2.1 Регулировка силы сварочного тока в сварочных трансформаторах, выпрямителях и преобразователях
Сварочный трансформатор – это аппарат, преобразующий переменное напряжение сети в переменное напряжение для сварки (как правило, понижает переменное напряжение до значения менее 141 В).

Сварочный трансформатор состоит из корпуса 1, внутри которого укреплён замкнутый магнитопровод 4 (сердечник), собранный из отдельных пластин, отштампованных из тонкой (0,5 мм) листовой электротехнической стали. На боковых стержнях магнитопровода расположены катушки первичной 12 и вторичной 11 обмоток трансформатора. Катушки первичной обмотки укреплены неподвижно и включаются в сеть переменного тока. Катушки вторичной обмотки подвижны и от них сварочный ток подаётся на электрод и изделие. Провода сварочной цепи присоединяются к зажимам 2. Сварочный ток плавно регулируется изменением расстояния между первичной и вторичной обмотками. Для этой цели служит вертикальный винт 9 с ленточной резьбой, который оканчивается рукояткой 5. При вращении рукоятки по часовой стрелке вторичная обмотка приближается кпервичной, магнитная связь между ними увеличивается. И сварочный ток растёт. Для установления необходимого сварочного тока на крышке 8 корпуса трансформатора расположена шкала 7.
Сварочный выпрямитель – это аппарат, преобразующий переменный ток сети в постоянный ток для сварки.
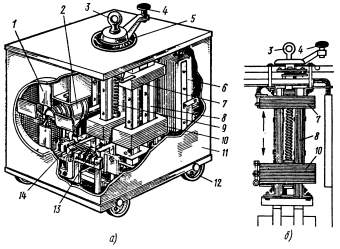
варочный выпрямитель состоит из понижающего трехфазного трансформатора с подвижными катушками, выпрямительного блока с вентилятором, пускорегулирующей и защитной аппаратуры, смонтированных в кожухе.

снижает напряжение сети до необходимого рабочего, а также служит для регулирования сварочного тока путем изменения расстояния между первичной и вторичной обмотками. Катушки вторичной обмотки неподвижны и закреплены у верхнего ярма. Катушки первичной обмотки подвижны. Сердечник трансформатора собран из пластин электротехнической стали. Внутри сердечника проходит ходовой винт с закрепленным внизу подпятником. В верхнюю планку крепления первичной обмотки запрессована ходовая гайка. При вращении рукоятки ходового винта вертикально перемещается ходовая гайка, а следовательно, и катушки первичной обмотки.
Выпрямительные блоки собраны по трехфазной мостовой схеме. Для охлаждения выпрямительных блоков служит вентилятор, приводимый во вращение от асинхронного электродвигателя. Охлаждающий воздух, засасывается внутрь кожуха, проходит через блок, омывает трансформатор и выбрасывается с другой стороны.

С
Рисунок 3. Сварочный преобразователь
варочный преобразователь – устройство служащее для преобразования переменного тока в постоянный сварочный ток; он состоит из сварочного генератора постоянного тока и приводного трехфазного асинхронного электродвигателя, сидящих на одном валу и смонтированных в общем корпусе. Сварочный генератор состоит из корпуса с укрепленными на нем магнитными полюсами 10 и приводимого во вращение якоря. Тело якоря набрано из отдельных лакированных пластин электротехнической стали. В продольных пазах его уложены витки обмотки. Рядом с якорем находится коллектор, состоящий из большого числа изолированных друг от друга медных пластинок , к которым припаяны начала и концы каждой группы витков якоря. Магнитное поле внутри генератора создается магнитными полюсами обмоток возбуждения, которые питаются постоянным током от щеток самого генератора. В распределительном устройстве размещены пакетный выключатель, регулировочный реостат, вольтметр , доски зажимов высокого и низкого напряжения и другая аппаратура. При включении электродвигателя якорь начинает вращаться в магнитном поле и в витках его возникает переменный ток, который с помощью коллектора преобразуется в постоянный.
К коллектору прижимаются угольные щетки , с помощью которых постоянный ток снимается с коллектора и подводится к зажимам («+»и «-«). К этим же зажимам присоединяют сварочные провода, подводящие сварочный ток к электроду и изделию. Для охлаждения преобразователя во время работы на валу у него имеется вентилятор.
