У вас большие запросы!
Точнее, от вашего браузера их поступает слишком много, и сервер VK забил тревогу.
Эта страница была загружена по HTTP, вместо безопасного HTTPS, а значит телепортации обратно не будет.
Обратитесь в поддержку сервиса.
Вы отключили сохранение Cookies, а они нужны, чтобы решить проблему.
Почему-то страница не получила всех данных, а без них она не работает.
Обратитесь в поддержку сервиса.
Вы вернётесь на предыдущую страницу через 5 секунд.
Вернуться назад
Ремонт штангенциркулей всех типов
В данной статье я подробно опишу ремонт штангенциркулей — отечественных или импортных, не имеет значения. Поэтапно: определение дефектов, разборка, первичный осмотр, устранение физических дефектов, сборка, заточка разметочных губок, доводка плоскостей, доводка губок для внутренних измерений, поверка.
Штангенциркули — это самые массовые измерительные инструменты, как на производстве, так и в ремонтно-наладочных работах. Простые, надежные, достаточно точные. Тем не менее, и они приходит в негодность, а очень многие проводят измерения, даже не догадываясь, что этот инструмент давным-давно требует ремонта.
Отсутствие ремонтной базы этого инструмента сказывается негативно и на качестве продукции, и влечет дополнительные немалые затраты. То, что можно сравнительно легко отремонтировать — списывается и покупается новый инструмент. В то время как своевременная профилактика и ремонт средств измерения (СИ), позволят использовать их долго, эффективно, малозатратно.
+ Щелкайте по рисункам, чтобы увеличить!
Штангенциркули могут иметь какую-нибудь одну поломку, но чаще, в результате интенсивной эксплуатации, они имеют целый букет мелких и серьезных дефектов. Это и износ измерительных поверхностей, притупление острых разметочных губок, коррозия, забоины, погнутые губки или штанга.
Независимо от дефектов, ремонт проводится полный.
Вначале производится первичная диагностика, цель которой выяснить возможность и целесообразность ремонта. Зачастую инструмент имеет серьезные физические повреждения или крайне изношен, а мудрые советы ветеранов-ремонтников для таких случаев потеряли свою актуальность еще в конце 70-х, начале 80-х годов. Ремонт такого инструмента становится экономически неоправданным — большие затраты человеко-часов, а результат нестабильный, кратковременный.
Если ремонт признан целесообразным, инструмент сперва разбирается, все части укладываются на один фанерный или пластмассовый лоток. Не стоит разбирать сразу несколько штангенциркулей, чтобы не перепутать детали (например, подвижные рамки). Все промывается в так называемом «авиационном бензине» Б-70, либо в растворителе «Калоша» («Галоша»), Уайт-спирите или же просто автомобильном бензином. Промывка осуществляется в металлических или пластмассовых ванночках. Затем все вытирается и сушится. Надеюсь не надо повторять требований по технике безопасности? В помещении не курить, во время работы с бензином заточные или прочие работы, которые искрой могут вызвать воспламенение, воспрещены. Также необходима вытяжка.

Проводится внешний осмотр и устранение внешних дефектов — забоины убираются надфилем, алмазным бруском. Царапины удаляются прохождением по металлу кусочком вулканитового круга — вдоль следа заводской шлифовки (штрих в штрих). Надо внимательно смотреть и случайно не стереть шкалы и разметки, которые могут быть нанесены фотохимическим способом. Так же удаляются следы коррозии. Затем, если требуется, проводится рихтовка штанги губок или рамки. Выравнивают медным или латунным молотком на свинцовой или латунной наковальне, что бы не создавать забоин и вмятин. Также можно проводить выравнивание в тисках, с помощью трех стальных валиков. Контроль проводится с помощью лекальных линеек на просвет.
Затем проводится сборка штангенциркуля. Здесь обращаем внимание на плоскую пружину на подвижной рамке — на ее износ и изогнутость (необходимое усилие сдвига проверяем динамометром). Изношенную пружину меняем на запасную, или как временное решение — ее можно слегка выгнуть и подложить алюминиевую фольгу. Винт микрометрической подачи должен быть зафиксирован ровно и надежно, если требуется, резьбу проходим плашкой (леркой). Рамка микрометрической подачи также должна иметь металлическую прокладку, чтобы стопорный винт не повреждал направляющую штанги.
Завершив сборку, затачиваем разметочные губки штангенциркуля — используем хороший заточной станок, либо алмазный круг (если разметочные губки из твердого сплава, иначе и не получится). Здесь сложность в том, что заточка губок проводится в их сомкнутом состоянии, они должны быть одинаковые по длине, и вершина острого угла приходилась точно на измерительную плоскость. В крайнем случае, это можно выправить алмазным надфилем, в конце ремонта.
После этого штангенциркуль, особенно губки, следует размагнитить. Для этого используем либо самодельный дроссель, либо специальное размагничивающее устройство.
Теперь приступаем к доводке рабочих плоскостей.

Для доводки нам нужно 3-4 притира. Их изготавливают из чугуна, один из латуни. По боку нужна сетчатая накатка, по краям снимается фаска. Притиры маркируется по номерам. Затем доводятся до плоскопаралелльности с точностью 5-10 мкм на доводочных плитах.
На рисунках выше: притир, цифрой 1 обозначена рабочая плоскость. D — диаметр, ~30 мм, Н — толщина, ~15 мм.
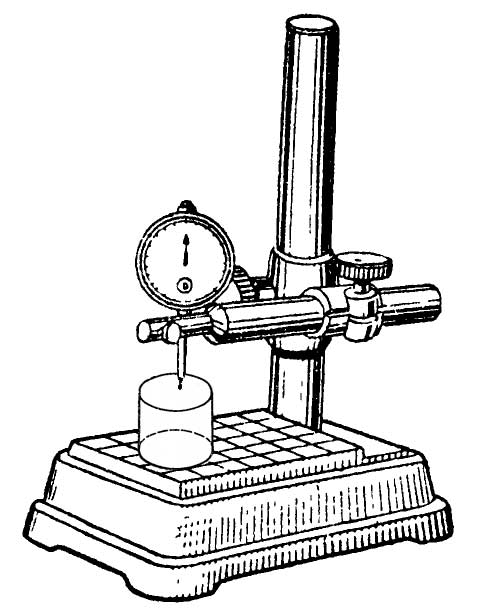
Плоскопаралелльность контролируется индикаторной стойкой, где головка имеет цену деления 1 мкм. Можно, но нежелательно использовать для этого рычажные микрометры или толщиномеры, соответствующей точности.

