Плазменная сварка
Чтобы металлические конструкции изделия были прочными и качественными, для соединения важных частей из стали применяется сварка. Эта технология используется на протяжении многих лет и за период ее существования появилось множество разновидностей, которые позволяют работать с разными материалами.
Плазменная сварка является популярной разновидностью, которую применяют многие опытные сварщики. В ее основе лежит принцип расплавления сплавов узконаправленной струей плазмы, которая обладает огромной энергией. Этот вид технологии используется для соединения некоторых марок нержавеющих сталей, тугоплавких и многих цветных металлов, а также изделий из разных материалов. Но все же перед тем как приступать к сварочным работам стоит предварительно рассмотреть важные особенности.

Сущность плазменной сварки
Плазменная сварка металла основывается на использовании технологии аргонодуговой технологии. Различие между этими двумя технологиями состоит в особенностях дуги. В отличие от электрической дуга плазма имеет вид сжатой плазменной струи, которая обладает мощной энергией.
Чтобы понять, в чем заключается сущность плазменной сварки, требуется для начала рассмотреть, что такое плазма и условия ее возникновения. Плазмой считается состояние газа при его частичной или полной ионизации. Это означает, что в его основу могут входить не только нейтральные молекулы и атомы, но и электроны, ионы, имеющие определенный электрический заряд, состоящие полностью из заряженных частиц.
Для перевода газа в состояние плазмы требуется провести ионизацию большей части его молекул и атомов. Чтобы это получить, необходимо приложить к электрону, входящему в основу атома, усилие, превышающее его энергию связи с ядром и помочь оторваться от него. Именно в этом состоит сущность плазменной сварки.
Особенности и характеристики процесса
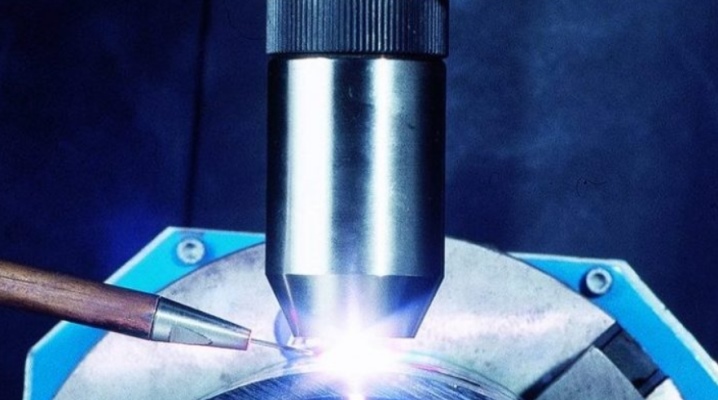
Чтобы понять, что такое плазменная сварка, стоит рассмотреть ее важные особенности, а именно как производится процесс. Во время него обычно в области сваривания применяется очень высокая температура, которая образуется при принудительном уменьшении размеров сечения дуги и повышении ее показателей мощности.

В результате получается сварка плазменной струей, при которой показатели температуры могут доходить до 300000С. А вот при аргонодуговой сварке они могут быть всего 5000-70000С. Во время сварочного процесса дуга приобретает цилиндрическую форму, именно это позволяет сохранять одинаковый показатель мощности по всей длине.
Во время проведения плазменного сваривания наблюдается высокое давление дуги на поверхность свариваемых металлических элементов. Именно это позволяет оказывать воздействие практически на все виды металлов и сплавов.
Стоит отметить! Плазменную технологию сваривания можно применять при небольших величинах электрического тока. Процесс может осуществляться при 0,2-30 А.
Все эти особенности делают этот вид сварки практически универсальным. Он может с успехом применяться в труднодоступных зонах, при соединении тонких алюминиевых листов без возможных прожогов. Незначительное изменение расстояния между электродом и деталью не оказывает сильного воздействия на прогревание, а это значит, не влияет на качество шва, как это бывает в других видах сварки.
За счет того, что во время плазменной технологии наблюдается большая глубина прогревания деталей, это позволяет обходиться без предварительной подготовки кромок. Допускается проводить сваривание металлов с неметаллами.
В итоге происходит повышение производительности работ, уменьшение температурной деформации сварного соединения, это значит, что деталь конструкции не ведет. А вот сварка плазморезом позволяет проводить не только сваривание металлических конструкций, но и обеспечивает качественное разрезание металлов и неметаллов в разном положении.
Преимущества и недостатки
Плазменная сварка и резка является востребованной технологией, при помощи которой производят сваривание конструкций разного размера. Этот процесс имеет ряд положительных качеств:
- повышенный показатель температуры плазмы, который может доходить до 300000С;
- небольшое поперечное сечение дуги;
- в отличие от газовой сварки скорость металла с толщиной от 5 до 20 см по плазменной технологии выше три раза;
- наблюдается высокая точность сварных соединений, которые получаются в процессе плавления;
- качество проведенных работ не требует проведения дополнительной обработки краев изделий;
- плазменный сварочный процесс может применяться практически для любых типов металла. К примеру, при помощи него можно варить изделия из запорожской стали, меди, алюминия, чугуна;
- во время проведения сварочных работ металл не подвергается деформациям, даже при вырезании сложных фигур;
- плазменная технология предполагает проведение резки металлической поверхности, которая не прошла предварительную подготовку. К примеру, ее можно применять в случаях, когда на изделии присутствует ржавчина, краска;
- нет необходимости применять аргон, ацетилен, кислород. Это позволяет существенно сэкономить;
- наблюдается высокая степень безопасности проводимых работ. Это связано с тем, что во время сваривания не применяются баллоны с газом, которые выделяют токсичные пары. Также при неправильном применении и хранении они могут взорваться.