2.1 Регулировка силы сварочного тока в сварочных трансформаторах, выпрямителях и преобразователях
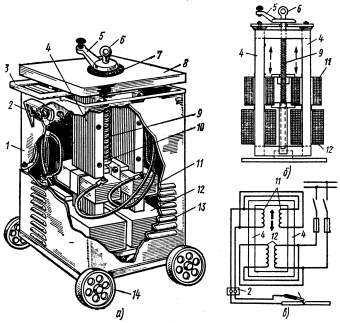
Сварочный трансформатор состоит из корпуса 1, внутри которого укреплён замкнутый магнитопровод 4 (сердечник), собранный из отдельных пластин, отштампованных из тонкой (0,5 мм) листовой электротехнической стали. На боковых стержнях магнитопровода расположены катушки первичной 12 и вторичной 11 обмоток трансформатора. Катушки первичной обмотки укреплены неподвижно и включаются в сеть переменного тока. Катушки вторичной обмотки подвижны и от них сварочный ток подаётся на электрод и изделие. Провода сварочной цепи присоединяются к зажимам 2. Сварочный ток плавно регулируется изменением расстояния между первичной и вторичной обмотками. Для этой цели служит вертикальный винт 9 с ленточной резьбой, который оканчивается рукояткой 5. При вращении рукоятки по часовой стрелке вторичная обмотка приближается к первичной, магнитная связь между ними увеличивается. И сварочный ток растёт. Для установления необходимого сварочного тока на крышке 8 корпуса трансформатора расположена шкала 7.
Сварочный выпрямитель
Сварочный выпрямитель состоит из понижающего трехфазного трансформатора с подвижными катушками, выпрямительного блока с вентилятором, пускорегулирующей и защитной аппаратуры, смонтированных в кожухе.
Понижающий трехфазный трансформатор снижает напряжение сети до необходимого рабочего, а также служит для регулирования сварочного тока путем изменения расстояния между первичной и вторичной обмотками. Катушки вторичной обмотки неподвижны и закреплены у верхнего ярма. Катушки первичной обмотки подвижны. Сердечник трансформатора собран из пластин электротехнической стали. Внутри сердечника проходит ходовой винт с закрепленным внизу подпятником. В верхнюю планку крепления первичной обмотки запрессована ходовая гайка. При вращении рукоятки ходового винта вертикально перемещается ходовая гайка, а следовательно, и катушки первичной обмотки.
Выпрямительные блоки собраны по трехфазной мостовой схеме. Для охлаждения выпрямительных блоков служит вентилятор, приводимый во вращение от асинхронного электродвигателя. Охлаждающий воздух, засасывается внутрь кожуха, проходит через блок, омывает трансформатор и выбрасывается с другой стороны.
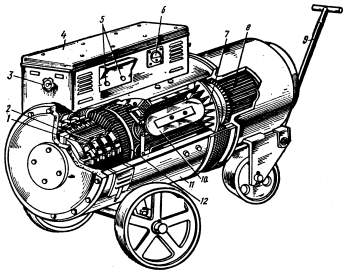
Сварочный преобразователь представляет собой машину, служащую для преобразования переменного тока в постоянный сварочный ток; он состоит из сварочного генератора постоянного тока и приводного трехфазного асинхронного электродвигателя, сидящих на одном валу и смонтированных в общем корпусе. Сварочный генератор состоит из корпуса с укрепленными на нем магнитными полюсами 10 и приводимого во вращение якоря. Тело якоря набрано из отдельных лакированных пластин электротехнической стали. В продольных пазах его уложены витки обмотки. Рядом с якорем находится коллектор, состоящий из большого числа изолированных друг от друга медных пластинок , к которым припаяны начала и концы каждой группы витков якоря. Магнитное поле внутри генератора создается магнитными полюсами обмоток возбуждения, которые питаются постоянным током от щеток самого генератора. В распределительном устройстве размещены пакетный выключатель, регулировочный реостат, вольтметр , доски зажимов высокого и низкого напряжения и другая аппаратура. При включении электродвигателя якорь начинает вращаться в магнитном поле и в витках его возникает переменный ток, который с помощью коллектора преобразуется в постоянный.
К коллектору прижимаются угольные щетки , с помощью которых постоянный ток снимается с коллектора и подводится к зажимам («+» и » — «). К этим же зажимам присоединяют сварочные провода, подводящие сварочный ток к электроду и изделию. Для охлаждения преобразователя во время работы на валу у него имеется вентилятор.
4.6.3 Регулирование силы сварочного тока в трансформаторе
Регулирование силы сварочного тока при дуговой сварке обычно осуществляется с помощью самого источника питания. Все возможные способы регулирования тока можно свести к двум: изменению напряжения холостого хода источника Uxx, изменению электрического сопротивления источника Z (pиcунок 56). Если увеличить напряжение холостого хода источника (рисунок 56, а), то его характеристика смещается вправо и пересекается с вольтамперной характеристикой дуги при больших токах. Если увеличить сопротивление источника, что соответствует смещению его характеристики влево (рисунок 56, б), то электрическая энергия, отдаваемая источником дуге, уменьшается, и ток соответственно снижается. На практике часто используют в одном источнике оба способа регулирования тока.
