относительно легкоплавких металлических сплавов — припоев.
В ремонтном производстве пайка успешно применяется при заделке трещин в трубах и тонкостенных резервуарах, соединении электропроводов, сборке радиаторов и т. д.
Паять можно углеродистые и легированные стали, цветные металлы и иге сплавы, а также другие металлы.
Различают мягкую пайку с помощью легкоплавких оловянно-свинцовых припоев, температура плавления которых не превышает 400—450°С, и твердую — с помощью тугоплавких медно-цинковых, серебряных, никелевых и других припоев, имеющих температуру плавления свыше 450—500°С. Мягкие припои имеют малую прочность, обычно их предел прочности при растяжении 5—7 кгс/мм .
Мягкая пайка применяется в тех случаях, когда не требуется высокая прочность шва, а необходимы главным образом герметичность или электропроводность паяного соединения.
Твердая пайка позволяет получать прочные и температуро-устойчивые швы, которые близки к прочности материала соединяемых деталей. Их предел прочности при растяжении до 50 кгс/мм2.
При пайке мягкими припоями места спайки надо хорошо зачищать, а при пайке твердыми припоями такой тщательной зачистки не производят.
Во многих случаях детали перед пайкой залужают, это позволяет производить пайку при меньшей температуре нагрева.
При пайке алюминия и его сплавов часто применяют ультразвуковое лужение.
Пайку мелких деталей проволоки и ультразвуковое лужение производят погружением в ванну с расплавленным припоем.
Мягкие припои состоят из олова, свинца и небольшого количества примесей — сурьмы, меди, висмута и мышьяка. Сурьма как присадка увеличивает прочность припоя, а присутствие висмута понижает температуру плавления припоя. Наиболее распространенные оловянно-свинцовые и серебряные припои приведены в табл. 95 и 96.
Все оловянно-свинцовые припои (табл. 95), кроме ПОС4-6, позволяют получить соединение вполне удовлетворительного качества. По технологическим свойствам (плотности шва) наилучшими припоями являются ПОС-61 и ПОС-30. Чистое олово применять для пайки не рекомендуется из-за возможности возникновения «оловянной чумы» и потери прочности шва в эксплуатационных условиях при температуре ниже 18°С.
Мягкие серебряные припои (табл. 96), изготовленные на свинцовой основе с добавлением серебра, кадмия и других эле¬ментов, значительно улучшили технологические и антикорро-зийные свойства паяного шва. Висмутовые припои, состоящие из висмута ~ 45—56%, оло¬ва ~ 9—10% и свинца ~ 34—46%, очень легкоплавки (темпе¬ратура плавления от 79 до 95°С), по весьма хрупки. Кадмиевые припои, содержащие олова ~ 12—14%, свинца ~ 25—26%, висмута до 50% и кадмия 10%, более легкоплавки (температура плавления от 60 до 70°С), чем висмутовые. Применяют их в тех случаях, когда от спаиваемых швов не требуется большой прочности. Мягкие припои изготовляются в виде прутков, кусков проволоки диаметром 3 мм, трубок с внутренней набивкой флюсом (вес флюса около 5% веса припоя), порошка и пасты, состоящей из смеси порошка припоя и флюса. Флюсы могут быть в виде порошка, пасты или жидкое. Основные данные о наиболее распространенных для пайки металлов флюсах приведены в табл. 102, 103 и 104. В тех случаях, когда по многим причинам нельзя применять твердые флюсы, пайку производят в восстановительной или инертной атмосфере, а также в вакууме. Существенное значение при пайке имеет величина зазора между соединяемыми кромками, которая для большинства припоев лежит в пределах 0,05—0,15 мм. Нагрев при пайке мягкими припоями производят обычным паяльником из красной меди. Наряду с этим применяют также газовые, электрические, ультразвуковые и абразивные паяльники. Пайку ультразвуковыми паяльниками производят без флюса. Абразивный паяльник применяют при пайке алюминия легкоплавкими припоями без флюса. При этом в процессе пайки происходит разрушение окисной пленки вследствие трения абразива запрессованного в тело паяльника. Абразивная пайка требует дополнительного подогрева соединяемых деталей. Нагрев спаиваемых деталей твердыми припоями можно производить при помощи паяльной лампы, ацетилено-кисло-родной, бензино- и газовоздушной горелок, кузнечного горна и нагревательной печи. Рекомендуется производить нагрев соединения при пайке изделия из стали, а также из медных и никелевых сплавов твердосплавными припоями при помощи ацетилено-кислород-ной горелки, а при пайке деталей из алюминиевых и магниевых сплавов — бензино- или газовоздушными горелками.
Припой — это легкоплавкий сплав металлов. Иными словами, металл, который плавится при сравнительно низкой температуре — обычно 200. 300 градусов. Припой служит своеобразным электропроводящим клеем, с помощью которого металлические детали скрепляются между собой. В отличие от сварки, где скрепление происходит за счёт взаимодействия расплавленных масс самих деталей, при пайке детали не повреждаются: плавится только припой. Это требует меньшей температуры, меньшего времени, жрёт меньше энергии и более безопасно.
Припои бывают разные. При монтаже электронных схем применяются мягкие оловянно-свинцовые припои. Самый ходовой из них — ПОС-61. Первые три буквы названия переводятся как Припой Оловянно-Свинцовый. Далее идёт число, обозначающее процентное содержание олова в припое. В ПОС-61 соответственно, 61% олова, остальные 39% — свинец. Его температура плавления — 180 градусов.
Второй материал, который нужен для пайки — это флюс. Заметим, что он не имеет никакого отношения к зубам в-общем и к больным зубам в частности. Просто он так называется.
Флюс — это вещество, помогающее снять слой окисла с поверхности металла. С другой стороны, флюс предохраняет металл от окисления в процессе пайки и способствует равномерному растеканию припоя по поверхности металла. Во-общем, без флюса — никуда.
Флюсы, как и припои, весьма разнообразны. Нам удобнее разделить всё разнообразие флюсов на две большие группы: кислотные и бескислотные. Из этих двух групп мы выберем бескислотные.
Самый распространённый бескислотный флюс — это всеми любимая канифоль. На севере нашей Ленобласти, в царстве чахоточных сосен, канифоль можно добывать своими руками. Ведь канифоль — ни что иное, как переработанная (очищенная) сосновая сера.
Не припомню, чтобы канифоль как-то классифицировалась по видам. Правда различается по сортам (по степени очистки). Чем чище канифоль, тем она меньше пахнет при паянии, и тем медленнее загрязняется жало паяльника. Впрочем, запах у канифоли довольно приятный, а жало будет всё равно загрязняться, медленно-ли быстро-ли, хоть ты тресни. Поэтому чистота канифоли — не тот параметр, за которым стоит гоняться.
Припои и их разновидности
Припой состоит большей частью из олова с добавлением различных материалов. В структуру припоя могут входить следующие компоненты:
Олово (Sn) – представляет собой мягкий металл с температурой плавления + 231,9 С градусов. Олово растворяется в соляной и серной кислоте. Большая часть органических кислот на него не действуют. При воздействии комнатных температур олово не подвергается окислению, однако при ее снижении ниже +18 С и особенно ниже -50 С происходит разрушение кристаллической решетки металла, в результате чего олово приобретает серый оттенок.