У плазменного сварочного процесса имеются некоторые недостатки:
- во время его проведения происходит частичное рассеивание энергии в пространство;
- требуется использование плазмообразующего газа;
- обязательно должно проводиться охлаждение плазмотрона при помощи воды;
- высокая стоимость сварочных аппаратов.
Принцип работы
Перед тем как приступать к плазменной сварке стоит рассмотреть ее принцип работы. Во время процесс подается мощный электрический разряд, который превращает рабочую среду в плазменную. Образуется газ, который имеет высокую температуру.

За счет воздействия на металлическую поверхность потока ионизированного газа, проводимого электрическим током, происходит плавление металлической основы. Во время нагревания дуги газ подвергается ионизации, уровень которой увеличивается с повышением температурных показателей газа.
Плазменная струя, которая обычно имеет сверхвысокую температуру, повышенная мощность, это все формируется из обычно дуги после сжатия, вдувания в дугу. Она образуется при помощи плазмообразующего газа, в качестве которого часто применяется аргон, в редких случаях используется водород, гелий.
Плазменная сварка прямого действия
Что такое плазменная сварка прямого действия? Этот метод является распространенным, он осуществляется благодаря электрической дуге, которая образуется между электродом и рабочим изделием.
Технология плазменной сварки имеет некоторые характерные особенности:
- Плазменная сварка алюминия должна выполняться с максимальной осторожностью. Это связано с тем, что данный металл плавится при температуре 660,3 градусов.
- Обязательно нужно внимательно контролировать процесс, чтобы не допустить пропал.
- В инструкции к сварочным аппаратам всегда указывается таблица, в которой обозначается рекомендованная сила тока для каждого вида металла. К примеру, плазменная сварка нержавейки выполняется на среднем токе, а стали — на высоком.
Обратите внимание! В дуге с прямым действием изначально происходит возбуждение дуги на малых токах, между соплом и заготовкой. После того как плазма прикасается к свариваемой детали образуется основная дуга прямого действия.
Питание дуги производится при помощи переменного или постоянного тока с прямой полярностью. Ее возбуждение выполняется осциллятором.
Плазменная сварка косвенного действия
Перед тем как приступать стоит рассмотреть, что такое плазменная сварка косвенного действия. Во время этого метода образование плазмы осуществляется так же, как и при технологии прямого действия. Отличие состоит в том, что источник питания подключается к электроду и соплу, в результате этого между этими элементами образуется дуга, и на выходе из горелки появляется плазменная среда.
Скорость выхода потока плазмы находится под контролем давления газа. Секрет состоит в том, что газовая смесь при переходе в состояние плазмы увеличивает объем в 50 раз и благодаря этому вылетает из аппарата в виде длиной струи. Энергетические показатели расширяющегося газа совместно с тепловой энергией делают плазму мощным источником энергии.
К преимуществам сварки косвенного действия можно отнести:
- обеспечивает бесперебойный рабочий процесс;
- позволяет существенно сэкономить затраты на электрический ток;
- за счет того, что во время сварочного процесса применяется высокое давление, газовые смеси практически не разбрызгиваются;
- этот вид отлично подходит для сварки и резки металлов.
Важно! Плазменная сварка и резка металлов должна проводиться с использованием правильных режимов. Они должны осуществлять правильную подачу тока, учитывать типы свариваемых материалов, их показатели толщины, диаметр сопла плазмотрона. Для резки разных материалов должны применяться разные виды газов.
Устройство и принцип работы плазмотрона
Во время плазменного сварочного процесса применяется специальный аппарат, который выполняет роль плазменного генератора, он называется плазмотроном. Это устройство применяет энергию электричества для преобразования газа в состояние плазмы для сварки, которая в дальнейшем применяется для создания сварочной дуги.

Применяется два вида устройств, которые работают по схеме косвенного и прямого преобразования дуги. Плазмотрон для сварки плазмой идет прямого действия, когда в качестве катода применяется вольфрамовый электрод, а анода — свариваемая поверхность. Именно это приводит к тому, что дуга приобретает цилиндрическую форму.
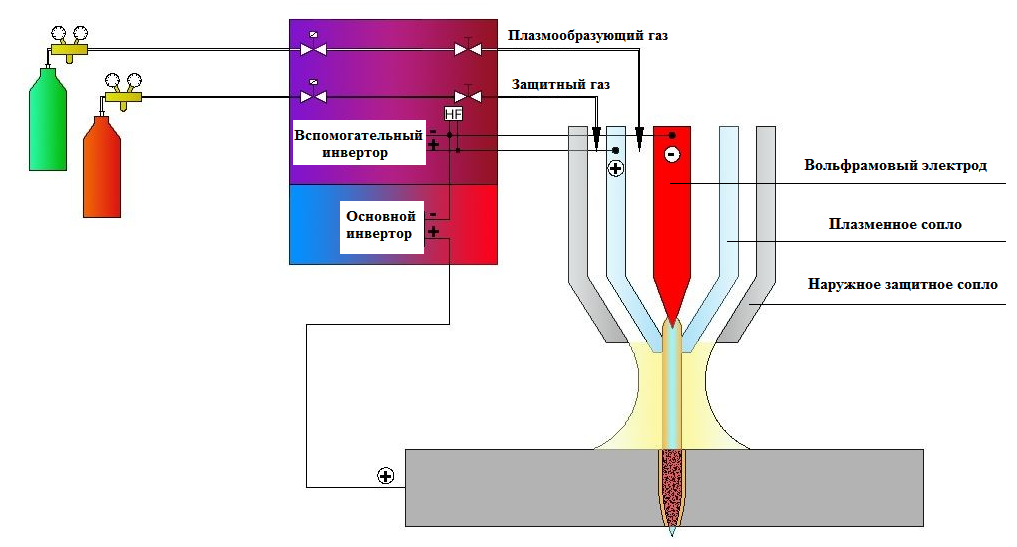
К основным узлам плазмотрона относят:
- Вольфрамовый электрод (катод). Он образует одну связку с устройством подачи плазмообразующего газа.