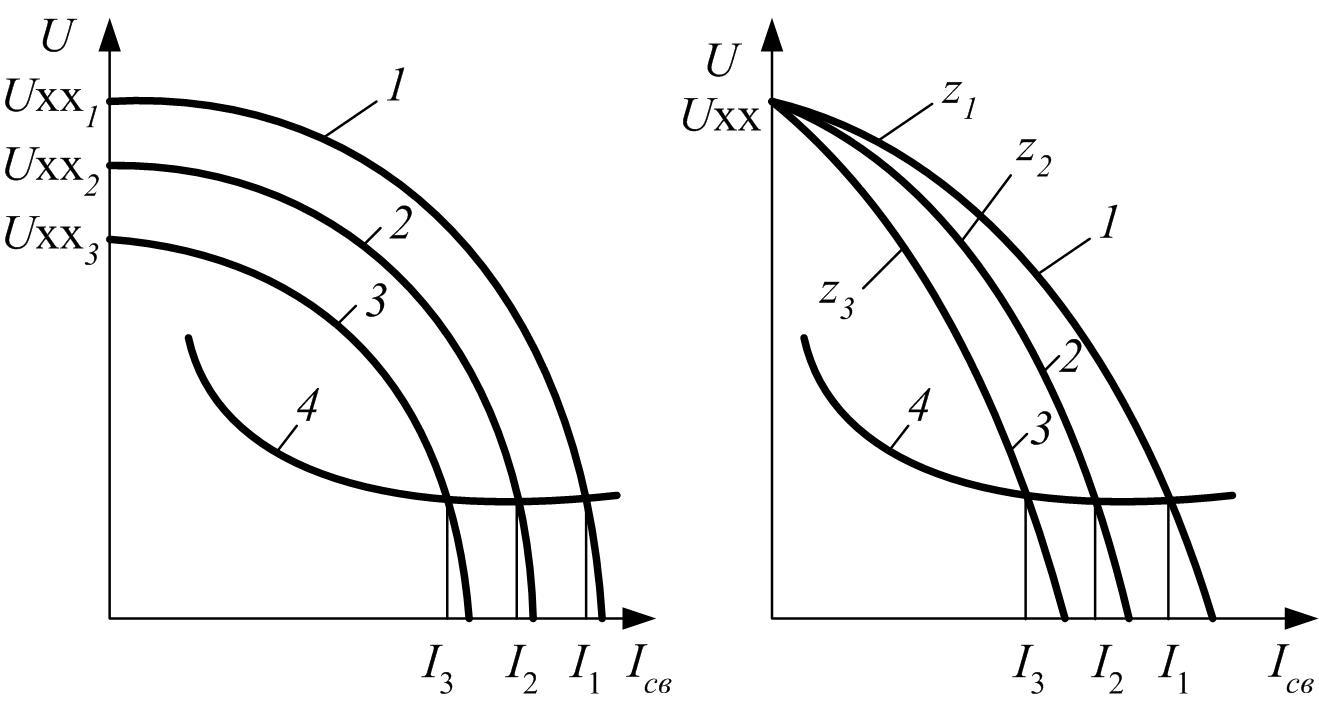
а – изменением напряжения холостого хода; б – электрическим сопротивлением источника питания;
1, 2, 3 – внешние характеристики источника питания; 4 – вольтамперные характеристики дуги; Z – сопротивление источника питания
Рисунок 56 – Регулирование сварочного тока
4.6.8 Сварочные генераторы
Сварочные генераторы — это специальные генераторы постоянного тока, внешняя характеристика которых позволяет получать устойчивое горение дуги. Устойчивость горения дуги достигается изменением магнитного потока генератора в зависимости от сварочного тока.
В строительной отрасли широко применяют однопостовые сварочные преобразователи ПСО-300-2, ПД-305, ПД-502-1, предназначенные для ручной дуговой сварки и преобразователь ПСГ-500-1, предназначенный для механизированной сварки в защитном газе и порошковой проволокой. Преобразователи ПСО-300-2, ПД-502 и ПСГ-500-1 имеют коллекторные генераторы, а преобразователь ПД-305 — вентильный генератор. У преобразователя ПД-502 генератор с независимым возбуждением, у остальных — с самовозбуждением.