Свинец (Pb) – очень популярный металл в изготовлении припоя за счет легкоплавкости. В чистом виде металл очень мягкий, легко обрабатываемый. У свинца окисляется только верхняя часть, контактируемая с воздухом. Металл легко растворяется в щелочи и кислотах, содержащих азот и органику.
Кадмий (Cd) – применяется для изготовления легкоплавких припоев в малых дозах совместно с оловом, висмутом или свинцом. В чистом виде – токсичен, температура его плавления + 321 С. Зачастую кадмий применяется в антикоррозийных целях.
Висмут (Bi) – один из самых легкоплавких металлов при использовании его в составе припоя с температурой плавления + 271 С. Висмут хорошо растворим в азотной кислоте, а так же в подогретом растворе серной кислоты.
Сурьма (Sb) – тугоплавкий металл с температурой плавления + 630,5 С. Не подвержен воздействию воздуха. Не окисляется. В припое дает эффект глянца. Металл токсичен.
Цинк (Zn) – хрупкий металл синевато-серого цвета с температурой плавления + 419 С. Быстро окисляется на воздухе. Используется в припоях аппаратуры, работающей во влажных условиях, за счет того, что покрывает под воздействием влаги пленкой окиси, защищающей места пайки. Цинк легко растворим в кислотах. Цинк вместе с медью применяется для твердых припоев, а так же кислотных флюсов.
Медь (Cu) – металл с самой высокой температурой плавления в изготовлении припоя + 1083 С. Не поддается воздействию воздуха, однако верхним слоем окисляется при попадании влаги. Медь применяется в тугоплавких припоях.
Припои разделяют на легкоплавкие и тугоплавкие.
Легкоплавкие припои нашли широкое применение при конструировании радиоаппаратуры и пайке радиоэлектронных компонентов, а так же при лужении дорожек радиомонтажных плат. Температура плавления легкоплавких припоев не выше + 450 С. В основу таких припоев обычно входит олово, свинец, кадмий, висмут или цинк. В радиоэлектронике большое применение получили припои с температурой плавления до + 145 С градусов. В процессе лужения обезжиренных и очищенных плат применяется сплав Розе или сплав Вуда. Температура плавления этих сплавов 70 – 95 градусов, поэтому они равномерно залуживают плату, опущенную в кипящую воду. В отечественной промышленности список легкоплавких материалов большей частью составляют припои оловянно-свинцовые или ПОС. В случае добавления в припой кадмия или висмута к окончанию добавляются буквы К или В. Цифра в окончании маркировки соответствует процентному содержанию олова в припое по отношению к свинцу (большей частью) и сурьме (в мелких количествах). Чем меньше цифра, тем припой более тугоплавкий но и более прочный. Буква Ф означает, что в состав припоя включен флюс. В последнее время из-за европейских экологических стандартов в фирменной аппаратуре применяется в основном бессвинцовый припой с относительно высокой для радиокомпонентов температурой плавления + 220 градусов. Ниже приведен список распространенных отечественных припоев:
ПОС-18 – состоит из олова (17 – 18%), сурьмы (2 – 2,5%) и свинца (79 – 81%). Применяется при низких требованиях прочности пайки, в основном для лужения металлов. Температура плавления +183 +270 градусов (начало плавления / растекаемость).
ПОС-30 – состоит из олова (29 – 30 %), сурьмы (1,5 – 2%), свинца (68 – 70%). Лужения и пайка меди, стали и их сплавов. Температура плавления +183 +250 градусов.
ПОС-50 – олово 49 – 50%, сурьма 0,8%, свинец 49 – 50%. Применяется для качественного спаивания различных металлов, в том числе и в радиоэлектронике. Плавление +183 +230 градуса.
ПОС-90 – олово 89 – 90%, сурьма 0,15%, свинец 10 – 11%. Высокопрочный припой с температурой плавки +18 + 222 градуса, применяемый в лужении деталей с последующим золочением и серебрением. Не применяется в установках с повышенной рабочей температурой.
Припои ПОС-40 и ПОС-60 в радиоэлектронике наиболее популярны. Для спаивания латуни или пластин для экранирования стоит применять ПОС-30. При поверхностном лужении дорожек на платах лучше всего использовать припои с содержанием кадмия или висмута ПОСК-50 или ПОСВ-33. Припои с флюсами и без их содержания для монтажа радиодеталей выпускаются в виде проволоки с толщиной 1 мм для пайки SMD элементов до 3 мм. для радиокомпонентов в обыкновенном корпусе. Для пайки металлов из стали или пайки крупных площадей, припои идут без флюса в трубках диаметром 5 мм. В импортной промышленности так же выпускают свинцово-оловянные шарики диаметром от 0,2 до 0,8 мм., предназначенные для пайки BGA чипов.
Тугоплавкие припои большей частью используются в промышленной пайке твердых металлов. Их температура плавления от + 450 до + 800 С. В состав таких припоев входят медь, серебро, никель или магний. Отличительной особенностью этих припоев является их прочность. Из-за высокой температуры плавления тугоплавкие припои в бытовых условиях для радиомонтажных работ не используются. Большей частью они используются для спаивания латуни, стали, меди, бронзы, чугуна и других металлов с высокой температурой плавления. Припои марки ПМЦ (припой медно-цинковый) применяется для спаивания латуни с содержанием меди (ПМЦ-42), бронзы и меди (ПМЦ-52). Данный припой выпускается в виде слитков определенных форм.
ПМЦ-42 – состоит из меди (40 – 45%), цинка (52 – 57%). Также в его состав входят сурьма, свинец, олово и железо. Его температура плавления + 830 градусов.
ПМЦ-53 – медь 49 – 53%, цинк 44 – 49%. Температура плавления +870 градусов.
В производстве припоев особое место занимают, пожалуй, самые дорогие тугоплавкие припои, основу которых составляет медь с добавлением серебра. Маркируются они как ПСР. Припои с серебром обладают высокой прочностью. Место пайки гибко и легко обрабатываемо. Температура таких припоев от +720 до +830 градусов. Высокотемпературные припои ПСР-10 и 12 используют для спаивания сплавов латуни и меди, ПСР-25 и 45 необходимы для работы с медью, бронзой и латунью. ПСР-70 – припой с максимальным содержанием серебра применяют в пайке высокочастотных элементов: волноводов, защитных контуров и т.д.
Существуют припои, применяемые для пайки алюминия на основе олова, цинка и кадмия. Главная проблема пайки алюминия заключается в его быстром окислении на воздухе, поэтому алюминий паяют в масле с использованием ультразвуковых паяльников.
От правильно выбранного флюса довольно сильно зависит качество пайки, ровность шва и его аккуратность. Флюс при нагреве должен образовывать тонкую растекающуюся пленку на поверхности припоя, которая усиливает сцепление припоя с металлом. Чем меньше температура плавления флюса, тем качество пайки лучше. Так же температура его плавления должна быть ниже температурных режимов плавки припоя. Промышленность сегодня изготовляет флюсы двух типов.