- Корпусная часть прибора.
- Сопло с формообразующим наконечником.
- Термостойкий изолятор.
- Система охлаждения, для которой применяется водная струя.
- Пусковое устройство.
Для возбуждения основной дуги к поверхности металла от устройства подключается кабель с положительным зарядом. Появившаяся дуга ионизирует газ, который поступает из баллона или компрессора в камеру под давлением. При разогревании во время ионизации газ расширяется и выбрасывается из камерного пространства в форме струи с высокой кинетической энергией.
Стоит отметить! Чтобы облегчить розжиг основной дуги, в область камеры плазмотрона встроен вспомогательный электрод, который выполняет функции анода. При включении плазмотрона в сеть и запуске, данный электрод получает положительный заряд и образует дугу с вольфрамовым катодом.
Важные требования
Возможно, для многих плазменно-дуговая сварка покажется простым процессом, который можно с легкостью выполнить с первого раза не имея большого опыта. Однако во время него обязательно требуется соблюдать все важные правила технологии. К основным ошибкам относятся:
- запоздалая замена сменных компонентов плазмотрона;
- применение деталей с низким качеством или дефектами;
- использование некорректных режимов, которые снижают длительность срока службы элементов;
- отсутствие контроля за параметрами плазмообразующего газа;
- применение высокой или низкой скорости резки по сравнению с предусмотренным режимом.

Все эти важные требования относятся к плазменному сварочному процессу, а также его подвидам — микроплазменной сварке, воздушно-плазменной сварке и другим методам. Обязательно требуется применять сварочный аппарат, который сможет обеспечить необходимые характеристики сварочного тока. Понадобится горелка, неплавящийся электрод, комплект шлангов для подачи или циркуляции охлаждающей жидкости и другие важные компоненты для работы.
Плазменный сварочный процесс считается востребованной технологией, которую активно применяют в разных областях промышленности — машиностроение, приборостроение, изготовление деталей высокой точности, ювелирная сфера и так далее. Этот метод отличается высокой точностью, он позволяет получить ровный шов отличного качества. Но все же его проведение должно осуществляться с учетом важных правил и требований.
Все о плазменной сварке
Плазменную сварку называют относительно молодым способом соединения деталей. Но условная новизна не мешает быстрому набору востребованности: плюсы и возможности, которые даёт этот метод, объясняют его высокие конкурентные качества.
Что это такое?
Плазменной сваркой зовётся метод, при котором аргон переходит в плазму под влиянием дуги. Плазмогенератором выступает ток, пронизывающий электропроводный аргон. Но прежде чем перейти к нюансам метода, нелишним будет напомнить отдельные моменты из курса физики.
Плазмой называют такое состояние газа, в которое тот трансформируется под влиянием электродуги. Она формируется в особом наконечнике, называемом плазмотроном. Его легко сравнить с горелкой в обычной газовой сварке. Плазмотроном именуют двухсторонне открытый конус, который становится узким внизу, в центре этого конуса размещается тугоплавкий электрод, а внизу – сопло. Из этого сопла под серьёзным давлением выходит плазма.
Плазмообразующим газом выступает аргон (с включением водорода, конечно). Он нагнетаем в вышеописанный конус сверху. Поле же образует подвод электротока к двум полюсам: наружной зоне горелки и электроду. В ходе нагрева и ионизации газ предсказуемо расширяется, внутренние силы его мощно вытесняют. Сопло же регулирует подачу плазмы. В рабочем месте параллельно с плазменной струёй подводится аргон, что создаёт защитное облако. Его ценность заключается в предохранении сплава от кислородного контакта, который содержится в воздухе.
Именно аргон отвечает за чистые швы. Плазменно-дуговая сварка может называться экономичной, в этом её особенность. Чтобы аппарат работал, менять нужно только электроды и тот самый плазмотрон. В сравнении с иными видами сварки уходовых работ (и ручных тоже) немного. Да и иные сварочные разновидности можно считать более взрывоопасными, с плазмой работать не так рискованно.
Плюсы и минусы
Основное преимущество плазменной сварки – высокоскоростная резка металлов. Не менее привлекательна в ней и опция применения оборудования практически со всеми металлами и сплавами. Доскональность шва высока. Цена работ относительно прочих видов сварок более низкая. Радует и то, что деформация металла при плазменном способе не то что низка, а фактически отсутствует.
Но минусы также стоит отметить:
- высокочастотный шум + ультразвук – не самая приятная комбинация;
- ионизация воздуха;
- электромагнитное излучение в оптическом диапазоне;
- сопло плазменной горелки недолговечно, так как нагрузка высокотемпературная.
Правда, недостатки есть в каждой технологии сварки, поэтому выбирать приходится всегда. Иногда в выборе вида помогает простой анализ принципа работы аппарата.
Принцип работы
Дежурную дугу после зажигания ожидает сжатие в плазмотроне. Потом туда вдувается под давлением аргон в качестве плазмообразующего газа. Так зона нагревается до 50 000 градусов, газ предсказуемо растёт в объёме и из сопла выходит очень быстро.
Мощный источник – это соединение тепловой и кинетической энергии. Раскалённая струя вытекает и образует шов. Защитный и плазмообразующий газы не контактируют, так как проходят по разным каналам.
Надо отметить, что сварка может быть ручной и автоматической. Ручная сварка подойдёт для небольших объёмов работы. Сварка может проходить с присадками и без них. Автоматической технологией пользуются в промышленных масштабах. Оператор руководит процессом с помощью пульта.