В зависимости от степени износа — проверяем на просвет — используем сперва доводочные порошки или пасту крупной зернистости, затем более мелкой. Можно использовать целый ряд различных доводочных порошков или паст. Например, электрокорунд белый. Но так, как часть штангенциркулей имеет вставки из твердого сплава, а их обрабатывают только алмазными пастами, то целесообразно все доводить именно алмазными пастами (чтобы не иметь целую гору различных притиров).
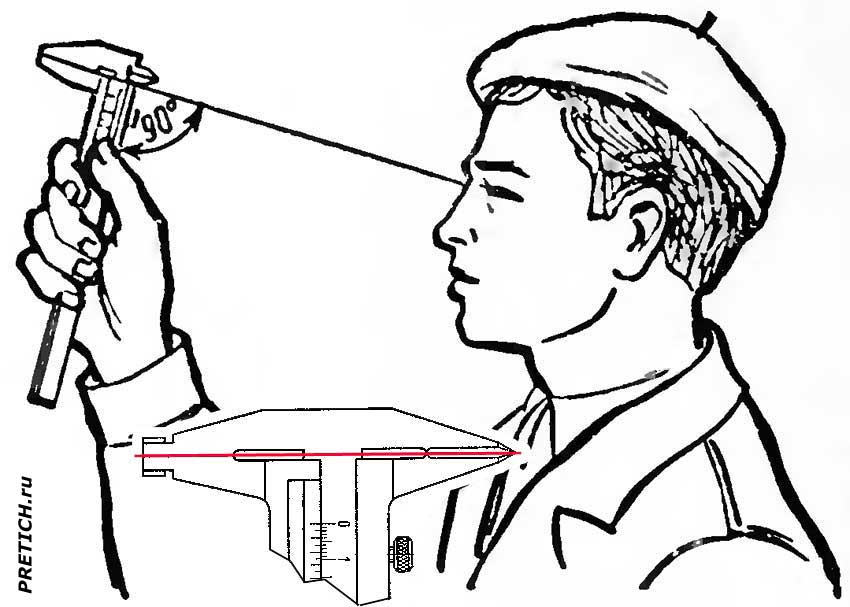
Источник света должен находиться за штангенциркулем, но не должен слепить глаза ремонтнику. Штангенциркуль слегка поворачивается по воображаемой оси измерительных плоскостей (на рисунке эта ось обозначена красной линией).
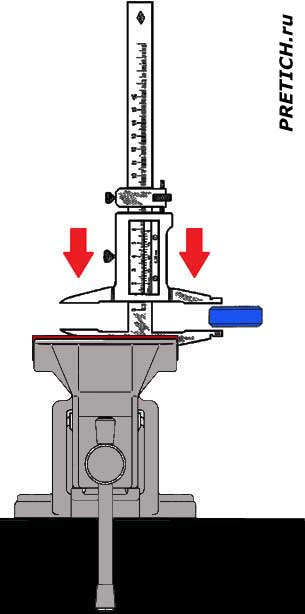
Штангенциркуль зажимается в тисках с латунными (медными, бронзовыми) губками (или накладками) штангой вверх. Тиски должны быть немного развернуты, чтобы губки штангенциркуля смотрели вам примерно в правое плечо (если вы левша, то все надо делать наоборот). Выбираем те губки для притирки, на которых нет просвета. На притир с двух сторон наносится немного алмазной пасты и равномерно растирается. Поднимаем подвижную рамку, вставляем притир и прижимаем его рабочей плоскостью. Некоторые мастера рекомендуют закручивать фиксирующий винт — этого не стоит делать. Просто равномерно прижимаем губки левой рукой. На рисунке выше: синим цветом обозначен притир, две красные стрелки — прижим рамки пальцами левой руки. Прижим должен быть не сильным, равномерным, его можно варьировать, в зависимости от типа просвета.
Доводка осуществляется движением притира возвратно-поступательными движениями, строго вдоль оси измерительных площадок. Как на рисунке выше. Т.е. штрих от доводки должен быть ровным и параллельным. Движение притира должно быть с некоторым усилием, из-за прижима подвижной рамки. Через 3-5 движений, притир разворачивается на произвольный угол 250-30-90 градусов (так износ притира будет равномерным). Как только паста начнет сохнуть и становится вязкой, притир убираем. Протираем его и доводимые плоскости ветошью. Вытаскиваем штангенциркуль из тисков, сводим губки и смотрим на просвет. Он должен постепенно уменьшаться, повторяем процедуру, пока он не исчезнет совсем. Так же доводим и другую сторону.
В случае если просвет не ровный, а клином, притираем сперва ту сторону, где клин — образуется более-менее ровный просвет, начинаем притирать сторону без просвета. Таким образом, подгоняя то эту, то ту сторону, добиваемся полного исчезновения просветов.
Завершающий этап доводки — проходим все губки с двух сторон латунным притиром — он даст нам высокую чистоту обработки (это красиво, хотя и не обязательно).
Далее протираем губки бензином и плотно их сомкнув и зафиксировав зажимным винтом, выставляем нониус.
Затем приступаем к выравниванию губок внутренних измерений — они имеют не измерительную плоскость, а радиус. При сильном износе его выравнивают с помощью бархатного надфиля, или мелкого бруска, подгоняя под целые значения (например, 9,7 или 9,5). Окончательный радиус придают деревянным бруском с нанесенной мелкой алмазной пастой вручную. Или узкой полоской бархатки с пастой ГОИ. Если износ в пределах допуска, то новый размер — измеренный микрометром — наносится на губку электроискровым карандашом. Ну а потом, выставляется нониус на ноль, в общем — все штатно.
Это ремонт штангенциркуля ШЦ-II и ему подобных. Штангенциркуль типа ШЦ-III ремонтировать проще, так как там измерительные губки только в одну сторону. Процесс такой же.
С массовым и крайне популярным штангенциркулем типа ШЦ-I, именуемым в народе «Колумбиком» немного иначе. Основные проблемы: зачастую не регулируемый нониус — значит, при доводке невозможно его выставить, и если штангенциркуль выходит из допуска, его однозначно списывают. Советы «бывалых», вроде постучать молотком по губкам — не работают. Штангенциркуль полностью из закаленной стали. и если попадется и не закаленный, этими ударами мы нарушим структуру металла и его все равно «поведет» через некоторое время.
Одно время я на таких штангенциркулях полностью удалял нониус — снимал слой металла на подвижной рамке, на шлифовальном станке. Сверлил отверстия, нарезал резьбу и ставил обычные нониусы. но это было слишком затратно.
Была некогда интересная идея — наращивать слой металла в гальванической ванне. Я пробовал этот метод. Никель отслаивается. А хром, вроде бы дает результат, но он дает очень твердую «бахрому», которая попросту царапает и поверочный инструмент, и измеряемые детали. Новые модели ШЦ-I выпускаются уже с регулируемым нониусом.
Вторая проблема ШЦ-I это губки для внутренних измерений — их одновременно используют как разметочный инструмент. Измерительная плоскость «заострена» и легко вырабатывается, а использование их как чертилки — лишь усугубляет ситуацию. Очень скоро просвет в этих губках становится слишком большим, и он опять же — идет на списание. С глубиномером проще. Делается небольшая оправка из текстолита или иного материала, сбоку два винта, и нижний торец доводится на плите.
Импортные штангенциркули. По-сути они соответствуют все тем же моделям, какие были в СССР. Но очень часто, особенно у аналогов ШЦ-I ремонтопригодность крайне низкая — ее принесли в жертву внешнему виду. И часто из-за этой красоты инструмент невозможно отремонтировать.
С другой стороны, масса импортных и современных отечественных штангенциркулей вместо нониуса имеют электронное табло или круговую шкалу со стрелкой. Это существенно облегчает ремонт и продлевает срок службы штангенциркулей этого типа — проводится доводка, потом переставляется стрелка. Зубчатая рейка имеет тенденцию к износу. Износ относительный, зачастую достаточно извлечь эту рейку и перевернуть другой стороной, и штангенциркуль проработает еще достаточно долго. Стальные шестерни изнашиваются, здесь уже ничего не поделаешь, если нет запчастей. Разбиваются посадочные места для осей шестеренок, здесь можно немного прочеканить отверстие стальным шариком — оно равномерно уменьшится. В штангенциркулях с электронным блоком просто задается нулевое значение.
В общем и целом, ремонт импортных штангенциркулей ничем не отличается от отечественных: та же разборка, промывка, зачистка забоин и коррозии, исправление деформированных элементов, доводка рабочих плоскостей и поверка стандартными способами.
Главная задача соответствующих служб предприятия — это не доводить штангенциркули, как и прочие СИ до такого плачевного состояния. Постоянно поддерживая инструменты в хорошем состоянии, можно сэкономить большие средства, сохраняя качество продукции на высоком уровне.
Ремонт прочего штангенинструмента будет описан в одной отдельной статье.
Михаил Дмитриенко, специально для PRETICH.ru
2020 г.
| Комментарии |
#1 vahdu
January 12 2020 18:02:50
у нас дед был один, этим занимался. И все время что-то придумывал. Изобретатель и рационализатор! Это у него со времен СССР осталось.
Вместо работы все что-то придумывает, какие-то приспособления, агрегаты. Ничего толком не работало, но ему сам процесс интересен был. Потому только и держали, что НИКТО не мог этого делать. Сколько он не учил — никто не остался по этой специальности.
Ну конечно, зарплаты не супер, обеспечение — сам себя обеспечивай! Да и работа геморройная.
#2 Kirill
December 24 2020 03:09:18
Здравствуйте, такой вопрос. Подойдут ли алмазные притирочные пасты, которые используются для притирки клапанов автомобилей, для притирания губок ШЦ?
Как контролировать параллельность губок для внутренних измерений на ШЦ-II(III)?
P.S. Нашел кусок чугуна, попросил токарей сделать притиры. Доводочных плит нет, буду пробовать выводить на гранитной плите с шлиф. бумагой зернистостью 5000 грит.
| Добавить комментарий |
| Пожалуйста, авторизуйтесь для добавления комментария. |
3-1 Измерения штангенциркулем