— Химически активные флюсы, в состав которых входит, как правило, кислотосодержащие реагенты (ортофосфорная и соляная кислоты, хлористый цинк, хлористый аммоний). Данные флюсы прекрасно справляются с жирными налетами и окислами, однако, недостаточная промывка места пайки со временем приводит к «выеданию» металла и его коррозии, где остался кислотосодержащий флюс. На практике кислотосодержащие флюсы стараются в быту использовать как можно реже, особенно в радиоэлектронике, поскольку они ведут к разрушению текстолита, к тому же, при попадании на кожу человека такие флюсы вызывают ожоги, а их пары при вдыхании человеком особо токсичны. К наиболее популярным активным флюсам относится паяльная кислота, ортофосфорная кислота, хлористый цинк, бура, нашатырь, представляющий собой хлористый аммоний.
— Химически пассивные флюсы помогают удалить жировые отложения, а так же в меньшей степени удаляют окислы. Примером может быть канифоль, стеарин, воск. Сами по себе это органические вещества, не вызывающие коррозии, которые служат не только важной сост авляющей при пайке радиокомпонентов, но и выполняют защитную функцию от окисления. Новомодной тенденцией стало использование флюсов ЛТИ, для пайки легкоплавкими припоями. С их помощью можно осуществлять пайку оцинкованных контактов, свинец, очищенное железо, нержавеющую сталь и т.д. В их состав входит спирт, канифоль, малая доза кислоты, триэтаноламин. Для подобной пайки применяют ЛТИ флюс совместно с паяльной пастой. Единственный их минус заключается том, что под действием температуры в месте спайки остаются темные пятна. Пары флюса вредны для человека. Исключение только составляет флюс ЛТИ-120, который не содержит нежелательных компонентов: солянокислотного анилина и метафенилениамина.
Наименования флюсов и их применение
Канифоль сосновая – самый простой, дешевый и доступный вид флюса с низким током утечки. Относится к классу химически пассивных флюсов. На рынке она доступна в свободной продаже из-за популярности. Применяется практически широком спектре радиомотажных работ. Умеренно растворяется в спирте с добавлением глицерина, благодаря чему стали популярны среди радиолюбителей спирто-канифольные флюсы.
Ортофосфорная и паяльная кислота – опасные химически активные флюсы. Применяется при паке сильно окисленных металлов, низколегированных сталей, никеля, а так же их сплавов. После пайки обязательным условием является очистка места спаивания 5% раствором соды, чтобы погасить кислотную активность и выедание металла. Паяльная кислота особо эффективна при температуре 270 – 330 градусов.
Паяльная кислота ПЭТ – оптимальная температура процесса пайки с ее применением 150 – 320 градусов. Применяется при спаивании углеродистых сталей, латуни, меди, никеля.
Паяльный жир – существует в двух видах: активный и нейтральный. Применяется для окисленных деталей, состоящих из черного или цветного металла. Активный паяльный жир в радиоконструировании не применяется. Нейтральный паяльный жир не содержит активных компонентов, поэтомуможет использоваться для пайки радиодеталей.
БУРА – необходима при высокотемпературной пайке высокоулеродитсых металлов: чугуна, меди, стали и т.д.
ТАГС – флюс на глицериновой основе для радиомонтажа. Из-за остаточного сопротивления нуждается в отмывке спиртом.
Флюсы ЗИЛ – хорошо подходят спаивания стали, латуни, меди легкоплавкими припоями на основе висмута.
Ф-38Н ПЭТ – сильно химически активный флюс. Применяется для пайки быстро окисляемых на воздухе металлов при температуре выше 300 градусов. Им паяют нихром, манганин, бронзу. Обязательное применение при его использовании средств индивидуальной защиты. Промывка щелочью так же обязательна
Активные флюсы ФИМ — пайка окисленного серебра, платины. Требует отмывки водном раствором с содержанием соды. В составе флюса фосфорная кислота.
ФКДТ и ФКТ ПЭТ – популярный неактивный флюс широкого применения для лужения проводов и медных контактов в РЭА.
ФТС – бесканифольный пассивный флюс без дыма. Предназначен для пайки радиодеталей.
Паяльная паста «Тиноль» — специальный химический флюс для пайки SMD радиодеталей термофеном паяльной станции.
Флюс-гель ТТ – флюс с индикатором химической активности красноватого оттенка для широкого спектра пайки. При воздействии температурой обесцвечивается, указывая на отсутствие активных компонентов. Не требует отмывки.
СТ-61 – паяльная паста пассивная. А – температура плавления +200 градусов, В – для компьютерных и мобильных радио запчастей, С – канифоль.
IF 8001 Interflux – один из лучших флюсов для бессвинцовой пайки SMD компонентов, в том числе и работы с BGA чипами. Довольно дорогой. Не требует смывания.
IF 8300 BGA Interflux (30cc) – для пайки корпусов BGA. Представляет собой гель. Без вредного галогена.
IF 9007 Interflux BGA – паяльная безотмывочная паста для пайки свинцовым припоем. После работы оставляет едва заметный слой флюса с высоким удельным сопротивлением.
FMKANC32-005 – крем слабоактивированный безотмывочный. Показывает хорошие результаты при пайке BGA чипов и работе с инфракрасными паяльными станциями.
Классификация импортных флюсов
Нередко в маркировке импортных флюсов можно встретить маркировочные символы. Рассмотрим ниже их обозначение.
«R» — канифоль, которая идет либо в чистом виде, либо в виде раствора (спирто-канифоль). Химически пассивный флюс, поэтому перед применением требует ручной зачистки поверхности спаиваемых компонентов от окислов. После окончания работ требует отмывки спиртом или ацетоном.
«RMA» — флюс на основе канифоли с небольшим добавлением активаторов (органических кислот и их соединениями). При термической обработке кислотосодержащие активаторы испаряются. Для их применения необходима вытяжка. Оптимальная пайка достигается с использованием горячего воздуха.
«RA» — активированная канифоль. По заверению производителей из-за низкой активности кислот не оказывает коррозийных процессов на место пайки, поэтому не требует отмывки. Мы бы все таки рекомендовали после работы с ним использовать слабый раствор щелочи или спирт для отмывки, если речь не идет о BGA пайке!
«SRA» — кислотные флюсы активного действия для пайки нержавеющей стали, никеля. В электронике практически не используются из-за разрушающего действия кислот. После пайки таким флюсом изделие нуждается в тщательной отмывке спиртом или ацетоном.
Так же нередко к импортным флюсам к названию добавляют надпись «no clean», которая означает, что данный флюс не требует смывки. Такие флюсы нередко применяют при пайке радиокомпонентов, где очистка после пайки деталей затруднена физически. Например, при пайке BGA микросхем.