При ручной дуговой сварке в полевых условиях применяют сварочные агрегаты с бензиновыми или дизельными двигателями. В подавляющем большинстве сварочные агрегаты предназначены для питания одного поста. Вместе с тем ряд агрегатов применяется для питания нескольких постов ручной дуговой сварки, например агрегаты АДД-502 и АСДП-500Г. Сварочный агрегат АСДП-500Г в отличие от агрегата АДД-502 имеет не два, а один генератор с жесткой внешней характеристикой. Регулирование сварочного тока на постах в этом случае достигается с помощью балластных реостатов, включаемых последовательно в сварочную цепь (подобно питанию сварочных постов от многопостового выпрямителя).
4.6.9 Сварочные выпрямители
Сварочные выпрямители — это источники постоянного сварочного тока, состоящие из сварочного трансформатора с регулирующим устройством и блока полупроводниковых выпрямителей. Иногда в комплект сварочного выпрямителя входит еще дроссель, включаемый в цепь переменного тока. Дроссель служит для получения падающей внешней характеристики. Действие сварочных выпрямителей основано на том, что полупроводниковые элементы проводят ток только в одном направлении. Наибольшее применение в сварочных выпрямителях получили селеновые и кремниевые полупроводники.
C появлением полупроводников в 50х годах прошлого столетия появились источники использующие в своих схемах диоды, тиристоры и транзисторы (рис. 5.6).

Рисунок 5.6 – Блок-схемы сварочных аппаратов
- Более ранняя схема. Эти выпрямители регулируются трансформатором Т, далее идет выпрямительный блок VD (диоды – не управляемые вентили), L – сглаживающий фильтр.
- Сварочный трансформатор с включенным дросселем насыщения LS для регулирования тока, VD – выпрямительный блок, L – сглаживающий фильтр. Дроссель насыщения применяется для формирования необходимой внешней характеристики и регулирования режимов сварки.
- Сварочный трансформатор Т, тиристорный выпрямительный блок VS, L – сглаживающий фильтр.
- Тиристорный выпрямительный блок VS, трансформатор Т, выпрямительный блок VD, L – сглаживающий фильтр.
- Сварочный трансформатор Т, выпрямительный блок VD, транзисторный регулятор VT, L – сглаживающий фильтр.
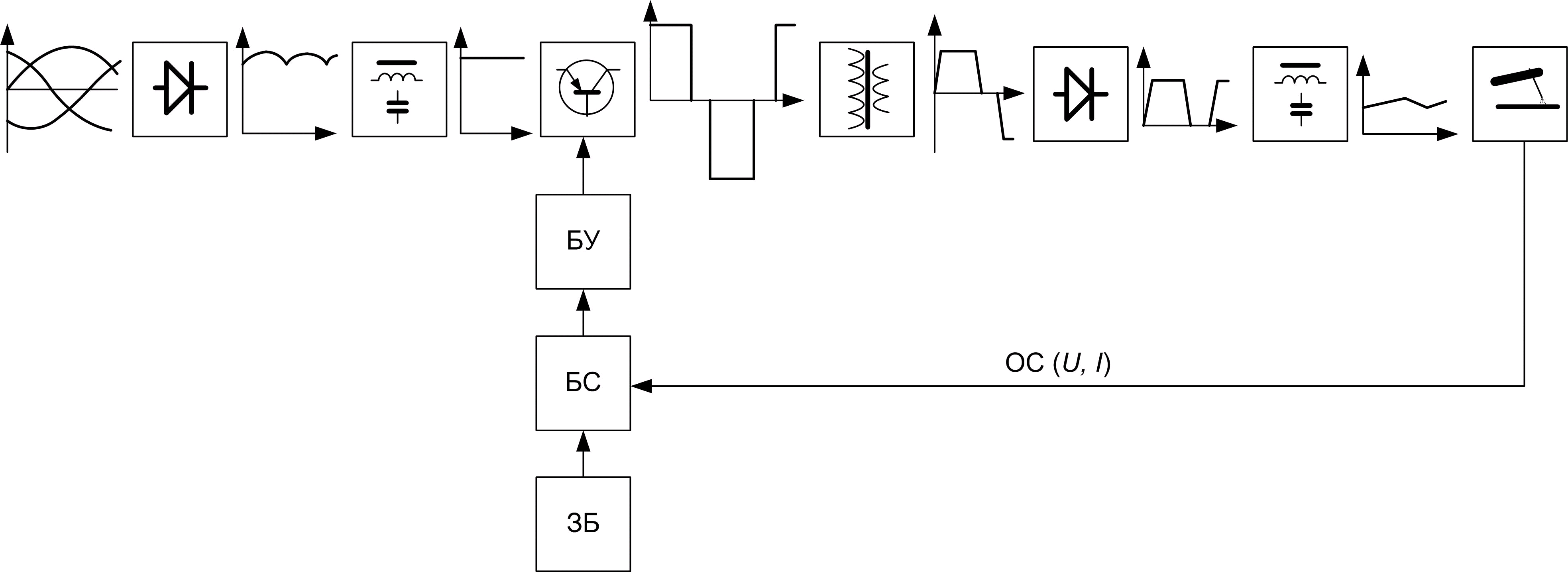
- Выпрямительный блок VD1, инверторный преобразователь UZ, трансформатор Т, второй блок выпрямления VD2, L – сглаживающий фильтр.
