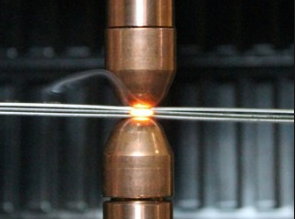
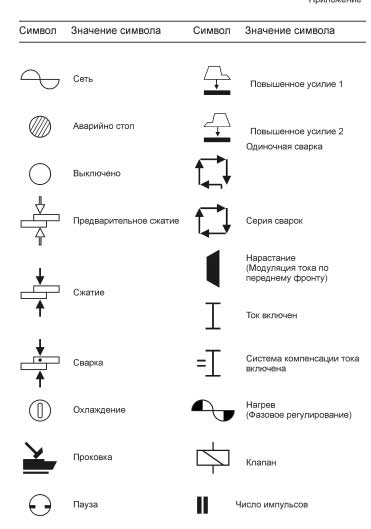
Контактная точечная сварка
Точечная сварка является разновидностью контактной сварки. При этом способе, нагрев металла до температуры его плавления осуществляется теплом, которое образуется при прохождении большого электрического тока от одной детали к другой через место их контакта. Одновременно с пропусканием тока и некоторое время спустя после него производится сжатие деталей, в результате чего происходит взаимное проникновение и сплавление нагретых участков металла.

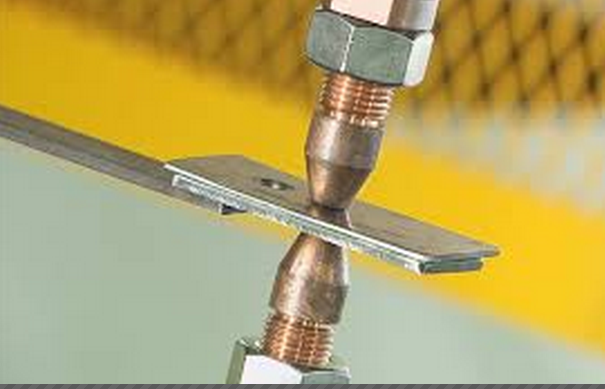
Контактная точечная сварка
Особенностями контактной точечной сварки являются: малое время сварки (от 0,1 до нескольких секунд), большой сварочный ток (более 1000А), малое напряжение в сварочной цепи (1-10В, обычно 2-3В), значительное усилие сжимающее место сварки (от нескольких десятков до сотен кг), небольшая зона расплавления.
Точечную сварку чаще всего применяют для соединения листовых заготовок внахлестку, реже — для сварки стержневых материалов. Диапазон толщин, свариваемых ею, составляет от нескольких микрометров до 2-3 см, однако чаще всего толщина свариваемого металла варьируется от десятых долей до 5-6 мм.

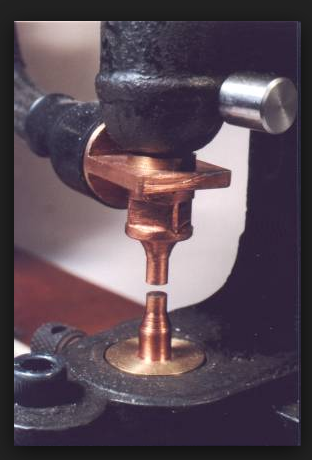
Приваривание точечной сваркой стержней
Кроме точечной, существуют и другие виды контактной сварки (стыковая, шовная и пр.), однако точечная сварка является наиболее распространенной. Она применятся в автомобилестроении, строительстве, радиоэлектронике, авиастроении и многих других отраслях. При строительстве современных лайнеров, в частности, производится несколько миллионов сварных точек.
Заслуженная популярность
Большая востребованность точечной сварки обусловлена целым рядом достоинств, которыми она обладает. В их числе: отсутствие необходимости в сварочных материалах (электродах, присадочных материалах, флюсах и пр.), незначительные остаточные деформации, простота и удобство работы со сварочными аппаратами, аккуратность соединения (практическое отсутствие сварного шва), экологичность, экономичность, подверженность легкой механизации и автоматизации, высокая производительность. Автоматы точечной сварки способны выполнять до нескольких сотен сварочных циклов (сварных точек) в минуту.
К недостаткам можно отнести отсутствие герметичности шва и концентрацию напряжений в точке сварки. Причем последние могут быть значительно уменьшены или вообще устранены особыми технологическими приемами.
Последовательность процессов при контактной точечной сварке
Весь процесс точечной сварки можно условно разделить на 3 этапа.
- Сжатие деталей, вызывающее пластическую деформацию микронеровностей в цепочке электрод-деталь-деталь-электрод.
- Включение импульса электрического тока, приводящего к нагреву металла, его расплавлению в зоне соединения и образованию жидкого ядра. По мере прохождения тока ядро увеличивается по высоте и диаметру до максимальных размеров. Происходит образование связей в жидкой фазе металла. При этом продолжается пластическая осадка контактной зоны до окончательного размера. Сжатие деталей обеспечивает образование уплотняющего пояса вокруг расплавленного ядра, который препятствует выплеску металла из зоны сварки.
- Выключение тока, охлаждение и кристаллизация металла, заканчивающаяся образованием литого ядра. При охлаждении объем металла уменьшается, и возникают остаточные напряжения. Последние являются нежелательным явлением, с которым борются различными способами. Усилие, сжимающее электроды, снимается с некоторой задержкой после отключения тока. Это обеспечивает необходимые условия для лучшей кристаллизации металла. В некоторых случаях в заключительной стадии контактной точечной сварки рекомендуется даже увеличивать усилие прижима. Оно обеспечивает проковывание металла, устраняющее неоднородности шва и снимающее напряжения.

Шаги контактной точечной сварки
При следующем цикле все повторяется снова.
Основные параметры контактной точечной сварки
К основным параметрам контактной точечной сварки относятся: сила сварочного тока (IСВ), длительность его импульса (tСВ), усилие сжатия электродов (FСВ), размеры и форма рабочих поверхностей электродов (R — при сферической, dЭ — при плоской форме). Для лучшей наглядности процесса эти параметры представляются в виде циклограммы, отражающей их изменение во времени.

Изменение параметров во времени
Различают жесткий и мягкий режимы сварки. Первый характеризуется большим током, малой продолжительностью токового импульса (0,08-0,5 секунд в зависимости от толщины металла) и большой силой сжатия электродов. Его применяют для сварки медных и алюминиевых сплавов, обладающих большой теплопроводностью, а также высоколегированных сталей для сохранения их коррозионной стойкости.
При мягком режиме производится более плавный нагрев заготовок относительно небольшим током. Продолжительность сварочного импульса составляет от десятых долей до нескольких секунд. Мягкие режимы показаны для сталей, склонных к закалке. В основном именно мягкие режимы используются для контактной точечной сварки в домашних условиях, поскольку мощность аппаратов в этом случае может быть ниже, чем при жесткой сварке.
Размеры и форма электродов. С помощью электродов осуществляется непосредственный контакт сварочного аппарата с деталями, подвергаемыми сварке. Они не только подводят ток в зону сварки, но и передают сжимающее усилие и отводят тепло. Форма, размеры и материал электродов являются важнейшими параметрами аппаратов для точечной сварки.
В зависимости от их формы электроды подразделяются на прямые и фигурные. Наиболее распространены первые, они применяются для сварки деталей, допускающих свободный доступ электродов в свариваемую зону. Их размеры стандартизованы ГОСТом 14111-90, который устанавливает такие диаметры электродных стержней: 10, 13, 16, 20, 25, 32 и 40 мм.
По форме рабочей поверхности существуют электроды с плоскими и сферическими наконечниками, характеризуемыми соответственно значениями диаметра (d) и радиуса (R). От величины d и R зависит площадь контакта электрода с деталью, влияющая на плотность тока, давление и величину ядра. Электроды со сферической поверхностью имеют большую стойкость (способны сделать больше точек до переточки) и менее чувствительны к перекосам при установке, чем электроды с плоской поверхностью. Поэтому со сферической поверхностью рекомендуется изготовлять электроды, используемые в клещах, а также фигурные электроды, работающие с большими прогибами. При сварке легких сплавов (например, алюминия, магния) применяют только электроды со сферической поверхностью. Использование для этой цели электродов с плоской поверхностью приводит к чрезмерным вмятинам и подрезам на поверхности точек и повышенным зазорам между деталями после сварки. Размеры рабочей поверхности электродов выбирают в зависимости от толщины свариваемых металлов. Следует отметить, что электроды со сферической поверхностью могут быть использованы практически во всех случаях точечной сварки, электроды же с плоской поверхностью очень часто неприменимы.

Рекомендуемые размеры электродов
* — в новом ГОСТе вместо диаметра 12 мм, введено 10 и 13 мм.
Посадочные части электродов (места соединяемые с электродержателем) должны обеспечивать надежную передачу электрического импульса и усилие прижима. Часто они выполняются в виде конуса, хотя существуют и другие виды соединений — по цилиндрической поверхности или резьбе.
Очень важное значение имеет материал электродов, определяющий их электрическое сопротивление, теплопроводность, термостойкость и механическую прочность при высоких температурах. В процессе работы электроды нагреваются до больших температур. Термоциклический режим работы, совместно с механической переменной нагрузкой, вызывает повышенный износ рабочих частей электродов, результатом чего становится ухудшение качества соединений. Чтобы электроды были в состоянии противостоять тяжелым условиям работы, их делают из специальных медных сплавов, обладающих жаропрочностью и высокой электро- и теплопроводностью. Чистая медь также способна работать в качестве электродов, однако она обладает низкой стойкостью и требует частых переточек рабочей части.
Сила сварочного тока. Сила сварочного тока (IСВ) — один из основных параметров точечной сварки. От нее зависит не только количество тепла, выделяющегося в зоне сварки, но и градиент его увеличения по времени, т.е. скорость нагрева. Напрямую зависят от IСВ и размеры сварного ядра (d, h и h1), увеличивающиеся пропорционально увеличению IСВ.

Сварочное ядро
Необходимо отметить, что ток, который протекает через зону сварки (IСВ), и ток, протекающий во вторичном контуре сварочной машины (I2), различаются между собой — и тем больше, чем меньше расстояние между сварными точками. Причиной этого является ток шунтирования (Iш), протекающий вне зоны сварки — в том числе и через ранее выполненные точки. Таким образом, ток в сварочной цепи аппарата должен быть больше сварочного тока на величину тока шунтирования:

Схема шунтирования тока через ранее сваренную точку
Для определения силы сварочного тока можно пользоваться разными формулами, которые содержат различные эмпирические коэффициенты, полученные опытным путем. В случаях, когда точное определение сварочного тока не требуется (что и бывает чаще всего), его значение принимают по таблицам, составленным для разных режимов сварки и различных материалов.