Какие существуют паяльники. В каких случаях их применяют [Советы начинающему радиолюбителю, Радиоприемники и их ремонт, Самоучитель игры на паяльнике]
Пая́льник — ручной инструмент, применяемый при луженииипайкедля нагрева деталей,флюса, расплавленияприпояи внесения его в место контакта спаиваемых деталей. Рабочая часть паяльника, обычно называемая жалом, нагревается пламенем (например, отпаяльной лампы) илиэлектрическим током.
Мощность электрического паяльника для монтажа электронных и радиотехнических устройств обычно составляет 30 — 40 Вт. Однако при монтаже полупроводниковой аппаратуры такой паяльник может оказаться чрезмерно мощным, вызовет недопустимый перегрев транзисторов, поэтому целесообразно обзавестись также маломощным паяльником мощностью примерно 15 Вт. Полезно также иметь в комплекте низковольтный маломощный паяльник, питаемый от сети через понижающий разделительный трансформатор с заземленной вторичной обмоткой. Такой паяльник не только уменьшает опасность перегрева полупроводникового прибора или .печатной платы, но и безопасен в смысле попадания на корпус его напряжения сети. Если же окажется необходимым при .монтаже припаять, допустим, провод к металлическому шасси или к другой массивной металлической поверхности, то для ее прогрева мощности в 30 — -40 Вт может оказаться недостаточно. В этих случаях приходится использовать более мощные паяльники (до 60 Вт и более). Таким образом, в наборе полезно иметь несколько паяльников разной мощности, однако на первый случай можно ограничиться одним — мощностью 30 — 40 Вт.
Паяльники с периодическим нагревом
Молотковые и торцевые паяльники представляют собой массивный рабочий наконечник, закрепленный на относительно длинной металлической рукоятке, длина которой обеспечивает безопасность в обращении с инструментом. Для выполнения нестандартных работ паяльники подобного типа снабжаются фасонными наконечниками. Нагрев этих паяльников осуществляется внешними источниками тепла. Это наиболее старый вид паяльников (известны с античности).
Дуговой паяльник — нагрев паяльника осуществляется электрической дугой, периодически возбуждаемой между угольнымэлектродом, помещенным внутри паяльника и наконечником. Дуговой паяльник массой 1 кг нагревается до температуры 500 °C при напряжении 24 В в течение 3 мин, потребляемая мощность 1,5—2,0 кВт.
Паяльники с постоянным нагревом
Электропаяльники имеют встроенный электронагревательный элемент, работающий от электросети, от понижающего трансформатора либо от аккумуляторов.
Газовые — паяльники со встроенной газовой горелкой (горючий газ подаётся из встроенного баллончика со сжиженным газом, или, реже, газ подаётся по шлангу от внешнего источника).
Паяльники, работающие на жидком топливе — схожи с газовыми, но нагрев осуществляется пламенем сгорающего жидкого топлива.
Термовоздушные — в них нагрев деталей, расплавление припоя происходит путем обдува их струёй горячего воздуха. В этом он напоминает промышленный фен, но, в отличие от него, используется тонкая струя воздуха.
Инфракрасные — нагревание осуществляется источником инфракрасного излучения.
Электропаяльники малой мощности (5—40 Вт) обычно используются для пайки электронных компонентовпри помощи легкоплавкихоловянно-свинцовыхприпоев; это основной инструмент электромонтажника и электромеханика.
Мощные электропаяльники (100 и более Вт) используются для пайки и лужения массивных деталей.
Термостабилизация жала позволяет использовать паяльники большой (50—100 Вти более) мощности и при пайке электронных компонентов без риска их перегрева — это полезно при работе с многослойными печатными платами, а также при демонтаже многовыводных ИС.
Паяльники для монтажа и ремонта электронных устройств часто изготовляются на низкие рабочие напряжения, от 12 до 36 В. Питают такой паяльник через понижающий трансформатор. Пониженное напряжение значительно снижает вероятность повреждения полупроводниковых электронных компонентов ёмкостными наводками, амплитуда которых на жале обычного паяльника на 220 В достигает десятков, а то и 100—150 вольт, даже при отличной изоляции нагревателя.
Для максимальной защиты от статического электричества и электромагнитных наводок жало паяльника заземляют, уравнивая потенциалы жала, рабочей поверхности, монтируемой конструкции и оператора (для заземления тела человека используется заземляющий браслет).
Следует предостеречь против распространенной ошибки — питания паяльника при работе с электронными устройствами от тиристорного регулятора напряжения — (диммера). Выходное напряжение такого регулятора имеет несинусоидальную форму с крутыми фронтами в моменты открытия тиристора, и следовательно, имеет большой уровень высокочастотных гармоник. Это ведёт к появлению импульсов напряжения большой амплитуды на жале (ёмкостная наводка через ёмкость нагреватель — жало), способных вывести из строя многие полупроводниковые приборы и микросхемы, особенно это относится к приборам с изолированным затвором.
Также возрастает вероятность пробоя изоляции между нагревательным элементом паяльника и жалом, особенно если она слюдяная.
Как пользоваться мультиметром [Как пользоваться мультиметром] Методы поиска неисправностей [Справочное пособие по ремонту электрических и электронных систем]
Pereosnastka.ru

Пайка мягкими припоями
К атегория:
Пайка мягкими припоями
Пайка мягкими припоями делится на кислотную и бескислотную. При кислотной пайке в качества флюса употребляют хлористый цинк или техническую соляную кислоту, при бескислотной пайке — флюсы, не содержащие кислот: канифоль, терпентин, стеарин, паяльную пасту и др. Бескислотной пайкой получают чистый шов; после кислотной пайки не исключена возможность появления коррозии.
Пайка мягкими припоями включает подготовку изделий к пайке, подготовку паяльника, расплавление припоя, охлаждение и очистку шва.
Подготовив изделий к пайке. Прочное паяное соединение может быть получено только в том случае, если место пайки предварительно очищено от грязи, жиров, продуктов коррозии и окисных пленок, которые сильно мешают растеканию припоя и его проникновению в шов. Поверхность изделий перед пайкой зачищают, обезжиривают, травят, промывают, сушат и собирают.
Механическую очистку поверхности изделий от окислов, ржавчины и окалины выполняют наждачной бумагой, напильниками, металлическими щетками, шлифовальными кругами, стальной или чугунной дробью.
Химическое обезжиривание в щелочных ваннах является наиболее простым и эффективным способом; заключается оно в обработке изделий в тонко размолотой венской извести, разведенной водой до кашицеобразного состояния, которую кистью наносят на изделие, тщательно протирают и смывают водой.
Обезжиривание в органических растворителях применяют для удаления толстого слоя масла с изделий со сложными поверхностями, с внутренними полостями и глубокими отверстиями. Для этого применяют ацетон, бензол, скипидар, бензин, метиловый, этиловый спирт и др.
Химическое травление применяют в тех случаях, когда имеющиеся на поверхности изделия пленки окислов и других соединений обезжириванием не удаляются и препятствуют образованию прочного соединения припоя с паяемым металлом. Травление осуществляют погружением изделий в растворы серной, соляной, фосфорной и других кислот.