Как и в трансформаторах при РДС выпрямитель должен создавать крутопадающую внешнюю характеристику. Способы регулирования применяемые в выпрямителях:
- Витковый (изменением количества витков в первичной катушке);
- Магнитный способ (применяется дроссель насыщения);
- Тиристорное регулирование;
- Импульсное регулирование с применением транзисторов.
В сварочных выпрямителях используют трехфазную мостовую схему выпрямления, дающую меньшую пульсацию выпрямленного напряжения, более равномерную загрузку питающей сети переменного тока и лучшее использование трансформатора, питающего выпрямитель. Сварочные выпрямители имеют высокие динамические свойства вследствие меньшей электромагнитной инерции. Ток и напряжение при переходных процессах изменяются практически мгновенно. Отсутствие вращающихся частей делает установки более простыми и надежными в эксплуатации, чем генераторы постоянного тока. Выпрямители серии ВД предназначены для ручной дуговой сварки и автоматической сварки под флюсом. Они выполнены передвижными и рассчитаны на перемежающийся режим работы при принудительном охлаждении. Выпрямители типа ВДГ применяют для механизированной сварки в углекислом газе. Они имеют дистанционное переключение режимов сварки. Универсальные сварочные выпрямители типа ВДУ предназначены для однопостовой механизированной сварки в углекислом газе и под флюсом. Их используют также для ручной дуговой сварки электродами. Выпрямители типа ВДГИ служат для импульсно-дуговой сварки плавящимся электродом в защитных газах. Многопостовые сварочные выпрямители типа ВКСМ, ВДМ, ВДУМ рассчитаны на номинальные длительные токи 1000 — 5000 А. Число постов определяют по номинальной силе тока одного поста и коэффициенту одновременности нагрузки, равному 0,6 — 0,7. Выпрямители имеют жесткую внешнюю характеристику. Получение падающей внешней характеристики и регулирование силы сварочного тока поста осуществляют балластными реостатами РБ-302, поставляемыми комплектно с выпрямителями. В последние годы разработаны источники питания дуги постоянного тока на базе высокочастотных преобразователей — инверторов. Благодаря принципиально новой конструкции, эти источники питания обладают массой и габаритами в 6 — 9 раз меньшими, чем выпускаемые ранее. Они имеют коэффициент мощности 0,95 — 0,98, более высокий КПД и высокие динамические свойства. Инверторные источники Следует отметить, что в последнее время большое количество источников питания для сварки производится с использованием инверторов. Благодаря тому, что они работают на повышенных частотах (10-100 кГц) масса источника для РДС может составлять от 3 кг. В инверторных источниках есть возможность создавать искусственные внешние характеристики получаются за счет обратной связи по току и напряжению (рис. 5.7). За счет обратных связей и быстродействующих полупроводниковых приборов в современных сварочных инверторных источниках реализованы такие функции как «Hot start» — горячий старт, позволяющий с одного касания производить поджиг дуги за счёт кратковременного (0,01 – 1 сек) увеличения тока по отношению к базовому, «Anty stik» — антизалипание предотвращающая «прилипание» электрода к изделию, «Arc force» — форсирование дуги это функция, которая помогает капле оторваться от стержня электрода, делая тем самым процесс переноса капель через дуговой промежуток чётким и равномерным. Рис. 5.7 – Блок-схема инверторного источника питания сварочного аппарата: ОС – обратная связь, БУ – блок управления, БС – блок сравнения, ЗБ – задающий блок
Простой регулятор тока сварочного трансформатора

Сварка является важной частью в процессе строительства и ремонта. Она применяется для соединения металлических деталей, создания крепких и надежных соединений. Одним из ключевых элементов, используемых в сварочных работах, является сварочный трансформатор. Он преобразует электрическую энергию из сети в высокочастотный ток для сварки.
Однако, при работе с сварочным трансформатором возникает необходимость регулирования тока. Это особенно актуально при сварке различных металлических материалов разной толщины. Для решения этой задачи разработаны различные регуляторы тока. Одним из наиболее простых и доступных вариантов является использование регулятора тока на основе резисторов и потенциометра.