Режимы точечной сварки низкоуглеродистых сталей
Увеличение времени сварки позволяет сваривать токами намного меньшими, чем приведенные в таблице для промышленных аппаратов.
Время сварки. Под временем сварки (tСВ) понимают продолжительность импульса тока при выполнении одной сварной точки. Вместе с силой тока, оно определяет количество теплоты, которое выделяется в зоне соединения при прохождении через нее электрического тока.
При увеличении tСВ повышается проплавление деталей и растут размеры ядра расплавленного металла (d, h и h1). Одновременно с этим увеличивается и теплоотвод из зоны плавления, разогреваются детали и электроды, происходит рассеивание тепла в атмосферу. При достижении определенного времени может наступить состояние равновесия, при котором вся подводимая энергия отводится из зоны сварки, не увеличивая проплавление деталей и размер ядра. Поэтому увеличение tСВ целесообразно только до определенного момента.
При точном расчете продолжительности сварочного импульса должны учитываться многие факторы — толщина деталей и размер сварной точки, температура плавления свариваемого металла, его предел текучести, коэффициент аккумуляции тепла и пр. Есть сложные формулы с эмпирическими зависимостями, по которым при необходимости осуществляют расчет.
На практике чаще всего время сварки принимают по таблицам, корректируя при необходимости принятые значения в ту или иную сторону в зависимости от полученных результатов.
Усилие сжатия. Усилие сжатия (FСВ) оказывает влияние на многие процессы контактной точечной сварки: на пластические деформации, происходящие в соединении, на выделение и перераспределение тепла, на охлаждение металла и его кристаллизацию в ядре. С увеличением FСВ увеличивается деформация металла в зоне сварки, уменьшается плотность тока, снижается и стабилизируется электрическое сопротивление на участке электрод-детали-электрод. При условии сохранения размеров ядра неизменными, прочность сварных точек с ростом усилия сжатия возрастает.
При сварке на жестких режимах применяют более высокие значения FСВ, чем при мягкой сварке. Это связано с тем, что при увеличении жесткости возрастает мощность источников тока и проплавление деталей, что может приводить к образованию выплесков расплавленного металла. Большое усилие сжатия как раз и призвано воспрепятствовать этому.
Как уже отмечалось, для проковки сварной точки с целью снятия напряжений и повышения плотности ядра, технология контактной точечной сварки в некоторых случаях предусматривает кратковременное увеличение силы сжатия после отключения электрического импульса. Циклограмма в этом случае выглядит следующим образом.

Изменение усилия сжатия при точечной сварке
При изготовлении простейших аппаратов контактной сварки для домашнего пользования нет большого резона заниматься точными расчетами параметров. Ориентировочные значения диаметра электродов, сварочного тока, времени сварки и усилия сжатия можно взять из таблиц, имеющихся во многих источниках. Нужно только понимать, что данные в таблицах являются несколько завышенными (или заниженными, если иметь в виду время сварки) по сравнению с теми, которые подойдут для домашних аппаратов, где обычно используются мягкие режимы.
Подготовка деталей к сварке
Поверхность деталей в зоне контакта деталей между собой и в месте контакта с электродами зачищают от окислов и других загрязнений. При плохой зачистке возрастают потери мощности, ухудшается качество соединений и увеличивается износ электродов. В технологии контактной точечной сварки, для зачистки поверхности используют пескоструйную обработку, наждачные круги и металлические щетки, а также травление в специальных растворах.
Высокие требования предъявляются к качеству поверхности деталей из алюминиевых и магниевых сплавов. Целью подготовки поверхности под сварку является удаление без повреждения металла относительно толстой пленки окислов с высоким и неравномерным электрическим сопротивлением.
Оборудование для точечной сварки
Различия между существующими видами аппаратов для точечной сварки определяются в основном родом сварочного тока и формой его импульса, которые производятся их силовыми электрическими контурами. По этим параметрам оборудование контактной точечной сварки подразделяется на следующие виды:
- машины для сварки переменным током;
- аппараты низкочастотной точечной сварки;
- машины конденсаторного типа;
- машины сварки постоянным током.
Каждый из этих типов машин имеет свои преимущества и недостатки в технологическом, техническом и экономическом аспектах. Наибольшее распространение получили машины для сварки переменным током.
Машины контактной точечной сварки переменного тока. Принципиальная схема машин для точечной сварки переменным током представлена на рисунке ниже.

Схема аппарата точечной сварки
Напряжение, при котором осуществляется сварка, формируется из напряжения сети (220/380В) с помощью сварочного трансформатора (ТС). Тиристорный модуль (КТ) обеспечивает подключение первичной обмотки трансформатора к питающему напряжению на необходимое время для формирования сварочного импульса. С помощью модуля можно не только управлять продолжительностью времени сварки, но и осуществлять регулирование формы подаваемого импульса за счет изменения угла открытия тиристоров.
Если первичную обмотку выполнить не из одной, а нескольких обмоток, то, подключая их в различном сочетании друг с другом, можно менять коэффициент трансформации, получая различные значения выходного напряжения и сварочного тока на вторичной обмотке.
Кроме силового трансформатора и тиристорного модуля, машины контактной точечной сварки переменного тока имеют набор управляющего оборудования — источник питания для системы управления (понижающий трансформатор), реле, логические контроллеры, панели управления и пр.
Конденсаторная сварка. Сущность конденсаторной сварки заключается в том, что сначала электрическая энергия относительно медленно накапливается в конденсаторе при его зарядке, а затем очень быстро расходуется, генерируя токовый импульс большой величины. Это позволяет производить сварку, потребляя из сети меньшую мощность по сравнению с обычными аппаратами для точечной сварки.
Кроме этого основного преимущества, конденсаторная сварка имеет и другие. При ней происходит постоянное контролируемое расходование энергии (той, которая накопилась в конденсаторе) на одно сварное соединение, что обеспечивает стабильность результата.
Сварка происходит за очень короткое время (сотые и даже тысячные доли секунды). Это дает концентрированное выделение тепла и минимизирует зону термического влияния. Последнее достоинство позволяет использовать её для сварки металлов с высокой электро- и теплопроводностью (медных и алюминиевых сплавов, серебра и др.), а также материалов с резко различающимися теплофизическими свойствами.

Схема аппарата для конденсаторной сварки
Жесткая конденсаторная микросварка используется в радиоэлектронной промышленности.
Количество энергии, накопленное в конденсаторах, можно рассчитать по формуле:
где С — емкость конденсатора, Ф; W — энергия, Вт; U — зарядное напряжение, В. Изменяя величину сопротивления в зарядной цепи, регулируют время зарядки, зарядный ток и потребляемую из сети мощность.
Дефекты контактной точечной сварки
При качественном исполнении, точечная сварка обладает высокой прочностью и способна обеспечить эксплуатацию изделия в течение длительного срока службы. При разрушениях конструкций, соединенных многоточечной многорядной точечной сваркой, разрушение происходит, как правило, по основному металлу, а не по сварным точкам.

Разрушение соединения по основному металлу
Качество сварки зависит от приобретенного опыта, который сводится в основном к выдерживанию необходимой продолжительности токового импульса на основании визуального наблюдения (по цвету) за сварной точкой.
Правильно выполненная сварная точка расположена по центру стыка, имеет оптимальный размер литого ядра, не содержит пор и включений, не имеет наружных и внутренних выплесков и трещин, не создает больших концентраций напряжения. При приложении усилия на разрыв, разрушение конструкции происходит не по литому ядру, а по основному металлу.
Дефекты точечной сварки подразделяются на три типа:
- отклонения размеров литой зоны от оптимальных, смещение ядра относительно стыка деталей или положения электродов;
- нарушение сплошности металла в зоне соединения;
- изменение свойств (механических, антикоррозионных и др.) металла сварной точки или прилегающих к ней областей.
Наиболее опасным дефектом считается отсутствие литой зоны (непровар в виде «склейки»), при котором изделие может выдерживать нагрузку при невысокой статической нагрузке, но разрушается при действии переменной нагрузки и колебаниях температуры.
Прочность соединения оказывается сниженной и при больших вмятинах от электродов, разрывах и трещинах кромки нахлестки, выплеске металла. В результате выхода литой зоны на поверхность, снижаются антикоррозионные свойства изделий (если они были).
Непровар полный или частичный, недостаточные размеры литого ядра. Возможные причины: мал сварочный ток, слишком велико усилие сжатия, изношена рабочая поверхность электродов. Недостаточность сварочного тока может вызываться не только его малым значением во вторичном контуре машины, но и касанием электрода вертикальных стенок профиля или слишком близким расстоянием между сварными точками, приводящим к большому шунтирующему току.
Дефект обнаруживается внешним осмотром, приподниманием кромки деталей пробойником, ультразвуковыми и радиационными приборами для контроля качества сварки.
Наружные трещины. Причины: слишком большой сварочный ток, недостаточная сила сжатия, отсутствие усилия проковки, загрязненная поверхность деталей и/или электродов, приводящая к увеличению контактного сопротивления деталей и нарушению температурного режима сварки.
Дефект можно обнаружить невооруженным глазом или с помощью лупы. Эффективна капиллярная диагностика.
Разрывы у кромок нахлестки. Причина этого дефекта обычно одна — сварная точка расположена слишком близко от края детали (недостаточна нахлестка).
Обнаруживается внешним осмотром — через лупу или невооруженным глазом.
Глубокие вмятины от электрода. Возможные причины: слишком малый размер (диаметр или радиус) рабочей части электрода, чрезмерно большое ковочное усилие, неправильно установленные электроды, слишком большие размеры литой зоны. Последнее может являться следствием превышения сварочного тока или длительности импульса.
Определяется внешним осмотром.
Внутренний выплеск (выход расплавленного металла в зазор между деталями). Причины: превышены допустимые значения тока или длительности сварочного импульса — образовалась слишком большая зона расплавленного металла. Мало усилие сжатия — не создался надежный уплотняющий пояс вокруг ядра или образовалась воздушная раковина в ядре, вызвавшая вытекание расплавленного металла в зазор. Неправильно (несоосно или с перекосом) установлены электроды.
Определяется методами ультразвукового или рентгенографического контроля или внешним осмотром (из-за выплеска может образоваться зазор между деталями).
Наружный выплеск (выход металла на поверхность детали). Возможные причины: включение токового импульса при несжатых электродах, слишком большое значение сварочного тока или продолжительности импульса, недостаточное усилие сжатия, перекос электродов относительно деталей, загрязнение поверхности металла. Две последние причины приводят к неравномерной плотности тока и расплавлению поверхности детали.
Определяется внешним осмотром.
Внутренние трещины и раковины. Причины: слишком велики ток или продолжительность импульса. Загрязнена поверхность электродов или деталей. Мала сила сжатия. Отсутствует, опаздывает или недостаточно ковочное усилие.
Усадочные раковины могут возникать во время охлаждения и кристаллизации металла. Чтобы воспрепятствовать их возникновению, необходимо повышать силу сжатия и применять проковывающее сжатие в момент охлаждения ядра. Дефекты обнаруживаются методами рентгенографического или ультразвукового контроля.
Смещение литого ядра или его неправильная форма. Возможные причины: неправильно установлены электроды, не очищена поверхность деталей.
Дефекты обнаруживаются методами рентгенографического или ультразвукового контроля.
Прожог. Причины: наличие зазора в собранных деталях, загрязнение поверхности деталей или электродов, отсутствие или малое усилие сжатия электродов во время токового импульса. Во избежание прожогов ток должен подаваться только после приложения полного усилия сжатия. Определяется внешним осмотром.
Исправление дефектов. Способ исправления дефектов зависит от их характера. Самым простым является повторная точечная или иная сварка. Дефектное место рекомендуется вырезать или высверлить.
При невозможности сварки (из-за нежелательности или недопустимости нагрева детали), вместо дефектной сварной точки можно поставить заклепку, высверлив место сварки. Применяются и другие способы исправления — зачистка поверхности в случае наружных выплесков, термическая обработка для снятия напряжений, правка и проковка при деформации всего изделия.
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Режимы контактной точечной сварки. Режимы контактной сварки, способы ведения и свариваемость материалов
Само название контактная точечная сварка говорит о том, что детали прочно соединяются между собой точкой или точками в результате воздействия электрического тока и соответствующего усилия сжатия.
Таким способом можно соединять как самые тонкие детали, имеющие толщину до 0,02 мкм, так и детали толщиной до 20 мм, изготовленные из различных металлов и сплавов, а также их сочетаний. Сваривают этим видом сварки проволоку, прутки круглого, крестообразного сечения и др. профили. Чаще всего сваривают конструкции из мягкой и коррозионно-стойкой стали, а также все легкие сплавы и латунь.
Точечная сварка широко распространена при изготовлении конструкции в электронной промышленности, в судо-, самолето-, автомобилестроении, сельском хозяйстве, других отраслях промышленности и быту. Сварка применяется при рихтовке и сварке кузовов машин, при изготовлении шкафов и корпусов, которые применяются в электротехнической промышленности, производстве изделий каркасной формы, изготовлении посуды.
Ни одна станция технического обслуживания и небольшие мастерские по обслуживанию автомобилей не могут существовать, не имея в своем арсенале машины для точечной сварки.
Этапы выполнения точечной сварки