Содержание видеоурока 3-1: 00:26 Введение 01:17 Устройство и особенности штангенциркулей типа ШЦ-1 03:18 Устройство и особенности штангенциркулей типов ШЦ-2 и ШЦ-3 05:41 Штангенциркули типов ШЦК-1 и ШЦЦ-1 06:58 Считывание размеров 08:50 Проверка и регулировка штангенциркулей 11:43 Регулировка перемещения рамки 13:14 Положения штангенциркуля при измерениях наружных диаметров 15:30 Положение штангенциркуля при измерениях цилиндрических отверстий 16:48 Положения штангенциркуля при измерениях наружных длин 17:54 Положения штангенциркуля при измерениях внутренних длин 18:29 Прижим губок с приложением усилия на рамку 20:31 Способ жесткого прижима губок 22:35 Измерения с использованием вспомогательной рамки 24:09 Измерения глубин 26:01 Косвенные измерения 29:08 Что делать нельзя и что делать надо
Показать больше
Войдите , чтобы оставлять комментарии
Как собрать штангель циркуль

Давно в закромах валялся старый штангенциркуль, ржавый и древний как «авно» мамонта. У моей тещи, которой 79лет, отец был инженером, я думаю, что штангенциркуль родом из той эпохи! Выбросить было жалко, а чего с ним сделать не мог сообразить. Но тут увидел в инете как люди восстанавливают старые железяки, методом гидролиза или электро-химическим способом.
Благо все ингредиенты есть, соль, вода, 12в, решил попробовать.
 Пациент, к сожалению фотку до процесса, не сделал, уже когда процесс пошел, понял, что нужно с народом поделиться. Реально, штангенциркуль был в ржавчине как молоток на фотке ниже. Подвижная часть стояла на мертво, колесико и винты не сдвинуть. Короче металлолом. Чуть ниже надписи на штангенциркуль покажу, так их видно не было вообще.
Пациент, к сожалению фотку до процесса, не сделал, уже когда процесс пошел, понял, что нужно с народом поделиться. Реально, штангенциркуль был в ржавчине как молоток на фотке ниже. Подвижная часть стояла на мертво, колесико и винты не сдвинуть. Короче металлолом. Чуть ниже надписи на штангенциркуль покажу, так их видно не было вообще.  штангенциркуль был как этот молоток, в такой же ржавчине.
штангенциркуль был как этот молоток, в такой же ржавчине.
Для восстановления нужно:
 Вода простая, теплая, чтоб соль пищевая быстро растворялась.
Вода простая, теплая, чтоб соль пищевая быстро растворялась.  Соль простая, добавлять по вкусу, я добавлял до момента как пошла реакция, и начали выделятся пузырьки, помоему это водород выделяется!
Соль простая, добавлять по вкусу, я добавлял до момента как пошла реакция, и начали выделятся пузырьки, помоему это водород выделяется!
ОСТОРОЖНО, помещение должно хорошо проветриваться!
 Блок питания. Делал сам из китайских комплектующих, со стабилизацией по току. Выставил 6Ампер, 13вольт. БП может выдавать до 15А
Блок питания. Делал сам из китайских комплектующих, со стабилизацией по току. Выставил 6Ампер, 13вольт. БП может выдавать до 15А  Ванночку из пластика, штангенциркуль весь не влез, поэтому периодически переворачивал. На штангенциркуль подается МИНУС, на второй электрод подал ПЛЮС, Второй электрод взял простую железяку оцинкованную. Важно, нельзя коротить, между собой электрод и деталь, тк если БП дешевый и в нем нет защиты от КЗ, могут быть неприятности. У меня БП с защитой от КЗ.
Ванночку из пластика, штангенциркуль весь не влез, поэтому периодически переворачивал. На штангенциркуль подается МИНУС, на второй электрод подал ПЛЮС, Второй электрод взял простую железяку оцинкованную. Важно, нельзя коротить, между собой электрод и деталь, тк если БП дешевый и в нем нет защиты от КЗ, могут быть неприятности. У меня БП с защитой от КЗ.  процесс пошел, но фото второй замес, когда основная ржа сошла, я поменял раствор.
процесс пошел, но фото второй замес, когда основная ржа сошла, я поменял раствор.
По времени, заморачиваться не стал, как только основная ржа отошла, я прекратил процесс. Примерно за час, полтора получил вот такой результат:
 в сравнении с современным . Современный штангенциркуль уже закусывает, этот работает как часики.
в сравнении с современным . Современный штангенциркуль уже закусывает, этот работает как часики.  проявилось после восстановления
проявилось после восстановления  не разу не слышал про такую фирму. Думаю, штангенциркуль послевоенный
не разу не слышал про такую фирму. Думаю, штангенциркуль послевоенный
Результат меня порадовал. Штангенциркуль восстановлен, оказалось, что у него две шкалы, одна метрическая, вторая инчевая. Колесиком очень удобно двигать подвижную часть. фиксация рычажком тоже очень удобна.
Как то так, не спешите выбрасывать старый инструмент!
ПС: Наверное такой результат получился из-за того, что я года два назад этот штангенциркуль пытался восстановить и клал его в керосин и масло. за то время что он лежал в гараже, масло есму не дало проржаветь окончательно. Но я когда начинал процесс, не рассчитывал на такой результат, я подумал, что если не получится, ну и фиг с ним. Получилось!
Комментарии 120

Доброго времени суток ! Небольшая проблемка, потерялась пружинка прямая плоская, что под подвижной рамкой ш-циркуля . Кто в курсе чем её заменить или где купить её ?! Штангель времен СССР ЧиЗ 25 см. Мира всем


Старый друг лучше новых двух, раньше делали на совесть для людей, сейчас штамповка без соблюдений всех норм. Я сам испытываю восторг от советского инструмента (сноса нет), до сих пор имеется возможность приобретения на рынке у стариков (барахолка), даже бывают совершенно новые, не пользованные!