И ещё кое-что из проясняющей информации о плазменной дуге:
- обычная дуга становится плазменной путём сжатия и принудительного вдувания аргона в дугу;
- сжатие дуги получается путём активного охлаждения водой плазмотроновых стенок;
- когда поперечное сжатие дуги снижается, растёт мощность;
- газ нагреваем дугой, он ионизируется и в 100 раз растёт в объёме;
- плазменная дуга от другой отличается высокими термопоказателями, меньшим диаметром, цилиндрической формой, большим давлением на металл и опцией поддержания дуги на малом токе.
Разновидности плазменной сварки тоже следует учесть перед выбором того или иного способа.
Виды
Виды плазменной сварки определяет сила тока. Сварка бывает микроплазменной, на средних и на больших токах.
Микроплазменная
Данный вариант используется, если нужно соединить тонкие детали, толщина которых до 1,5 мм. Диаметр дуги в таком случае не превысит 2 мм, что даёт возможность фокусировать тепло в маленькой области без ненужного нагрева соседних зон.
Прибор микроплазменной сварки может работать в следующих режимах: импульсный, непрерывный, непрерывный обратной полярности. Основной газ технологии – аргон, но это обстоятельство не исключает добавление разных примесей, которые делают процесс более эффективным.
На средних токах
Она имеет множество сходств с аргонодуговой сваркой. Но всё же температурные данные сварки на средних токах более высоки, а вот область нагрева намного меньше. Поэтому данная технология справедливо считается более продуктивной.
Такая сварка проплавляет материал более глубоко, чем аргоновая, но ширина шва при этом будет меньшей. Сварочные работы проводятся и с присадочным материалом, и без него.
С большим амперажем
Работы с большим амперажем – это подходящий вариант для варки элементов с толстыми стенками. Или же такая технология подходит прошивному свариванию металла. Под таким амперажем подразумевается показатель до 150 А. Этот способ связан с силовым действием на металл, то есть полным его проплавлением. Если говорить образно: детали обрабатываемого изделия сначала словно разрезаются, а потом сплавляются вновь.
Классификация по типу действия
Тип действия бывает либо прямым, либо косвенным.
Косвенного
Дуга образуется путём подведения одного из полюсов к тугоплавкому электроду, второго – к оболочке плазмотрона (то есть «минус» к «плюсу»). Данный вид сварки можно считать экономичным относительно газа: его надо меньше для образования стабильной дуги, которая с силой выходит из сопла.
При косвенном сварочном процессе температура плазмы ниже (если сравнивать с прямым методом). Дуга под воздействием газа идёт к металлу с большой силой – этот метод даёт возможность работать с металлами, отличающимися низкой теплопроводностью.
Прямого
Работает это так: один полюс подключается на электрод (при прямой полярности минус), второй – к металлу, что в данный момент обрабатывается. Так получается прямая дуга, направляемая на обрабатываемую деталь.
Клемму изначально фиксируют к соплу для ионизации газа, идущего по плазмотрону. После образования плазмы клемму переводят на деталь, осуществляется пробой дуги на деталь, и из сопла исходит плазма. Плазменную струю корректирует сила тока. А газ не просто вырвется из сопла, но и станет защитой рабочей зоны.
И один, и другой метод применяется как для сварочных работ, так и для резки металлов.
Оборудование и материалы
Внешняя конструкция плазменной сварки не имеет радикальных отличий от прочего оборудования, используемого в тех же целях. И по габаритам, и по весу такое оборудование можно сравнить и с инверторами, и с электродуговыми полуавтоматами, и, конечно, с аргоно-дуговыми сварочниками.
Какие ещё операции может выполнять плазменная сварка:
- воронение – т. е. химико-теоретическую обработку, чтобы получить нужный оттенок металла;
- порошковое напыление различных красителей и продуктов защиты – на самой детали он создаёт ровную плёнку;
- температурное оксидирование чёрных сплавов – получается диоксид кремния с тугоплавкими характеристиками;
- закалка – внутренняя структура сплавов становится термически более прочной, так как снимаются внутренние напряжения.
В структуру плазменного оборудования входят сам аппарат, плазмотрон, компрессор, шлангопакет, режим заземления.
Плазменная дуга, если перейти к её возможностям, уступает разве что тем технологиям, что опираются на лазерные и электронные лучи. В основном задача использования этой сварки – резка металлов. Особую эффективность она проявляет в отношении меди, нержавеющей стали, латуни. Тонколистовой металл с этой сваркой соединяется без присадочной проволоки. Швы получаются оптимальные.
Описание технологии
В место соединения из плазмотрона подходит плазма. В плазменной струе собрана вся энергия. Поэтому нагрев не расходится по всему изделию, а концентрируется именно в месте соединения. И хоть температура будет очень высокой, вследствие скорого отвода тепла металлом она скоро же падает в области стыка до температуры плавления.
Корпус горелки стальной, анод медный, он охлаждается водой. Дугу питает газ, который под большим давлением подается в полость между анодом и катодом. Аргон же быстро улетучивается, смешивается с воздухом. Для того чтобы он действительно был защитным, нужного расстояния между деталью и горелкой следует придерживаться всегда.
Полную схему сварки можно увидеть на чертеже.
Техника безопасности
Если машина для сварки с дефектом (недостаточной изоляции), электроток может пройти по телу человека – и это очень опасно, чревато судорогами, остановкой сердца. Поэтому работать нужно в защитных перчатках на обеих руках. Сами перчатки должны быть без повреждений, в хорошем состоянии. Чтобы защитить себя от брызг расплавленного металла, также не обойтись без средств индивидуальной защиты. Нужна защитная обувь, кожаный фартук и, конечно, гамаши.