К ним относятся:
- подготовка кромок изделия под сварку;
- совмещение деталей в нужном положении и помещении их между электродами;
- нагрев изделия до состояния пластичности;
- деформирование.
Подготовка кромок под сварку заключается в зачистке их до металлического блеска и обезжиривания. Детали должны плотно прилегать друг к другу в процессе осуществления сварки. Для этого используют ручные тиски или струбцины.
К преимуществам относят:
- высокую скорость (некоторые аппараты позволяют совершать 600 соединений в минуту);
- отсутствие деформаций и короблений;
- нет необходимости использовать сварщика с высокой квалификацией;
- экономичность;
- возможность автоматизации сварочного процесса.
К недостаткам можно отнести большую трудоемкость сварки, невозможность получить герметичное соединение и невозможность применить этот вид сварки для нагруженных и силовых изделий.
Устройство сварочной машины
Основными частями любой сварочной машины для точечной сварки являются:
- трансформатор тока (вторичная обмотка у него подсоединяется к электродам);
- специальный механизм, предназначенный для сжатия электродов;
- сварочный зажим;
- устройство, позволяющее включать и выключать сварочный ток;
- шкаф управления (регулирует силу тока и время его протекания).
У сварочных аппаратов небольшой мощности шкаф управления может отсутствовать, тогда время пропускания тока и необходимое усилие сжатия электродов регулирует сам сварщик, полагаясь на свой опыт и навыки.
Обычно у сварочных аппаратов регулируются следующие основные параметры:
- сила тока;
- время прохождения тока;
- усилие сжатия электродов.
В процессе работы на любом сварочном аппарате необходимо следить за состоянием электродов. Диаметр электрода не должен увеличиваться. Это приводит к уменьшению концентрации тепла в месте соединения деталей. Диаметр электрода должен быть таким же, как и полученная впоследствии сварочная точка. Плоскость контакта электрода с металлом зачищают плоским напильником или шлифовальной шкуркой.
Необходимо помнить, что электроды изготавливаются из специальных материалов — меди и жаропрочных бронз, которые способны сохранять размеры и форму при высоких температурах (до 600 0С), однако в процессе эксплуатации они быстро изнашиваются и теряют свою форму. Поэтому надо не только следить за состоянием формы электродов, но и вовремя производить их замену.
Все аппараты можно классифицировать по следующим основным признакам:
- назначению;
- расположению электродов;
- передвижению;
- способу автоматизации.

По назначению аппараты делят на машины общего назначения и предназначенные для проведения конкретных работ (пециализированные). Аппараты общего назначения применяются в бытовых и производственных целях при выполнении разовых работ. Они характеризуются небольшими размерами и весом, легко транспортируются и работают, как правило, от бытовой электрической сети.
Специализированные аппараты используются для производственных целей при крупносерийном и массовом производстве однотипных изделий. Это позволяет максимально увеличить производительность. Характеризуются большими габаритами, питание у них часто осуществляется от электрической сети 380 В. К ним относятся специальные споттеры и машины, предназначенные специально для производства кузовных работ.
Электроды у машин могут располагаться следующим образом:
- друг напротив друга;
- рядом друг с другом (параллельно).
В первом случае электроды с двух сторон одновременно сжимают свариваемые детали, а во втором – электроды опираются с одной стороны деталей. Такие клещи называются двухточечными.
По способу передвижения аппараты могут быть 3 видов:
- стационарные;
- подвесные;
- мобильные.
В стационарных машинах для точечной сварки детали перемещают под машину, а в подвесных и мобильных происходит установка аппарата в положение сварки. Обычно в ремонтных целях используют сварочные клещи. Они имеют небольшие размеры и позволяют выполнять точечную сварку по месту проведения ремонтных работ.
По способу автоматизации оборудование может быть:
- ручным;
- автоматическим.
Основным параметром при выборе необходимой для тех или иных целей машины является сила сварочного тока и длина рычагов с электродами. Именно это определяет, какую толщину деталей можно сваривать, какой металл и с какими габаритами. Обычно производитель это указывает в паспорте на конкретную модель аппарата для точечной сварки. Простейший аппарат для точеной сварки можно вполне .
Порядок работы аппаратов точечной сварки
Детали, подлежащие соединению, накладываются внахлестку друг на друга. Потом они устанавливаются между электродами и закрепляются. Далее происходит пропускание токабольшой силы (около 5000 А) и небольшого напряжения (4В).Эти значения зависят от товщины свариваемых деталей. Это вызовет быстрый нагрев металла в месте контакта на всю толщину деталей. Произойдет его плавление.
Нагрев осуществляется подача импульса сварочного тока. Его длительность не более 0,1 сек, а то и меньше, в зависимости от условий сварки. За это время он расплавит металл в зоне соединения и образует жидкий металл. После его снятия еще некоторое время детали удерживаются под давлением. Это делается для того, чтобы металл остыл и закристаллизовался. Прижатие деталей происходит в момент действия сварочного импульса. Это позволяет предотвратить выплеск металла из зоны образования точки.
Дефекты контактной точечной сварки
Все дефекты, которые могут возникнуть при контактной точечной сварке можно разделить на видимые и невидимые (внутренние). К видимым дефектам относят:
- трещины;
- прожоги;
- разрывы металла;
- вырывы точек;
- темную поверхность точек;
- вмятины;
- неправильную форма точек.
К невидимым дефектам относят:
- непровар:
- внутренние трещины, выплески, раковины и поры.
Этому способствует неправильно подобранная технология сварки, неправильная подготовка металла к сварке, недостаточное охлаждение электродов в процессе сваривания, износ поверхности электродов и другие факторы, которые негативно сказываются на качестве изделия. Выявить наружные дефекты можно сразу, а внутренние только специальными методами неразрушающего контроля, которые применяются на производствах, производящих изделия ответственного назначения.
В магазинах, включая и интернет-магазины, можно приобрести аппараты от ведущих мировых и отечественных производителей сварочного оборудования.
Особой популярностью и хорошим спросом пользуются аппараты компании G.I.Kraft из Германии, сварочные аппараты BlueWeld, производимые в Италии, компании Forsage из Украины, мобильные аппараты «КРАБ» производителя из Украины и другие. Все они отличатся прекрасными качественными характеристиками, инновационными технологиями изготовления и высокой производительностью. Огромный ассортиментный ряд позволяет выбрать аппарат под конкретные нужды с превосходными характеристиками, который прослужит длительное время.
Основными программируемыми параметрами процесса точечной или роликовой сварки являются ток, усилие сжатия электродов, продолжительность их действия и геометрия рабочей поверхности электродов. Параметры процесса, как принято, будем считать заданными, если они указаны для единичного цикла формировании отдельной сварной точки как в случае точечной, так и роликовой сварки. В связи с тем, что получение сварного соединения с заданными прочностными свойствами, в большинстве случаев, тождественно получению соединения и заданными размерами зоны расплавления, диаметр ядра и проплавление будем применять в качестве критерии качества процесса. Это позволяет исключать из рассмотрения конструкцию сварного узла, металлургические Особенности формирования соединения и т.п.
Известно, что при роликовой и точечной сварке возможно достаточно большое сочетание величин тока и усилии, которые удовлетворяют задаче формирования литого ядра с заданными размерами. Это свидетельствует о том, что параметры процесса неоднозначно зависят от свойств свариваемого металла и его толщины. Их величина и поле допуска зависят от режима сварки и применяемого оборудовании. В ряде случаев именно оборудование предопределяет режим сварки. При всех прочих равных условиях, как стабильность свойств металла, качество его подготовки, идентичность электродов и др., наиболее стабильные результаты по сварке многих металлов поручаются на машинах, работающих с использованием энергии, запасенной в конденсаторах. Если режимы сварки, характерные для конденсаторных машин, применять при сварке на низкочастотных машинах, то результаты будут нестабильными. Допуск на разброс величины тока и продолжительность его действия, автоматически заданные исходя из режима сварки на конденсаторной машине, не могут быть выдержаны при сварке на низкочастотной машине. Поэтому для ослабления тесноты связи с размерами ядра тех параметров процесса, которыми в данной ситуации точно управлять не удается, режим сварки изменяют, удовлетворяя минимальным требованиям, предъявляемым к качеству. В приведенном примере нестабильность амплитуды тока и продолжительности его действия компенсируется тем, что переходят к мягким режимам, т.е. снижают несколько амплитуду тока и увеличивают продолжительность его действия. Такое изменение не является улучшением, несмотря на увеличение допуска на амплитуду тока и продолжительность его действия, так как более жесткими становятся требования к другим параметрам процесса, например к геометрии рабочей поверхности электродов. Кроме того, увеличивается частота заправки электродов, уменьшается их стойкость.
Предпочтительные, рекомендованные режимы отражают как свойства свариваемых металлов, так и возможности по управлению процессом, т.е. преимущества и недостатки имеющегося оборудования. В связи с тем, что обоснование и выбор режима сварки является самостоятельной задачей, способы решения которой достаточно полно рассмотрены в литературе, будем считать режимы сварки заданными. Допустимые отклонения параметром процесса примем равными тем отклонениям, которые разрешаются для оборудования контактной сварки.
Существует много технических приемов задания параметров процесса через параметры цикла, в том числе от дельных интервалов времени между командами на исполнительные устройства сварочной машины. Однако с точки зрения обеспечения технологического цикла сварки отдельной точки можно выделить самостоятельные этапы, отвлекаясь от технических особенностей устройств управления.
Циклограмма, приведенная на рис. 1, отражает особенности задания параметров процесса через параметры цикла. Можно считать, что каждый этап и соответственно каждая величина, характеризующая его, является самостоятельным параметром, так как имеет отличное целевое назначение. Очевидно, что на отдельных этапах цикла величины допусков для тока и усилия будут различными. Время необходимо для того, чтобы электроды машины успели переместиться и сжать металл с вполне определенным усилием. На этом этапе к устройствам, отсчитывающим интервал времени, не предъявляется жестких требований. Аналогично, в тех случаях, когда применяется предварительное, обжатие, интервал, в течение которого электроды вжимают металл с повышенным усилием , также можно выдерживать с невысокой точностью. Эти требовании распространяются и на устройства, задающие время сжатии металла по окончании действия тока а также на интервал, соответствующий разомкнутому состоянию электродов . Как правило, указанные интервалы цикла в условиях производства не контролируются. Установившими усилия сжатия электродов и оказывают существенное влияние на качество сварных соединений и поэтому подлежат обязательному контролю, хотя допустимые отклонения их от заданного значения для , , различны.