Я думаю что Вы уже всю историю этого штангеля знаете!)))Ему более 100 лет и оочеень редка вещица )))
не знаю. но хотелось бы узнать! То чтоя написал в посте это всеголишь предположение.
не знаю. но хотелось бы узнать! То чтоя написал в посте это всеголишь предположение.
Штангенциркуль – как измерить предмет за минуту?
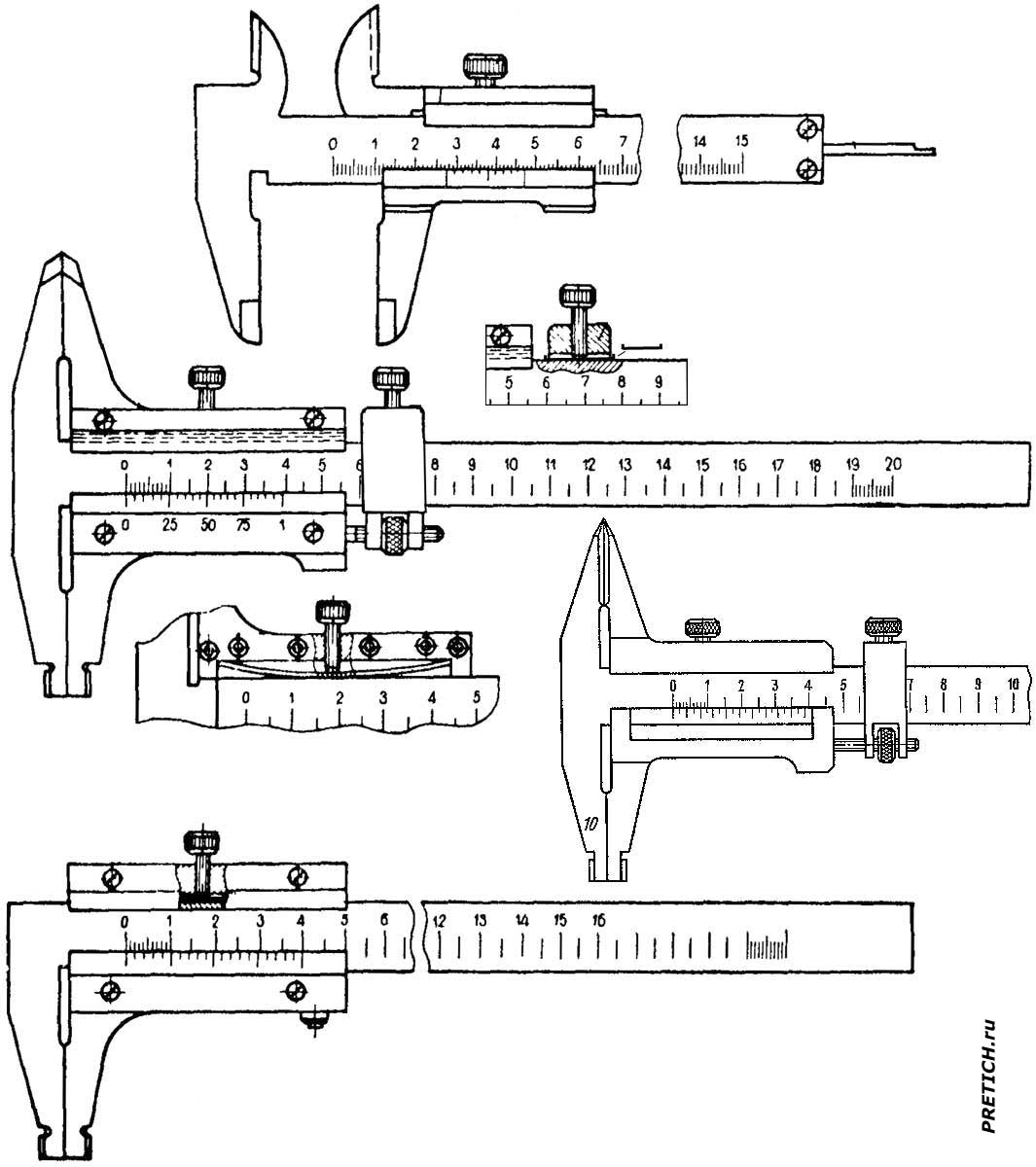
Штангенциркуль получил название благодаря основному элементу своего корпуса – штанге, а вот привычный нам циркуль немного далек от этого инструмента своим устройством. Разобраться в предмете, полном загадок, постараемся с помощью данной статьи, рассмотрим его устройство и принцип работы.
Устройство штангенциркуля – основные узлы и их назначение
Устройство штангенциркуля внешне не кажется сложным, но его части так компактно и оптимально составлены, что делают это приспособление простым и удобным в использовании. А умеет оно немало, причем измерения, которые выполняются с его помощью, очень важны во многих сферах промышленности и строительства. При использовании штангенциркуля мы получаем линейные размеры предметов, как внешние, так и внутренние. А точность, которая в некоторых моделях достигает завидного уровня, делает этот простой инструмент все более востребованным.
Назначение штангенциркуля – измерение длины, диаметров, глубины, а вот что обеспечивает эту возможность, разберем на примере самого простого вида этого приспособления. Основным узлом является линейка, которая и называется штангой, давая часть названия инструменту. Деления на ней обычно равны 1 мм, а общая длина обычно составляет 15 см, но отдельные модели могут быть длиннее. Линейка определяет максимальный размер, который сможет измерить данный инструмент. А значит, максимальная длина или диаметр предмета должен быть не более 15 см.
На конце линейки находятся губки, вернее их половинки, а вторые половинки расположены на подвижной рамке, которая перемещается по линейке, отмеряя размер обследуемого предмета. Губки есть внутренние и внешние, у первых резцы смотрят наружу, у вторых – друг на друга. Следовательно, первые вставляются в предмет и раздвигаются, чтобы зафиксировать внутренний геометрический параметр, а вторые раздвигаются широко, а потом сближаются, чтобы зафиксировать исследуемый предмет между собой. Чтобы точно снять размер или перенести его на другую поверхность, подвижная рамка может фиксироваться специальным винтом, который находится на ней же.
На основной линейке мы можем посмотреть целочисленное значение искомого размера, а вот уточнить результат поможет нониусная шкала, которая нанесена на нижнюю часть рамки, чтобы быть ровно под основной разметкой линейки. На нониусе имеется десять делений, каждое из которых отмеряет 1,9 мм, вся шкала 1,9 см длиной. Это параметры обычного хозяйственного штангенциркуля, на других моделях это соотношение меняется. Найдя деление нониуса, которое совпадает с каким-либо делением основной шкалы, можно уточнить искомое значение до десятых долей миллиметра. Пользование штангенциркулем не ограничивается внутренним и внешним размером, можно отмечать и глубину отверстий, для этого имеется хвостик, который выдвигается из линейки. Это шкала глубиномера.
Штангенциркуль – классификация и маркировка
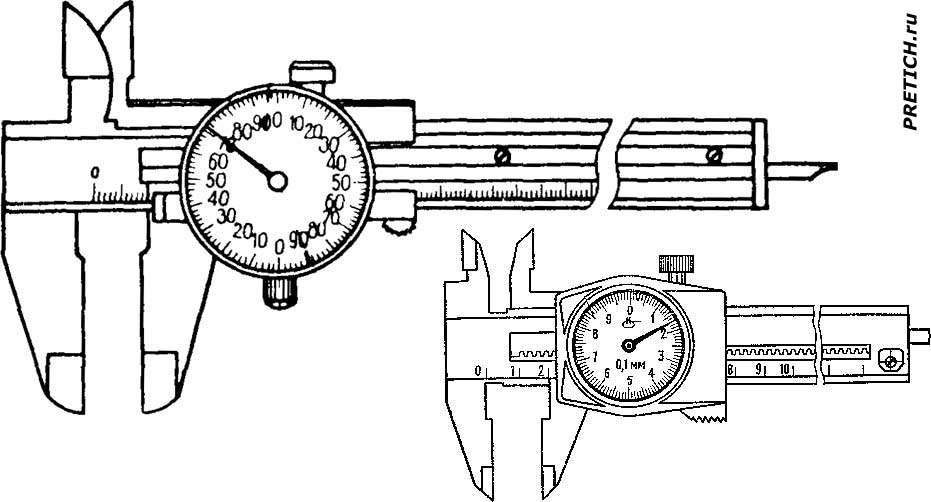
Измерительный инструмент штангенциркуль может быть 3 видов и около 8 типоразмеров, во всяком случае, согласно отечественным нормативным документам. Причем важно, покупая любой точный инструмент, ориентироваться на стандарты, по которым его изготавливают и калибруют. На виды делят его в зависимости от индикатора измеряемого значения, с которого мы снимает искомые цифры. Это могут быть нониусные (ШЦ), циферблатные (ЩЦК) и цифровые (ШЦЦ) штангенциркули. В первом случае нам придется самим пробежаться по обеим шкалам глазами, посчитать деления и сообщить результат. Во втором случае мы увидим цифры на механической шкале с подвижной стрелкой, а вот в третьем случае нам покажут готовый результат на дисплее.
Внутри данных видов могут разделяться еще подвиды в зависимости от конструкции и длины основной линейки. Например, можно делить инструменты по виду материала, из которых они изготовлены. Примером инструмента из твердого сплава может служить ШЦТ-I. Есть различия в устройстве губок или дополнительных приспособлениях. Так, ШЦ-I и ШЦ-III отличаются расположением губок, в первом случае оно двустороннее, а во втором – одностороннее. А вот в ШЦ-II имеется рамка микрометрической подачи, которая сделает проще разметку, если вам нужно будет переносить свои замеры на другую плоскость. Различия по типоразмерам обсуждать долго не имеет смысла, стоит лишь сказать, что чем больше линейка, тем больше погрешность полученных значений.
Ремонт штангенциркулей всех типов
В данной статье я подробно опишу ремонт штангенциркулей — отечественных или импортных, не имеет значения. Поэтапно: определение дефектов, разборка, первичный осмотр, устранение физических дефектов, сборка, заточка разметочных губок, доводка плоскостей, доводка губок для внутренних измерений, поверка.
Штангенциркули — это самые массовые измерительные инструменты, как на производстве, так и в ремонтно-наладочных работах. Простые, надежные, достаточно точные. Тем не менее, и они приходит в негодность, а очень многие проводят измерения, даже не догадываясь, что этот инструмент давным-давно требует ремонта.
Отсутствие ремонтной базы этого инструмента сказывается негативно и на качестве продукции, и влечет дополнительные немалые затраты. То, что можно сравнительно легко отремонтировать — списывается и покупается новый инструмент. В то время как своевременная профилактика и ремонт средств измерения (СИ), позволят использовать их долго, эффективно, малозатратно.