Принцип работы такого регулятора состоит в изменении сопротивления в цепи трансформатора. При помощи потенциометра можно изменять значение сопротивления и, следовательно, регулировать ток сварки. Устройство можно подключить к любому сварочному трансформатору и использовать для сварки различных материалов при разных толщинах.
Простой регулятор тока сварочного трансформатора обладает рядом преимуществ. Во-первых, он легко собирается и не требует особого опыта в области электрики. Во-вторых, он удобен в использовании и позволяет легко настраивать ток сварки. Кроме того, такое устройство дешево и доступно для практически любого сварщика. Все это делает данный регулятор тока привлекательным и удобным инструментом при сварке различных металлических материалов.
Простой регулятор тока сварочного трансформатора
Один из ключевых параметров сварочного трансформатора — это ток сварки. Ток сварки должен быть точно настроен для обеспечения оптимального сварочного процесса и получения качественного сварного соединения.
Простой регулятор тока сварочного трансформатора предназначен для управления током сварки. Он преобразует напряжение сети переменного тока в постоянное и позволяет регулировать величину тока сварки.
Регулятор тока сварочного трансформатора состоит из нескольких ключевых компонентов:
- Трансформатор — преобразует напряжение сети переменного тока в напряжение, необходимое для сварки. Он имеет несколько обмоток, позволяющих выбирать различные уровни напряжения и тока сварки.
- Диодный мост — выпрямляет переменное напряжение, полученное от трансформатора, в постоянное напряжение.
- Резисторы — используются для регулирования силы сварочного тока. Подключение резисторов в различные комбинации позволяет менять величину тока сварки.
- Регулятор тока — устанавливает и контролирует величину выходного тока сварочного трансформатора.
Применение простого регулятора тока сварочного трансформатора позволяет сварщику точно настроить необходимый уровень тока сварки, что улучшает качество и эффективность сварочных работ.
Эффективное регулирование сварочного тока
Для регулирования сварочного тока используется простой регулятор, основанный на использовании резистора и потенциометра. Резистор подключается последовательно к первичной обмотке сварочного трансформатора, а потенциометр позволяет изменять сопротивление. Таким образом, изменяя сопротивление, можно регулировать ток, подаваемый на сварочный электрод.
Преимущество данного регулятора заключается в его простоте и надежности. Он не требует сложной электроники и может быть легко настроен оператором на требуемый сварочный ток. Кроме того, такой регулятор позволяет моментально изменять ток в процессе сварки в зависимости от требуемых условий.
Принцип работы

Потенциометр, подключенный к резистору, образует делитель напряжения. Перемещая ползунок потенциометра, можно изменять значение выходного напряжения делителя. Это напряжение пропорционально току, который будет подаваться на сварочный электрод.
Поворачивая потенциометр в одну сторону, можно увеличивать сварочный ток, а в другую — уменьшать его. Таким образом, можно легко настроить сварочный ток на определенное значение, необходимое для выполнения конкретной сварочной операции.
Преимущества и недостатки

Преимуществом простого регулятора тока является его надежность и простота использования. Он обладает достаточной точностью и может быть легко настроен на требуемое значение сварочного тока.
Однако, у данного регулятора есть и недостатки. Во-первых, он не обеспечивает возможность изменения сварочного тока во время сварки. Во-вторых, он не подходит для работы с высокочастотным сварочным трансформатором, так как может привести к искажению и перегреву.
В целом, простой регулятор тока является эффективным, надежным и доступным инструментом для регулирования сварочного тока сварочного трансформатора.
Простота эксплуатации и установки
Установка регулятора осуществляется путем подключения его к сварочному трансформатору. Для этого достаточно провести несколько простых операций: подсоединить соответствующие провода, установить необходимую мощность и выбрать нужный режим работы.
Из-за своей компактности и легкости, регулятор тока просто транспортируется и монтируется в любом удобном месте. Благодаря этому, его можно использовать как в профессиональных условиях, так и в домашних хозяйствах для решения различных сварочных задач.
Простота эксплуатации регулятора тока обеспечивается с помощью понятного и удобного управления. Интуитивно понятные кнопки и регуляторы позволяют легко регулировать параметры сварки, такие как мощность, глубина промерзания и длина дуги.
В целом, простота эксплуатации и установки регулятора тока сварочного трансформатора делает его доступным для использования как профессионалами, так и новичками в сварочном деле.
Увеличение эффективности использования сварочного трансформатора
1. Регулировка тока сварки
Для достижения максимальной эффективности использования сварочного трансформатора необходимо правильно настроить ток сварки. Регулятор тока позволяет точно контролировать амплитуду тока, что позволяет использовать оптимальные параметры сварки для данного материала и задачи. Таким образом, достигается повышение качества сварных соединений и снижение энергопотребления.