Рис. 1 . Типичная циклограмма процесса точечной сварки
Длительность нарастания ковочного усилия является одной из основных характеристик привода усилия сжатия электродов и может оказывать сильное влияние на образовании макродефектов в литой зоне соединения. Вследствие инерционности механизма сжатия электродов основное стремление состоит в увеличении скорости нарастания усилия . У лучших образцов машин составляет не более 0,02 сек, считая от момента подачи команды на исполнительный механизм до момента времени, когда достигло уровня 2/3 от установившегося. Важным параметром цикла является интервал , определяющий момент включении ковочного усилия по отношению к импульсу сварочного тока . В связи с тем, что даже относительно малая нестабильность этих параметров цикла существенно влияет на качество соединения, их необходимо периодически контролировать.
Особое значение имеют временные интервалы цикла , и , характеризующие программу изменения тока, а также величины тока и . Однако точность зада ния параметров цикла и , может быть меньше, чем и .
В результате исследовательских работ и производственного опыта по точечной и роликовой сварке установлено, что в большинстве случаев можно принять следующую необходимую точность (в %) воспроизведения сварочной машиной основных этапов цикла (см. рис. 1):
Величина сварочного тока,
Длительность импульса сварочного тока,
Величина дополнительного импульса тока,
Длительность дополнительного импульса тока,
Пауза между импульсами,
Как настроить контактную сварку
Выбор правильного режима контактной сварки очень важен, так как он определяет внешний вид, размеры литой зоны и прочность сварного соединения. Важной характеристикой режима контактной сварки является его, так называемая, жесткость, которая зависит от длительности протекания сварочного тока, а также от толщины и теплопроводности свариваемого материала.
Форма и расположение зоны расплавления металла в месте контактной сварки определяются тепловыделением и теплоотводом в электроды и детали. С изменением длительности протекания сварочного тока (изменением жесткости режима) влияние тепловыделения и теплоотвода на формирование сварочного соединений изменяется.

При точечной, рельефной и шовной сварке на жестких режимах форма и расположение литой зоны обусловливаются распределением плотности тока в контакте деталь — деталь. Плотность сварочного тока зависит от толщины свариваемых деталей и размеров рабочей поверхности электродов (пятна контакта электродов). В связи с тем, что сварка ведется при малых длительностях тока, теплоотвод практически не влияет на формирование зоны расплавления.
При сварке на мягком режиме форма и расположение литой зоны зависят от теплоотвода в электроды и свариваемые детали. Литое ядро располагается практически на равном удалении от наружных поверхностей деталей, поэтому в случае сварки деталей неравной толщины оно смещено в деталь большей толщины. В связи с большей длительностью нагрева при использовании мягких режимов размеры зоны термического влияния и пластического пояса больше, чем в случае жестких режимов.
При сварке на жестком режиме литое ядро расположено более симметрично относительно плоскости соединения деталей. Незначительный теплоотвод в электроды при сварке на жестких режимах деталей равной толщины позволяет получить большую высоту литой зоны.
Наряду с преимуществами (экономичность, производительность, небольшие вмятины от электродов, высокая стойкость электродов) жесткие режимы требуют повышенных усилий электродов из-за опасности выплесков металла и более стабильную длительность протекания тока. Это ограничивает использование жестких режимов при сварке деталей сложной формы на фигурных электродах, имеющих малые сечения.
При стыковой сварке сопротивлением форма сварного соединения также зависит от жесткости режима. При жестком режиме с малой длительностью тока и высоком контактном сопротивлении размеры зоны нагрева и пластической деформации значительно меньше, чем при мягком. Различное контактное сопротивление получают изменением усилия осадки.
В связи с тем, что расчетные методы определения режимов сварки разработаны недостаточно полно, режимы сварки новых сочетаний толщин и марок металлов определяют опытным путем. Для этого используют общие требования к режимам сварки металлов определенной группы и опытные данные по сварке металлов, близких по своим свойствам к свариваемому металлу.
Производственным опытом установлено, что при точечной, рельефной и шовной сварке зависимость основных параметров режима от толщины металла носит практически линейный характер. Это существенно упрощает определение режимов сварки. Например, зная режимы сварки металла минимальной и максимальной толщины, можно, построив зависимость основных параметров от толщины, определить ориентировочные параметры режимов сварки промежуточных толщин металлов.
Для точечной сварки низкоуглеродистой стали может быть использован широкий диапазон режимов по жесткости. При точечной сварке сталей 10, 20 на жестких режимах в зоне термического влияния возможно образование структур закалки, что придает хрупкость сварным точкам. Для устранения этого явления увеличивают длительность тока в 1,5—2раза или сваренные детали подвергают термической обработке непосредственно в машине путем повторного включения тока.
При точечной сварке закаливающихся низколегированных сталей (типа ЗОХГСА) также необходима термическая обработка. Пауза, чтобы зафиксировать структуру закалки.
Режимы рельефной сварки низкоуглеродистой стали близки к режимам точечной сварки с теми же размерами литой зоны. Для устранения всплесков обеспечивают плавное нарастание сварочного тока.
Шовная сварка низкоуглеродистой стали выполняется на жестких режимах. В связи с меньшими временами сварки и некоторым шунтированием тока в ранее сформированные литые зоны шва сварочные токи на 40-50% больше, чем при точечной сварке.
Все перечисленные режимы сварки могут быть реализованы с помощью регуляторов контактной сварки РКС-504, РКС-801 производства ООО ПО «СВАРТЕХ».
Регуляторы контактной сварки РКС-502 и РКС-801 — Всё для чайников
Режим точечной сварки устанавливается следующими основными параметрами: силой или плотностью тока, временем нагрева, давлением, диаметром рабочей части электрода. Кроме того, часто задается время предварительного сжатия электродов tсж, время проковки tnp форма рабочей части электрода и материал для его изготовления. Режимы специальных видов точечной сварки имеют еще некоторые дополнительные параметры.
Точечная сварка малоуглеродистой стали, как и стыковая, может производиться в очень широком диапазоне изменения параметров, однако каждому варианту режимов соответствует свое определенное соотношение параметров между собой.
Мягкие режимы характеризуются малой силой тока и большим временем нагрева, для жестких режимов сила тока большая, время нагрева — с варианта режима должен производиться с учетом конкретных условий производства и требований к сварочному соединению.

Сваривание точечной сваркой
Особенности названных вариантов точечной сварки
Мягкие режимы
Сварка на мягких режимах сопровождается образованием широкой зоны разогрева, что облегчает деформирование металла и позволяет ограничиться не очень высокими требованиями к точности правки заготовок, как при жестких режимах.
- Так как время нагрева повышено, степень влияния теплоты от быстро исчезающего контактного сопротивления на общий нагрев здесь несколько снижается.
- Поэтому могут быть снижены н требования к тщательности подготовки поверхности заготовок.
- Мощность электрическая я механическая при сварке на мягких режимах требуется более умеренная, чем при сварке на жестких режимах.
Жесткие режимы
Жесткие режимы обеспечивают более высокую производительность и меньший расход энергии. Ввиду того, что поверхность деталей под электродами при жестких режимах нагревается сравнительно меньше, электроды нагреваются слабее в, несмотря на рост давления, расход их снижается. Заметно уменьшается глубин2 вмятая в месте сварки и коробление изделия. В целом жесткие режимы целесообразны, прежде всего, в массовом производстве, где выигрыш в производительности и расходе энергии полностью окупит дополнительные расходы, связанные с приобретением, эксплуатацией и питанием более мощного оборудования.
Сила и плотность тока.
С увеличением толщины свариваемых листов сила тока должна повышаться. Для сварки низкоуглеродистых сталей средней толщины на серийных машинах ориентировочный выбор силы тока l может осуществляться по следующему соотношению:
Где q толщина свариваемых листов в мм.
При сварке листов различной толщины выбор параметро производится во условию достаточности нагрева и деформации более тонкого листа. Потому а приведенном соотношении и в последующих величина q отнесена к более тонкому листу.
Плотность тока I для жестких режимов выбирается в пределах 120 — 360 д/Лм*, для мягких 80— 160 а мм2.
С увеличением толщины листов плотность то/? снижается. Когда металл свариваемых деталей обладает повышенной тепло- и электропроводностью, плотность тока должна увеличиваться. Так, при сварке алюминия или его сплавов плотность тока иногда достигает 1000 а/мм2 и выше. Как упоминалось ранее, плотность тока должна выбираться большей, когда по каким-нибудь соображениям давление принимается повышенным.
Контактная точечная сварка
Время нагрева
Как и сила тока, время нагрева (tcs) возрастает с увеличением толщины деталей. Ориентировочно для сварки малоуглеродистой стали на жестких режимах время нагрева может выбираться по соотношению
где q — толщина более тонкого листа в мм.
Меньшее время нагрева брать не рекомендуется, так как случайные, даже незначительные погрешности в работе регулятора времени могут вызвать серьезные отклонения от требуемого нагрева и качества сварки.
Для сварки листов толщиной до 3 мм на мягких режимах подбор времени нагрева может производиться пo соотношению.
Слишком длительный нагрев может вызвать перегрев металла в зоне сварки.
Для сварки металлов с высокой теплопроводностью время сварки принимается малым (при большой силе тока), при сварке закаливающихся сталей, наоборот, во избежание образования закалочных трещин при быстром охлаждения время нагрева часто приходится увеличивать (при соответствующем снижении тока).
Ход точечной сварки
Давление
Выбор давления (P) производится в зависимости от толщины, состояния и материала заготовок, а также от характера принятого режима нагрева.
Для сварки малоуглеродистой стали давление в зависимости от толщины выбирается do формуле
где q —толщина в мм.
Удельное давление имеет предел Зх10 кг/мм2.
Мягкую горячекатаную сталь возможно спаривать при меньших давлениях. Холоднокатаная сталь, получившую повышенную твердость наклепа, требует некоторого повышения давления (на 20—30%). Когда заготовки плохо выправлены и имеют коробления, то, прежде чем плотно сдавить листы на участке сиамки, приходится произвести правку под электродами. Общее требуемое усилие а этом случае должно быть увеличено, особенно при больших толщинах. Так, для листов толщиной 3—6 мм только это дополнительное усилие составляет 100—400 ке. По этой же причине усилие должно возрастать и тогда, когда точки располагаются о тех местах свариваемого узла, где сдавливание листов затруднено (вблизи ребер и других элементов жесткости, а местах сопряжения деталей но радиусу и т. д.).
Удельное давление возрастает вместе с прочностью свариваемого металла. При сварке низколегированных сталей оно может составить 120—160% к удельному давлению для малоуглеродистой стали, при сварке аустенитно и жаропрочных сталей и сплавов но повышается в 2—3 раза.
- Диаметр электрода. Диаметр электрода (d) определяет плотность тока, удельное давление и степень интенсивности охлаждения поверхности детали.
- На электрическое сопротивление зоны сварки диаметр электрода влияет относительно мало, лишь в конечной стадии на- грела, когда достигается полное соприкосновению поверхностей электрода и детали.
- Поэтому яри длительном нагреве влияние диаметра электрода сказывается сильнее. Диаметр электрода возрастает с толщиной деталей.
- Для толщины до 3 мм диаметр электрода рассчитывается но следующей формуле:
где q — толщина более топкого листа.
Для деталей с большей толщиной расчет ведется по формуле
Изменением диаметра электрода часто пользуются для выравнивания нагрева отри сварке деталей, неодинаковых по толщине или по роду металла.
В ходе процесса сварки под влиянием сильного нагрева и большой механической нагрузки рабочая часть электрода меняется с образованием грибовидною утолщения, а поверхность загрязняется окислами металла. Увеличение фактического диаметру электрода при неизменных силе тока и усилии сжатия означает снижение плотности тока и удельного давления. Вследствие этого интенсивность нагрева в сварочном контакте сильно уменьшается, а уплотнение металла затрудняется и сварка может оказаться некачественной. Кроме того, загрязнение поверхности электродов может вызвать увеличение переходного сопротивления, перегрев и даже оплавление поверхности листов. Обычно считают, что связанное с износом возрастание диаметра более чем на 10% уже недопустимо. Такие электроды должны зачищаться напильником, специальным приспособлением или перетачиваться.
Время предварительного сжатия
Пол временем предварительного сжатия понимается от начала приложения давления до начала нагрева. Оно должно быть достаточным, чтобы механизм сжатия успел свести электроды и развить давление до заданной величины. Этот параметр непосредственного влияния на тепловые процессы при сварке не имеет. Для повышения производительности данный параметр следует сокращать, насколько позволяет скорость работы механизма сжатия.
Время проковки
Время проковки (tnp) определяется длительностью нахождения уже сваренной точки под сжимающим воздействием электродов. Этот параметр влияет на скорость охлаждения металла после сварки, так как после нагрева, в условиях плотного соприкосновения электродов и детали, тепло от зоны сварки особенно быстро отводится в электроды.
При сварке закаливающихся сталей ускоренное охлаждение может вызвать появление трещин и время проковки поэтому следует уменьшать.
Однако во всех случаях давление не должно сниматься ранее некоторого времени, необходимого для полного затвердевания и упрочнения ядра. В противном случае деформированные при сварке листы, стремясь упруго возвратиться в начальное положение, могут разрушить еще не остывшее ядро, С повышением толщины время проковки возрастает, так как объем нагретого металла и время охлаждения увеличиваются.
Также рекомендуем ознакомиться с:
Параметры режима стыковой сварки оплавлением.
Уже более 150 лет людям известен способ соединения металлов, называемый точечной сваркой. Этот способ позволил автоматизировать и сделать массовым производство автомобилей, сельскохозяйственной техники, самолетов и тысяч наименований бытовой продукции. Благодаря относительно простому принципу действия, точечная сварка приходит и в быт обычных мастеров-любителей, автослесарей, жестянщиков.