+ Щелкайте по рисункам, чтобы увеличить!
Штангенциркули могут иметь какую-нибудь одну поломку, но чаще, в результате интенсивной эксплуатации, они имеют целый букет мелких и серьезных дефектов. Это и износ измерительных поверхностей, притупление острых разметочных губок, коррозия, забоины, погнутые губки или штанга.
Независимо от дефектов, ремонт проводится полный.
Вначале производится первичная диагностика, цель которой выяснить возможность и целесообразность ремонта. Зачастую инструмент имеет серьезные физические повреждения или крайне изношен, а мудрые советы ветеранов-ремонтников для таких случаев потеряли свою актуальность еще в конце 70-х, начале 80-х годов. Ремонт такого инструмента становится экономически неоправданным — большие затраты человеко-часов, а результат нестабильный, кратковременный.
Если ремонт признан целесообразным, инструмент сперва разбирается, все части укладываются на один фанерный или пластмассовый лоток. Не стоит разбирать сразу несколько штангенциркулей, чтобы не перепутать детали (например, подвижные рамки). Все промывается в так называемом «авиационном бензине» Б-70, либо в растворителе «Калоша» («Галоша»), Уайт-спирите или же просто автомобильном бензином. Промывка осуществляется в металлических или пластмассовых ванночках. Затем все вытирается и сушится. Надеюсь не надо повторять требований по технике безопасности? В помещении не курить, во время работы с бензином заточные или прочие работы, которые искрой могут вызвать воспламенение, воспрещены. Также необходима вытяжка.
Проводится внешний осмотр и устранение внешних дефектов — забоины убираются надфилем, алмазным бруском. Царапины удаляются прохождением по металлу кусочком вулканитового круга — вдоль следа заводской шлифовки (штрих в штрих). Надо внимательно смотреть и случайно не стереть шкалы и разметки, которые могут быть нанесены фотохимическим способом. Так же удаляются следы коррозии. Затем, если требуется, проводится рихтовка штанги губок или рамки. Выравнивают медным или латунным молотком на свинцовой или латунной наковальне, что бы не создавать забоин и вмятин. Также можно проводить выравнивание в тисках, с помощью трех стальных валиков. Контроль проводится с помощью лекальных линеек на просвет.
Затем проводится сборка штангенциркуля. Здесь обращаем внимание на плоскую пружину на подвижной рамке — на ее износ и изогнутость (необходимое усилие сдвига проверяем динамометром). Изношенную пружину меняем на запасную, или как временное решение — ее можно слегка выгнуть и подложить алюминиевую фольгу. Винт микрометрической подачи должен быть зафиксирован ровно и надежно, если требуется, резьбу проходим плашкой (леркой). Рамка микрометрической подачи также должна иметь металлическую прокладку, чтобы стопорный винт не повреждал направляющую штанги.
Завершив сборку, затачиваем разметочные губки штангенциркуля — используем хороший заточной станок, либо алмазный круг (если разметочные губки из твердого сплава, иначе и не получится). Здесь сложность в том, что заточка губок проводится в их сомкнутом состоянии, они должны быть одинаковые по длине, и вершина острого угла приходилась точно на измерительную плоскость. В крайнем случае, это можно выправить алмазным надфилем, в конце ремонта.
После этого штангенциркуль, особенно губки, следует размагнитить. Для этого используем либо самодельный дроссель, либо специальное размагничивающее устройство.
Теперь приступаем к доводке рабочих плоскостей.
Для доводки нам нужно 3-4 притира. Их изготавливают из чугуна, один из латуни. По боку нужна сетчатая накатка, по краям снимается фаска. Притиры маркируется по номерам. Затем доводятся до плоскопаралелльности с точностью 5-10 мкм на доводочных плитах.
На рисунках выше: притир, цифрой 1 обозначена рабочая плоскость. D — диаметр,
30 мм, Н — толщина,
Плоскопаралелльность контролируется индикаторной стойкой, где головка имеет цену деления 1 мкм. Можно, но нежелательно использовать для этого рычажные микрометры или толщиномеры, соответствующей точности.
В зависимости от степени износа — проверяем на просвет — используем сперва доводочные порошки или пасту крупной зернистости, затем более мелкой. Можно использовать целый ряд различных доводочных порошков или паст. Например, электрокорунд белый. Но так, как часть штангенциркулей имеет вставки из твердого сплава, а их обрабатывают только алмазными пастами, то целесообразно все доводить именно алмазными пастами (чтобы не иметь целую гору различных притиров).
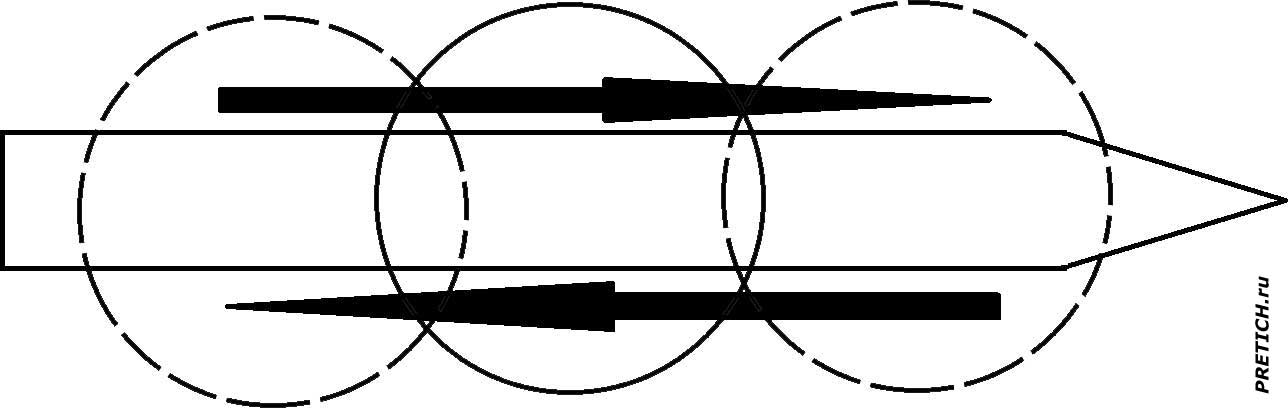
Источник света должен находиться за штангенциркулем, но не должен слепить глаза ремонтнику. Штангенциркуль слегка поворачивается по воображаемой оси измерительных плоскостей (на рисунке эта ось обозначена красной линией).
Штангенциркуль зажимается в тисках с латунными (медными, бронзовыми) губками (или накладками) штангой вверх. Тиски должны быть немного развернуты, чтобы губки штангенциркуля смотрели вам примерно в правое плечо (если вы левша, то все надо делать наоборот). Выбираем те губки для притирки, на которых нет просвета. На притир с двух сторон наносится немного алмазной пасты и равномерно растирается. Поднимаем подвижную рамку, вставляем притир и прижимаем его рабочей плоскостью. Некоторые мастера рекомендуют закручивать фиксирующий винт — этого не стоит делать. Просто равномерно прижимаем губки левой рукой. На рисунке выше: синим цветом обозначен притир, две красные стрелки — прижим рамки пальцами левой руки. Прижим должен быть не сильным, равномерным, его можно варьировать, в зависимости от типа просвета.