В помещении, где осуществляется сварка, должны быть хорошие вытяжки и вентиляционные системы, так как в процессе выделяются загрязняющие вещества и газы. Если вытяжной системы нет, операторы должны пользоваться респираторной маской или шлемом с фильтром, который отделяет опасные частицы. Защита органов слуха в процессе работы также обязательна, ведь уровень шума при плазменной сварке от 90 до 115 дБ.
По той причине, что процесс плазменной резки сопровождается также сильным видимым и ультрафиолетовым светом, оператор должен защищать глаза и кожу. Это защитная одежда (закрывающая всё тело), защитный щиток и защитные же очки – всё в соответствии с официальными предписаниями и рекомендациями.
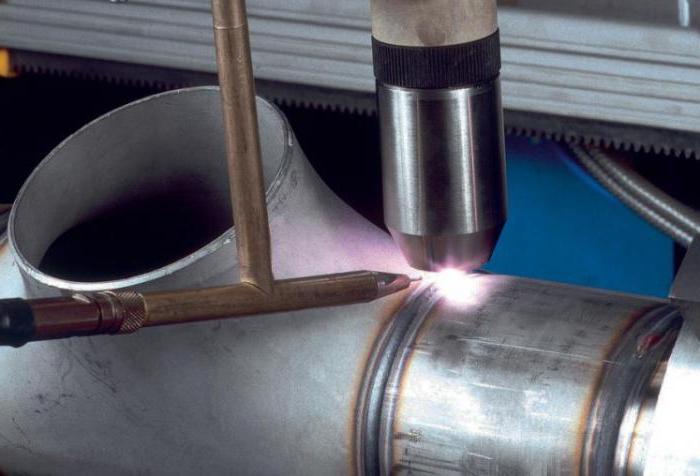
Плазменная сварка не случайно считается перспективной: она очень удобна, например, при монтаже теплосистем в загородных домах. Для действий с электроникой она тоже подходит. Область её применения всё больше расширяется, поэтому интерес к плазменной технологии вполне закономерен.
В следующем видео представлена демонстрация плазменного комплекса.
Что такое плазменная сварка и какое оборудование применяется
![]()
Технологии
Автор Сварщик На чтение 7 мин Просмотров 1.1к. Опубликовано 13.02.2019
Область применения плазменной сварки обширная. Таким оборудованием варят фольгу и толстый металл. На прилавках появляется оборудование для промышленного и бытового назначения. Иногда плазменную сварку путают с аргоновой. Аппараты внешне схожи. У методов много общего, но есть принципиальные различия. О них пойдет речь.
Особенности плазменной сварки
Теплогенерирующие параметры плазмы гораздо выше, чем у других сварочных методов. Чтобы контролировать режим разогрева, нужен охлаждающий контур – циркулирующая по нему вода отводит избыточное тепло, из-за этого большие энергопотери. Основные расходные материалы – сопло (горелка выходит из строя при перегреве), тугоплавкие вольфрамовые электроды. Для производства плазменного оборудования нужны огнеупорные материалы, поэтому стоимость сварочных аппаратов в разы выше, чем для электродуговой или аргоновой сварки.
Технологические сложности не пугают, плазменная сварка нередко применяется в промышленности, особенно, если нужны качественные соединения. Ровные швы не нужно зашлифовывать. Метод применим для алюминия и других сложных сплавов.
Устройство и принцип работы
Принципиальное отличие плазменного метода – высокая температура плазмы (до 8000°С), подаваемой в рабочую зону. Ванна расплава защищается атмосферой аргона, постоянный температурный режим стабилизирует система охлаждения. Без нее плазмотрон расплавится, плазма разогревается до 30 тысяч градусов.
В сущности, плазменная сварка заключается в способности аргона переходить в плазму под действием дуги. Ток работает как плазмогенератор, пронизывает электропроводный аргон.
Плазмообразование под действием прямого или переменного тока происходит в плазмотроне. Это открытый с двух сторон конус, сужающийся к низу, в котором по центру расположен тугоплавкий электрод (для этого применяют вольфрамовые с добавками лантана, тория, циркония, иттрия), а внизу – сопло. Из него под большим давлением вырывается плазма.
В качестве плазмообразующего газа применим аргон с добавлением водорода. Он принудительно нагнетается в конус сверху. Поле создается путем подведения тока к двум полюсам: электроду и наружной части горелки. При ионизации и нагреве газ моментально расширяется, он вытесняется за счет внутренних сил мощной струей. Регулятором подачи плазмы выступает сопло. От его диаметра зависит толщина плазменного потока. Размер плазмотрона зависит от режима работы. Чем выше токи, чем больше верхний и выходной диаметры. Одновременно со струей плазмы к рабочей зоне в непрерывном режиме подводится аргон для создания защитного облака, предохраняющего расплав от контакта с кислородом, содержащимся в воздухе. Благодаря аргону, швы получаются чистые, без включений окалины.
Читайте также: Что такое ММА сварка
Виды плазменной сварки
Используют два метода подключения тока: деталь-электрод; электрод-корпус горелки. Проводится условное деление на виды по мощности генератора, рабочим параметрам оборудования:
- микроплазменная проводится на низких токах, проварка неглубокая, металл не повреждается (ей посвящен отдельный раздел);
- сварка на средних токах, до 25А, соединяют детали от 3 мм и выше;
- работа с большим амперажем, до 150 А, способ подходит для варки толстостенных деталей или прошивного сваривания металла.
По механизму воздействия на рабочую зону, выделяют:
- контактную с линейными и прерывистыми швами (всеми разновидностями швов), бывает косвенного и прямого действия;
- импульсную, характеризующуюся большой глубиной прогрева деталей, бывает прямо и обратно полярная;
- точечную – одностороннюю, применяемую для изготовления листовых сэндвичей, правки швов, прихватки деталей.