Принцип действия точечной сварки
Технология контактной сварки работает довольно просто — детали плотно сжимаются и через кратчайшее расстояние подается мощный электрический импульс. Металл разогревается, в точке соприкосновения образуется расплавленное ядро. Так как детали сжаты, происходит диффузия металлов. Ток выключается, точка остывает, металл кристаллизуется. Сварная точка получается прочной, при попытке разорвать соединение лопается материал рядом с точкой. Принцип работы аппаратов сварки — генерирование этого импульса и плотное сжатие деталей.
Чтобы импульс тока хорошо разогрел металл, он должен быть с большой силой и низким напряжением. Промышленные аппараты имеют характеристики: напряжение на контактах всего 1 — 3 Вольта, способны давать силу тока в 10 — 15 килоАмпер.
Устройство аппарата точечной сварки
Любой аппарат точечной сварки состоит из двух блоков:
- источник питания;
- зажимные клещи.
Чтобы получить мощный разряд при небольшом напряжении, потребуется трансформатор индукционного типа. Соотношение первичной и вторичной обмоток позволяет получить электрический импульс, достаточный для расплавления металла.
Зажимные клещи состоят из двух медных или графитовых контактов, расположенных на разных рычагах, и прижимного механизма. Прижимы бывают с разным приводом:
- Механические. Состоят из мощной пружины и рычага, сжатие металлов происходит за счет мускульной силы. Применяются в самодельных или бытовых аппаратах, не дают должного контроля за степенью сжатия, обладают малой производительностью.
- Пневматические. Наиболее популярны для переносных ручных аппаратов, легко регулируются при помощи изменения давления в воздушной магистрали. Недостаток — сравнительно медленные, не дают возможности изменения давления в процессе сваривания.
- Гидравлические. Не так популярны, гидравлический привод также медленный, но обладает большей широтой настроек, благодаря применению перепускных регулируемых клапанов.
- Электромагнитные. Самые «молниеносные», применяются как на ручных аппаратах, так и на больших стационарных. Позволяют регулировать сжатие металлов в процессе сварки, что позволяет добиться провара и отсутствия «выплесков» металла.
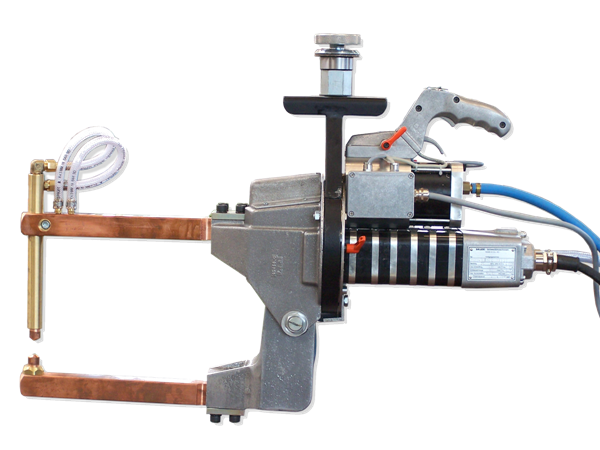
Клещи для точечной контактной сварки
Усложнение конструкции возможно при использовании контуров жидкостного охлаждения на нагруженных аппаратах, применении различных систем управления током и прижимом, роботизации перемещения электродов.
Где применяется
Точечную сварку применяют для соединения различных конструкционных металлов и сплавов. Особенности технологии — экологичность, скорость, надежность, легкость автоматизации — позволяют широко применять ее в:
- автомобилестроении для сборки кузовов;
- ювелирном деле для соединения деталей;
- микроэлектронике для спайки микросхем;
- производстве сварных арматурных каркасов для монолитных плит;
- производстве корпусов, деталей товаров народного потребления.
Читайте также: Как варить оцинкованные трубы
Преимущества и недостатки
Среди основных преимуществ точечной сварки особо выделяются:
- прочность соединения;
- технологичность;
- экономичность;
- возможность соединения как толстых, так и ультратонких деталей;
- возможность автоматизации и роботизации сварочного процесса;
- высокая культура производства и экологичность;
- универсальность в материалах и возможность масштабирования.
Среди недостатков можно выделить:
- сложность диагностики сварного соединения;
- требования к чистоте металлов при сварке;
- сложность настройки аппаратуры.
Оборудование и материалы для точечной сварки
Чтобы варить точками необходимы:
- аппарат для точечной сварки;
- свариваемые зачищенные детали;
- для защиты деталей от коррозии можно применять токопроводящий грунт или мастику.
Техника безопасности при точечной сварке
Главное при использовании аппаратов точечной сварки — соблюдение правил электробезопасности. При эксплуатации техники не должно быть оголенных контактов, нарушений изоляции кабелей. Все контакты при подключении аппарата к сети должны соответствовать номинальным параметрам, обязательно применение дифавтоматов и заземления.
При удерживании металлов используйте диэлектрические перчатки, рукоять клещей должна быть надежно заизолирована.
Средства защиты
Стандартный набор сварщика вполне подойдет для работы с точечной сваркой. Плотная роба, хлопчатобумажные или спилковые перчатки, прозрачный щиток или очки, респиратор или вытяжка — вот весь набор средств защиты.
Меры безопасности
Всегда проверяйте оборудование перед началом работ! Детали корпуса должны быть надежно заземлены, ручки и держаки — заизолированы.
Обслуживание и перенастройка аппарата производится в выключенном состоянии.
Педаль или кнопка управления должна находиться в удобном месте.
Сварщик должен прочно держать заготовку или инструмент, твердо и устойчиво стоять.
Технология и процесс точечной сварки
В зависимости от толщины металлов, их вида, условий технология сварки может отличаться деталями. Но в целом порядок работ одинаков.

Точечная сварка в работе
Точечная варка происходит в несколько этапов:
- Подготовка поверхностей. Они должны быть очищены от непроводящих ток лакокрасочных материалов и окислов, а также без напряжения плотно присоединяться.
- Сжимание деталей. Для этого привод клещей прочно сжимает поверхности, они частично деформируются. Это нужно для возникновения участков проведения тока именно между контактами клещей.
- Нагрев деталей электрическим импульсом. Чем толще детали, тем дольше приходится держать нагрев. Импульс может быть как постоянный, так и с регулируемой силой тока, переменный.
- В автоматических станках есть этап ослабления давления на детали — это нужно для предотвращения выдавливания металла из расплавленного ядра. В ручных механических клещах этот этап пропускается.
- Ток выключается. На глаз момент выключения тока можно определить по нагреву области между электродами — как только металл начинает краснеть, ток отпускается.
- Прижим или проковка во время остывания металла. Нужны для формирования прочной кристаллической структуры сварной точки.
- Деталь готова.
В зависимости от вида металлов применяются различные настройки. Качество соединения зависит от технологии сварки, типа импульса, режимов сжатия деталей.
Дефекты и причины их возникновения при точечной сварке
Несмотря на технологичность, точечная сварка требует точных настроек и постоянного контроля за качеством на производстве. Среди дефектов можно выделить:
- Прожог. Он выглядит как отверстие в обеих деталях, сплавленные края легко отрываются.При слишком высокой силе тока, большой длительности импульса или избыточной силе сжатия металл перегревается и стекает. Для снижения риска прожога стоит снизить силу тока или прижима.
- Выплески. При сильном сжатии или долговременном слабом импульсе металл выходит из расплавленного ядра, на его месте образуется пустота. При работе выплески выглядят как искры, вылетающие из точек. До известного предела выплеск не вредит, так как компенсируется сжатием деталей, но точка будет менее надежной — толщина вокруг точки неизбежно уменьшается.
- Непровар. Слабый импульс, недостаточная сила сжатия, ослабление клещей при сваривании приводят к непрогреву ядра. Такая точка будет «склеена», но при нагрузке оторвется. Непровар может возникнуть, если сварные точки расположены рядом — соседняя точка выступает шунтом, через который проходит часть электрической энергии. Соответственно, она не будет затрачена на расплав металла.
- Уменьшение диаметра сварки. Если импульс будет коротким или детали не будут прилегать плотно, образуется недостаточная площадь расплава. В этом случае в одной точке может быть один или несколько микрорасплавов, которые в сумме значительно слабее монолитной точки.
Читайте также: Магнитопорошковая дефектоскопия сварных соединений
Трещины и разрушение основного металла. Возникают в случае отсутствия сжатия, близости точки к краю нахлесточной полосы, грязном металле. Визуально при помощи увеличительного стекла этот дефект обнаружить легко.
Исправление дефектов сварки
Диагностика точечной сварки довольно сложная процедура. Привычные ультразвуковые методы исследования не дают точной картины, поэтому на производствах с автоматизацией проводят тесты с разрушением контрольных образцов.
Выявленные дефекты исправляются следующими методами:
- повторным провариванием точкой;
- высверливание и последующая сварка полуавтоматом;
- наружные выплески поддаются зачистке;
- проковка горячей точки;
- установка сварной или вытяжной заклепки.
Обозначения точечной сварки на чертежах по ГОСТ
Порядок в производстве обеспечивается правильной технической документацией. Точечная сварка имеет свое обозначение на чертеже, которое дополняется специальным буквенным кодом. На лицевой плоскости обозначаются контуры свариваемой области, и крестами места точек. На боковом разрезе точка сварки выглядит как состыкованные заштрихованные плоскости.
Обозначение точечной сварки на чертеже
Обозначение сварных точек производится на чертежах по ГОСТ 15878-79. Там же оговорены все условные обозначения и дополнительные данные.
Покупать или сделать своими руками?
Несмотря на распространенность технологии, стоимость профессионального оборудования довольно высока. Поэтому среди домашних мастеров ходят схемы самостоятельного изготовления устройства для точечной сварки из простейшего трансформатора и механических клещей. Сделать своими руками можно как мощный аппарат для соединения 4-5 мм металла, так и ювелирный прибор, способный помочь радиомеханику. Ручная работа в гараже не требует дорогого оборудования.