Доводка осуществляется движением притира возвратно-поступательными движениями, строго вдоль оси измерительных площадок. Как на рисунке выше. Т.е. штрих от доводки должен быть ровным и параллельным. Движение притира должно быть с некоторым усилием, из-за прижима подвижной рамки. Через 3-5 движений, притир разворачивается на произвольный угол 250-30-90 градусов (так износ притира будет равномерным). Как только паста начнет сохнуть и становится вязкой, притир убираем. Протираем его и доводимые плоскости ветошью. Вытаскиваем штангенциркуль из тисков, сводим губки и смотрим на просвет. Он должен постепенно уменьшаться, повторяем процедуру, пока он не исчезнет совсем. Так же доводим и другую сторону.
В случае если просвет не ровный, а клином, притираем сперва ту сторону, где клин — образуется более-менее ровный просвет, начинаем притирать сторону без просвета. Таким образом, подгоняя то эту, то ту сторону, добиваемся полного исчезновения просветов.
Завершающий этап доводки — проходим все губки с двух сторон латунным притиром — он даст нам высокую чистоту обработки (это красиво, хотя и не обязательно).
Далее протираем губки бензином и плотно их сомкнув и зафиксировав зажимным винтом, выставляем нониус.
Затем приступаем к выравниванию губок внутренних измерений — они имеют не измерительную плоскость, а радиус. При сильном износе его выравнивают с помощью бархатного надфиля, или мелкого бруска, подгоняя под целые значения (например, 9,7 или 9,5). Окончательный радиус придают деревянным бруском с нанесенной мелкой алмазной пастой вручную. Или узкой полоской бархатки с пастой ГОИ. Если износ в пределах допуска, то новый размер — измеренный микрометром — наносится на губку электроискровым карандашом. Ну а потом, выставляется нониус на ноль, в общем — все штатно.
Это ремонт штангенциркуля ШЦ-II и ему подобных. Штангенциркуль типа ШЦ-III ремонтировать проще, так как там измерительные губки только в одну сторону. Процесс такой же.
С массовым и крайне популярным штангенциркулем типа ШЦ-I, именуемым в народе «Колумбиком» немного иначе. Основные проблемы: зачастую не регулируемый нониус — значит, при доводке невозможно его выставить, и если штангенциркуль выходит из допуска, его однозначно списывают. Советы «бывалых», вроде постучать молотком по губкам — не работают. Штангенциркуль полностью из закаленной стали. и если попадется и не закаленный, этими ударами мы нарушим структуру металла и его все равно «поведет» через некоторое время.
Одно время я на таких штангенциркулях полностью удалял нониус — снимал слой металла на подвижной рамке, на шлифовальном станке. Сверлил отверстия, нарезал резьбу и ставил обычные нониусы. но это было слишком затратно.
Была некогда интересная идея — наращивать слой металла в гальванической ванне. Я пробовал этот метод. Никель отслаивается. А хром, вроде бы дает результат, но он дает очень твердую «бахрому», которая попросту царапает и поверочный инструмент, и измеряемые детали. Новые модели ШЦ-I выпускаются уже с регулируемым нониусом.
Вторая проблема ШЦ-I это губки для внутренних измерений — их одновременно используют как разметочный инструмент. Измерительная плоскость «заострена» и легко вырабатывается, а использование их как чертилки — лишь усугубляет ситуацию. Очень скоро просвет в этих губках становится слишком большим, и он опять же — идет на списание. С глубиномером проще. Делается небольшая оправка из текстолита или иного материала, сбоку два винта, и нижний торец доводится на плите.
Импортные штангенциркули. По-сути они соответствуют все тем же моделям, какие были в СССР. Но очень часто, особенно у аналогов ШЦ-I ремонтопригодность крайне низкая — ее принесли в жертву внешнему виду. И часто из-за этой красоты инструмент невозможно отремонтировать.
С другой стороны, масса импортных и современных отечественных штангенциркулей вместо нониуса имеют электронное табло или круговую шкалу со стрелкой. Это существенно облегчает ремонт и продлевает срок службы штангенциркулей этого типа — проводится доводка, потом переставляется стрелка. Зубчатая рейка имеет тенденцию к износу. Износ относительный, зачастую достаточно извлечь эту рейку и перевернуть другой стороной, и штангенциркуль проработает еще достаточно долго. Стальные шестерни изнашиваются, здесь уже ничего не поделаешь, если нет запчастей. Разбиваются посадочные места для осей шестеренок, здесь можно немного прочеканить отверстие стальным шариком — оно равномерно уменьшится. В штангенциркулях с электронным блоком просто задается нулевое значение.
В общем и целом, ремонт импортных штангенциркулей ничем не отличается от отечественных: та же разборка, промывка, зачистка забоин и коррозии, исправление деформированных элементов, доводка рабочих плоскостей и поверка стандартными способами.
Главная задача соответствующих служб предприятия — это не доводить штангенциркули, как и прочие СИ до такого плачевного состояния. Постоянно поддерживая инструменты в хорошем состоянии, можно сэкономить большие средства, сохраняя качество продукции на высоком уровне.
Ремонт прочего штангенинструмента будет описан в одной отдельной статье.
Михаил Дмитриенко, специально для PRETICH.ru
2020 г.
у нас дед был один, этим занимался. И все время что-то придумывал. Изобретатель и рационализатор! Это у него со времен СССР осталось.
Вместо работы все что-то придумывает, какие-то приспособления, агрегаты. Ничего толком не работало, но ему сам процесс интересен был. Потому только и держали, что НИКТО не мог этого делать. Сколько он не учил — никто не остался по этой специальности.
Ну конечно, зарплаты не супер, обеспечение — сам себя обеспечивай! Да и работа геморройная.
Здравствуйте, такой вопрос. Подойдут ли алмазные притирочные пасты, которые используются для притирки клапанов автомобилей, для притирания губок ШЦ?
Как контролировать параллельность губок для внутренних измерений на ШЦ-II(III)?
Цифровой штангенциркуль — потрошим и тестируем по полной.