Способы различаются по технологии, но качество шва стабильное. Плазменными аппаратами разрешается резать металлоконструкции. Они удобны в труднодоступных местах, куда сложно пробраться с болгаркой.
Плазменная сварка прямого действия
Принцип подключения тока для создания дуги такой же, как в электродуговой сварке: один полюс подается на электрод (минус при прямой полярности), другой присоединяется к обрабатываемому металлу. Создается прямая дуга, направленная на деталь. Принцип создания плазмы двухэтапный:
- сначала клемму присоединяют к соплу, чтобы ионизировать проходящий по плазмотрону газ;
- после плазмообразования клемму перебрасывают на свариваемую деталь, происходит пробой дуги на деталь, плазма вырывается из сопла.
Вот что такое плазменная сварка прямого действия. Струя плазмы регулируется силой тока, газ, вырывающийся из сопла, не только поддерживает дугу, но и защищает рабочую зону.
Плазменная сварка косвенного действия
Дуга возникает за счет подвода одного из полюсов к тугоплавкому электроду (при прямой полярности это минус), другого – к оболочке плазмотрона (плюс). Плазменная дуга зависит от давления плазмообразующего газа. Он при ионизации и разогреве увеличивается в объеме до 50 раз. Плазменная сварка косвенного действия более экономичная по газу. При малом расходе образуется стабильная дуга, она с большой силой вырывается из сопла. Температура плазмы косвенного метода ниже, чем у прямого. Такие установки больше подходят для напыления порошков, создания термоэффектов. Дуга за счет давления газа с силой устремляется к металлу, косвенный метод позволяет варить металлы с низкой электропроводностью (нихром; стали, легированные висмутом и другие справы). Подача защитного газа автономная.
Читайте также: Как варить алюминий полуавтоматом для начинающих
Оборудование для плазменной сварки
Внешне устройства мало чем отличаются от других аппаратов. Они по весу и габаритам сопоставимы с инверторами, аргонно-дуговыми сварочниками, электродуговыми полуавтоматами. Функциональность профессионального оборудования для плазменной сварки поражает — помимо сварки и резки предусмотрены операции:
- воронения – химико-термическая обработка для получения нужного оттенка металла;
- термического оксидирования черных сплавов – образования тугоплавкого диоксида кремния;
- порошкового напыления красителей и защитных составов – создается ровная пленка на поверхности детали;
- закалки – термического упрочнения внутренней структуры сплавов за счет снятия внутренних напряжений.
Установки для плазменной сварки различаются по мощности: от 20 А до 250-ти. Для работы с деталями свыше 2 мм агрегат стоит в пределах от 20 до 49 тысяч. На базе электродуговой сварки плазменное оборудование можно сделать самим, соорудив горелку с плавящимся электродом. Потребуется сварочный аппарат, комплект газовых рукавов для создания защитной атмосферы и шланги для подвода воды к горелке.
Преимущества и недостатки
Основные позитивные моменты плазменного метода:
- доступность – плазмотроном дополняют имеющееся базовое сварочное оборудование;
- из-за высокой температуры в рабочей зоне, под защитной атмосферой образуются однородные по структуре соединения;
- глубина провара контролируется;
- скорость образования швов высокая, снижается объем трудозатрат;
- универсальность – метод применим для любых сплавов, можно варить и резать металл, проводить наплавку порошков.
- стоимость оборудования и работ высокая;
- сложность технологического процесса, необходимы определенные знания и навыки, спецподготовка;
- плазмотрон требует дополнительного ухода, чистки, замены горелки и электрода;
- необходим подвод плазмообразующего газа в плазмотрон;
- нужно охлаждение плазмотрона, чтобы он не выходил из строя;
- большие энергопотери.
Плазменная сварка чаще применяется в промышленных объемах, для индивидуальных работ этот метод слишком затратен.
Микроплазменная сварка
Для соединения тонких деталей от 0,3 до 2 мм толщиной, ремонта медицинских инструментов, подходит микроплазменная сварка. Она проводится на малом токе с 0,1 до 2 А, толщина вольфрамового электрода не превышает 2 мм, диаметр сопла горелки – от 0,5 до 1,5 мм.
Читайте также: Контактная сварка арматуры
Нахлесточные и тавровые соединения таким методом делать не стоит, а торцовые выполняются в любом положении, для них не нужна присадочная проволока. Под стыковые швы делают подкладку. Для работы нужны малоамперные инверторы, выпрямители, генерирующие стабильный ток для поддержки дежурной дуги. Среди промышленного оборудования ручной, автоматической микроплазменной сварки есть модели, имеющие разные режимы работы:
- импульсный прямой или обратной полярности;
- разно-полярно импульсный;
- прямой и обратной непрерывной полярности.
При соединении тонких деталей этим методом снижается риск прожога и тепловой деформации детали за счет узкой зоны разогрева. Фольгу варят только плазмой, другие методы не применяются.
Отличительные особенности микроплазменного шва:
- устойчивость к вибрациям и ударам из-за однородности молекулярного строения;
- гладкая поверхность, не требующая дополнительной обработки;
- высокая точность, благодаря сфокусированной дуге, удается минимизировать отклонения, так как сварочную ванну в процессе образования шва легко регулировать;
- хорошее сцепление кромок при неглубоком проваре.
Оборудование для микроплазмы мобильное, с вмонтированной емкостью для газа, автоматическая подача присадки повышает комфортность проведения работ.
Плазменная сварка – одно из перспективных направлений работ. Она применима для цветных сплавов, алюминия. Удобна во время монтажа тепловых систем в частных домах и для работы с электроникой. Самым удобным считается микроплазменное оборудование. Для соединения больших деталей плазмотрон реально изготовить своими руками.