Самодельный аппарат точечной сварки
Такой аппарат вполне способен варить неответственные стыки. Если же от прочности сварки зависит жизнь человека (например, кузовной ремонт), лучше приобрести заводское устройство машинной точечной сварки с пневматическим приводом клещей и настраиваемым контроллером или применить другие виды сварки.
Качество изготовления заводских аппаратов выше, они рассчитаны под конкретные задачи, прочность соединений выше, присутствует техника безопасности. Эти аппараты позволяют варить много, и настроены на работу на производствах.
Регуляторы контактной сварки РКС-502 и РКС-801

Принцип работы регулятора

Рассмотрим работу регуляторов в режиме «Одиночная сварка». При подаче на регулятор напряжения питания зажигается индикатор » » на передней панели. Счетчики и триггеры блоков цикла и счета устанавливаются в ноль с помощью цепочки на транзисторах VT7, VT8 на блоке счета. С помощью схемы собранной на элементах VT1, VT2, D2, VT3, VT4, VT5, VT6, D3, вырабатываются и формируются тактовые импульсы. При замыкании контактов педали сварочной машины инвертор на VT9 опрокидывается и сигнал подается на блок цикла на D10.3, запускается триггер D3.8 «Предварительное сжатие». Одновременно, на блоке счета счетчик D6 вырабатывает импульсы счета для позиций «XI», a D8 для «XI0». При совпадении количества импульсов на дешифраторах D7 (для «XI») и D9 (для «Х10») с количеством периодов, установленных на переключателе позиций «Предварительное сжатие», в блок цикла поступает сигнал, запускающий счет позиции «Сжатие». Аналогичным образом работают остальные режимы схемы. При постоянно замкнутых контактах педали автоматически повторяется сварочный цикл, если переключатель «Режим работы» регулятора установлен в положении «Серия сварок», и дает только один цикл в положении «Одиночная сварка». В режиме «Серия сварок» выдержка «Предварительное сжатие» исключается после прохождения первого сварочного цикла. При размыкании педали после прохождения выдержки «Сжатие» обеспечивается прохождение полного сварочного цикла. В случае размыкания педали на выдержке «Сжатие» сварочный цикл прекращается, сварочная машина возвращается в состояние ожидания. Индикация прохождения сварочного цикла осуществляется с помощью индикаторов, установленных на лицевой панели. Для регулятора РКС-502 на блоке счета имеется схема на элементах D5.1, D4.3, D3.6, которая с помощью переключателя «Х4» позволяет увеличить длительность одновременно всех позиций цикла в 4 раза. (Для регулятора РКС-801 элементы D1.2, D4.1, D4.2, переключатель «Х2» и увеличение длительности позиций в 2 раза соответственно) Для работы регулятора по циклу длительность каждой выдержки должна быть не менее «01» (1 периода). Длительность «00» является запрещенной. Схема блока стабилизаторов является типовой, ее принцип работы приведен в справочниках и специального описания не требует. Блок регулировки тока обеспечивает формирование импульсов управления тиристорным контактором, автоматическую регулировку cosφ и стабилизацию сварочного тока. Сигнал с первичной цепи силового трансформатора контактной машины через промежуточный трансформатор попадает на диодный мост VD17-VD20, формируется на элементах VT12, D4.6, D5.4, Dl.l, D2.1, сдвигается по фазе на необходимую величину на элементах С6, VT9, VT10 и импульсы управления с элементов D7, VT11 подаются на блок усилителей.Регулировка нижних пределов действующего значения сварочного тока производится схемой на элементе D8 у изготовителя и дополнительной подстройки не требует. Стабилизация сварочного тока осуществляется при установке переключателя в положение «Включено» на лицевой панели. Блок усилителей предназначен для усиления импульсов управления тиристорными контакторами (схема на VT1, VT2) и включения клапана (VT3) для РКС-502 или клапанов (VT3, VT6) (для РКС-801).
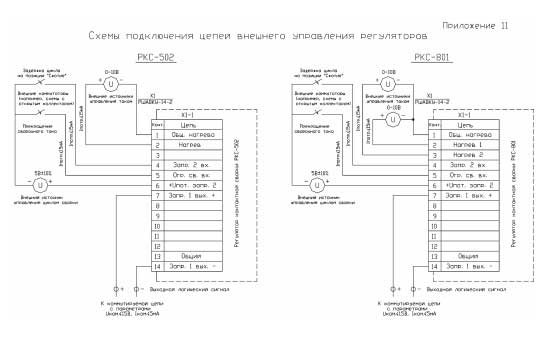
В блоке предусмотрена электронная защита цепей питания клапана от перегрузок по току (VT7, VT8, VT9, VT10). Индикация срабатывания защиты производится с помощью индикатора на лицевой панели.Элементы D1, D3, D4, D5 (дополнительно D2 для РКС-801) служат для управления регулятором с помощью внешних сигналов. Схема подключения цепей внешнего управления регуляторами приведена в приложении 11. Переключателем «Компенсация» можно отключить стабилизацию, что увеличивает величину тока на 15%. Сварочный ток можно отключить переключателем «Ток включен». Такой режим необходим при наладке машины. Регулятор РКС-801 выполняет также следующие дополнительные функции:- регулировку величины сварочного тока для позиций «Сварка 1» и «Сварка 2», задаваемой переключателями «Нагрев 1» и «Нагрев 2» соответственно. Нулевое положение переключателя соответствует минимальной величине сварочного тока (50%), положение «9» — максимальное;- в режиме импульсной сварки позиции «Охлаждение» и «Сварка 1» могут отрабатываться до 9 раз в одном цикле. Количество импульсов задается переключателем «Число импульсов»;- первый импульс сварочного тока позиции «Сварка 1» может быть промодулирован. Суть модуляции состоит в том, что первая полуволна сварочного тока имеет значение минимальной величины и за десять периодов нарастает до максимального значения (которое должно быть установлено переключателем «Нагрев 1»). При установке переключателя «Нарастание» в положение «9», время модуляции наибольшее, и составляет 0,2 сек. При установке переключателя в положение «0» первый импульс сварочного тока импульс не модулируется;- клапан 2, управляемый регулятором, осуществляет дополнительное обжатие заготовки на позициях «Сжатие» («Повышенное усилие 12) и на позициях «Проковка 1», «Сварка 2», «Проковка 2» («Повышенное усилие 2»). Повышенные усилия могут быть отключены соответствующими переключателями. Сигнализация работы клапана 2 на повышенном усилии 2 осуществляется индикатором. Срабатывание клапана 2 на повышенном усилии 2 можно задержать на 1…9 периодов с момента окончания позиции «Сварка 1» при помощи соответствующего переключателя (длительность позиции «Проковка 1» должна быть не меньше значения задержки).
ТЕХНОЛОГИЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ
Основными параметрами режима контактной точечной сварки являются:
- • сварочный ток 1СВ;
- • длительность его протекания tCB;
- • усилие сжатия Fcx;
- • диаметр рабочей поверхности электрода d3.
Основной задачей технолога является подбор параметров режима сварки таким образом, чтобы обеспечить геометрические размеры сварной точки, соответствующие ГОСТ 15878-79.
Параметры режима сварки зависят от толщины материала, его теплофизических свойств, в частности:
- • увеличение теплопроводности А и электропроводности материала 1/р (например, алюминиевые сплавы) приводит к необходимости повышения силы сварочного тока 1СВ и снижения времени сварки tCB, т. е. сварка выполняется на жестких режимах;
- • увеличение сопротивления смятию металла, т. е. его предела текучести ат, приводит к необходимости увеличения сварочного давления FCB;
- • увеличение удельного сопротивления металла р (например, при сварке нержавеющих сталей) приводит к возможности уменьшения сварочного тока 1СВ.
Параметры режима сварки устанавливают по технологической карте, таблицам ориентировочных режимов с учетом толщины, материала и состояния поверхности деталей, имеющегося оборудования.
Низкоуглеродистые стали имеют относительно высокое электрическое сопротивление, низкую теплопроводность и невысокую

Циклограммы точечной сварки:
а — низкоуглеродистых сталей; б — углеродистых и низколегированных сталей; в — алюминиевых сплавов.
прочность. Эти стали можно сваривать в широком диапазоне режимов по простейшей циклограмме (рис. 2.17а). Ориентировочные режимы сварки низкоуглеродистых сталей приведены в табл. 2.10.
Низколегированные и углеродистые стали склонны к образованию закалочных структур, повышающих хрупкость и снижающих пластичность сварных соединений. Для повышения пластичности и прочности соединения их подвергают термообработке с помощью второго импульса тока. Пауза между импульсами тока сварки и термообработки = (1,1. 1,4ДСв> длительность дополнительного импульса термообработки tлon = = (2,5. 3,0)гсв; ток термообработки/доп = (0,7. 0,85)/св(рис. 2.17б). В связи с более высоким электросопротивлением и повышенной прочностью этих сплавов 1СВ должен быть ниже, а Гсв выше, чем при сварке низкоуглеродистых сталей. Ориентировочные режимы сварки закаливающихся низколегированных сталей приведены в табл.2.11.
Параметры режимов контактной сварки
Режимом сварки называется совокупность электрических, механических и временных параметров, обеспечиваемых сварочным оборудованием и необходимых для получения качественного сварного соединения.
Существенное влияние на режим сварки оказывают многие физико-химические, теплофизические и механические свойства металлов, тип и параметры кристаллической решетки, величина интервала кристаллизации и температурного интервала хрупкости, свойства оксидных пленок и др.
Удельное электросопротивление р^во многом определяет сварочный ток. Чем меньше р0, тем больше должен быть 1св. Например, при сварке алюминиевых сплавов требуются токи значительно большие, чем при сварке сталей.
Коэффициент теплопроводности X и связанный с ним коэффициент температуропроводности а определяют потери (рассеяние) теплоты в околошов- ную зону и основной металл. Теплофизические свойства влияют на протяженность околошовной зоны и температуру в контактах. С увеличением X уменьшают tce, используют более жесткие режимы.
Температура плавления сплава (Тпл) обусловливает затраты теплоты на образование соединения, следовательно, определяет значение уровень температуры контакта электрод—деталь, тем самым влияя на интенсивность мас- сопереноса в этом контакте.
С увеличением коэффициента линейного расширения а и условного сопротивления пластической деформации стд металла повышается склонность к внутренним выплескам, возрастает уровень остаточных напряжений. При сварке металлов с большими значениями ол приходится значительно увеличивать F„, применять более мягкий режим.
Интервал кристаллизации и температурный интервал хрупкости (ТИХ) определяют склонность к образованию горячих трещин. Чем шире ТИХ, тем выше склонность к горячим трещинам.
Тип и параметр кристаллической решетки, температура плавления определяют сродство при сварке разнородных сплавов, конечную структуру и свойства металла ядра.
Металлы с ростом температуры в большей или меньшей степени изменяют свои свойства (р0, X, а), поэтому нередко вводят предварительный подогрев дополнительным импульсом тока (для повышения р0, уменьшения X и а). Это позволяет снизить сварочный ток и облегчить формирование соединений. Электрические и физико-механические свойства поверхностных пленок влияют на тепловыделение в контактах и процессы массопереноса в контактах электрод-деталь.
Исходными данными для выбора режима служат свойства и толщина металла, подготовка его поверхности, возможности сварочного оборудования и требования к качеству. Параметры режима выбирают по таблицам, номограммам, рассчитывают или устанавливают опытным путем. Выбранные или расчетные режимы проверяют и уточняют для конкретных условий.
Основные параметры режимов точечной, рельефной и шовной сварки:
- • сила сварочного тока /св;
- • усилие сжатия Fce;
- • время импульса Асв.
Для точечной и шовной сварки:
Дтя шовной сварки к основным параметрам относят также:
- • время паузы 1„
- • скорость сварки
- • шаг точек /ш.
Для каждого из этих способов есть еще ряд дополнительных параметров, обусловленных особенностями применяемых циклов.
Для точечной сварки время протекания тока /сп (с) при сварке низкоуглеродистой стали принимается (0,01-0,02).? на жестком режиме и (0,2—0,4).? — на мягком.