2. Минимизация потерь
Для увеличение эффективности использования сварочного трансформатора необходимо также минимизировать потери энергии. Одним из способов достичь этого является установка эффективной системы охлаждения. Также необходимо регулярно проверять и обслуживать сварочный аппарат, чтобы предотвратить неполадки и утечки тока.
Важно: Регулярная проверка и обслуживание сварочного трансформатора помогает снизить риск возникновения аварийных ситуаций и увеличить его срок службы.
Безопасность: При использовании сварочного трансформатора необходимо соблюдать все безопасные меры, перечисленные в инструкциях по эксплуатации и работе с данным оборудованием.
В результате правильной настройки тока сварки и минимизации потерь энергии можно достичь максимальной эффективности использования сварочного трансформатора. Это, в свою очередь, позволяет сэкономить электроэнергию и улучшить качество сварных соединений.
Электро-безопасность во время сварки
Вот некоторые рекомендации по электро-безопасности во время сварки:
- Всегда надевайте соответствующую защитную одежду, такую как защитная маска, перчатки, фартук и сапоги. Они помогут вам защититься от искр и перегрева.
- Перед началом работы с трансформатором, убедитесь, что все контакты и провода в отличном состоянии, без повреждений. Ремонтируйте или заменяйте поврежденные элементы.
- Не касайтесь обнаженных проводов или электрических контактов сварочной машины во время работы устройства.
- Не трогайте сварочные электроды после сварки, они могут быть горячими и вызвать ожоги.
- Постоянно следите за температурой сварочного трансформатора и, если он перегревается, немедленно отключите питание и дайте устройству остыть.
- Следите за окружающей средой и когда есть опасность возникновения пожара, всегда имейте под рукой огнетушитель.
- Не допускайте перегрузки трансформатора, работайте только в пределах его максимальной емкости.
- При необходимости проводить обслуживание или ремонт сварочного трансформатора, всегда обращайтесь к квалифицированным специалистам.
Соблюдение этих рекомендаций поможет обеспечить электро-безопасность во время сварки и избежать потенциальных опасностей.
Снижение стоимости сварочных работ
Для снижения затрат на сварочные работы можно использовать простые регуляторы тока сварочного трансформатора. Эти устройства позволяют точно исключить перегрузки трансформатора, что позволяет снизить расходы на электроэнергию.
Кроме того, простые регуляторы тока сварочного трансформатора обеспечивают более равномерную подачу электрода и улучшают качество сварочного шва. Это позволяет снизить количество брака и увеличить производительность труда сварщика.
Еще одним способом снижения стоимости сварочных работ является использование оптимальных режимов сварки. Это позволяет сократить время выполнения работ и снизить затраты на расходные материалы.
Важно также правильно подобрать сварочное оборудование. Модели с меньшей мощностью могут быть достаточными для выполнения определенных типов сварки, что также приводит к снижению стоимости работ.
Итак, снижение стоимости сварочных работ возможно благодаря использованию простых регуляторов тока сварочного трансформатора, оптимизации режимов сварки и правильному выбору сварочного оборудования. Это позволяет сократить затраты на электроэнергию, улучшить качество сварочных швов и повысить производительность труда сварщиков.
| Преимущества снижения стоимости сварочных работ: |
|---|
| Сокращение расходов на электроэнергию |
| Улучшение качества сварочных швов |
| Снижение количества брака |
| Повышение производительности труда сварщиков |
Повышение качества сварочных швов

Качество сварочных швов играет решающую роль в прочности и надежности сваренных конструкций. Чтобы достичь высокого качества сварочных швов, следует учесть несколько важных аспектов.
Первым шагом является правильная настройка сварочного оборудования. Необходимо бережно отнестись к выбору тока сварки, скорости подачи проволоки и газа. Это позволит достичь оптимальных параметров сварочного процесса.
Вторым важным аспектом является правильная подготовка сварочных поверхностей. Поверхности требуется очистить от грязи, ржавчины и продуктов коррозии. Также необходимо удалить остатки краски и защитных покрытий. Чистые поверхности обеспечат надежное сцепление между металлами и повысят качество сварочного шва.
Третьим аспектом является правильное позиционирование свариваемых деталей. Правильное положение обеспечит равномерное распределение нагрузки на шов и предотвратит появление дефектов сварки, таких как трещины или непроплавы.
Наконец, необходимо обратить внимание на сварочный материал и электрод. Выбор правильного сварочного материала и электрода согласно требованиям технологической карты позволит получить сварочный шов, обладающий необходимыми механическими характеристиками и стойкостью к внешним воздействиям.