Очистка с помощью ультразвука резко сокращает процесс очистки деталей от жировых загрязнений. Этот способ применяют в случаях, когда другие способы не обеспечивают нужную чистоту поверхности. В ультразвуковых ваннах в качестве очищающей среды используют органические растворители, щелочные растворы, горячую воду, мыльный раствор и др.
Подготовка паяльника заключается прежде всего в заправке его под углом 30 — 40° и очищении от следов окалины. Затем обушок паяльника нагревают, следя, чтобы его рабочая часть находилась в некоптящей зоне пламени и нагрев осуществлялся до определенных температур: до 250 —300 °С при пайке мелких деталей и до температуры 340 —400 °С при пайке крупных. Следят, чтобы паяльник не перегрелся. Перегрев паяльника выше 500 °С повышает окалинообразование и затрудняет лужение наконечника. Если паяльник недостаточно нагрет, то припой на спаиваемых поверхностях быстро остывает и превращается в кашеобразную массу. Такая пайка очень непрочна.
Признаком перегрева является появление зеленоватого пламени и быстрое сгорание канифоли с выделением дыма вместо ее плавления. О нормальном нагреве паяльника судят по легкому покраснению обушка. При перегреве паяльник снимают с огня, дают ему немного остыть, зажимают в тисках и опиливают плоским напильником рабочий конец дочиста с обеих сторон и снимают с ребер заусенцы. Во время длительной пайки периодически очищают рабочую часть паяльника от окалины стальной щеткой и напильником.
Нагретый паяльник быстро снимают с огня, очищают от окалины погружением в хлористый цинк, затем набирают с прутка 1—2 капли припоя и двигают паяльником по куску нашатыря, пока конец паяльника не покроется ровным слоем припоя. Затем протравливают места пайки.
Паяльник накладывают на место спая, немного придерживая его на одном месте для прогрева детали, затем медленно и равномерно перемещают по месту спая. При этом расплавленный припой стекает с паяльника и заполняет зазоры шва (0,05-0,15 мм).
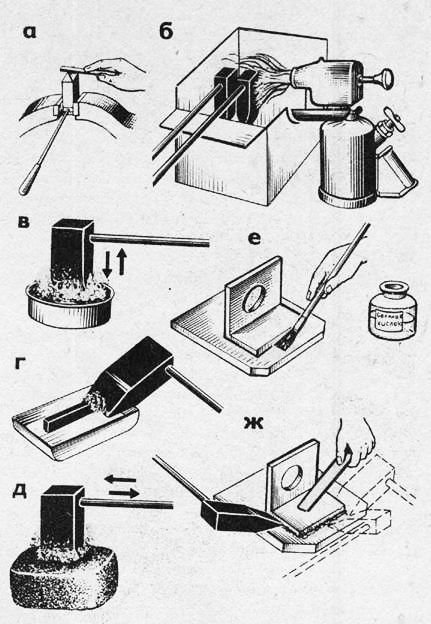
Рис. 1. Пайка мягкими припоями: а — заправка паяльника, б — нагрев обушка, в — очистка от окалины хлористым цинком, г — захват расплавленного припоя, д — облуживание на кусковом нашатыре, е — протравливание места паяния (нанесение флюса), ж — нанесение припоя (заполнение зазора)
Для предохранения соседних со швом участков детали от нагрева их покрывают мокрыми тряпками или погружают в воду. После охлаждения паяный шов очищают, промывают, протирают сухой ветошью.
Нагретый паяльник нельзя класть на стол или верстак: он быстро отдаст тепло и загрязнится. Паяльник кладут на подставку (рис. 2, а). Рабочее место паяльщика показано на рис. 2, б, в.
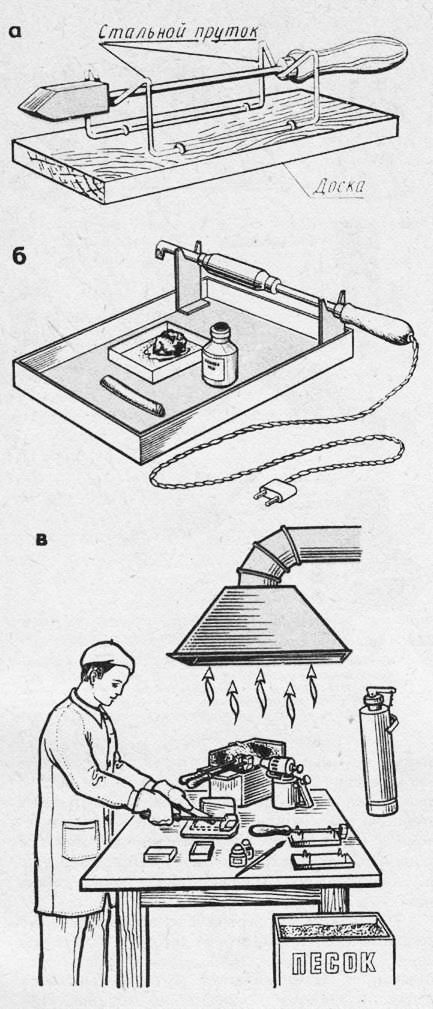
Рис. 2. Паяльник на подставке (а), рабочее место паяльщика (б, в)
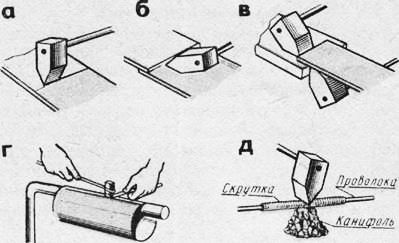
Рис. 3. Приемы пайки: а — стыкового шва, б — нахлесточного шва, в — тонкой пластины с толстым нахлесточным швом, г — трубы
При массовом изготовлении деталей пайку осуществляют погружением в ванну с расплавленным припоем.
Прием пайки встык показан на рис. 3, а, внахлестку — на рис. 3, б, тонкой пластины с толстой внахлестку — на рис. 3, в, внутренних швов труб — на рис. 361, г и толстых проводов — на рис. 3, д.
Особенности пайки сосудов для хранения горючих жидкостей. Пайка сосудов (бочек, бидонов) для горючих жидкостей или газов во избежание взрыва требует особых мер предосторожности.
Прежде всего сосуды тщательно промывают. Перед пайкой их доверху наполняют водой и выдерживают некоторое время, чтобы пары остатков горючего вытеснились полностью. Слив воду, приступают к пайке.
Перед пайкой можно также бак пропарить или промыть горячей водой до исчезновения запаха горючего (лучше промыть 6%-ным раствором каустической соды). Непромытый сосуд к рабочему месту подносить нельзя, так как при работающей паяльной лампе малейшая неосторожность может повлечь за собой взрыв сосуда.
Когда пайка закончена и изделие полностью охладилось, со шва снимают излишек припоя, изделие промывают и высушивают в сушилке сухими опилками или сжатым воздухом.