Штангель был заказан давно, годик валялся в ящике с инструментом по этому экран немного потерся.

Штангель как у всех, три кнопки — сброс в ноль в любой точке измерения, сантиметры — дюймы и включение — выключение.

На обратной стороне наклейка — точность измерения и разрешение (цена деления) по 0.1 мм, батарейка LR44.

Пару фото измерений 

Экран не IPS но видно хорошо под любым углом.
Вроде бы мелочь, но мелочь приятная, потому что во многих показометрах и даже в мультиметрах на экран нужно смотреть под определенным углом. Тут все норм.
Пробую измерить щупы из набора для настройки клапанов. Время мотоциклов закончилось а вот щупы остались.
Самый толстый щуп 0.5 мм



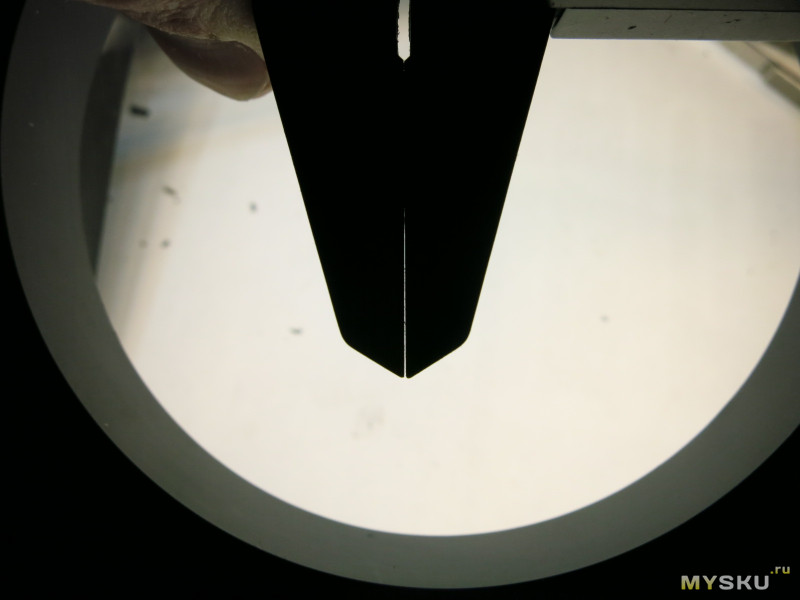
Если измерять той частью, которая предназначена для измерений внешнего размера, то получается 0.4 мм вместо 0.5 мм.
Если измерять выше, то получается ровно 0.5 мм.
Сфоткал на просвет — да, есть щель, стоит это учитывать.
Измеряю щуп 0.35 — получается или 0.3 или 0.4, в зависимости от того, где измерять.
В общем в точность штангель вроде уложился.




Посмотрим что у него внутри.
Во первых у него внутри батарейка, LR44. Напряжение за год упало до 1.3 в, но работает без проблем.
ufaman в комментах подсказал, что под наклейкой шкалы есть плата с прорезями. Отклеил край — так и есть.
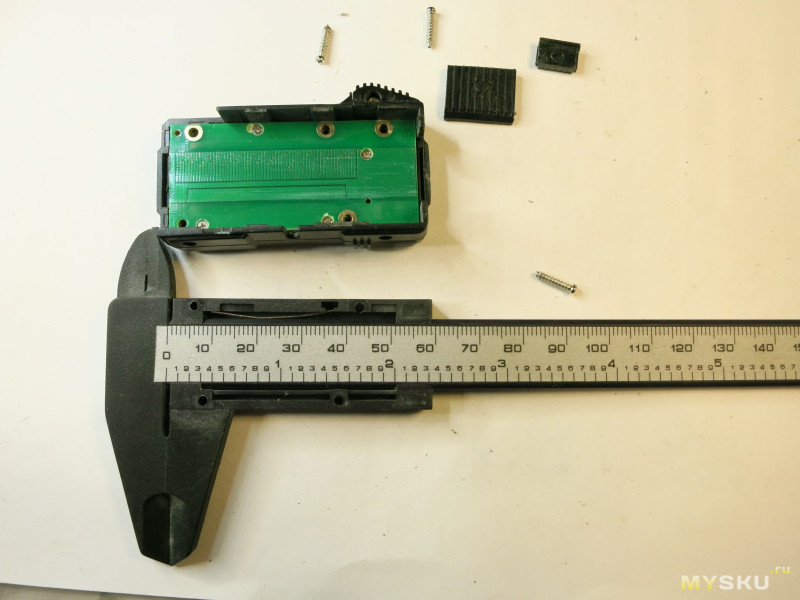
Потрошим дальше. Под наклейкой 4 винта и еще один сбоку непонятно зачем.
Снимается измерительная часть. Есть еще заглушка для разъема подключения к компу через всякие ардуино.
Видны полоски, которые реагируют на нанесенное покрытие на линейке штангенциркуля. Микросхема клякса оценивает емкость и понимает куда и на сколько двигается измерительная часть перед линейкой.
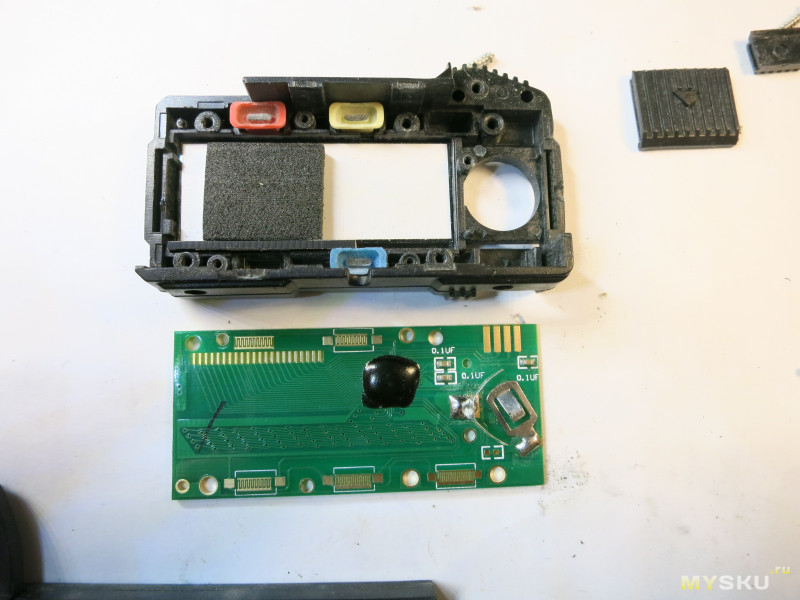
Потрошим дальше. 4 винта и снимаем плату. На плате видно 3 конденсатора, один параллельно батарейке не распаян. Видны площадки для 5 кнопок, а кнопок 3. Интересно.
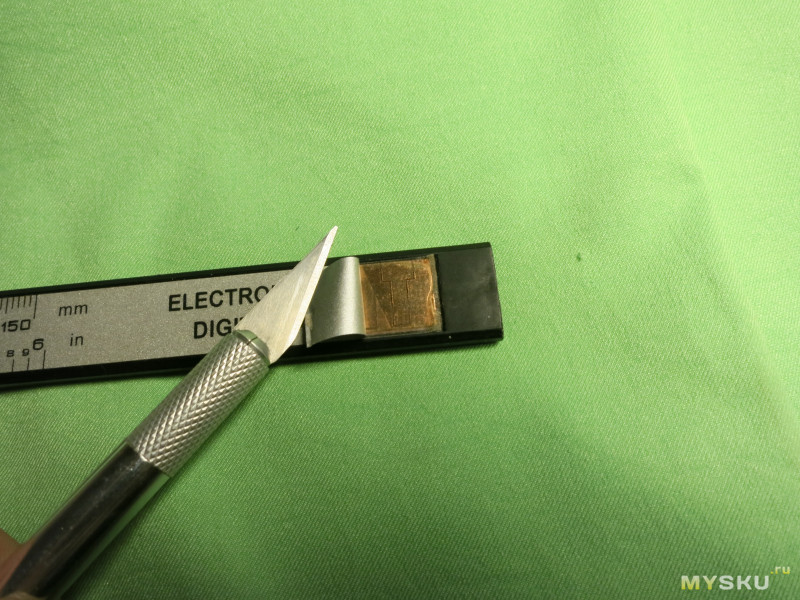
Вырезаю скальпелем в соответствующих местах пластик под кнопку, перекидываю кнопки в новые места, собираю.