В целом, повышение качества сварочных швов требует внимания к деталям и следование технологическим предписаниям. Если правильно настроить оборудование, подготовить поверхности, правильно позиционировать детали и использовать качественный сварочный материал, то можно достичь высокого качества сварочных швов.
Использование простого регулятора тока в различных отраслях
Простой регулятор тока сварочного трансформатора может быть использован в различных отраслях для управления силой сварочных соединений.
1. Машиностроение
В машиностроении простой регулятор тока может быть использован для сварки металлических деталей различных конструкций. Он позволяет устанавливать нужную силу тока для достижения оптимальных сварочных результатов.
2. Судостроение

В судостроении простой регулятор тока применяется для сварки металлических конструкций кораблей. Он обеспечивает точное регулирование тока, что позволяет получить сварку высокого качества и надежность соединений.
3. Автомобилестроение
В автомобилестроении простой регулятор тока используется для сварки кузовных деталей, рам автомобилей и других металлических конструкций. Он позволяет контролировать силу тока для создания прочных и долговечных сварных соединений.
Применение простого регулятора тока сварочного трансформатора в различных отраслях обеспечивает удобство и эффективность процесса сварки, а также гарантирует качественный результат и высокую надежность сварных соединений.
Получение максимальной производительности сварки

Для достижения максимальной производительности сварки, рекомендуется обратить внимание на несколько ключевых аспектов:
1. Правильный выбор сварочного трансформатора
Оптимальная производительность сварки обеспечивается правильным выбором сварочного трансформатора, который соответствует требуемым параметрам сварки. Важно учесть требуемую силу сварочного тока, мощность и частоту работы трансформатора.
2. Корректная настройка регулятора тока
Регулятор тока является ключевым элементом в получении максимальной производительности сварки. Он позволяет контролировать силу сварочного тока и подстраивать его под необходимые параметры сварки. Важно правильно настроить регулятор и следить за его работой в процессе сварки.
3. Управление системой охлаждения
Для поддержания максимальной производительности сварки, необходимо обеспечить эффективное охлаждение сварочного трансформатора. Важно следить за работой системы охлаждения, регулярно проверять состояние охладителя и производить замену при необходимости.
4. Оптимальный выбор электрода и сварочного материала
Для достижения максимальной производительности сварки рекомендуется правильно подобрать электрод и сварочный материал, которые будут использоваться в процессе сварки. Важно учитывать требования к прочности и другим свойствам сварного соединения.
Соблюдение данных рекомендаций поможет получить максимальную производительность сварки при использовании простого регулятора тока сварочного трансформатора.
Вопрос-ответ:
Как работает простой регулятор тока сварочного трансформатора?
Простой регулятор тока сварочного трансформатора основан на изменении времени работы полупроводниковых выпрямительных диодов. Регулировка осуществляется с помощью изменения ширины импульсов управляющего тока, благодаря чему меняется среднее значение выходного тока трансформатора.
Какие основные элементы нужны для создания простого регулятора тока сварочного трансформатора?
Для создания простого регулятора тока сварочного трансформатора необходимы следующие элементы: трансформатор, полупроводниковые выпрямительные диоды, емкость, регулирующий резистор, схема управления.
Как подключается простой регулятор тока сварочного трансформатора к схеме сварки?
Простой регулятор тока сварочного трансформатора подключается к схеме сварки путем соединения выходных клемм регулятора к входным клеммам сварочного аппарата. Таким образом, регулятор тока становится частью цепи сварки и контролирует выходной ток трансформатора.
Какие преимущества имеет простой регулятор тока сварочного трансформатора?
Простой регулятор тока сварочного трансформатора имеет несколько преимуществ. Во-первых, он прост в установке и использовании. Во-вторых, он позволяет регулировать выходной ток сварочного аппарата, что полезно при работе с разными материалами и толщинами. В-третьих, он обеспечивает стабильность тока сварки, что важно для получения качественного результата.
Каковы ограничения простого регулятора тока сварочного трансформатора?
Простой регулятор тока сварочного трансформатора имеет некоторые ограничения. Во-первых, он может работать только с постоянным током, так как основан на полупроводниковых выпрямительных диодах. Во-вторых, он имеет ограниченный диапазон регулировки тока. В-третьих, он может быть несовместим с некоторыми типами сварочных аппаратов, что потребует дополнительной модификации.
Как работает регулятор тока сварочного трансформатора?
Регулятор тока сварочного трансформатора предназначен для управления силой сварочного тока. Он состоит из переменного резистора и регулировочного механизма. Путем изменения положения регулировочного механизма можно устанавливать желаемый уровень тока.