Пайку труб выполняют в следующем порядке: очищают напильником или шабером место пайки, наносят кисточкой флюс на место спая, прикладывают нагретый и облуженный паяльник и пруток припоя к месту спая, расплавляют припой, равномерно и медленно непрерывно перемещают паяльник по линии шва, давая припою заполнить шов. После окончания пайки и полного остывания трубы удаляют флюс, промывают трубу с теплой воде.
Особенности пайки некоторых металлов и сплавов. Низкоуглеродистые стали хорошо подвергаются пайке как мягкими, так и твердыми припоями. В качестве мягких припоев применяют оловянно-свинцовые припои, а в качестве флюса — хлористый цинк или канифоль.
Высокоуглеродистые и инструментальные стали можно паять медно-цинковыми и серебряными припоями.
Пайку чугунных деталей выполняют латунными и серебряными припоями. Перед пайкой детали очищают от окислов, масла и обрабатываемую поверхность зачищают механическим способом. Затем в месте спая кислородно-ацетиленовым пламенем с избытком кислорода выжигают свободный графит, детали прогревают и очищают от окислов и покрывают бурой. Нагревание можно производить паяльной лампой, не допуская нагрева детали выше 900 °С.
После окончания пайки чугунные детали отжигают: нагревают до температуры 700 —750 °С, выдерживают при этой температуре в течение 20 — 25 мин, затем охлаждают на воздухе. Доброкачественный шов получается в том случае, когда поверхности спаиваемых деталей до пайки, покрывают медью.
П айка нержавеющих сталей сопряжена с некоторыми трудностями, так как вследствие химического воздействия кислорода на легирующие элементы при нагреве происходит окисление поверхности стали. В целях удаления окислов и дальнейшего предупреждения их образования применяют различные флюсы (например, буру). Нержавеющие стали паяют припоем ПСр45.
Медь и ее сплавы, хорошо паяются всеми способами.
Пайка алюминия является весьма трудной операцией. Это связано с тем, что алюминий очень быстро окисляется на воздухе, покрываясь очень тонкой пленкой окиси, которая трудно поддается пайке.
Окисную пленку удаляют в процессе пайки механическим, химическим или ультразвуковым способом. Перед пайкой поверхность изделия обезжиривают в бензине или горячем 10% -ном растворе каустической соды и протравливают в растворе кйслоты или зачищают. При механическом способе удаления окислов место шва нагревают до температуры плавления припоя, наносят расплавленный припой (цинк, олово или их сплавы) и шабером, щеткой под слоем припоя разрушают окисную пленку. Припой смачивает поверхность алюминия и образует после охлаждения шов.
Лучшие результаты пайки алюминия дает применение ультразвуковых паяльников, которые создают в расплавленном припое колебания ультразвуковой частоты (от 20 кГц до 1 ГГц), частички припоя увлекаются, ударяют о поверхность алюминии и разрушают окисную пленку. Для ультразвуковой пайки применяют припой на цинковой или оловянной основе с добавлением кадмия и алюминия.
При химическом способе окисная пленка разрушается активными флюсами. В качестве флюса применяют смесь из 10% фтористого натрия, 8% хлористого цинка, 32% хлористого лития и 50% хлористого калия. Место пайки и пруток припоя подогревают до температуры 300 — 400 °С. Припой погружают в порошкообразный флюс, а место пайки дополнительно подогревают до температуры несколько большей температуры плавления припоя. Проводя припоем с нажимом и быстро по подогреваемому шву, флюсом удаляют окисную пленку.
Припой плавится и заполняет шов. Для удаления остатков флюса изделие после пайки промывают.
Мягкими припоями называются легкоплавкие припои с температурой плавления ниже 400 °С. Эти припои имеют малую механическую прочность: предел прочности при растяжении обычно не превышает 5—7 кГ/мм2. Пайку мягкими припоями можно применять почти для всех металлов в разнообразных сочетаниях, в том числе и для таких легкоплавких, как цинк, свинец, олово и их сплавы. Наиболее употребительные мягкие припои обычно содержат значительное количество олова.
Мягкие припои изготовляют в виде прутков, болванок, проволоки (обычно диаметром 3 мм), трубок, набитых флюсом (вес флюса составляет около 5% веса припоя), порошка и пасты из порошка припоя с флюсом. Поверхности спая должны быть хорошо очищены механическими и химическими средствами или предварительно облужены. Флюсы при пайке мягкими припоями, как правило, необходимы. Для флюсов применяются сравнительно слабо действующие на металл органические вещества или неорганические соединения, действующие сильнее и разъедающие металл. К первой группе веществ можно отнести канифоль, хорошо очищающую медь и латунь от окислов, и стеарин, особенно подходящий для пайки свинца и свинцовых сплавов.
Мягкая пайка производится паяльниками и газовыми горелками, погружением в ванны и т. д. Наиболее распространена пайка паяльниками. Рабочую часть паяльника изготовляют из меди; форма паяльника должна соответствовать форме соединения, а вес — размерам изделия и толщине металла, чтобы паяльник мог, не охлаждаясь значительно, нагреть кромки до необходимой температуры. Нагреваются паяльники на горнах, паяльных лампах и газовых горелках. Для непрерывной работы к паяльникам могут быть пристроены бензиновые или газовые горелки. Наиболее удобны в работе распространенные на производстве паяльники с электрическим нагревом, которые обеспечивают наивысшую производительность и наилучшие условия труда. Горелки для мягкой пайки работают на дешевых промышленных или природ-’ ных горючих газах, сжигаемых с воздухом.
Распространенным способом пайки является погружение деталей в металлические ванны с расплавленным припоем. Удобны котелки для расплавленного припоя с электрическим нагревом. Иногда, например для свинцовых труб и кабельных оболочек, производится пайка растиранием. Место пайки обливают расплавленным припоем и формуют в полурасплавленном состоянии растиранием ветошью или паклей. При мягкой пайке алюминия растирание в несколько иной форме применяется для разрушения пленки окиси алюминия, которую не могут растворить флюсы при низких температурах мягкой пайки. На нагретое до температуры пайки место наносят припой и растирают проволочной щеткой или скребком до облуживания поверхности, после чего добавляют необходимое количество припоя (технически чистый цинк или различные легкоплавкие сплавы цинка, олова, иногда с добавкой алюминия).
Прочность мягких припоев незначительна, поэтому соединения, подвергающиеся значительной нагрузке, рекомендуется до пайки прочно скреплять точечной сваркой, заклепками, развальцовкой, фальцовкой, шпильками и т. д., припой в этом случае служит преимущественно для уплотнения шва и придания ему герметичности.
Пайка как метод соединения металлов, является одним из самых распространенных и в то же время мало изученных производственных процессов.
Сведения по пайке большей частью отрывочны, необъективны и часто вводят в заблуждение. В настоящем руководстве Комитет пайки при Американском обществе сварщиков обобщил имеющиеся данные по мягкой пайке, стараясь дать их в ясной и сжатой форме.
Согласно определению Американского общества сварщиков, пайка представляет собой процесс соединения металлов нагревом с использованием присадочного металла (обычно цветного), температура плавления которого ниже, чем основного металла. Присадочный материал распределяется в зазоре между соответствующим образом подогнанными деталями noft действием капиллярных сил.