Ориентировочно необходимую величину сварочного тока можно оценить по следующей зависимости:
где j — плотность тока; при сварке низкоуглеродистой стали обычно принимают 200—400 А/мм 2 для жестких режимов и 80—160 А/мм 2 — для мягких;
F3 — площадь контактной поверхности электрода.
При сварке стали рабочая часть электрода обычно выполняется в виде усеченного конуса с плоским контактом, реже — в виде цилиндра со сферической контактной поверхностью. При плоском контакте его диаметр рекомендуется выбирать по следующим формулам:

Сферическая контактная поверхность электродов при сварке стали обычно имеет радиус 50—100 мм.
При нормальной эксплуатации увеличение диаметра контактной поверхности электрода в результате его износа не должно превышать 15—20 %.
Усилие сжатия электродов зависит от толщины свариваемых деталей и от длительности нагрева. Ориентировочно при сварке горячекатаной низкоуглеродистой стали оно может быть определено по следующим формулам:

При сварке холоднокатаной стали усилие повышается на 20—30%.

Усилие сжатия электродов может быть определено по величине удельного давления р
При сварке горячекатаной низкоуглеродистой стали на жестком режиме р = 50—120 МПа, на мягком — р = 30-60 МПа.

Скорость шовной сварки (м/мин) выбирают с учетом требуемого перекрытия и шага гш:
где /св и /п — соответственно длительность импульса тока и паузы (с).
При сварке легких сплавов минимальный шаг увеличивается на 15%, а при сварке аустенитной стали и жаропрочных сплавов шаг может быть увеличен также на 15%.
Для шовной сварки величину сварочного тока увеличивают на 15—20% по сравнению с точечной.
Иногда на шовных машинах выполняют шовно-точечную сварку с большим шагом без перекрытия литых ядер. При этом способе ролики машины плотно прижимают металл в течение всей продолжительности импульса. Шаг между точками выдерживается постоянным, точки располагаются на одной линии, что улучшает внешний вид соединения.
При стыковой сварке сопротивлением для образования качественного соединения основное внимание уделяют получению равномерного нагрева торцов деталей и деформации металла, в наибольшей степени обеспечивающей разрушение и удаление оксидов.
Основные параметры режима: сварочный ток /св или плотность тока у, время протекания тока /св, начальное усилие сжатия FH и усилие осадки (соответственно начальное давление рн и давление осадки рж), осадка, т. е. укорочение деталей при сварке Дсв, установочная длина /0.

Для большинства изделий плотность тока назначается от 10 до 250 А/мм 2 , меньшая плотность — для больших сечений. Но при этом необходимо обеспечить правильное соотношение междуj и tcn, используя эмпирическую зависимость
где к — коэффициент, равный 8—10 для сталей, 20 — для алюминия, 27 — для меди.
Наиболее часто нагрев при стыковой сварке сопротивлением контролируется укорочением заготовок, реже — длительностью. Сварочный ток в первом случае отключается после укорочения заготовок на определенную величину, причем если заданное укорочение велико, то может произойти перегрев и даже расплавление металла с появлением большого количества высаженного металла. При малом укорочении в стыке останутся непроварен- ные участки с оксидами. Оптимальная величина укорочения увеличивается с увеличением площади свариваемого сечения и наличием на ней загрязнений. Она составляет для малоуглеродистых сталей при сечении 25—100 мм 2 0,8—1 мм, при сечении 250 мм 2 — 1,5—1,8 мм и при сечении 500—1000 мм 2 — 2—2,5 мм. При сварке закаливающихся сталей эти значения увеличиваются на 15—25 %. Величина осадки без тока примерно такая же. Осадочное давление изменяется от 10 до 50 МПа. Для низкоуглеродистой стали рекомендуется 10—20 МПа. Если нагрев производится при одном давлении, а осадка — при другом, то давление при сварке некоторых легированных сталей в защитной среде может достигать 10— 15 М Па и более, т. е. оно будет таким же, как при сварке оплавлением. В этом случае при широкой зоне нагрева необходимое удельное давление можно определить приближенно по формуле

где а — коэффициент объемно-напряженного состояния, для круглого сечения равный 1,3, для квадрата — 2, для прямоугольника — 2,3, для сечения сложной формы — 2,5; F— площадь сечения; Дн — ширина зоны нагрева одной детали выше 900°; S — периметр; ат — предел текучести при температуре, средней между температурой сварки и 900 °С.
Малое давление облегчает нагрев металла, однако его чрезмерное уменьшение вызывает перегрев, выплески, пористость в околостыковой зоне и не обеспечивает закрытия стыка без окислов. При очень большом давлении не достигается сварочная температура в стыке и растет количество высаженного металла.
Установочная длина /0, определяющая ширину зоны нагретого металла и устойчивость свариваемых концов, принимается минимально возможной, но исключающей заметный теплоотвод в электроды и интенсивное охлаждение стыка. Установочная длина /^обычно назначается в соответствии со следующим неравенством: /0 > /)адг. Значения установочной длины в целях уменьшения потерь теплоты в электроды часто при сварке низкоуглеродистой стали увеличивают на 20—40 %, а при сварке легированных закаливающихся сталей — на 10%. При сварке разнородных сталей более теплопроводный металл сваривается с большей установочной длиной. Правильность выбора установочной длины в этом случае оценивается по равномерности нагрева с обеих сторон от стыка.
При стыковой сварке оплавлением параметры режима при этом способе зависят от теплопроводности и температуры плавления металла и определяются в основном скоростью оплавления. Скорость задается с учетом активности металла к взаимодействию с газами, процессов испарения легирующих элементов, а также сечения свариваемых деталей. Усилие осадки и скорость осадки определяются соответственно теплопроводностью металла и его активностью к окислению.
В соответствии с протекающими процессами, описанными выше, при формировании соединения сваркой оплавлением стремятся обеспечить:
- 1) нагрев деталей для оплавления торцов и пластического деформирования в целях удаления оксидов, а также для предупреждения образования неблагоприятных структур в околошовной зоне;
- 2) локальную интенсивность оплавления перед осадкой для формирования равномерно оплавленного слоя металла, предупреждения окисления и получения благоприятного рельефа поверхности торцов;
- 3) деформацию деталей с достаточно большой скоростью, предупреждающей преждевременное остывание металла торцов и застревание оксидов в стыке; величина деформации должна обеспечивать определенное растекание металла в плоскости стыка и выравнивание рельефа поверхности, необходимое для выдавливания расплавленного металла и оксидов.
Основные параметры режима: скорость оплавления Копл, плотность тока при оплавленииуопл, припуск на оплавление Допл, время оплавления /опл, величина осадки Дос и ее скорость длительность осадки под током /ост, величина осадки под током Д^ т, усилие осадки Foc или давление осадки р
установочная длина детали /„. Задают также напряжение холостого хода машины U2x и программу его изменения. При сварке импульсным оплавлением указывают также частоту/к и амплитуду колебаний Ак подвижной плиты машины. При сварке оплавлением с подогревом задают температуру подогрева Тп0д, длительность подогрева /пол, число импульсов подогрева и их длительность /имп, припуск на подогрев Дпод.
Скорость оплавления К0Ш1 выбирают из условий получения определенного распределения температур в деталях. Она зависит от плотности тока, степени подогрева и марки стали. При сварке непрерывным оплавлением она постепенно возрастает от 0 до 6—8 мм/с. Средняя скорость для заготовок из низкоуглеродистой стали составляет 0,5— 1,5 мм/с, а заготовок из легированной стали — 2,5—3,5 мм/с. При сварке с подогревом она зависит от интенсивности нагрева или его длительности. Средняя скорость в этом случае для низкоуглеродистой стали составляет 1,5—2,5 мм/с, а для легированной — 3,5—4,5 мм/с. Длительность непрерывного оплавления составляет около 1 с на 30 мм 2 свариваемого компактного или 3-4 с на 1 мм толщины развернутого сечения (листы, трубы).
Оплавление с малой скоростью используется при сварке толстостенных изделий, когда необходимо получить наиболее широкую зону нагрева торцов. Например, чем больше активность металла к образованию оксидов и взаимодействию с газами атмосферы, тем больше должна быть скорость оплавления.
Так, при увеличении площади сечения свариваемых деталей должна увеличиваться величина осадки Дос, что связано с ростом рельефа торцевых поверхностей. При сварке с подогревом сопротивление пластической деформации значительно снижается на большей протяженности от торцов деталей, поэтому Дос необходимо увеличивать.
Величина усилия осадки Рос зависит от площади сечения свариваемых деталей, прочности металлов при высоких температурах и скорости осадки. При непрерывном оплавлении Рос в 1,5-2 раза больше, чем при сварке с подогревом. Часть осадки (примерно О^Д^.) осуществляют при включенном токе, что облегчает пластическую деформацию и уменьшает Рос.
Чем выше скорость осадки и,*., тем меньше время Д/, на полное удаление окислов из стыка при постоянной скорости охлаждения, тем меньше вероятность их частичной фиксации в стыке. Очень высокая скорость осадки о,*, может ухудшить качество сварки вследствие слишком высокого темпа нарастания деформаций.
Припуск на оплавление Дом , обеспечивает равномерный нагрев по сечению, оптимальное распределение температуры вдоль деталей, образование слоя расплавленного метала на торцах. Обычно Допл составляет 0,7—0,8 общего припуска на сварку. При сварке с подогревом и импульсным оплавлением ДОШ| сокращается в 2-3 раза.
Плотность тока/опл принимается такой, чтобы обеспечить процесс устойчивого оплавления. Она увеличивается с увеличением теплопроводности металла и Копл, снижается при сварке с подогревом, а также при сварке деталей большого сечения. Плотность токауопл для изделий сечением 250—1000 мм 2 из сталей составляет 20—30 А/мм 2 , а при сварке крупных изделий — 5 А/мм 2 . При сварке с подогревом плотность тока не превышает 20 А/мм 2 .
Припуск на осадку выбирают из условия удаления нагретого металла и оксидов из стыка. Обычно он составляет 0,3—0,2 от общего припуска. Припуск на осадку под током Дос т связан со скоростью осадки У^ и обычно составляет (0,5—0,8) Дос.
Кратковременные процессы оплавления, а также процессы, построенные на использовании больших мощностей, всегда требуют соответствующего увеличения Дос. С увеличением Допл и получением равномерно нагретых торцов, покрытых ровным слоем расплавленного металла, Дос при достаточной Уос может существенно сокращаться. Применение защитных сред также позволяет существенно сократить Допл и Дос.
Удельное давление осадки рос зависит от природы свариваемого металла и степени нагрева деталей. Непосредственно с удельным давлением связан припуск на осадку Дос, который увеличивается с ростом площади свариваемого сечения и ширины зоны разогрева. Величина осадки и удельное давление определяются шириной зоны нагрева, прочностью металла при температуре сварки и схемой объемно-напряженного состояния. Его конкретные значения указываются при сварке каждого изделия.
Скорость осадки Уос существенно влияет на степень очистки стыка от оксидных включений и пластичность соединений. Она не должна быть менее 10 мм/с при сварке высокоуглеродистой стали и чугуна, 15— 30 мм/с — низкоуглеродистой стали, 30—50 мм/с — легированных сталей и 200 мм/с — меди, алюминиевых и других сплавов с легкоокисляющи- мися элементами.