Плазменная сварка: характеристики и оборудование
О чем речь? Плазменная сварка – относительно новый метод соединения деталей, который получает все большую популярность. Он схож с дуговой, однако температура у плазмы выше, поэтому можно работать с большим количеством материалов.
На что обратить внимание? Существует несколько методов плазменной резки, которые отличаются по силе тока и типу обработки. Соответственно, выбор основывается на поставленных задачах.
Вопросы, рассмотренные в материале:
- Принцип работы плазменной сварки
- Виды плазменной сварки
- Плюсы и минусы плазменной сварки
- Аппарат для плазменной сварки
- Сферы применения плазменной сварки
- Правила применения плазменной сварки
Принцип работы плазменной сварки
Плазменно-дуговая технология сварки основана на интенсивном нагреве и расплавлении материала кромок соединяемых деталей при помощи плазмы. Ионизированный газ вырабатывается в результате горения сварочной дуги в условиях высокого давления. Используя плазмотроны или горелки, которыми оснащаются аппараты для плазменной сварки, осуществляют сваривание и резку заготовок практически из всех металлов периодической системы элементов Менделеева.

Кроме того, метод подходит для работы с неметаллическими компонентами, которые обладают необходимыми физико-химическими характеристиками – адгезией, способностью реагировать с другими веществами и т. д.
Чем плазменная сварка отличается от других сварочных технологий? В ходе сварки происходит выброс струи плазмы из горелки в зону сварочной ванны. Нередко дополнительно создается защитное облако из инертного газа, предотвращающее контакт расплавленного металла с атмосферными газами, что позволяет создавать химически нейтральную среду.
Небольшое количество термической энергии при этом попадает на прилегающие к рабочей зоне участки, а основная часть тепла доставляется плазменной струей в сварочную ванну.
Корпус рабочего инструмента изготавливается из стали, а анод – из меди. В специальную полость, которой снабжен медный электрод, подается охлаждающая его вода, а подпитывающая дугу газовая смесь поступает в пространство между электродами под высоким давлением (от 2 до 5 атмосфер).
Ионизация газовой струи в плазмотронах происходит за счет нагрева от горения электрической дуги. Тепловое расширение приводит к увеличению объема газа, которое может составить от 50 до 100 раз, и его выбрасыванию из сопла на высокой скорости. Следовательно, мощный энергетический поток при плазменно-дуговой сварке формируется за счет тепловой и кинетической энергии. Как правило, горелки используют постоянный ток.
Виды плазменной сварки
Различные технологии плазменной сварки металлов могут отличаться друг от друга типом обработки, величиной сварочного тока и способом подключения.
В зависимости от типа обработки различают сварку, выполняемую при помощи:
- дуги, которая формируется между неплавкими электродами и поверхностью свариваемых деталей;
- струи, которая образуется между неплавким электродом и наконечником горелки.

В зависимости от величины тока сварка может быть:
- микроплазменной – сила рабочего тока не больше 25 А;
- средними токами – сила рабочего тока до 150 А;
- рабочим током свыше 150 ампер.
По типу подключения к источнику электрического тока аппарата для плазменной сварки и его горелки различают плазмотроны:
- прямого действия;
- косвенного действия.
Все перечисленные разновидности этой технологии востребованы в различных сферах благодаря своей уникальности. Разберем наиболее широко применяемые.
Микроплазменная сварка
Эта технология применяется для сваривания тонкостенных деталей, труб, листового металла толщиной до 1,5 мм. Метод также популярен у ювелиров. Микроплазменная дуговая сварка – одна из наиболее широко применяемых технологий, основанных на использовании энергии плазмы.
Рабочая струя плазмы при сваривании деталей по этому методу – менее 2 мм в диаметре. Сварка производится за счет высокого теплового излучения мощной сварочной дуги. Для работы чаще всего пользуются аргоном, реже – смесью, в которую входит, помимо аргона, гелий в небольшом количестве.
Плазменная сварка прямого действия
Схема подключения к источнику электричества крайне важна при сварке плазменно-дуговым методом.

Эта технология плазменной сварки – основная. Сваривание заготовок происходит за счет термической энергии плазмы, которая создается в пространстве, отделяющем неплавкий электрод от соединяемых деталей. При постепенном возбуждении сварочной дуги происходит формирование дежурной струи, переходящей в дугу прямого действия при контакте с поверхностью заготовок. Метод допускает использование как переменного, так и постоянного тока.
Эта технология отлично подходит для резки металлических и неметаллических заготовок, сварки и наплавки металла. Плазменная сварка прямого действия широко применяется как в промышленности, так и в быту.
Из-за высокой температуры плазмы в ходе сварочных работ необходимо контролировать нагрев горелки. Перегрев случается очень редко, но если он произошел, сварка должна быть временно прекращена. Оборудование нужно обследовать, чтобы выявить возможные неисправности. Если устранить проблему самостоятельно не представляется возможным, следует обратиться в специализированную ремонтную мастерскую или заменить оборудование новым.
Сварка косвенного действия
Эту технологию от предыдущей отличает то, что формирование дуги происходит в пространстве, отделяющем наконечник горелки от электрода. Далее газовая смесь под высоким давлением вытесняет из сопла плазму, образующую мощную струю.
При таком варианте разжигания дуги плазменная струя имеет существенно более низкую температуру, чем в случае с прямым действием. Эта особенность позволяет использовать технологию косвенного действия для сваривания и резки заготовок из материалов, слабо проводящих электрический ток.
Мощность плазменной струи зависит от давления газовой смеси, что позволяет пользоваться методом косвенного действия при напылении металла и прогревании деталей.