По температурному признаку пайку принято подразделять на мягкую (ниже 427 °С) и твердую (свыше 427 °С).
Твердая пайка была подробно рассмотрена в.«Руководстве по твердой пайке», выпущенном Американским обществом сварщиков
Материал в данном руководстве изложен в порядке, который, по мнению составителей, является наиболее удобным для понимания основных положений технологического процесса. Специалист в области пайки для получения ответов на интересующие его вопросы может обратиться к разделам о пайке соответствующих металлов и в случае необходимости может возвратиться к основным принцип&м пайки.
Выбор флюса, припоя и способа нагрева в значительной степени определяется свойствами металлов, подлежащих пайке. Паяемый металл обычно выбирают исходя из специальных требований: электропроводности, веса, коррозионной стойкости и т. д. Возможность легкой пайки металла, сплава или металла с каким-либо покрытием часто определяется активностью флюса, который может быть применен. Если металл паяется трудно, то следует применить более активный флюс или прибегнуть к специальным флюсам и припоям. Некоторые металлы настолько трудно паяются с применением любых флюсов, что целесообразно применить какой-нибудь другой способ соединения.
Приведенная ниже таблица дает представление о возможностях пайки металлов, сплавов и металлов с покрытиями с применением различных флюсов.
Большинство металлов паяется без затруднения, если технология правильна. Выбор припоя, флюса, способов очистки и нагрева определяется условиями работы изделия. Более полно технологический процесс пайки рассматривается в главах, посвященных соединению отдельных металлов.
Для того чтобы при использовании процессов, описанных в данном руководстве, получить качественное соединение, необходимо выполнять следующие требования.
1. Конструкция соединения. Соединение должно быть сконструировано в соответствии с требованиями пайки.
2. Очистка поверхности. Соединяемые поверхности должны быть тщательно очищены, чтобы припой мог омачивать основной металл.
3. Нанесение флюса. Флюс должен удалять оставшиеся следы окисной пленки и предотвращать образование новых окислов в процессе пайки.
4. Фиксация. В процессе нагрева и охлаждения должно сохраняться правильное относительное расположение деталей. С этой целью применяют специальные приспособления или зажимы, либо скрепляют отдельные детали обжатием, клепкой или другим способом.
5. Нагрев и введение припоя. Выбранный способ пайки должен обеспечивать необходимые температуру пайки, распределение тепла, скорости нагрева и охлаждения, соответствующие свойствам паяемого металла и требованиям, предъявляемым к готовому изделию.
6. Удаление остатков флюса. Если применяется некоррозионный флюс, то зачистка после пайки необязательна. Остатки коррозионного флюса необходимо удалять.
Пайка мягкими припоями — очень древний способ соединения металлов, но наряду с ними в последние годы в промышленности внедрены новые методы пайки, вследствие широкого распространения узлов из мелких деталей и возросших требований к их надежности.
В этой книге составители стремились дать самые последние и точные сведения, но вполне понятно, что для специалиста какой-либо узкой области руководство может служить только в качестве отправной точки для решения стоящих перед ним задач. Можно надеяться, что пользование данным руководством предупредит ненужные опыты и дорогостоящие ошибки.
Мягкие припои применяют в основном для пайки изделий, неиспытывающих больших механических перегрузок и воздействия высоких температур. Предел прочности паяных соединений, выполненных мягкими припоями, не превышает 7 кгс/мм2. К мягким припоям относят сплавы на основе олова и свинца и имеющие низкую температуру плавления (ниже 400—450 °С).
Для получения доброкачественного соединения при пайке мягкими припоями необходимо строго выполнить следующие операции:
— очистить поверхность деталей, подлежащих пайке, от грязи, жиров и окисных пленок;
— облудить участки пайки деталей одним из способов: погружением в расплавленный припой, электролитическим (гальваническим) или паяльником;
— собрать и зафиксировать спаиваемые детали;
— покрыть места пайки флюсом;
— нанести припой непосредственно в места соединения деталей и произвести пайку одним из способов;
— зачистить паяный шов механическим способом, промыть и просушить;
— произвести контроль паяного соединения.
Пайку мягкими припоями осуществляют различными способами: паяльником, паяльной лампой или горелкой, погружением деталей в ванну с расплавленным припоем.
Марки мягких припоев и флюсов
для пайки паяльником
Для пайки паяльником применяется припой, а чтобы припой хорошо растекался по поверхности соединяемых пайкой деталей, используют вещество, которое называется флюс. В зависимости от металла деталей и их размеров, крепости и герметичности пайки необходимо выбирать определенную марку припоя и флюса. Информация в таблицах поможет Вам подобрать необходимый припой и флюс для пайки.
Марки мягких припоев для пайки паяльником
Основным компонентом при пайке электрическим паяльником является оловянно-свинцовый припой. Он выпускается в виде проволоки или трубки разных диаметров. Трубчатый припой внутри заполняется канифолью. Такой припой очень удобен при работе, так как не требует дополнительного брать на жало паяльника флюс.

Припой представляет собой сплав легкоплавких металлов. Как правило, в состав припоя входит олово. Можно паять и чистым оловом, но оно дорогое и поэтому в олово добавляют дешевый свинец. Олово является экологически чистым металлом и его можно применять в качестве припоя для пайки в чистом виде пищевой посуды и медицинских инструментов. Если согнуть или сжать трубочку из чистого олова, то она хрустит. Чем больше в составе припоя свинца, тем темнее поверхность припоя.
Припои маркируются буквами и цифрами. Например ПОС-61, что обозначает П – припой, О – оловянный, С – свинцовый, 61 – % содержания олова. ПОС-61 является самым распространенным, так как подходит для пайки в большинстве случаев. В народе ПОС-61 часто называют третник , так как в его составе третья часть свинца (Pb).
Припои бывают мягкие и твердые. Температура плавления мягких припоев ниже 450˚С. Твердые припои плавятся при нагреве свыше 450˚С и для пайки электрическим паяльником не используются.