Усилие зажатия выбирают из условия предупреждения проскальзывания деталей в губках при осадке:
коэффициент к0 обычно колеблется от 1,5 до 4 и зависит от свойств свариваемого металла, конструкции зажимов, наличия упоров, конфигурации деталей.
Напряжение холостого хода ^выбирают минимальным, обеспечивающим устойчивое оплавление,
Установочная длина деталей:

где Дк — конечное расстояние между зажимами. Обычно при сварке стальных круглых стержней и толстостенных труб /0 = (0,7— 1,0) d, где d — диаметр свариваемых деталей; для медных /0 = 2d для полос /0 = (4—5) s, где s — толщина полосы.
При малой /0 наблюдается большой отвод теплоты в электроды, а зона интенсивного нагрева сужается, что требует увеличения Рж. С увеличением /0 увеличивается требуемая электрическая мощность и уменьшается жесткость деталей.
При стыковой сварке оплавлением в случае необходимости обеспечения требуемого термодеформационного цикла (Гцп — цикл сварки оплавлением с подогревом) применяют предварительный подогрев деталей в течение времени /,кн за счет кратковременного, периодически повторяющегося, короткого замыкания цепи, реализованного посредством возвратно-поступательного перемещения подвижной плиты машины. Нагрев отдельными импульсами гимп (время импульса) тока /под (ток подогрева) обеспечивает более равномерный нагрев торцов.
При сварке оплавлением с подогревом температуру подогрева Тпт выбирают в зависимости от сечения свариваемых деталей и их металла. При сварке конструкционных сталей температура подогрева обычно составляет 800-1000 °С и возрастает до 1000-1200 °С при сварке деталей сечением 10000- 20000 мм 2 . Температура подогрева деталей из труднодеформируемых аустенитных сталей на 100-150 °С выше. Время подогрева /под возрастает с увеличением площади сечения деталей от нескольких секунд при сварке деталей сечением 500—1000 мм 2 до нескольких минут при сварке деталей сечением 15000—20000 мм 2 . Длительность импульсов подогрева Гим обычно составляет 1-8 с, а припуск на подогрев Дпод изменяется в пределах 1-12 мм в зависимости от сечения деталей и свойств свариваемого металла.
Применяемые режимы условно разделяют на несколько групп по их жесткости. В основе такого деления лежит плотность тока на контактной поверхности и продолжительность импульса. Большое значение плотности тока и меньшая продолжительность импульса соответствуют более жестким режимам. Такое условное определение жесткости режима по принятым значениям плотности тока возможно для деталей, изготовленных из одного материала и одной толщины.
Похожие публикации:
- Прокол кабеля для чего
- Что такое поляризаторы виды поляризаторов
- В этом устройстве которое подключается к компьютеру отраженный свет
- Как вводить показания счетчика электроэнергии
Как настроить аппарат для контактной сварки
Контактная сварка является одним из самых распространенных методов соединения металлических деталей. Она отличается высокой производительностью и относительно низкой стоимостью оборудования. Однако, чтобы достичь качественного результата и избежать непредвиденных проблем, необходимо правильно настроить аппарат для контактной сварки.
Первым шагом в настройке аппарата является выбор правильных параметров сварки. Это включает в себя определение оптимальных значений тока, напряжения и времени сварки. Их выбор зависит от типа используемых материалов, толщины деталей и требуемой прочности сварного соединения. Необходимо учитывать, что неправильная настройка параметров сварки может привести к образованию дефектов, таких как поперечные трещины и недостаточная прочность.
Кроме выбора параметров сварки, также необходимо правильно настроить пресс-механизм. Он отвечает за давление, с которым электроды сжимают свариваемые детали. Правильное давление является гарантией того, что электроды будут прочно держаться на металлических деталях и обеспечивать надлежащий контакт для осуществления процесса сварки.
Важной частью настройки аппарата для контактной сварки является правильная подготовка сварочной поверхности. Перед сваркой необходимо удалить всю окись и загрязнения с поверхностей деталей. Для этого можно использовать специальные средства или механическую обработку. Чистая поверхность гарантирует эффективное сращивание металлов и минимизирует возможность появления дефектов в сварном соединении.
Важные шаги для настройки аппарата контактной сварки
Шаг
Описание
Проверьте электроды и клеммы аппарата на предмет повреждений или коррозии.
Установите правильные параметры сварки, такие как сила тока, время сварки и давление.
Убедитесь, что выбранный материал и электрод совместимы друг с другом.
Очистите поверхность, которую вы собираетесь сварить, от грязи, жира и ржавчины.
Проверьте заземление аппарата, чтобы избежать возможных электрических разрядов.
Проведите испытательную сварку на небольшом образце, чтобы убедиться в правильности работы аппарата.
Правильно подготовьтесь к сварке, надев защитную экипировку, включая маску для сварки и перчатки.
Контролируйте процесс сварки, следите за качеством шва и соблюдайте все меры безопасности.
После завершения работы выключите аппарат и остудите его перед дальнейшим использованием или хранением.
Следуя этим важным шагам, вы сможете настроить аппарат контактной сварки правильно и безопасно выполнить необходимую сварочную работу.
Выбор необходимого оборудования
Прежде чем приступить к настройке аппарата для контактной сварки, важно правильно выбрать необходимое оборудование. Ниже приведены несколько ключевых моментов, которые следует учесть:
1. Мощность аппарата. В зависимости от задачи и материала, который вы собираетесь сваривать, необходимо выбрать аппарат с подходящей мощностью. Имейте в виду, что недостаточно мощный аппарат может не справиться с задачей, а слишком мощный может привести к перегреву и повреждению материала.
2. Тип электрода. Правильный выбор типа электрода является неотъемлемой частью настройки аппарата для контактной сварки. Некоторые из самых распространенных типов включают электроды из стали, чугуна и нержавеющей стали. Каждый тип электрода имеет свои особенности и предназначен для определенных материалов.
3. Регулировка тока. Для успешной сварки необходимо правильно настроить ток. Оптимальный уровень тока зависит от диаметра электрода, типа материала и толщины свариваемых деталей. Важно учесть все эти факторы для достижения наилучших результатов.
4. Наличие защитных функций. При выборе аппарата для контактной сварки стоит обратить внимание на наличие различных защитных функций, таких как защита от перегрева, короткого замыкания и перенапряжения. Эти функции помогут предотвратить повреждение аппарата и обеспечить безопасность во время работы.
Учитывая все вышеперечисленные факторы при выборе оборудования, вы сможете правильно настроить аппарат для контактной сварки и достичь высококачественных результатов своей работы.
Определение правильной электроды
При выборе электроды необходимо учитывать следующие факторы:
- Тип металла: Разные типы электродов предназначены для сварки разных металлических материалов. Например, электроды с покрытием из рутилового порошка хорошо подходят для сварки углеродистых сталей, тогда как электроды с основой из лития обеспечивают качественную сварку алюминия.
- Диаметр электроды: Диаметр электроды должен соответствовать толщине металла, который вы планируете сварить. Слишком тонкая электрода может не обеспечить достаточную прочность сварного шва, в то время как слишком толстая электрода может вызвать излишнее расплавление и деформацию.
- Ток и напряжение: Каждая электродная сварка имеет свои оптимальные значения тока и напряжения, которые должны быть установлены на аппарате. Неправильные настройки могут привести к плохому качеству сварного шва или даже повреждению аппарата.
- Продолжительность работы: Если вы планируете сварку большого объема, то выбор электроды, имеющей большую стабильность и длительную рабочую продолжительность, может быть более предпочтительным.
Важно учитывать все эти факторы при выборе аппарата для контактной сварки. Необходимо подобрать электроду, которая соответствует вашим требованиям и обеспечивает качественные сварные швы.
Проверка функциональности аппарата
После того, как вы осуществили корректное подключение аппарата для контактной сварки, необходимо проверить его функциональность перед началом работы. В этом разделе мы расскажем о нескольких важных этапах проверки, чтобы убедиться, что ваш аппарат настроен правильно.
1. Проверьте питание
Убедитесь, что аппарат подключен к правильному источнику электропитания и включен. Проверьте, что индикатор питания горит, что свидетельствует о том, что аппарат получает необходимый ток.
2. Проверьте наличие сжатого воздуха
В большинстве аппаратов для контактной сварки используется сжатый воздух для работы. Убедитесь, что в компрессоре достаточное количество воздуха, и что он правильно подключен к аппарату. Проверьте также, что регулятор давления воздуха настроен на правильное значение.
3. Проверьте настройки параметров
Настройте необходимые параметры работы аппарата, такие как амплитуда силы сварки и длительность импульса. Эти параметры могут быть различными для различных материалов и типов сварки. Убедитесь, что настройки соответствуют требованиям вашей конкретной задачи.
4. Проверьте наличие необходимых аксессуаров
Убедитесь, что у вас есть все необходимые аксессуары для работы с аппаратом, такие как электроды и планки для сварки. Проверьте их на наличие повреждений или износа, и замените их при необходимости.
5. Проверьте безопасность
Перед началом работы убедитесь, что все механизмы безопасности аппарата функционируют должным образом. Проверьте наличие и работоспособность системы охлаждения, а также убедитесь, что все электрические соединения надежно защищены от короткого замыкания.
При выполнении всех этих шагов вы можете быть уверены в том, что ваш аппарат для контактной сварки настроен и готов к работе. Это поможет вам избежать возможных проблем во время выполнения сварочных работ и обеспечить безопасность процесса сварки.