Характеристики швов напрямую зависят от того, какой режим выбран для работы. Основными критериями выбора в данном случае служат материал заготовок, тип подачи электрического тока и диаметр плазменной струи.
Плюсы и минусы плазменной сварки
Технология плазменно-дуговой сварки и резки очень востребована при сборке и установке крупных и малых конструкций. К преимуществам метода следует отнести:
- высокую температуру плазменной струи, доходящую до +300 000 °C;
- небольшой диаметр дуги;
- высокую скорость сваривания, которая для деталей с толщиной стенки от 50 до 200 мм втрое превышает скорость сварки газовой горелкой;
- отсутствие необходимости в дополнительной обработке готовых швов;
- высокую точность сварки;
- применимость метода к работе с любыми металлами – можно соединять стальные, медные, алюминиевые, чугунные детали;
- отсутствие деформаций, в том числе при работе с деталями сложной конфигурации;
- возможность работать с неподготовленными поверхностями, содержащими пятна краски и т. д.;
- экономичность технологии;
- безопасность, отсутствие токсичных выделений и взрывоопасных газов.

Среди недостатков метода следует упомянуть:
- рассеивание части энергии в окружающем пространстве;
- потребность в плазмообразующем газе;
- необходимость водяного охлаждения оборудования;
- дороговизна плазменных сварочных аппаратов.
Аппарат для плазменной сварки
Оборудование для ручной плазменной сварки представляет собой небольшой агрегат весом до 10 кг, «начинка» корпуса которого включает управляющий блок, выпрямитель тока и трансформатор. Баллоны с рабочими газами – плазмообразующим и инертным, который служит для создания защитной среды, – подключаются к плазмотрону шлангами. Из аппарата выходит рукав, по которому газы подаются в горелку. От перегрева плазмотрон защищает охлаждающая жидкость.

Внешне такая установка схожа с инвертором. Самые простые из приборов компактны и весят примерно 5 кг, а в их настройках без особого труда разберется даже начинающий сварщик.
На рынке представлены и более дорогие модели с дополнительными функциями, при помощи которых можно паять, воронить, оксидировать и закалять металлические заготовки. Мощность аппаратов начинается с 12 ампер, а цена составляет примерно 30 000 рублей. Самые мощные (до 150 ампер) плазмотроны могут стоить от 40 000 до 150 000 рублей. Существуют профессиональные модели, стоимость которых может быть более миллиона рублей.
Сферы применения плазменной сварки
Плазменно-дуговая сварка позволяет работать с самыми разными металлами и сплавами, например, с:
- титаном и его сплавами;
- алюминием и его сплавами;
- магнием и его сплавами;
- медью и ее сплавами;
- вольфрамом;
- высоколегированными, низколегированными или нелегированными сталями;
- чугуном;
- никелевыми сплавами;
- различными металлами с низкой электропроводностью;
- другими материалами.
Главным образом плазменные сварочные технологии востребованы в промышленном производстве, что связано с дороговизной оборудования и необходимостью обучения сварщиков. Эти же причины затрудняют индивидуальное и бытовое применение плазменно-дуговой сварки.
Плазменной сваркой широко пользуются в самых разных областях производства. Наиболее востребованы такие технологии там, где требуется высокое качество сварных швов и большая точность, к примеру, в приборостроении, самолетостроении, космической промышленности, в производстве медицинской аппаратуры и во многих других.
Правила применения плазменной сварки
Сварка с использованием плазменно-дуговых технологий производится сварщиками со специальным допуском. В ходе сварочных работ необходимо строго соблюдать технику безопасности.
Приступая к работе с плазмотроном, необходимо:
- подготовить рабочее место и убедиться в наличии специальной одежды и средств индивидуальной защиты;
- убедиться в исправности всех элементов сварочного оборудования, проверить давление в баллонах с плазмообразующим и защитным газом;
- установить пониженную силу тока для работы с алюминиевыми сплавами;
- продуть горелку;
- начинающим сварщикам рекомендуется начинать работу с более безопасной микроплазменной сварки;
- установить требуемый режим и настройки оборудования.
Нормы охраны труда при проведении плазменной сварки:
- Чтобы исключить получение электротравм, необходимо пользоваться диэлектрическим ковриком. Следует убедиться в целостности изоляции кабелей.
- Для защиты органов слуха надо применять наушники, беруши или противошумную маску, так как при увеличении силы тока работа сопровождается сильным шумом.
- Рабочее место сварщика должно быть оборудовано местной вытяжкой для защиты органов дыхания от вредных испарений и газов.
- Органы зрения необходимо защищать специальными очками со светофильтрами.
Работа с цветными металлами
Сварка таких металлов требует относительно невысокой температуры, однако электрическая дуга должна обладать достаточно большой мощностью в силу высокой теплопроводности материала.
Сварочные работы может осложнять окисление металла при контакте с кислородом. Большая часть таких окислов подлежит восстановлению.
Достаточно, чтобы в плазме присутствовали органические окислители радикалов – водно-спиртовые или ацетоновые растворы.
Тонкостенные металлы
Сварка и резка заготовок из тонкого металла требует соблюдения определенной дистанции между горелкой и свариваемыми кромками. Если поднести сопло ближе, велик риск образования прожогов. При плазменной сварке на заготовку оказывается большее давление, чем при обычной. Как правило, пользуются сварочным током от 12 до 14 ампер, реже устанавливают более низкие значения.
Рекомендуем статьи
- Технология цинкования металла: обзор современных методов
- Резка металла газом: основные технические нюансы
- Наружные рекламные конструкции: виды, требования, материалы, этапы производства
Перспективность плазменно-дуговых сварочных технологий связана с тем, что они оптимально подходят для монтажа тепловых систем и производства электроники. Растущий интерес к этой разновидности сварки связан с тем, что она постоянно находит применение в новых областях.