Новые кнопки не работают. Нажимал и в движении и долго и коротко, нет никакой реакции на нажатия.
Вернул все на место.
Ну и посмотрим потребление с батарейки.
Экран выключен — 0.012 мА, экран включен — 0.013 мА, при нажатии кнопки 0.028 мА.
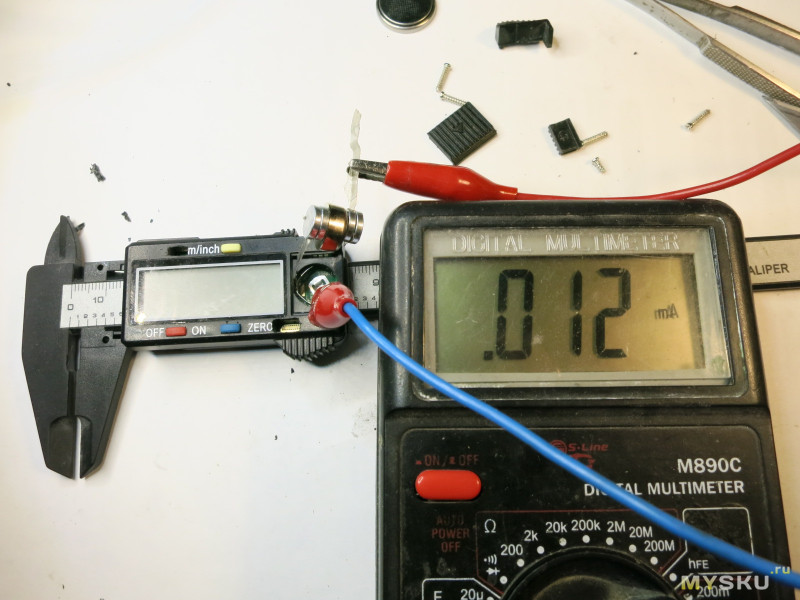
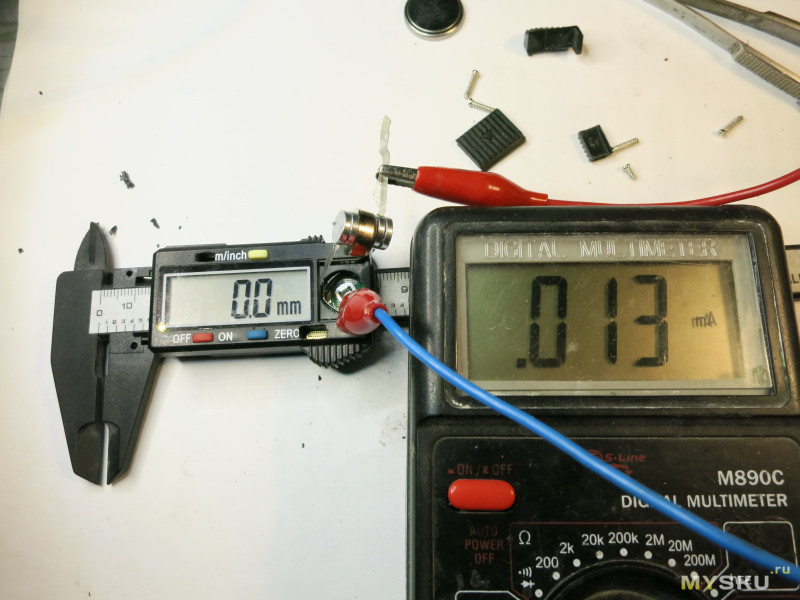
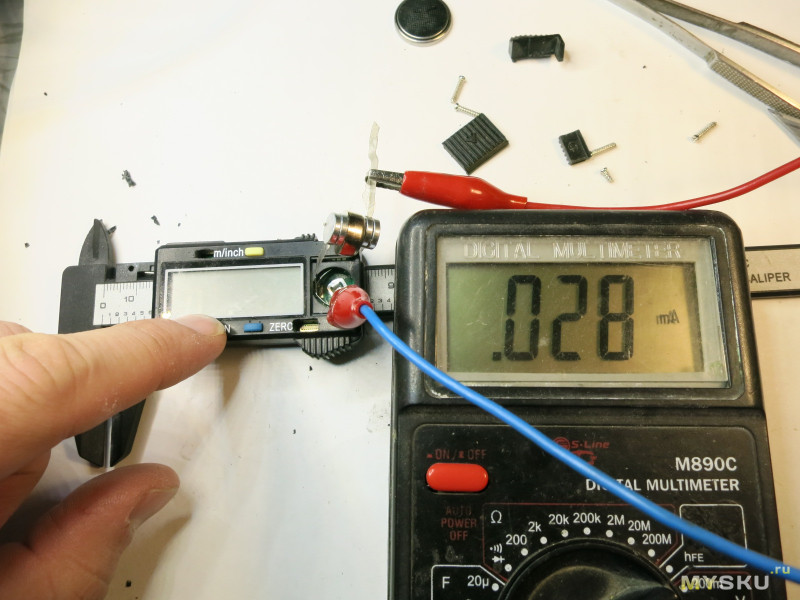
То есть он жрет батарейку постоянно, включен экран или нет по сути все равно.

Ну и какое максимальное значение на экране — 199,9
Максимально измеряет около 154 мм.
Ну и многие пишут что если работать штангенциркулем, то показания сбиваются.
Я выставил ноль и быстро подвигал штангель до максимума много раз. Максимально быстро.
При этом все равно при сведении губок были показания 0.0
Возможен у кого то был сбой из за потери контакта батарейкой, как то раз такое было — подогнул контакты и все стало отлично.
Похожие публикации:
- Hcb2012kf 121t50 0805 чем заменить
- Что такое расход насоса
- Вн 29 ekf что это значит
- Тип провода кг что это