Основные технические характеристики мягких припоев
для пайки электрическим паяльником
| Марка припоя | Состав % от общей массы |
Температура плавления ˚С |
Прочность при растяжении кг/мм |
Область применения |
|---|---|---|---|---|
| Сплав Вуда | Олово — 12,5 Свинец — 25 Висмут — 50 Кадмий — 12,5 |
68,5 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей, токсичен |
| Сплав д Арсе |
Олово — 6,9 Свинец — 45,1 Висмут — 45,3 |
79 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей |
| ПОСВ-50 Сплав Розе |
Олово — 25 Свинец — 25 Висмут — 50 |
94 | – | Для пайки и лужения деталей, чувствительных к перегреву |
| ПОСВ-33 | Олово — 33,4 Свинец — 33,3 Висмут — 33,3 |
130 | – | Для пайки деталей из меди, латуни, константана с герметичным швом |
| ПОС-61 (третник) | Олово — 61 Свинец — 39 |
190 | 4,3 | Для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом |
| ПОС-61М | Олово — 61 Свинец — 37 Медь — 2 |
192 | 4,5 | Для лужения и пайки тонких медных проводов и печатных проводников |
| ПОС-90 | Олово — 90 Свинец — 10 |
220 | 4,9 | Для лужения и пайки посуды для пищи и медицинских инструментов |
| ПОС-40 | Олово — 40 Свинец — 60 |
238 | 3,8 | Для лужения и пайки контактных поверхностей в радиоаппаратуре и деталей из оцинкованной стали |
| ПОС-30 | Олово — 30 Свинец — 70 |
266 | 3,2 | Для лужения и пайки деталей из меди, ее сплавов и стали |
| ПОС-10 | Олово — 10 Свинец — 90 |
299 | 3,2 | Для лужения и пайки контактных поверхностей в радиоаппаратуре |
| Авиа — 1 | Олово — 55 Цинк — 25 Кадмий — 20 |
200 | – | Для пайки тонкостенных деталей из алюминия и его сплавов, токсичен |
| Авиа — 2 | Олово — 40 Цинк — 25 Кадмий — 20 Алюминий — 15 |
250 | – | Для пайки тонкостенных деталей из алюминия и его сплавов, токсичен |
Удельное электрическое сопротивление оловянно-свинцового припоя (проводимость) составляет 0,1-0,2 Ом/метр, алюминия 0,0271, а меди 0,0175. Как видите, припой проводит ток в десять раз хуже, чем медь или алюминий.
Наиболее распространенным припоем является ПОС-61, его еще называют третник. Он отлично подходит для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом и не дорогой. Подходит практически для всех случаев пайки в быту.
Флюс для пайки паяльником
Флюс это вспомогательное вещество, необходимое для освобождения поверхностей спаиваемых деталей от окислов и лучшему растеканию припоя по поверхности металла при пайке. Без применения флюса выполнить паяльником качественную пайку практически не возможно.
При приготовлении наиболее популярных флюсов для пайки электрическим паяльником, применяется канифоль. Ее получают из древесины деревьев хвойных пород, в основном сосны. При температуре около 50 °С канифоль размягчается, а при 250 °С начинает кипеть.

Канифоль не устойчива к воздействию атмосферной влаги – гидролизуется. Она состоит на 85-90% из абиетиновой кислоты. Если не удалить остатки канифоли после пайки то происходит окисление места пайки. Многие этого не знают и считают, что канифоль для металла безвредна. Кроме того, впитывая воду из атмосферы, канифоль увеличивает свою проводимость и может нарушать работу электронных устройств, особенно высоковольтных их цепей.
Популярные флюсы для пайки электрическим паяльником
| Наименование флюса | Состав % от общего объема |
Область применения флюса | Способ приготовления флюса | Удаление остатков флюса |
|---|---|---|---|---|
| Канифольные не активные флюсы | ||||
| Канифоль светлая | Канифоль светлая — 100 | Пайка меди и ее сплавов легкоплавкими припоями | Готов к использованию | Спиртом или ацетоном, кистью |
| Спирто-канифольный | Канифоль — 20 Спирт — 80 |
Пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах | Растворить в этиловом спирте порошок канифоли | |
| Глицерино-канифольный | Канифоль — 6 Глицерин -14 Спирт — 80 |
Герметичная пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах | Растворить в этиловом спирте порошок канифоли, затем добавить глицерин | |
| Канифольные активные флюсы | ||||
| Канифольный хлористо-цинковый | Канифоль — 24 Хлористый цинк — 1 Спирт — 75 |
Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка | Ацетоном, кистью |
| Канифольный хлористо-цинковый (флюс паста) |
Канифоль — 16 Хлористый цинк — 4 Вазелин — 80 |
Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Смешать порошки канифоли и хлористого цинка с техническим вазелином | |
| Кислотные активные флюсы. | ||||
| Хлористо-цинковый | Хлористый цинк — 25 Соляная кислота — 1 Вода — 75 |
Пайка деталей из чёрных и цветных металлов | Кислоту медленно вливают в посуду до ¾ ее высоты с кусочками цинка, когда перестанут выделения пузырьки водорода, флюс готов | Промывка водой или раствором питьевой соды в воде, кистью |
| Канифоль — 16 Хлористый цинк — 4 Вазелин — 80 |
Флюс паста. Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Смешать порошки канифоли и хлористого цинка с техническим вазелином | ||
| Канифоль — 24 Хлористый цинк — 1 Спирт — 75 |
Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка | ||
| ФИМ | Ортофосфорная кислота (плотность 1,7) — 16 Спирит этиловый — 1,6 Вода — остальное |
Пайка меди, серебра, константана, платины, нержавеющей стали, черных и других металлов | Кислоту медленно вливают в посуду и затем добавляют спирт | Промывка водой, кистью |
Флюс на основе спирта и растворителей требуется хранить в герметичной таре, иначе жидкость быстро испарится. Очень удобна для этих целей бутылочка от маникюрного лака. Всегда и кисточка под рукой, которой удобно наносить флюс на место пайки. Такую бутылочку практически в любом доме можно найти. Еще ее достоинство, кисточка и закрутка не растворяются спиртом и растворителем. Перед наполнением флюсом обязательно нужно тщательно вымыть бутылочку и кисточку от лака. Если лак сильно застыл, то налить ацетона и оставить. Через время лак растворится.

В бутылочке я и приготавливаю спирто-канифольный флюс. Сначала через воронку из бумаги насыпаю порошок канифоли и затем заливаю спиртом. Легко налить спирт в узкое горлышко бутылочки, если прикоснуться горлышком бутылки со спиртом к кисточке, предварительно смоченной в спирте. Лить нужно очень медленно и ни одной капли не прольете. Со временем спирт испаряется и флюс становится густым. Тогда нужно его разбавить спиртом до требуемой консистенции.
В качестве флюса я часто использую не документированный флюс аспирин (ацетил салициловая кислота), который применяют в качестве лекарства. С помощью его, можно без предварительной подготовки, залудить медные и стальные поверхности. На основе аспирина легко готовится и жидкий флюс для пайки паяльником, достаточно таблетку растворить в небольшом количестве спирта, ацетона или воды.
Паяльные пасты (тиноль) для пайки
Паяльная паста (тиноль) представляет собой композицию из припоя и флюса. Паста не заменима при пайке паяльником в труднодоступных местах, и при монтаже бескорпусных радиодеталей. Паста наносится лопаткой в нужном количестве на место пайки и затем прогревается электрическим паяльником. Получается красивая и качественная пайка. Особенно удобно ее применение при отсутствии опыта работы с паяльником.
Пасту можно изготовить самостоятельно. Для этого нужно выбрать марку припоя, подходящего для пайки требуемого металла. Далее напильником с крупной насечкой напилить из прутка опилок. Затем в подобранный из таблицы жидкий флюс для пайки добавлять, перемешивая опилки до получения состава пастообразного состояния. Хранить пасту нужно в герметичной упаковке. Срок хранения пасты не более полгода, так как опилки припоя со временем окисляются.